
Abstract
Various petroleum based mineral oils like Distillate Aromatic Extract (DAE), Treated Distillate Aromatic Extract (TDAE), Residual Aromatic Extract (RAE) and Naphthenic oils are used for extension of emulsion polymerized Styrene Butadiene Rubber (E-SBR). Vegetable oils are alternate to these petroleum oil from sustainability point of view as vegetable oils have no Polycyclic Aromatic (PCA) content. They improve abrasion resistance leads to less rubber particulates spread in the environment and reduce rolling resistance leads to lower fuel consumption. However, introduction of few vegetable oils leads to slow down the cure reaction due to high unsaturation to saturation ratio. Presence of high fatty acid content in vegetable oils help in better rubber-filler interaction. In the present research, vegetable origin oils as such without any modification (Decas, Palmolein, Groundnut, Soybean, Mustard and Coconut) extended Styrene Butadiene Rubber (OE-SBR) were characterized in standard American Society for Testing and Materials (ASTM) compound recipe for various processing, different vulcanizate and other performance properties. Curative’s dosages were adjusted in the recipe of vegetable oil extended SBR’s to achieve the 300% modulus value like naphthenic oil. Vegetable oil extended Emulsion Styrene Butadiene Rubber (E-SBR) grades (Prepared with Palmolein and Coconut oils) were showing comparable rheometric and stress-strain properties, high reinforcement index (around 5%), better rubber-filler interaction parameter (around 12%), better abrasion resistance (around 23%) and comparable tanδ value @0°, 30° and 60°C as compared to naphthenic oil extended SBR based compound.
Keywords
Introduction
Reduction in usage of physical resources and enhancement of usage of more renewable resources may lead to achieve sustainability targets. To avoid toxic materials, redesigning of the processes and products are mandatory. 1
Tire and automobile industry is integral part of our mobility. Tire industry is the world’s biggest manufacturing industry among all industries. This industry spends approx. 65% of the production cost on various raw materials. Synthetic rubbers, carbon black, process oils, fabrics are based on petroleum source, and they generate harmful product, byproduct, and end of life materials.2,3 However, researchers are aggressively working to use ecofriendly materials and develop technologies with lowest impact on environment. They are developing the green materials for small household item to high-end product. 4 Tire industry is encouraged to create sustainability culture, to reduce carbon footprint or circular economy by replacing tire components for sustainable products and replacing mineral oil by natural oils in last few years. 5
Green tire development is key contributor in tire industry for sustainable development. This tire is produced using sustainable materials with low rolling resistance, improved wet grip and wear resistance performance. Few advance tires in market as green tags like Tweel (by Michelin) and Airless (by Toyo and Bridgestone) to achieve sustainability and carbon neutrality targets.2,6 Sumitomo Rubber Industries has launched Enasave 100, tire made from 100% fossil fuel free and all natural materials, in Japanese market. 7
Rubber and rubber chemicals are having specific solubility parameter value, based on that they are mixed to achieve certain target properties because of proper miscibility. Hansen solubility parameter for vegetable oils helped to select suitable vegetable oil for rubber in more convenient and cost-effective way. Compatibility between rubber and vegetable oil can be calculated through the difference in solubility parameters of rubber and vegetable oil. Close solubility parameter for both these materials indicates better compatibility. Hansen solubility parameter of commonly used oils of mineral origin and selected vegetable origin and few elastomers reported by various researchers.8–13 Many naturally occurring raw materials like natural rubber, wood resin, natural fillers like silica, etc. are used by rubber product manufacturers as they are compatible with petroleum-based materials. Polar nature of fatty acid present in vegetable oil causes poor compatibility with general purpose nonpolar rubbers. 14 Increase in oil polarity strongly affect the rubber infiltration rate. Oil addition affects the carbon black dispersion more in non-polar rubber with polar oil than polar rubber. This was checked using electrical conductivity meter. 15
Oil extended rubbers show improvement in processing with almost similar mechanical properties as compared to dry mixing of rubber and oil. Considering the green chemistry movement, vegetable oils can be used for extension of these rubbers. 16 Various researchers have used vegetable oils for extension of solution and emulsion SBR’s for environmental sustainability, processing, and performance improvement.17–23 SSBR was extended with Soybean, Sunflower, Canola, Corn, Coconut, Cottonseed, Olive, Palm, Peanut and Safflower oils and improvement in abrasion resistance and tear strength with comparable physical properties was observed as compared to SSBR extended with naphthenic oil. 17 Emulsion polymerized SBR latex was extended with modified (Mixture of triglycerides containing oligomeric structures esterified with ethanol) vegetable oils. 18 Functionalized emulsion polymerized SBR latex was extended with as such (Soybean oil) and modified (epoxidized Soybean oil) vegetable oils. 19 High glass transition temperature SSBR was extended with triglyceride vegetable oils like Sunflower, Rapeseed, Canola, Palm, and Soybean oil in place of petroleum oils. It was evaluated in tire compound with use of traction resin20–22. SSBR latex was extended with Soybean, Sunflower, and Canola oil. 21 High glass transition temperature SSBR was extended with triglyceride vegetable oils like Sunflower, Rapeseed, Canola, Palm, and Soybean oil in place of petroleum oils. It was evaluated in shoe outsole compound. 23
The objective of this research was to evaluate OE-SBR prepared using vegetable oils like Decas, Palmolein, Groundnut, Soybean, Mustard and Coconut as compared to naphthenic oil in ASTM compound recipe. Naphthenic oil has relatively less PCA content among other petroleum-based oils and used as an alternate safe process oil. ASTM compound contains only necessary ingredients required for vulcanization so this will help in better comparison of various vegetable oils with Naphthenic oil. Many works have been done using the vegetable oils as free ingredient and very limited studies are done in oil extended rubbers. So, an attempt has been made to develop data.
