
Abstract
Textiles are essential for providing thermal and wet comfort for people as well as aesthetic pleasure since they act as the interface between the human body and the environment. Maintaining thermal comfort is crucial for effective human body energy management in cold weather. It is essential to develop winter fabrics that effectively integrate hygroscopic heat generation and moisture management technologies to keep skin warm and dry for the wearer. In this study, we fabricated bilayer and trilayer woven fabrics with hygroscopic exothermic properties and moisture management performance based on the optimization design of gradient wettability and functional fiber materials. The air permeability, moisture management characteristics, thermal physiological properties, and hygroscopic heat generation performances of the developed fabric were investigated from the perspective of yarn composition and structure. These fabrics were demonstrated to achieve efficient water transport and durative and evenly distributed hygroscopic exothermic properties to avoid the cold moist feeling after sweat. We anticipate that the fabric strategy used in this work can provide valuable structural superiority and performance enhancement for smart thermal and wet comfort textiles.
Keywords
Thermal wet regulation textiles that can flexibly maintain human physiological and psychological comfort are emerging as a promising solution to ensure personal comfort.1 –3 Textiles with these functions can regulate microclimate comfort in particular environmental conditions and they are widely used in the fields of sports, medical care, and construction.4 –7 At present, various research studies have been conducted on thermal and moisture management textiles, including traditional cotton and profiled fiber fabric, 8 biomimetic fibrous electrospun membrane,1,9 spectrally selective nanocomposite textile,10,11 coated textile for personal thermal management,12,13 hygroscopic heat generation textile,14,15 and so on. Cotton fiber is easily wetted by sweat but cannot guide transmission, resulting in undesired wet sticky sensations and even excessively cold sensations. In contrast, fibers with multilobal cross-sectional shape can improve the sweat transport through textiles, but can cause a stifling feeling. Biomimetic fibrous electrospun membrane development has not involved much attention to the dissipation of heat during the sweat transporting process. And it is difficult to have comparable industrial efficiency. Nanocomposite textiles are still limited for real application due to the complex structure and fabrication scales. In addition, coated fabrics frequently have washability issues. However, hygroscopic and exothermic textiles are commonly utilized to provide comfortable warmth by combining the technologies of hygroscopic heat generation and moisture absorption. Therefore, it is feasible to develop a new functional hygroscopic and exothermic textile to achieve efficient sweat transfer and avoid undesired excessive cold.
Directional water transport in nature has been demonstrated to originate from asymmetric structure or wettability gradient effects. The peristome surface of Nepenthes alata 16 enabled continuous directional water transport, a result of multiscale structure characteristics involving periodic duck-billed micro-cavities with arch-shaped open edges. Geometrically conical-shape spines and hierarchically hydrophilic/hydrophobic dichotomy of the cactus cluster 17 play an important role in the water transport and collection. Therefore, water transport can be induced by generating asymmetric wettability or opposing wettability on the two surfaces of the fabric, i.e. hydrophobic properties on one side and hydrophilic properties on the other. For example, Karthik et al. 18 reported that the hydrophobic fiber (polyester) in the top layer and hydrophilic fiber (milkweed) in the bottom layer exhibited higher bottom absorption rate, bottom spreading speed, and one-way liquid transport leading to higher overall moisture management index. Widodo et al. 19 tailored fabric with spontaneous and self-initiated one-way transport of liquid which had been prepared by a simple technique of a one-sided treatment using spray coating and commercial water repellent chemicals. The asymmetric wetting with one-way transport of liquid depended on the formation of a concentration gradient of water repellent chemicals, which consequently led to the gradual change of hydrophobic to hydrophilic properties, across the thickness of the fabric. These studies have shown excellent characteristics for water transportation and evaporation. Material that is highly hygroscopic and exothermic, on the other hand, may contribute to achieving the wettability gradient effect and generating heat to avoid the wet and chilly feeling that comes with sweating, presenting a fresh path for preserving wearing comfort.
Fiber materials generate heat while absorbing moisture and absorb heat while releasing moisture. 20 Hygroscopic and exothermic fiber materials have high moisture regain and release a lot of heat in the process of interacting with water molecules, which helps to provide comfort in the cold and avoids a chilly feeling after sweating. In order to improve the hygroscopic heat generation performance, studies have shown that the hygroscopic and exothermic fibers can be modified by employing monomers 21 like acrylic acid, acrylate, acrylamide and so on, or by introducing hydrophilic groups into the cellulose fiber matrix, such as highly crosslinked polyacrylate fibers, 22 hygroscopic cross-linked acrylic fiber, hygroscopic and exothermic protein-based fiber, 23 and cellulose fiber. The hygroscopic and exothermic material absorbs sweat and holds it away from the skin due to its superabsorbent capacity. The fabric made from hygroscopic and exothermic fiber material retains large amounts of water vapor and perspiration within the fabric. As a result, fabric adjacent to the skin might lead to wet clinginess and enhance wearer discomfort. It is essential to incorporate the relatively hydrophobic material into the fabric structure next to the skin to transport vapor and liquid from the skin to the superabsorbent materials layer. Meanwhile, the gradient wettability can be achieved by using different materials with varied hydrophilicity and wettability between layers of fabrics, which aid moisture transmission. For example, bilayer knitted fabrics 24 made up of polypropylene as the inner layer and modal as the outer layer provide better moisture management properties to achieve a high level of clothing comfort for sportswear.
It is simpler to create multilayer structures with excellent functionality and utility using woven textiles following ergonomics. According to ergonomics, the human body strives to keep its internal temperature within a limited temperature range of 37 ± 0.5°C, which is achieved by sweat evaporation and sensible heat transfer (conduction, convection, and radiation). When there is imbalance between human heat generation and loss, sweat can accumulate on the skin and inside of the clothing fabrics, resulting in humidity saturation of the microenvironment next to the skin. The hygroscopic and exothermic fabrics keep water vapor and perspiration within the fabric so that the high humidity content of the fabrics next to the skin can lead to wet clinginess and increase wearer discomfort. It is essential to incorporate the relatively hydrophobic material into the fabric structure next to the skin to transport vapor and liquid from the skin to the super-absorbent materials layer to avoid the cold moist feeling after sweating. Thus, the bilayer and trilayer woven fabric with an asymmetric wetting structure was produced in this research using different types of yarn with varying hydrophilicity. The resulting hygroscopic and exothermic woven fabrics were characterized and evaluated by their air permeability, wicking transmissibility, thermal physiological properties, hygroscopic and exothermic properties, and moisture management properties. This study provides information and experience for the development of hygroscopic and exothermic textiles for a comfortable skin microenvironment in the winter.
Materials
The experimental work was carried out on 10 designed woven fabrics. Considering the enhancement of gradient wettability and the functionality designed, five types of woven structures were designed to investigate the effects of the woven structure and composition on the thermal wet properties of fabrics. Based on the designed structure, 10 bilayer or trilayer woven samples were designed and produced for this study, as shown in Table 1. All of the yarns employed in the warp and weft (polyester filaments, viscose yarns, hygroscopic and exothermic fibers/cotton blended yarns) had the same linear density, i.e. 14.5 tex. The twist factor of hygroscopic and exothermic fibers/cotton blended yarns is 380, whereas it is 400 for viscose yarns. Modified polyacrylic acid fibers and modified polyacrylate fibers were referred to as hygroscopic and exothermic fibers in this work. The modified polyacrylic acid (PAA) fiber was a kind of acrylic fiber made by a special process and it was prepared by Shanghai Jie Yikang Chemical Technology Co., Ltd. This fiber fineness is 2.8D. The modified polyacrylate (PEA) fiber was purchased from Toyobo STC Co., Ltd. This fiber fineness is 1.5D. The blended yarns and filaments were purchased or produced by Lianfa Group Co., Ltd.
Material composition of the fabric samples
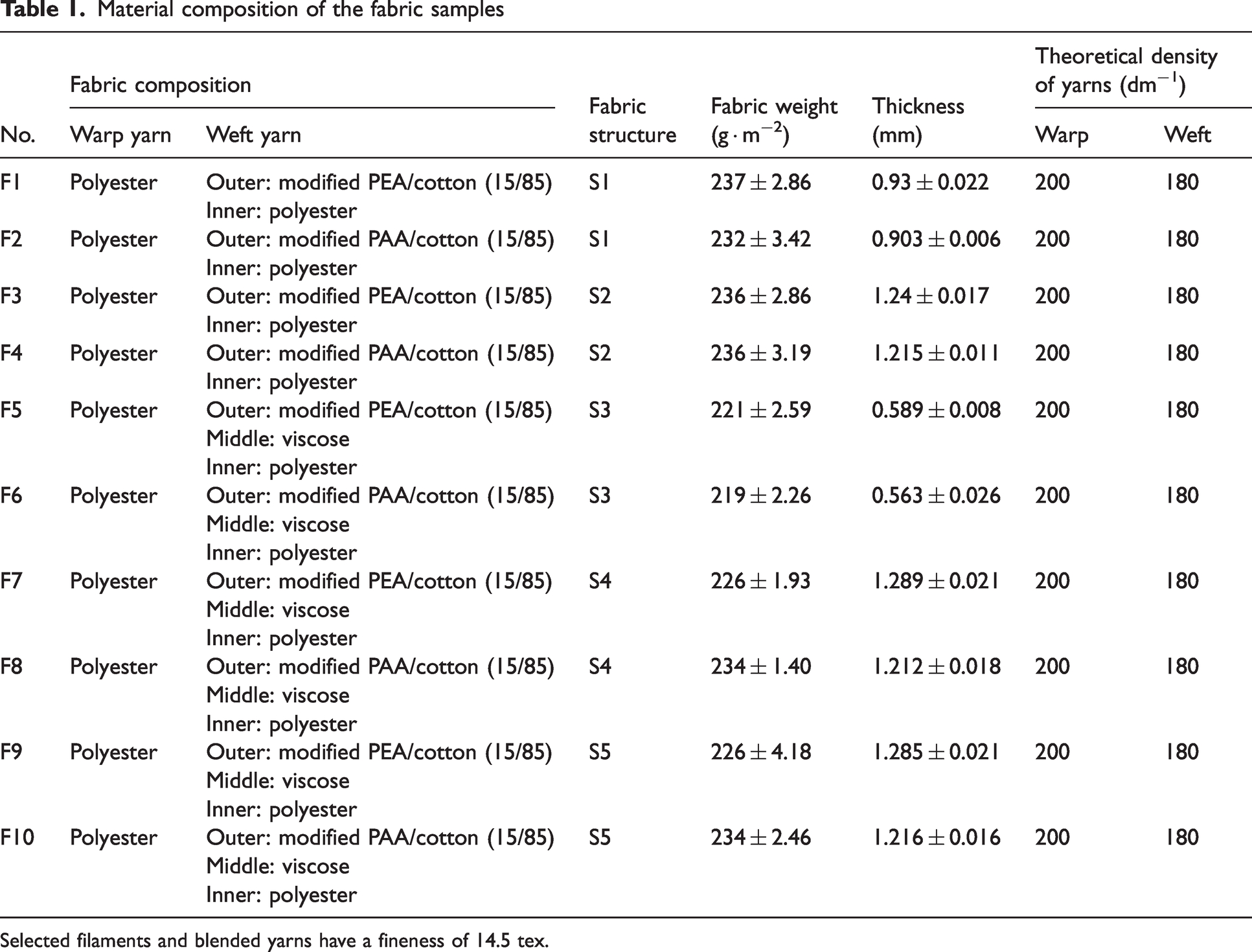
Selected filaments and blended yarns have a fineness of 14.5 tex.
Methods
Woven structure design
The development of hygroscopic and exothermic woven fabric should follow ergonomic principles relating to the body in order to better satisfy thermal and wet comfort. The woven fabrics were designed utilizing a bilayer or trilayer structure and with the gradient wettability to avoid the cold moist feeling caused by the absorption of moisture by the fibers in contact with the skin. Bilayer or trilayer fabric structures are satisfied by using yarns with different components to form a capillary pressure difference between the inside and outside. Therefore, yarns with excellent moisture conductivity are used as inner layers to conduct moisture out quickly and prevent it from collecting on the skin side. Hydrophobic and profiled polyester filament yarns are used for warp yarn and the inner layer of the fabric. For the bilayer fabric, hygroscopic and exothermic blend yarns are used as an outer layer to achieve hygroscopic heat generation and gradient wettability (Figure 1(a)). On the basis of the bilayer structure, the middle layer with a moisture storage function is added to slow down the diffusion of moisture to the outer layer, thus prolonging the process of moisture absorption and heat generation in the outer layer. In the study, viscose yarn (moisture Regain: 12.6%) was used as the middle layer of the trilayer fabric structure, which has hygroscopicity properties that lie between the inner and outer layers (Figure 1(b)). These structures enable moisture to be transferred outwards under the gradient wettability, while reducing the transfer rate and prolonging the effect of hygroscopic heat generation. The bilayer or trilayer fabric construction with honeycomb weave or twill as the foundation organization was chosen based on the aforementioned design. The honeycomb weave, which uses the interval structure of long and short floating threads, causes the fabric surface to be uneven and honeycomb-like to generate the desired functional impact of heat retention. The weft triple weave structure as a common triple layer structure is also covered in this article. Specifically, the appearance and pattern of the woven structures are shown in Figure 2 and Table 1.
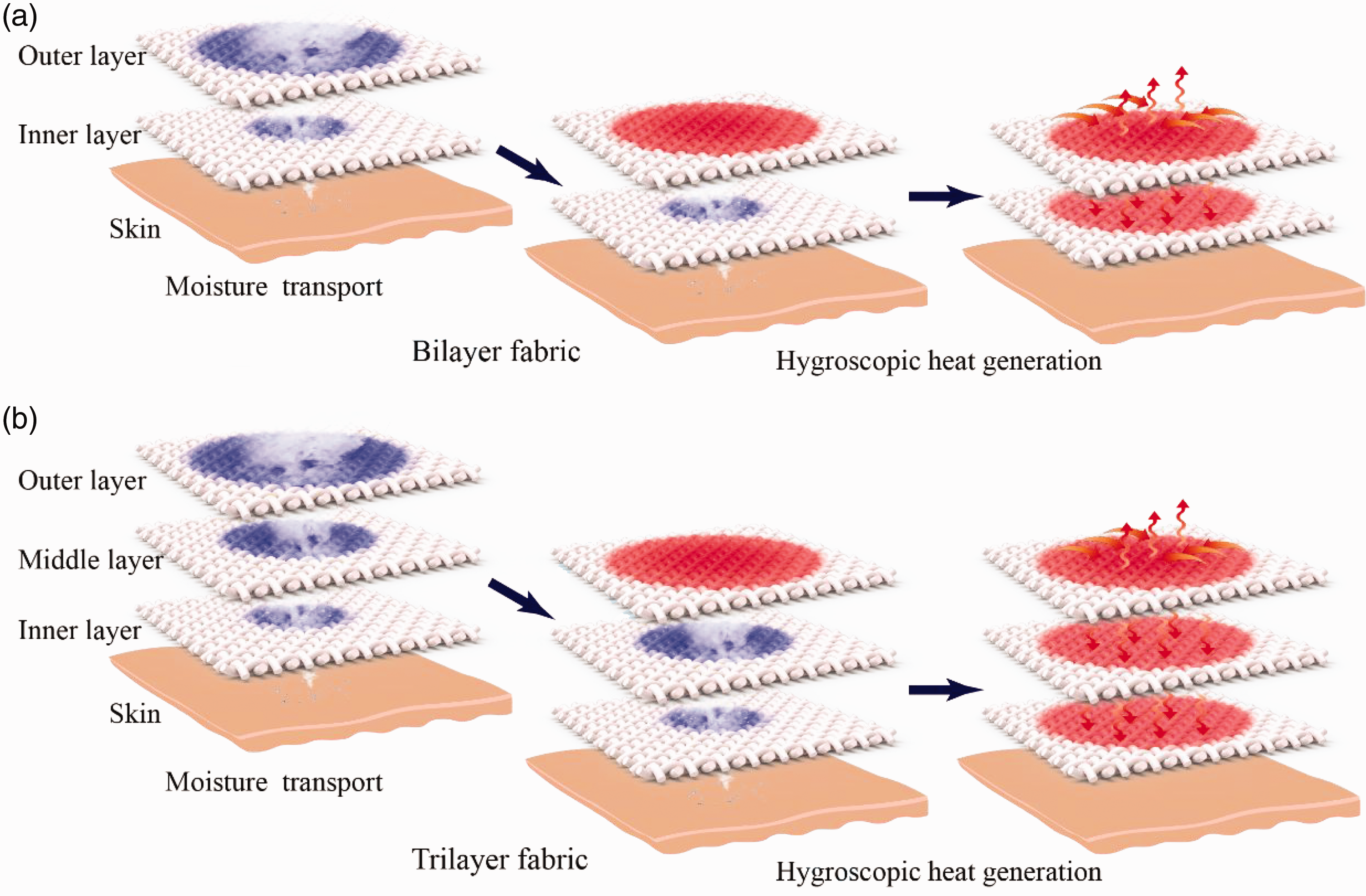
Schematic diagram of (a) bilayer and (b) trilayer woven fabric structure and function.