Experimental
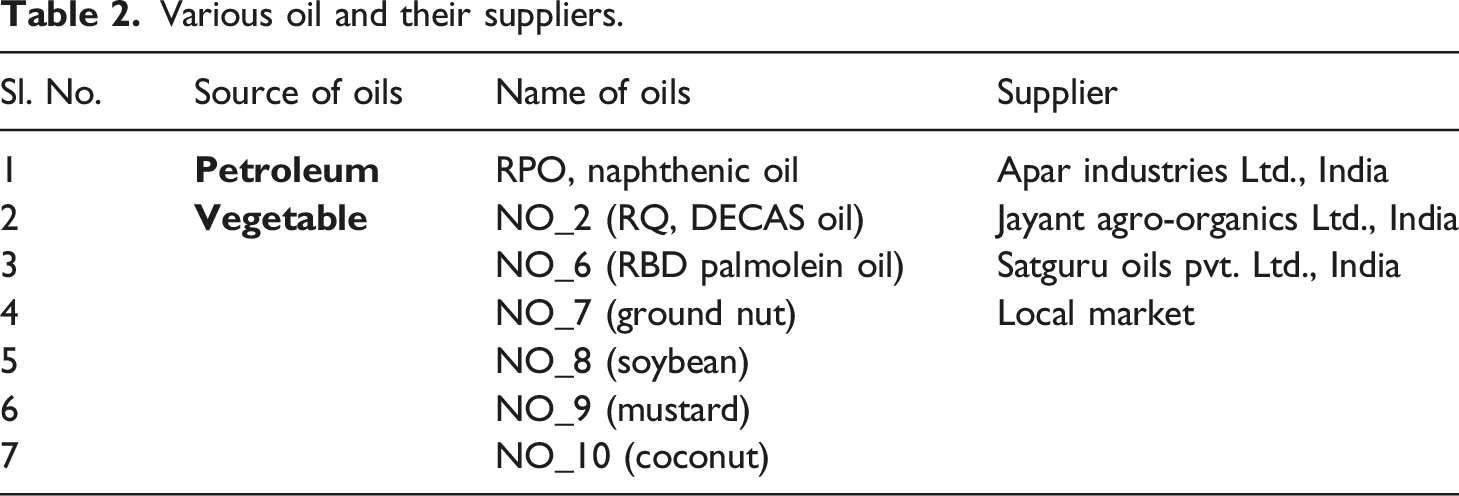
Materials
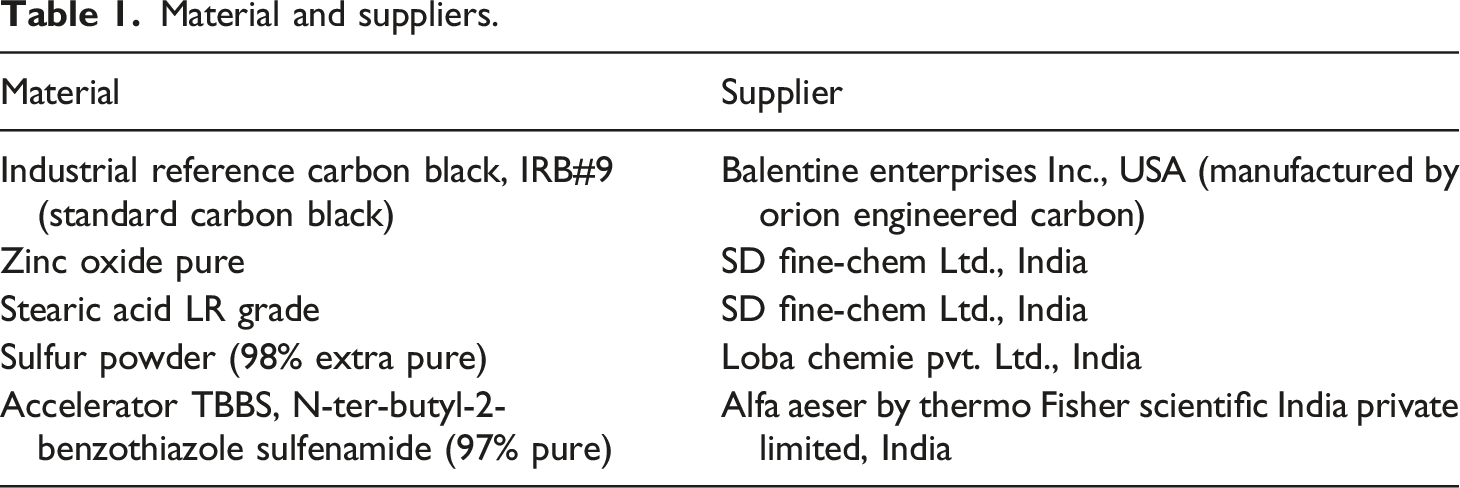
Various oil and their suppliers.
Physico-chemical characterization of various oils
The detailed characterizations like Flash point (ASTM D92), Pour point (ASTM D97), Kinematic viscosity (ASTM D445), Refractive index (ASTM D1218) by Abbemat 300 Refractometer from M/s Anton Paar, Metal content by ICP-OES Optima 4300 DV from M/s Perkin Elmer using Charge-coupled device (CCD) detector, Surface groups by Fourier Transformed Infrared Spectroscopy (FTIR) Spectrum Two (ASTM D2702) from M/s Perkin Elmer and Structural groups by Nuclear Magnetic Resonance (NMR) Spectrometer model Advance IIITM HD 400 from M/s Bruker, Switzerland. Liquid phase NMR for naphthenic oil and vegetable origin oils were reported in an earlier publication by the same authors. 24
E-SBR latex preparation and its characterization
Emulsion SBR latex was prepared and its detailed characterizations like Solid content, Mooney viscosity using MV2000E from M/s Alpha Technologies (ASTM D1646), Bound styrene content through refractive index checked by Abbemat 300 Refractometer from M/s Anton Paar (ASTM D5775), Degradation study using Thermo Gravimetry Analyzer, TGA-Q50 from M/s TA Instrument (ASTM D6370), Glass transition temperature using Differential Scanning Calorimetry, DSC-Q20 from M/s TA Instrument (ASTM E794), Gel permeation chromatography study for molecular weight and its distribution using GPC1260 Infinity from M/s Agilent Technologies, etc. were reported in an earlier publication by the same authors. 24
SBR extension with oils at laboratory scale and their physico-chemical characterization
SBR latex was extended with various oils (shown in Table 2) and their detailed characterizations like Total extractables (ASTM D5774) using acetone, Bound styrene content using Abbemat 300 Refractometer from M/s Anton Paar (ASTM D5775), Density using Bulk Density Tester model RD3000 from M/s MonTech, Germany (ASTM D297), Mooney viscosity using MV2000E (ASTM D1646), Moisture content using Halogen Moisture Analyzer, Degradation study using Thermo Gravimetry Analyzer, TGA-Q50 and Glass transition temperature (Tg) using Differential Scanning Calorimetry, DSC-Q20 were reported in an earlier publication by the same authors. 24
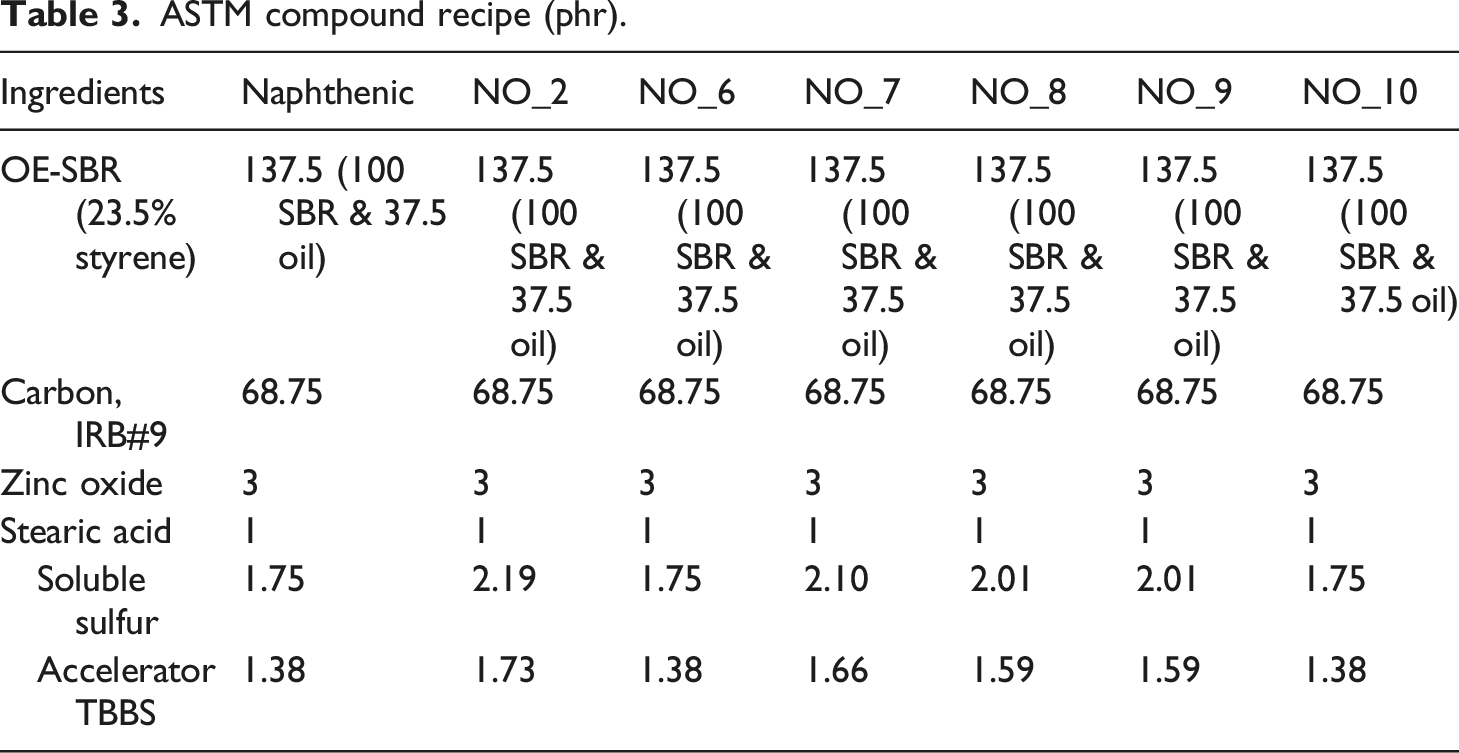
Compound mixing and characterization
ASTM compound recipe (phr).
Characterizations of uncured rubber compound
Cure characteristics (ASTM D5289) by MDR2000 from M/s Alpha Technologies, USA at 160°C for 30 min.
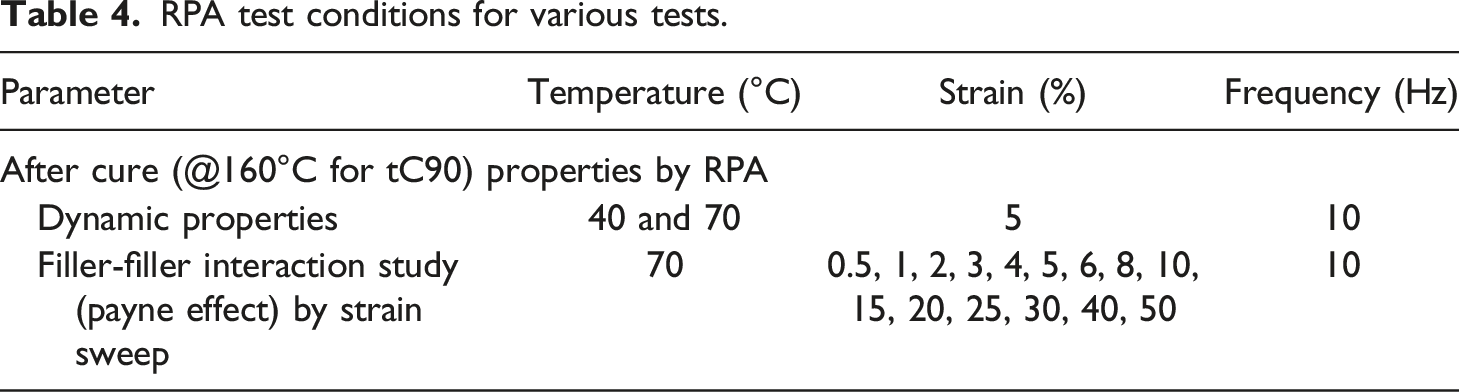
Characterizations of vulcanizates
RPA test conditions for various tests.
Reinforcement index and rubber-filler interaction parameter
Reinforcement index was calculated using below formula25–27:
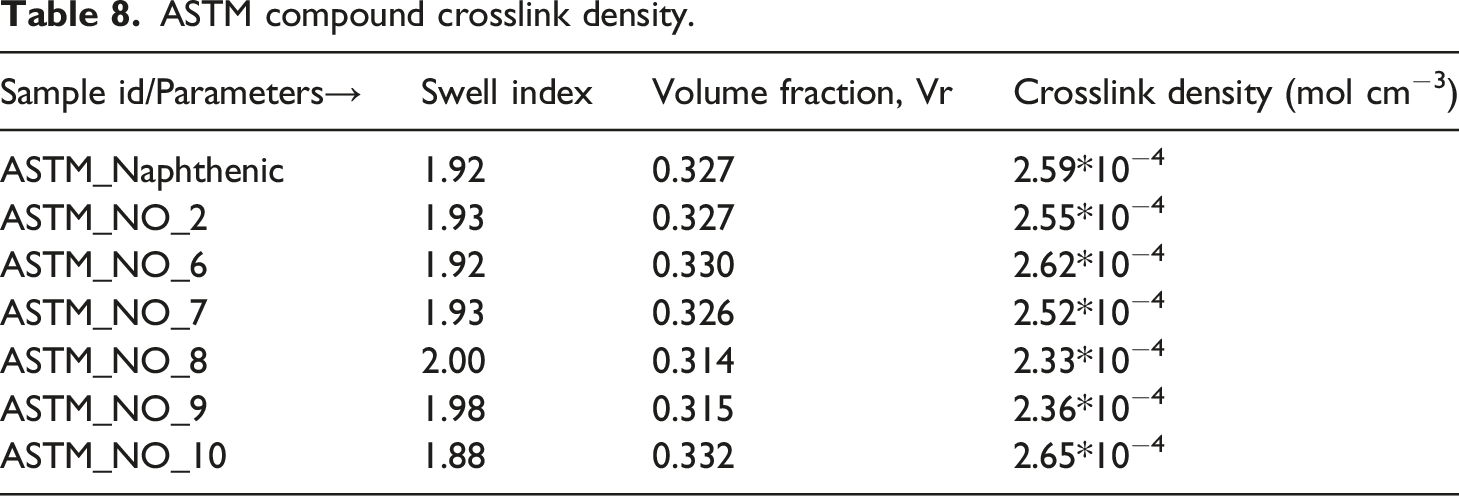
Crosslink density
Specimen were kept in toluene for 48 h and Swell index was measured using ASTM D3616. It was calculated as the ratio of swollen weight to original specimen weight. Higher value of swell index means more toluene absorption by rubber matrix due to less crosslink density and vice versa. Volume fraction was measured by drying the swollen specimen in oven at 100°C for 2 h. It was calculated using following formula28,29: F is the weight fraction of the insoluble non-rubber ingredients T is the original dry weight of the specimen Ao is the weight of solvent absorbed; it can be calculated as (S-T) ρr is the density of the respective raw rubber ρs is the density of the solvent (0.867 for toluene)