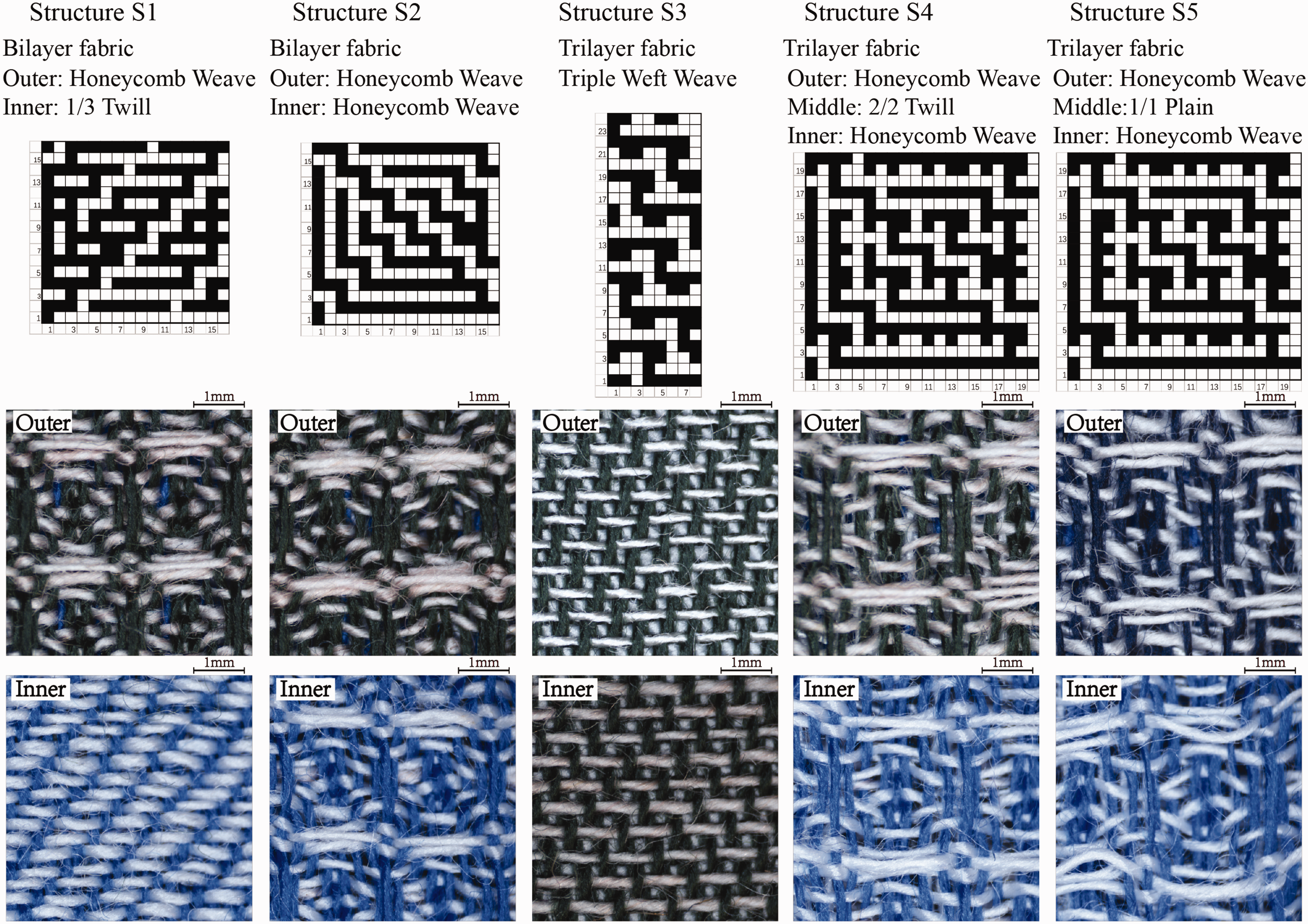
Appearance and woven diagrams of sample structure.
Fabric physical properties
The structural and physical characteristics of all fabric samples were evaluated in the greige form. The characteristics of the textiles applied in this study were determined using the following standards: mass per unit area (ISO 3801:1977), fabric thickness (ISO 5084:1996), and woven fabrics construction parameter (ISO 7211:2020), all of which are listed in Table 1. It is worth noting that the test specimens were conditioned for at least 24 h before being evaluated at the atmosphere of 20 ± 2°C and 65 ± 5% relative humidity (RH).
Air permeability
Air permeability plays a key role in the breathability of fabrics. It was measured by an automatic gas permeability tester (YG461E-III, Ningbo Textile Instrument Factory, China). Every single sample was tested 10 times under 100 Pa test pressure on an area of 20 cm2 according to the ISO 9237-1999 standard.
The thermal resistance properties
The thermal resistance properties of fabrics were evaluated through a hotplate apparatus (YG(B)606G, China), according to the ISO 11092-2014 standard. The thermal resistance (10−3 m2·K/W) of fabrics were tested under steady-state conditions. Thermal resistance represents the fabric heat flow resistance caused by the temperature gradient in the vertical direction of the fabric.
Vertical wicking properties
The wicking height was measured through the vertical wicking test method. In other words, fabric samples (3 cm × 25 cm) were suspended vertically with their lower ends immersed in a reservoir of dye solution. The wicking height for 30 min was recorded by the scale adjacent to the samples, according to GB/T 21655.1-2008.
The moisture management properties
The moisture management properties of the fabrics were evaluated using a moisture management tester (SDL Atlas, Hong Kong) by the relative humidity (RH). 195 standard. The tested sample (8.0 × 8.0 cm2) was placed between two sensor groups, and the transport behaviors of a set quantity (0.2 ml) of sodium chloride solution liquid (0.9%) were recorded. The test was repeated three times for each sample. When testing, the inner layer of the sample closest to the skin was employed as the soaking surface, i.e. the top side, and it was positioned with the test solution dripping down. Correspondingly, the outer layer of the sample was the bottom side. The moisture management indices included wetting time at inner and outer (WTInner and WTOuter), absorption rate at inner and outer (ARInner and AROuter), maximum wetted radius at inner and outer (MWRInner and MWROuter), inner and outer spreading speed (SSInner and SSOuter), the accumulative one-way transport relative humidity (RH). (R) from the fabric inner side to the outer side, and the overall moisture management capacity (OMMC). The OMMC is associated with the overall capability of the fabric to manage the liquid transport, and its value was kept between 0 and 1. If the OMMC was closer to 1, fabric samples had greater water management properties.