The cross-link density X, of the rubber specimen was calculated using the Flory – Rehner relationship as given below30–34: χ is the rubber-solvent interaction parameter (0.31 for SBR-toluene) Vs is the molar volume of solvent (106.3 for toluene)
Strain sweep test by RPA
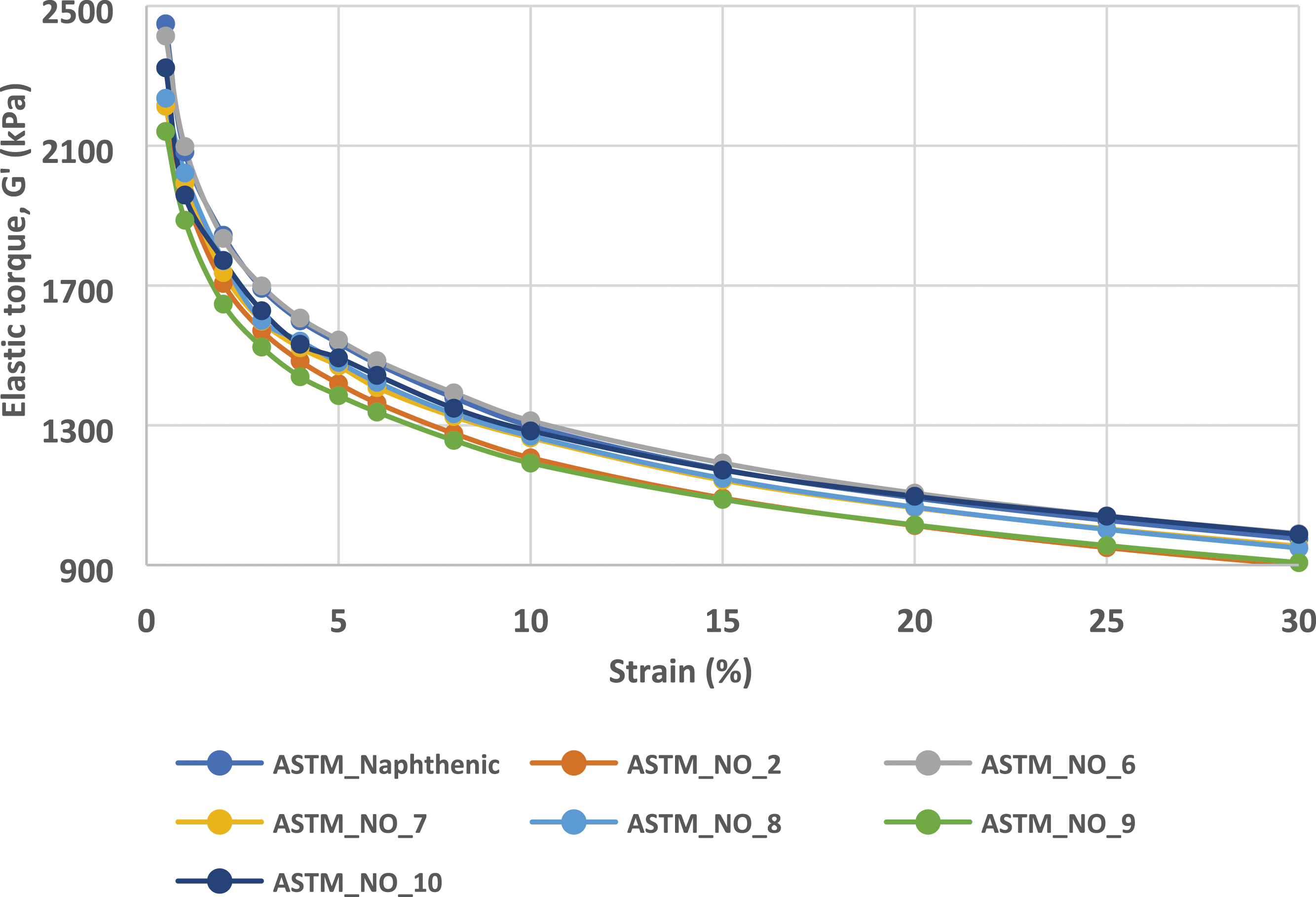
Uncured specimens were cured in RPA cavity itself at 160°C for tC90 time. It was followed by a strain sweep test. In strain sweep test, the filler networking was quantified from the strain dependence of the elastic modulus G′. Payne effect is measured as difference between elastic modulus (G′) at low (1%) and high strain (30%) and indicates filler-filler interaction.
Dynamic mechanical properties by dynamic mechanical analyzer (DMA)
Rectangular specimens (2 mm thickness, 10 mm width) were tested at 10 Hz frequency, 1% dynamic strain, 2% static strain for 0°, 30° and 60°C temperature. Elastic modulus, E′ and Loss factor, tanδ were measured at 0°, 30° and 60°C temperature.
Results and discussion
Compound characterization
Cure characteristics
ASTM compound rheometric properties.
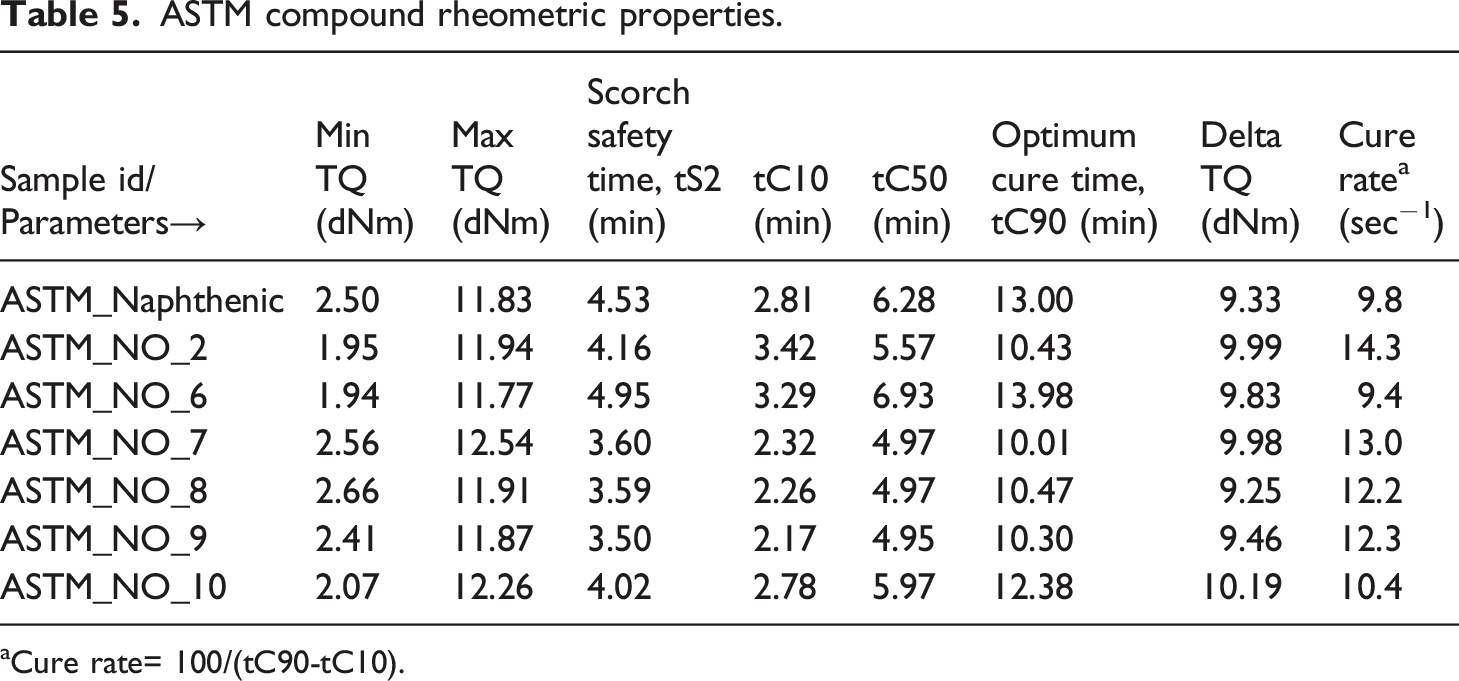
aCure rate= 100/(tC90-tC10).