The hygroscopic and exothermic properties
The hygroscopic and exothermic properties of textiles refer to their ability to generate heat and release heat by absorbing moisture when relative humidity rises from low to high over time. Specifically, samples were dried in a blower oven at 105°C for 1 h and placed under atmospheric conditions (20°C, 10% RH) for 2 h. Then the temperature of each dried sample was measured for 30 min after placing in constant temperature and humidity settings of 20 ± 0.5°C and 90 ± 3% RH. The exothermic property of each sample was determined from the difference in temperature measured with the temperature sensor between a test with the sample and another without the sample. The sample consisted of two pieces of fabric (6 × 10 cm), which were attached and fixed on the reverse side. During the test, the temperature sensor (WTHOT1, Fuzhou, China) was positioned in the middle of the two pieces of fabrics. The test result was given as the average of three samples. The hygroscopic and exothermic properties are expressed by two indicators, the average temperature change value (
The average temperature change value (
Hygroscopic heat generation and distribution
In order to better explain the water transfer and heat generation properties, we analyzed the hygroscopic heat generation and moisture distribution of the fabrics by using atomized water to imitate sweat. The hygroscopic heat distribution testing device was used to assess heat generation and dispersion during humidification (Figure 3). The hygroscopic heat distribution testing device was mainly made up of a nebulizer, pipelines, pipeline head-end with an inner diameter of 20 mm, a specimen table, the fabric, and an infrared (IR) camera with data processing. The specimen table was made up acrylic sheet with a square of 30 cm and four fixing brackets to hold the sample in place. The pipe head-end was situated 5 mm away from the sample at the specimen table’s exact middle. The high-precision IR camera (Tis75, Thermal Imaging Scanner, Fluke, USA) could measure the change in the surface temperature of the fabric over time throughout the moistening process of the fabric. Before testing, three test specimens with a square of 25 cm for each test samples were preprocessed to be kept for 4 h at a temperature of 20 ± 2°C and a relative humidity of 40 ± 3% RH. And the nebulizer was operating for 10 min before testing in order to stabilize the head-end velocity of the atomized water (0.2 ml/min). While the atomized water began to blow vertically on the sample mounted to the specimen table, the IR camera started to record the temperature every 5 s throughout testing procedures lasting 5 min. The hygroscopic heat generation (
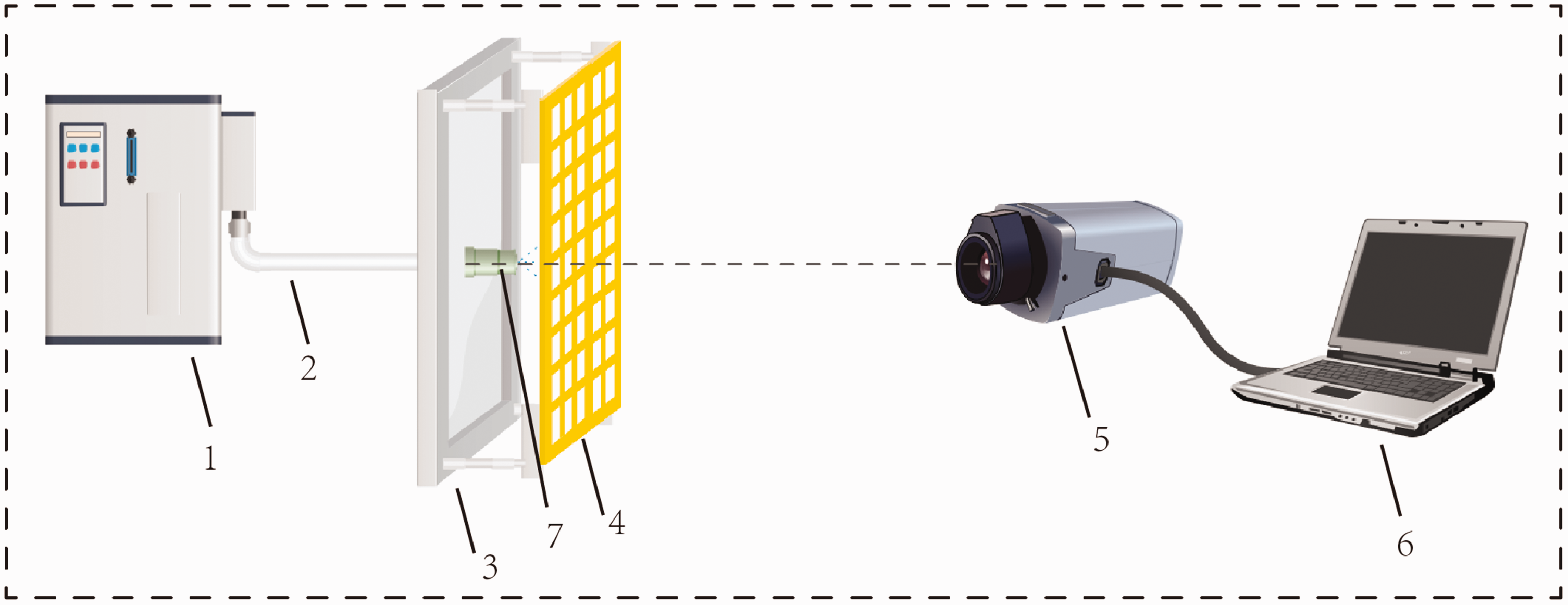
Schematic of the hygroscopic heat distribution testing apparatus. 1: nebulizer; 2: pipeline; 3: specimen table; 4: specimen; 5: IR camera; 6: data processing system and 7: pipeline head-end.
Results and discussion
Air permeability
Air permeability is one of the most important properties of textile materials that can ensure their comfort. Figure 4 illustrates the air permeability properties of the fabric samples. The air permeability of the samples was mainly influenced by the structure of the fabric. With the exception of those with a S3 structure, trilayer textiles were thicker and looser, which increased their level of breathability compared to bilayer fabrics of the same yarn density. Due to the tightest structure being based on the lowest thickness and identical yarn density, fabrics with a S3 structure were the least breathable. It was shown that the lower thickness resulted in a tighter fabric surface, which reduced air permeability.
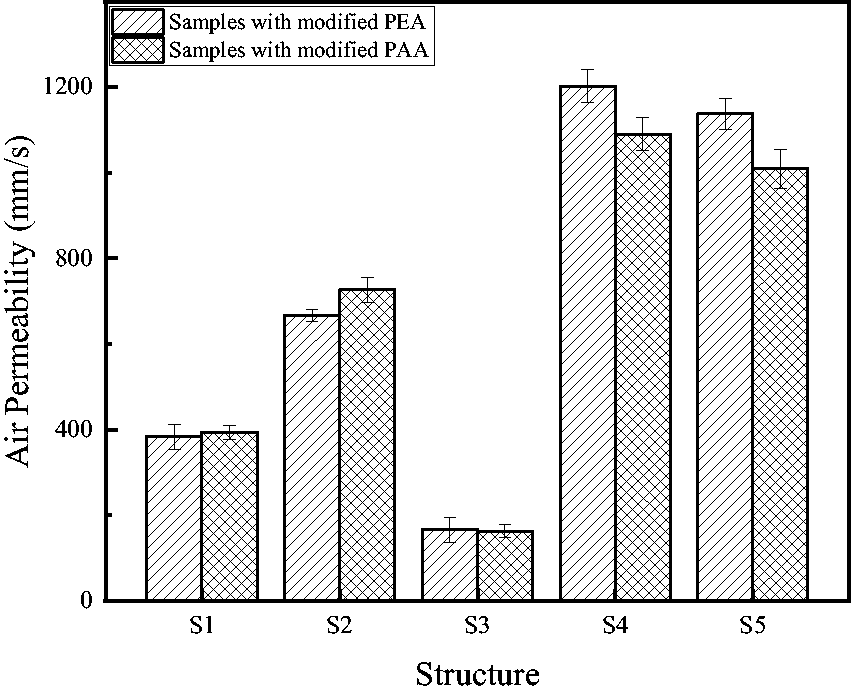
Air permeability results of all fabrics. Modified PAA: fabric made up of modified polyacrylic acid fiber; modified PEA: fabric made up of modified polyacrylate fiber.