Fatty acid composition (%) for various vegetable oils.
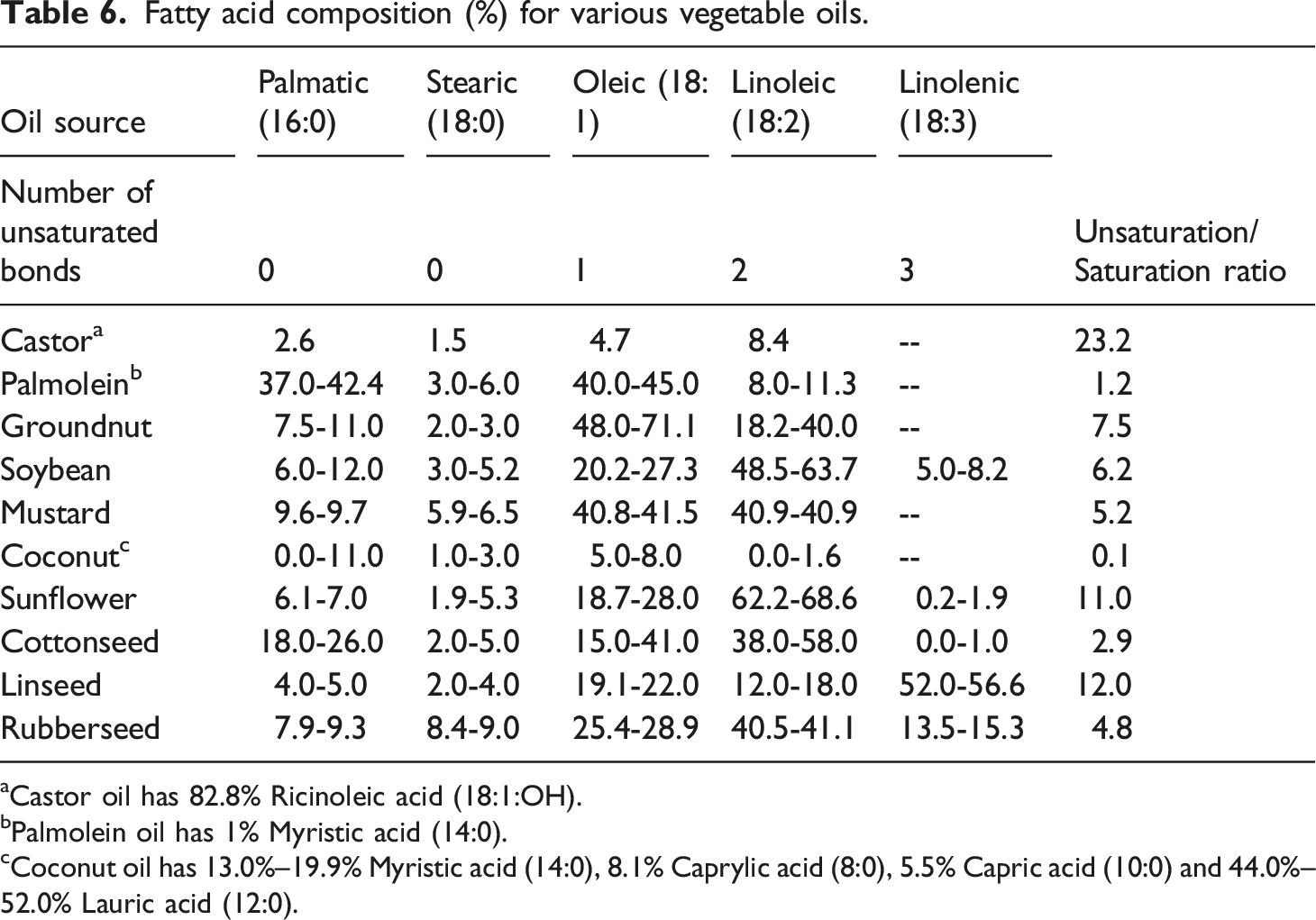
aCastor oil has 82.8% Ricinoleic acid (18:1:OH).
bPalmolein oil has 1% Myristic acid (14:0).
cCoconut oil has 13.0%–19.9% Myristic acid (14:0), 8.1% Caprylic acid (8:0), 5.5% Capric acid (10:0) and 44.0%–52.0% Lauric acid (12:0).
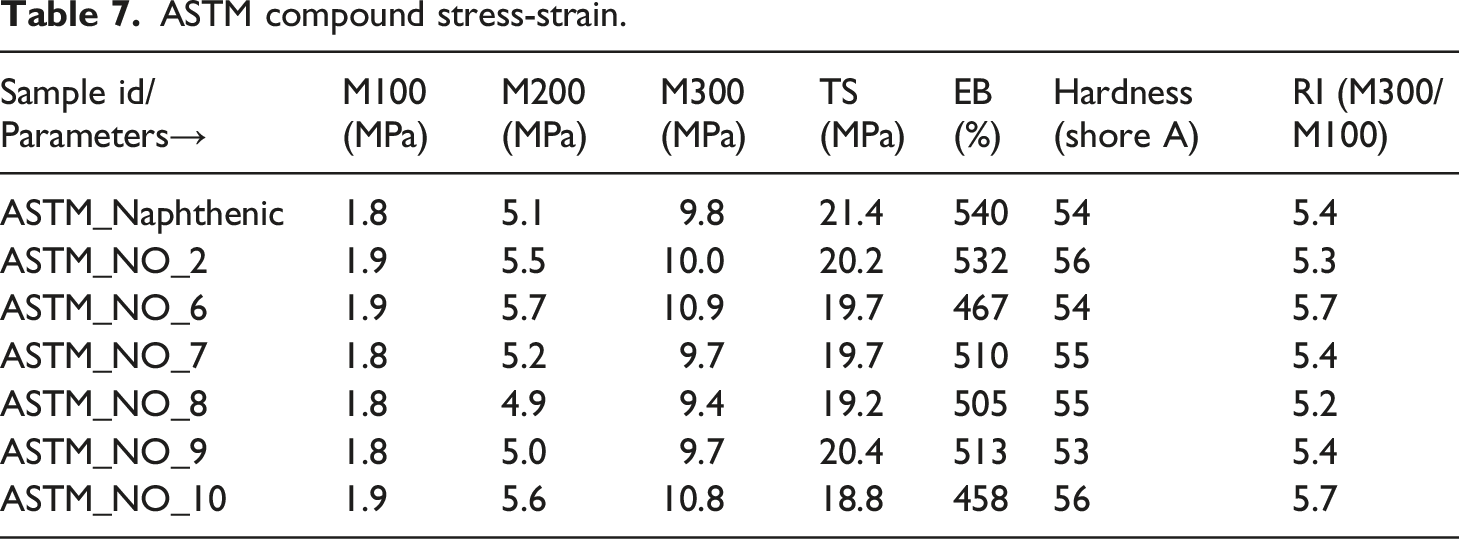
Vulcanizate properties
ASTM compound stress-strain.