Thermal physiological properties
The results of thermal physiological properties of the samples are shown in Figure 5. Many factors, such as fabric structure, fabric thickness, and yarn composition, have an impact on thermo-physiological properties. There is a significant difference in thermal resistance between samples with different structures. It was shown that fabric structures have an impact on enclosed still air and fabric heat dissipation. As shown in Figure 5, fabrics with S4 and S5 structures have stronger thermal resistance, whereas samples with S3 structures have the lowest values in every category of structure composition. This was mainly triggered by the enclosed still air in the fabric affected by fabric thickness and presence of the middle layer in the fabric. Similar characteristics apply to fabrics of different structures in terms of air permeability and thermal physiological properties.
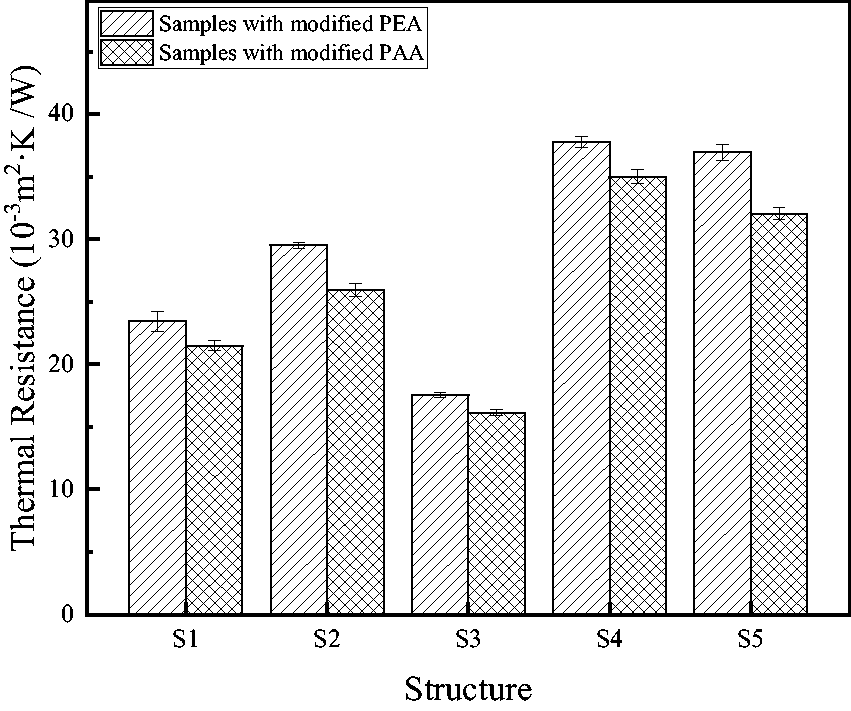
Thermal resistance of all fabrics. Modified PAA: fabric made up of modified polyacrylic acid fiber; modified PEA: fabric made up of modified polyacrylate fiber.
In addition, the yarn materials of fabrics had a significant effect on their thermal transfer. Thermal resistances of samples made up of modified polyacrylate fiber are higher than those of samples made up of modified polyacrylic acid fiber with the same weave structure. This is because modified polyacrylic acid has a better thermal transfer performance than modified polyacrylate, which could not exclude the influence of thickness.
Vertical wicking
The vertical wicking height could be used to evaluate the ability of fabric to transfer liquid moisture vertically along them. The results of wicking height variation of warp and weft direction at 30 min are shown in Figure 6. Moisture-absorbent woven textiles are recognized as needing a wicking height greater than 90 mm by the evaluation standard GB/T 21655.1-2008. Therefore, from the wicking height standpoint, all designed fabrics exhibited good hygroscopicity. As shown in Figure 6, samples F5 and F6 with S3 structure had the highest wicking height. Yarns of woven fabrics with S3 structure are arranged more tightly than others (see Figure 2). This promotes the formation of smaller pores within the fabric, which enhances the wicking effect. In particular, smaller pores and capillaries are filled first and facilitate the liquid front movement. Similarly, the warp wicking height in the fabric is higher than the weft wicking height. This is because the warp density of the fabric is greater than the weft density, implying that the warp direction of the fabrics has more and finer capillaries. Meanwhile, the shaped grooves on the surface of the polyester as warp yarn facilitate water transfer in contrast to the multi-component weft yarn. For samples with the same structure, the samples made up of modified polyacrylic acid yarn had a lower wicking height. Generally, the wicking effect of the fabric is positively affected by the wetting and absorption of the fiber material. It was shown that samples made up of modified polyacrylate fiber had better wicking and wettability than those made up of modified polyacrylic acid, which related to the surface morphology and wetting properties of fiber.
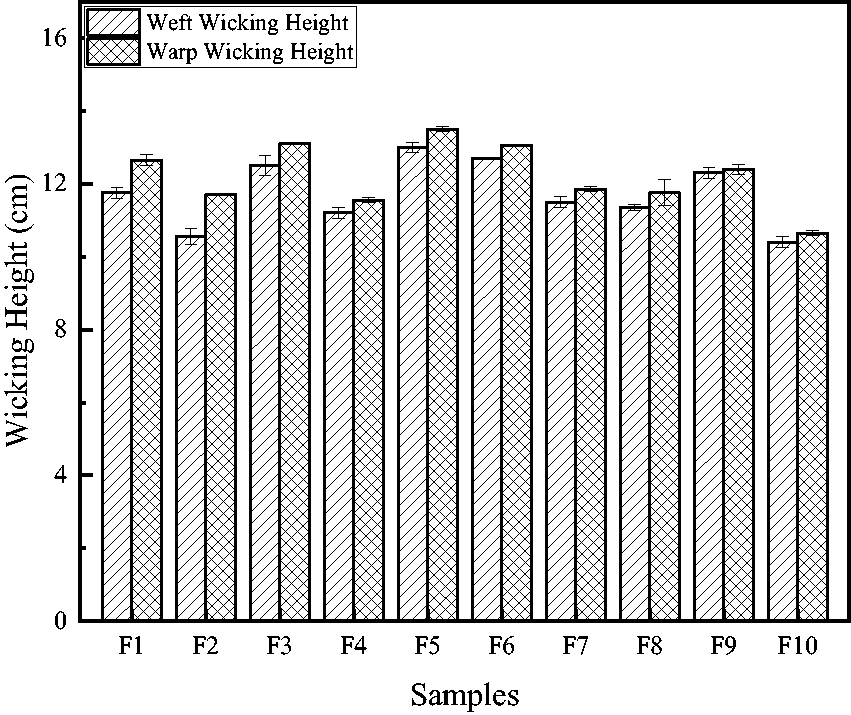
Weft and warp wicking height of samples at 30 min.
Moisture management property
The moisture management property represents the liquid transport properties of the fabrics in multidimensions, which significantly impacts on human perceptions of moisture sensations. The OMMC is the difference of the accumulative moisture content between the two surfaces of a fabric, which indicates the liquid transfer through the fabric from the upper surface to lower surface. According to AATCC 195, a fabric has good overall moisture management ability when the OMMC value is more than 0.6, and an excellent overall moisture management ability when this value is more than 0.8. The accumulative one-way transport index(R) shows the capacity for water transport from one side of the fabric to the other. Fabric has a good one-way transport property when the value of its one-way transport index is more than 200, and an excellent one-way transport property when this index is more than 400.
The one-way transport index and OMMC measured in all samples are shown in Figure 7. All fabrics have shown a good capacity for water transport. Due to its hydrophobic nature, polyester finds it challenging to make numerous bonds with water molecules. However, due to its surface grooves, liquid surfaces are dragged extremely smoothly, providing significant water transfer in the case of polyester. It acts as a channel to the water and forms capillary which enhances the transfer phenomena. On the other hand, there is a strong polar attraction between hygroscopic and exothermic fiber molecules and water due to their highly hydrophilic nature. Hence, hygroscopic and exothermic blend yarns are used as the outer layer and yarns with polyester used as the inner layers. This facilitates the achievement of gradient wettability. The fabric can achieve large-area water transport under the different capillary forces by utilizing hierarchical fabric structure and gradient wettability. Samples with a S4 or S5 structure have excellent one-way transport capacity and OMMC. This is because the addition of viscose material as the middle layer results in a gradual increase in hydrophilicity between the inner and outer layers, which further improves water directional transport capacity. Furthermore, the large gap of the fiber or yarn allows for improved differential capillary effect and moisture transmission. The sample with a S3 structure has the lowest OMMC and one-way transport index, indicating that its moisture management comprehensive capacity is lower than that of other structure samples. It is due to the lower thickness and their minor wettability gradient triggered by the structures between the inner and outer layers. In general, these fabrics show good liquid moisture management performance.
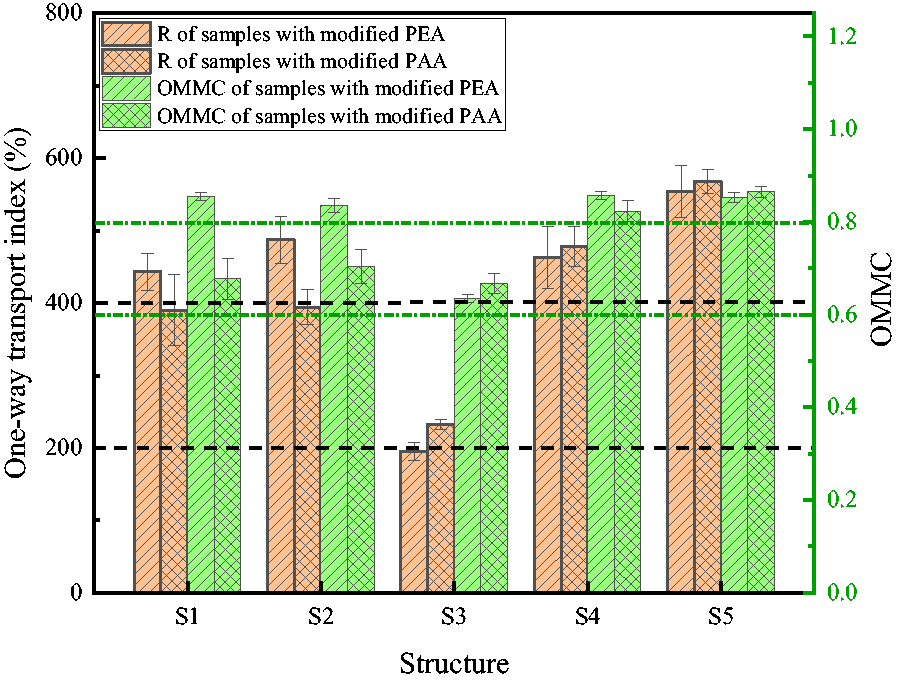
One-way transport index and overall moisture management capacity (OMMC) of samples. Modified PAA: fabric made up of modified polyacrylic acid fiber; modified PEA: fabric made up of modified polyacrylate fiber.
The wetting time of fabrics was negatively related to the wettability of fabrics. Generally, the moisture absorption ability deteriorated as the wetting time increased. As shown in Figure 8, all samples took longer to absorb water on the inner side than on the outer side. It was verified that the inner side of the fabric has inadequate moisture absorption, which facilitates the formation of a wettability gradient with the hygroscopic outer layer of the fabric. The outer side of the samples made up of modified polyacrylic acid, which had better moisture absorption, took longer to absorb water than that of samples made up of modified polyacrylate. It may be that the modified polyacrylic acid has better moisture absorption but lower wettability. The wetting time of the inner side is also related to the thickness. The fabric has a lower thickness, which corresponds to a lower wetting time of inner side. For samples with the same structure, the inner wetting time were insignificantly varied (p = 0.094 >0.05). And samples also had insignificant different wetting times on outer side (p = 0.90 >0.05). This proved that the sample structure had less impact on the wetting time. The spreading speed of inner layer was far less than that of outer layer in Figure 8, owing to its weak hygroscopicity in the inner layer. The outer spreading speed of the samples made up of modified polyacrylic acid was significantly less than that of samples made up of modified polyacrylate. This further indicated the modified polyacrylic acid fibers had a low wettability.
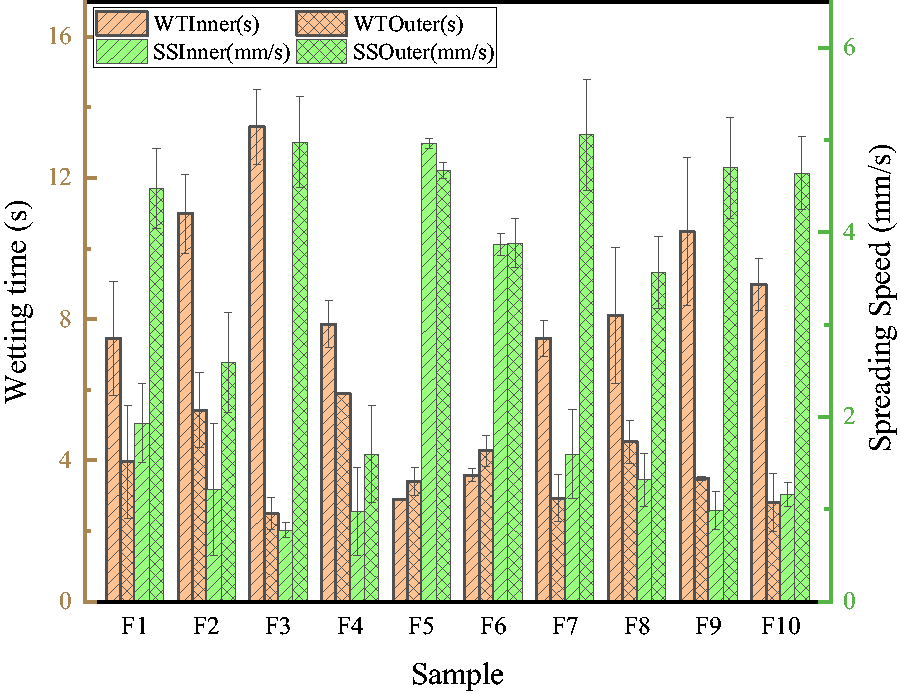
The wetting time and spreading speed of samples.
As shown in Figure 9, there were differences in the absorption rate and maximum wetted radius between the inner and outer side of samples with S1, S2, S4, S5 structures due to the wetting gradient. This demonstrated the difference in hygroscopicity between the inner and outer material of the fabric. The moisture retention time in the fabric surface decreases as the absorption rate rises, increasing the level of comfortability. Meanwhile, a smaller inner maximum wetted radius indicates a faster rate of water transport from the upper to the lower side. When the human body is in a hot and humid state, water cannot stay in the inner layer of clothing instead of diffusing rapidly to the outer layer. It aids in the rapid vaporization of water, allowing the inner layer of water to swiftly migrate to the outer layer. Samples with S3 had similar absorption rates and maximum wetted radius between the inner and outer layers, which is attributed to the material on the outer side having a more significant influence on wettability and hygroscopicity at lower thickness.