ASTM compound crosslink density.
Performance properties
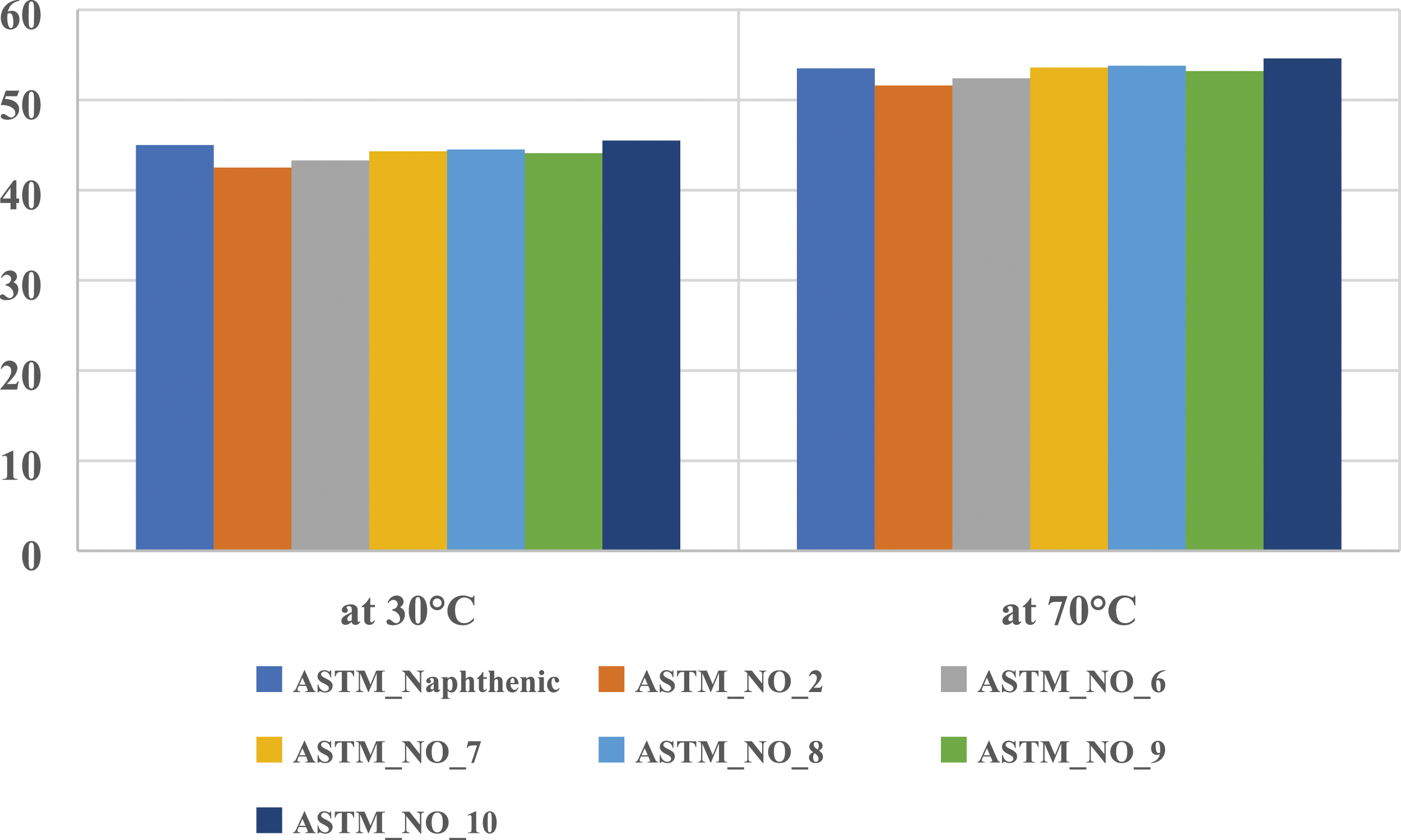
Test results for Angle abrasion loss and Rebound resilience shown in Figures 1 and 2, respectively. Vulcanizates prepared with NO_6 and NO_10 vegetable oil-based SBR’s have shown less abrasion loss as compared to naphthenic oil which may be due to slightly high crosslink density, slightly high reinforcement index and high rubber-filler interaction parameter (Figure 3). These rubbers may be used for motorcycle tire application due to less abrasion loss in angle abrader because motorcycle tire needs frequent turns while its use. Rebound resilience values measured at 30° and 70°C were found to be comparable for all the compounds. This is due to matching the modulus of all rubber compounds. This indicated that all rubbers have almost similar elastic and viscus components which may result in comparable traction and rolling resistance. Angle abrasion loss (gms) by Akron tester (20° slip angle, 4000 cycles). Rebound resilience (%). Strain sweep test by RPA for final batch compound @70°C (after cure).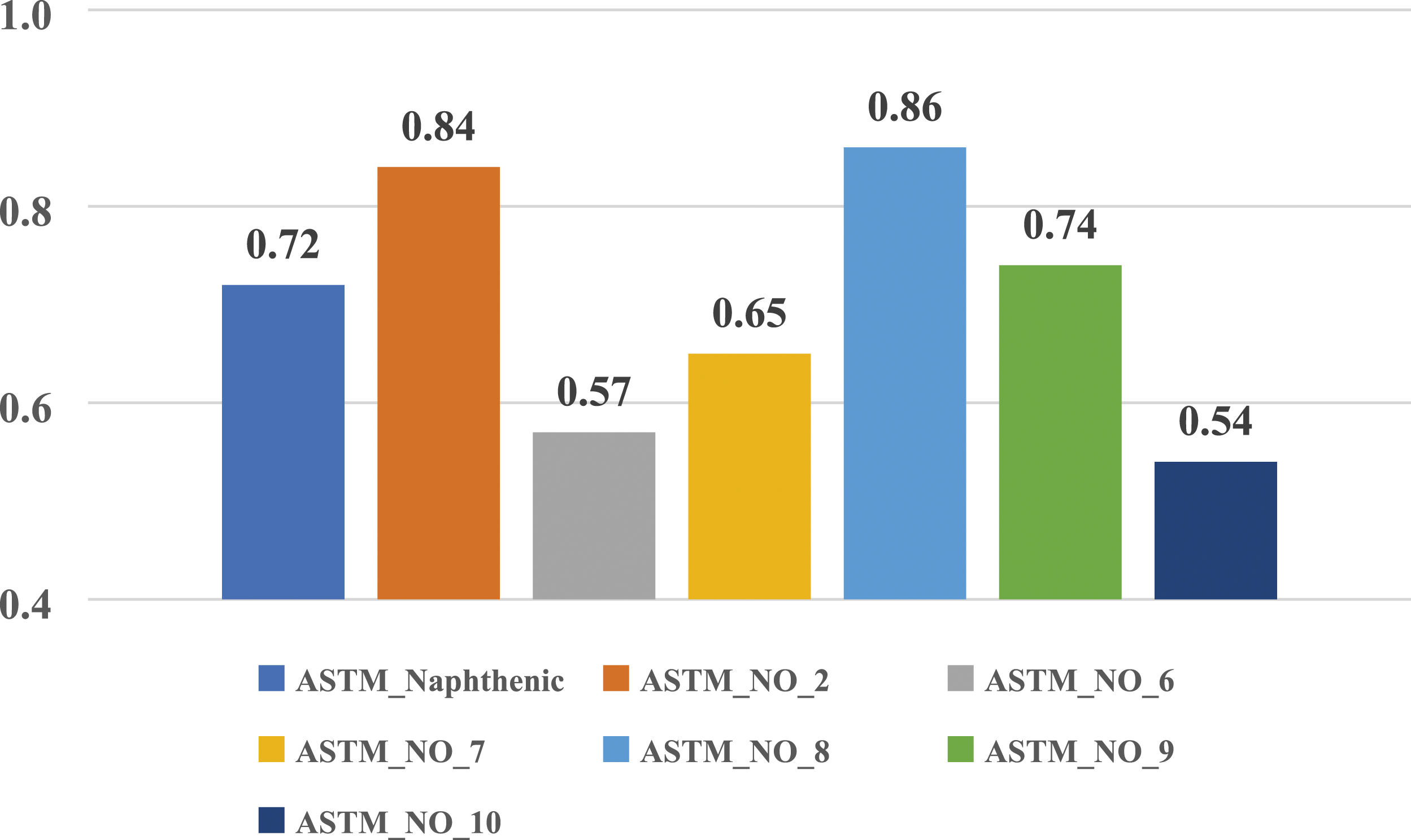
Dynamic properties and filler-filler network by RPA
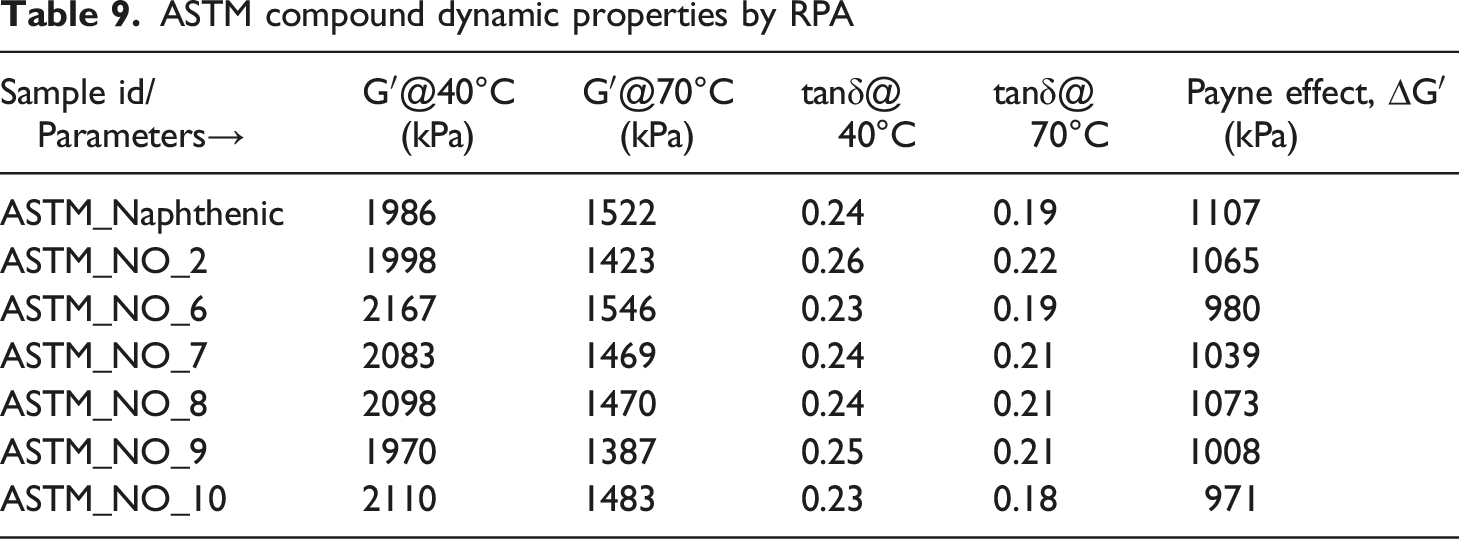
ASTM compound dynamic properties by RPA
Dynamic properties by DMA
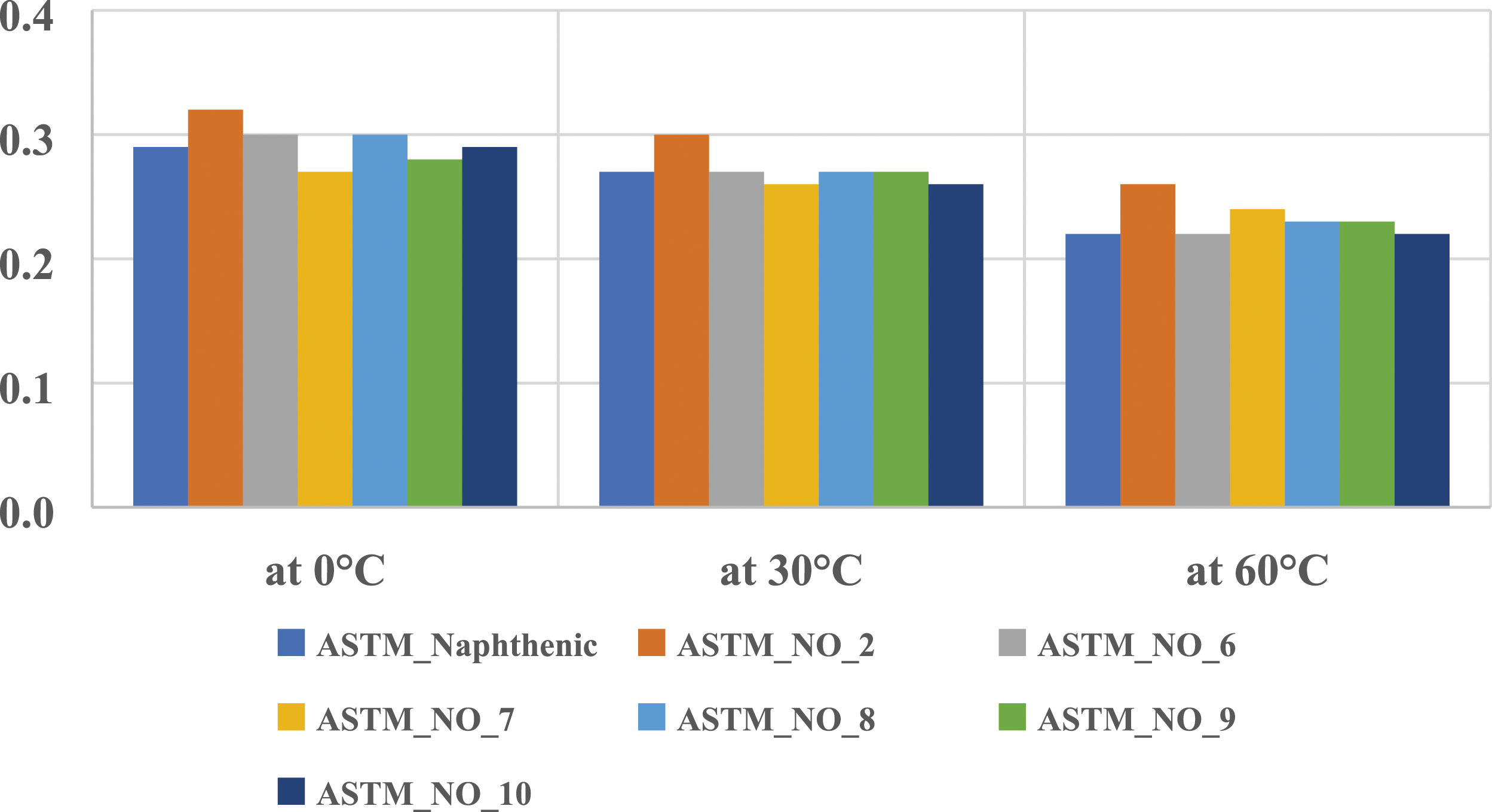