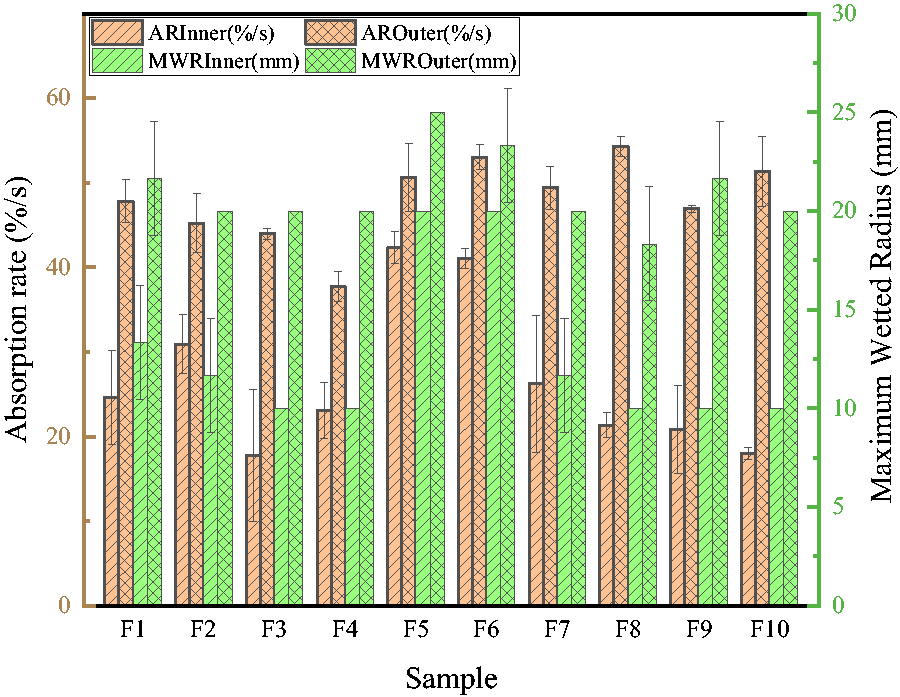
The absorption rate and maximum wetted radius of samples.
Hygroscopic and exothermic properties
The results of the hygroscopic and exothermic properties of fabric samples are shown in Figure 10. It can be observed that these samples basically followed the rule that the hygroscopic and exothermic performance was positively correlated with the hygroscopic exothermic fiber. The samples made up of modified polyacrylic acid fibers had higher temperature change values than other fabrics with the same structure since modified polyacrylic acid fibers had excellent hygroscopic heat generation. Further, modified polyacrylic acid fiber materials evenly and efficiently generated hygroscopic heat accompanied by moisture absorption in the initial process, as well as a high liquid and vapor absorption capacity throughout the whole process. Samples with S1 or S3 have lower average temperature change values than others with honeycomb weave. The honeycomb weave forms an uneven structure on the surface of the fabric due to the configuration of long and short floating yarns. The raised areas of the structure can hold a large amount of static air, which has a positive effect on improving the warmth of the fabric. The middle layer of S4 structure is 2/2 twill structure, which creates more air than the plain structure of the S5 middle layer. Therefore, fabrics having a S4 structure are good at generating heat and absorbing moisture. As a result, sample F8 shows the best hygroscopic and exothermic performance.
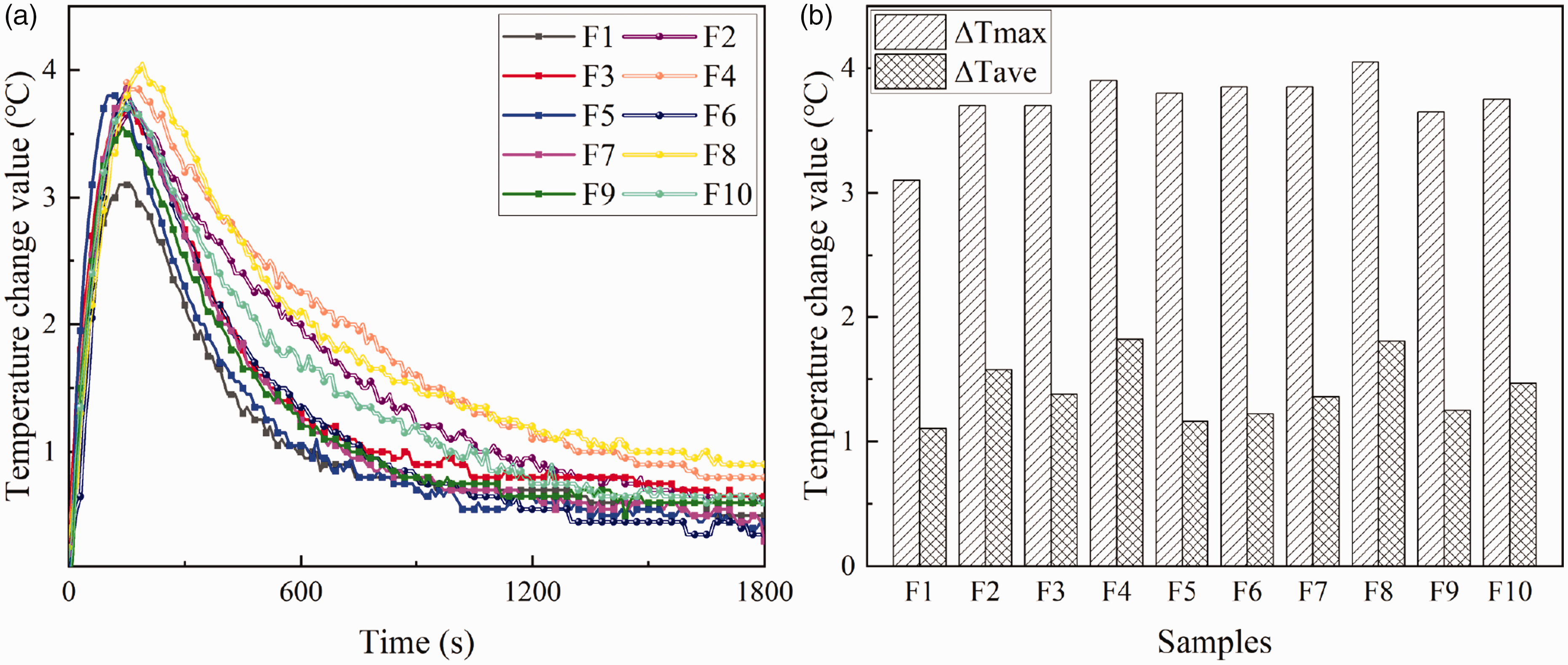
The hygroscopic and exothermic properties of all samples. (a) The hygroscopic and exothermic properties of samples and (b) the average temperature change value (
Hygroscopic heat generation and distribution
The designed experimental setup was used to quantify the hygroscopic heat generation by the absorption of atomized water in order to further analyze the hygroscopic and exothermic capabilities of the fabric. The hygroscopic temperature distributions of samples were shown in Figure 11. Due to the placement of the atomized water source, the fabric sample center was initially in touch with and absorbed by the atomized water in the air, subsequently the water continued to diffuse through the fabric sample. This process was always accompanied by the generation of heat of adsorption. The fabric’s surface temperature had a propensity to rise and then fall accompanied by the generation, transfer, and dissipation of heat due to the absorption, diffusion, and evaporation of water. The point of maximum hygroscopic heat generation served as the center of the hygroscopic heat distribution, which was a unimodal distribution. Since interaction between water and hydrophilic groups located in the fiber macromolecular chains generates a large amount of heat, the temperature distribution reflects the distribution of water absorbed by the fabric to a certain extent. When the moisture content in the fabric reaches a certain level, the heat taken away by evaporation exceeds the generated adsorption heat. When the supply is stopped, the surface temperature of the fabric significantly drops until the moisture and temperature establish a dynamic equilibrium with the surrounding environment. The area of the heating represents the distribution of water adsorption and transfer in the early stage due to the heat of adsorption. Likewise, the area of the cooling represents the distribution of water transfer at the end of the stage since heat absorption by evaporation of water.
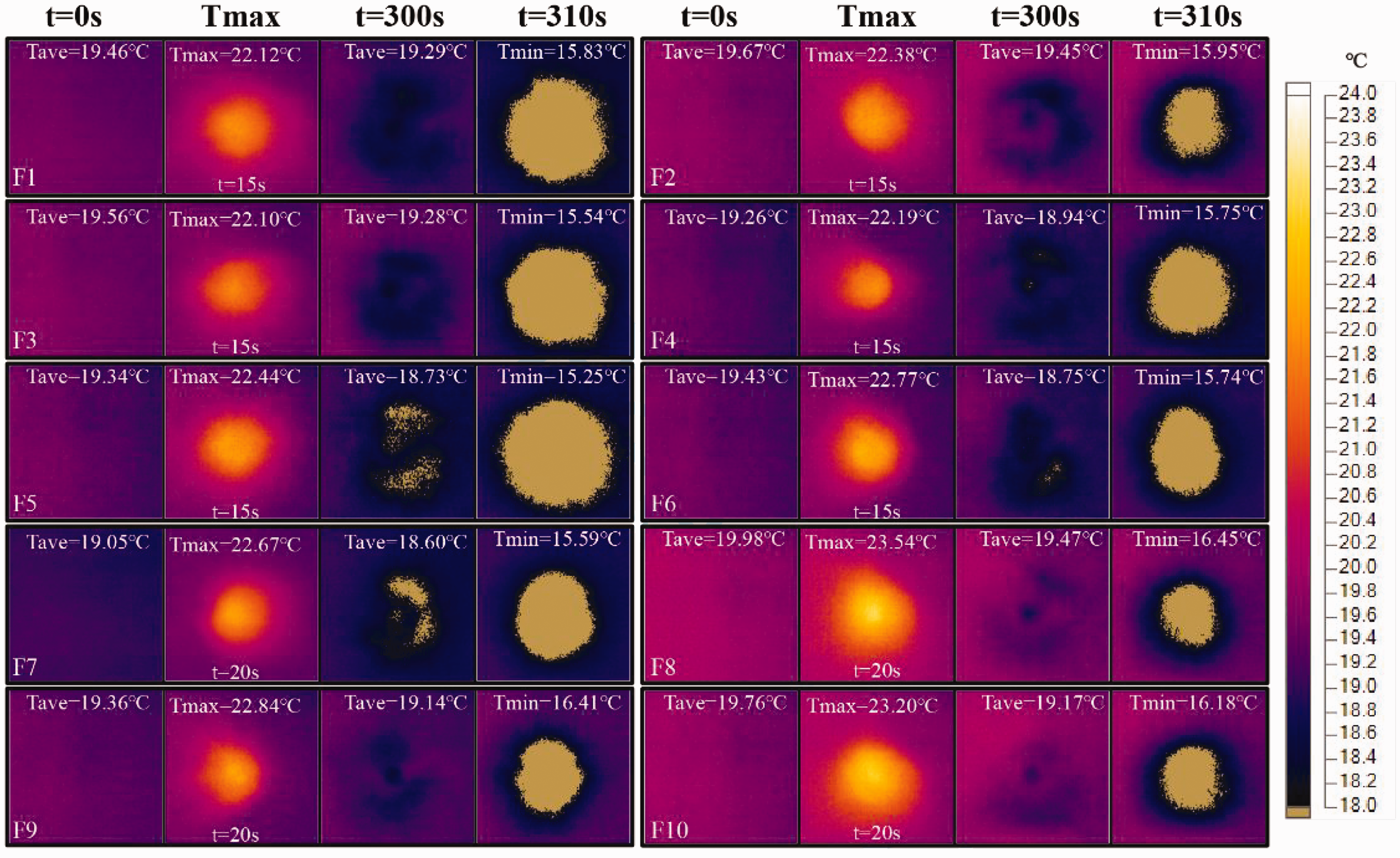
The temperature distributions of samples at initial time point, maximum temperature point, 300 s during moisture absorption, 10 s after the end of moisture absorption.
All temperature images underwent data extraction processing to determine the maximum hygroscopic temperature generation and the area of the heating and cooling. The results of the data extraction are shown in Figure 12. It was observed that fabrics with S4 and S5 structures showed a higher level of hygroscopic heat generation and a broader area of hygroscopic heat distribution, indicating the excellent performance of hygroscopic heat generation. At the same time, these fabrics also had a smaller area of cooling, which lessened the damp and chilly sensation after moisture absorption. Compared to the time at which the Tmax was achieved, the fabrics with S4 and S5 structures exhibited more moderate heat production, indicating an extended hygroscopic heat generation effect. The fabrics made up of modified polyacrylate fibers showed superior moisture spreading properties based on the cooling area. This is in line with the characteristics displayed by the maximum wetted radius. This is actually not good for avoiding the cold moist feeling after sweating. The samples made up of modified polyacrylic acid fibers revealed similar or superior hygroscopic heat generation compared to other fabrics with the same structure. This shows that hygroscopic heat generation does not work in isolation but is affected to a greater or lesser extent by many other factors such as moisture diffusion. Thus, it is proved that the fabrics with S4 structures made up of modified polyacrylic acid fibers have durative and evenly distributed hygroscopic exothermic properties, reducing the cold moist feeling after moisture absorption.
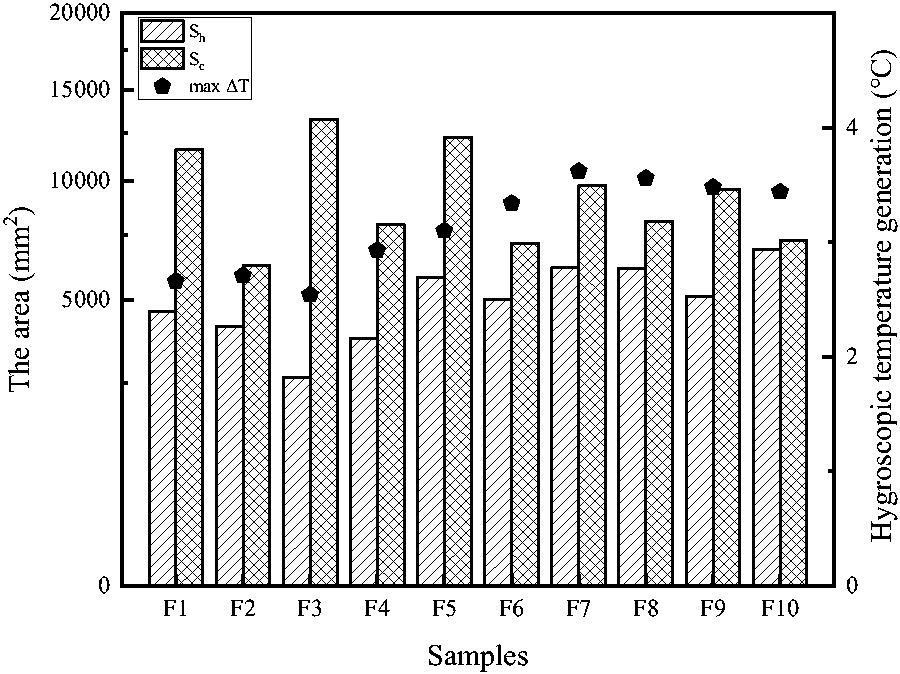
The area of heating and the area of cooling and the maximum hygroscopic temperature generation of each sample.
Conclusion
In conclusion, we fabricated 10 bilayer or trilayer woven fabrics with hygroscopic exothermic properties and moisture management performance based on the optimization design of gradient wettability and functional fiber materials. From the perspective of fabric structure and fabric materials, air permeability, moisture management characteristics, thermal physiological properties, and hygroscopic and exothermic performance of 10 woven fabrics were investigated. The directional moisture transport performances of fabrics were demonstrated to be formed by the designed bilayer and trilayer woven structure and wettability gradient caused by functional materials with different hygroscopicity and wettability. Fabrics with S4 or S5 structures are more breathable and have excellent liquid moisture management and hygroscopic heat generation performance. The fabrics made up of modified polyacrylate fibers show better hygroscopic and exothermic properties. The fabrics made up of modified polyacrylate fibers show better wettability and overall moisture management capacity. Moreover, through hygroscopic heat distribution testing, the fabrics with S4 structures made up of modified polyacrylic acid fibers perform better in terms of evenly distributed hygroscopic heat generation and better heat retention, as well as alleviating the phenomenon of cold moist feeling after moisture absorption. Future studies could fruitfully verify the corresponding performance further by sensory studies on human thermal comfort. Meanwhile, more research is needed to apply the designed textiles. The hygroscopic and exothermic fabrics in our study can be a positive sample and experience for further fabrics with good thermal wet comfort properties in winter.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Key R&D Program of China (Grant No. 2017YFB0309100), the Fundamental Research Funds for the Central Universities (Grant No. CUSF-DH-D-2019057) and the China Scholarship Council (Grant No. 202006630041).