Rubber compounds are visco-elastic in nature. Hence, they release energy in the heat form under deformation. This heat dissipation affects the tire traction and rolling resistance. It is very important to balance fuel economy and safety of cars. With respect to tire, these requirements are related with rolling resistance and traction of tread compounds. tanδ is the ratio of viscous and elastic component of rubber compound. Lower tanδ values is desired @ 60°C which correlates with rolling resistance. Higher tanδ values are desired at 0° and 30°C which correlates with wet and dry traction, respectively. Due to this contradictory requirement, it is very difficult to achieve improvement in both rolling resistance and traction at the same time.42,43
Test results for elastic modulus and tanδ shown in Figures 4 and 5, respectively. Vulcanizates prepared with NO_6 and NO_10 vegetable oil-based SBR’s have shown slightly higher elastic modulus which may be due to high rubber-filler interaction parameter. Vulcanizates prepared with NO_6 and NO_10 vegetable oil extended SBR were showing comparable tanδ value at 0°, 30° and 60°C as compared to naphthenic oil. This indicates comparable performance for these vulcanizates like dry and wet traction and rolling resistance. Elastic modulus, E′ (MPa) measured by DMA. Loss factor, tanδ measured by DMA.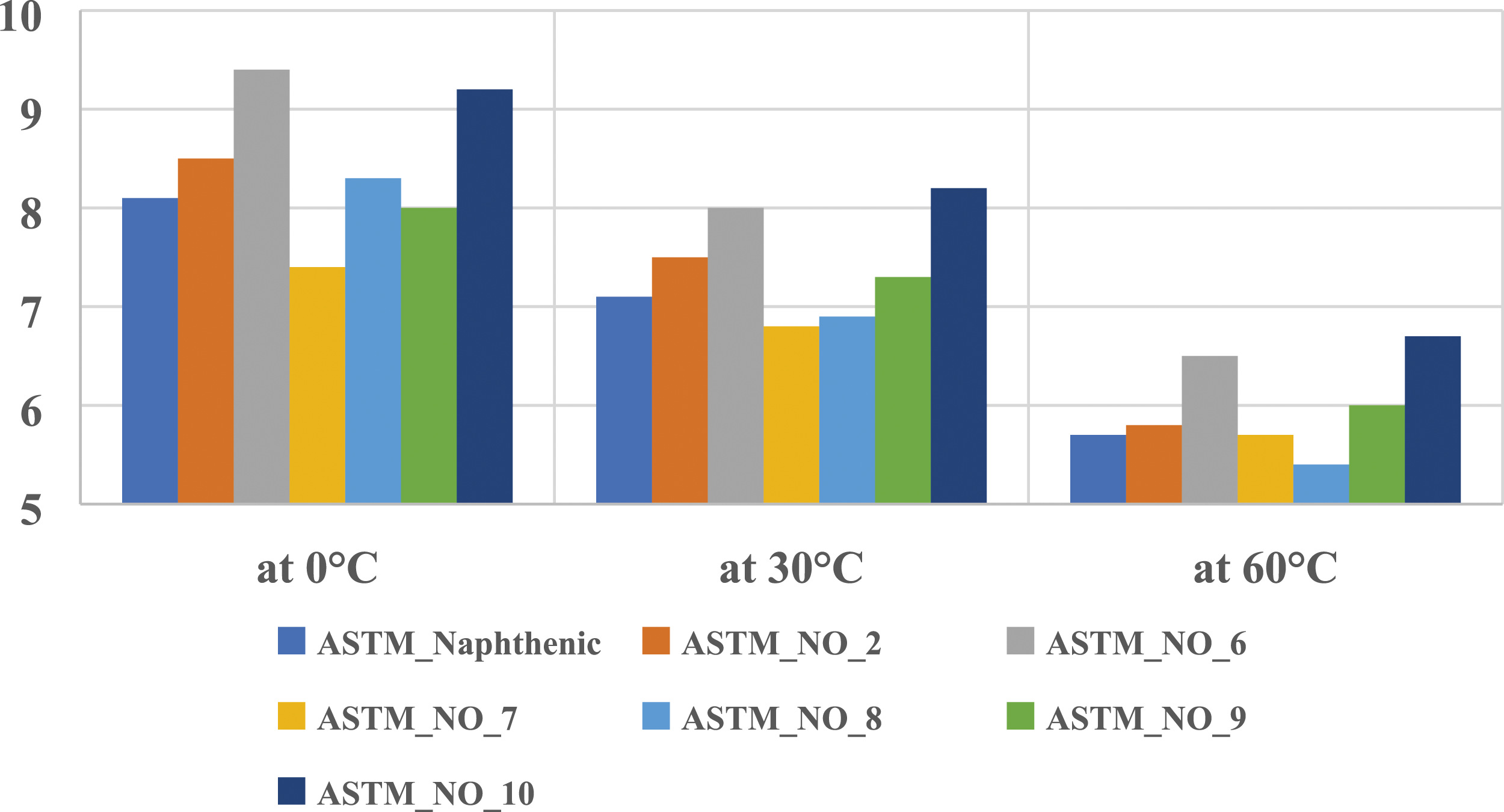
Conclusions
ASTM compounds were prepared using OE-SBR’s extended with naphthenic and various vegetable oils. Curatives like sulfur and accelerator dosage were adjusted to achieve similar static modulus for the oils (NO_2 and NO_7 to NO_9) which are having higher unsaturation to saturation fatty acid ratio. Curatives dosage was increased for these oil-based rubbers after taking few trials. Compounds prepared with NO_6 and NO_10 (Palmolein and Coconut oils) vegetable oil-based SBR’s have shown better performance (better abrasion resistance by around 23%) properties due to high reinforcement index (around 5%) and high rubber-filler interaction parameter (around 12%). Vegetable origin oils may be alternative solution of naphthenic oil for extension of E-SBR in various tire and non-tire applications. Tire industry is encouraged to create sustainability culture, to reduce carbon footprint or circular economy by replacing tire components for sustainable products and replacing mineral oil by natural oils in last few years. These new grades of E-SBR’s will be sustainable due to use of vegetable origin oils which are having almost negligible PCA content. Also, these grades are improving the performance properties of the rubber compound so these OE-SBR grades may be used in high performance applications.
Footnotes
Acknowledgments
The author would like to acknowledge Reliance Ind. Ltd. India management for giving permission for performing testing activities and for publishing this research work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.