
Abstract
The chemical recycling of hemp fabric into high-tenacity man-made cellulose fibers was demonstrated. The fabric was laundered 25 and 50 times to mimic the wear cycles of post-consumer textile waste. Despite the launderings, the molar mass of the material was still too high for recycling via dry-jet-wet spinning. Thus, the fabrics were treated with an aqueous sulfuric acid solution to adjust the intrinsic viscosity to the targeted level of 400–500 ml/g. The acid hydrolyzed sample was dissolved in 1,5-diazabicyclo[4.3.0]non-5-enium acetate and man-made cellulose fibers were regenerated by dry-jet-wet spinning. The properties of hemp and regenerated fibers were determined by tensile testing, birefringence measurements, and X-ray diffraction. Regenerated fibers were spun into yarn and knitted into a fabric. The tensile properties of the yarn and the abrasion and pilling resistance of the fabric were determined. Regenerated fibers showed a higher modulus of toughness (55.9 MPa) compared with hemp fibers (28.7 MPa). The fineness and staple length uniformity of regenerated fibers resulted in a high yarn structure evenness, a yarn tenacity of 28.1 cN/tex, and an elongation at break of 7.5%. Due to the even fabric structure, the fabric from regenerated fibers showed higher abrasion resistance than the hemp fabric.
The global textile fiber production was 127.1 million tonnes in 2021 and has grown annually by 3% in the past 40 years. 1 Two-thirds relate to synthetic fibers from nonrenewable fossil-based sources and 26.1 million tonnes to cotton (Gossypium hirsutum L.). Both fiber types have a high environmental impact. 2
Fiber hemp (Cannabis sativa L.) was the main fiber crop in Europe before cotton and synthetic fibers entered the textile fiber market. Fiber hemp cultivars are 2–3 m tall, unbranched, and contain a low level of tetrahydrocannabinol (THC). 3 They are harvested before flowering or at least before seed ripening. 4 Hemp fibers are bast fibers that are located in the cortex of the hemp plant stem. Fiber processing from the hemp stalk consists of several processing steps. Stalks are cut and laid on the ground for field (dew) retting, the most widely used method for retting hemp. 5 During the retting process, enzymes degrade the cementation between the fiber bundles and the woody core of the stem. 6 Field retting takes several weeks, and the quality of fibers depends on the harvesting period and the weather conditions. After retting, stalks are dried, and fibers are extracted by decortication. The traditional methods for the decortications are breaking and scutching. Breaking is a mechanical process in which the fibers are loosened from the wooden part. The remaining wooden part is removed in the scutching process, in which the fibers are beaten between turbine blades. This also opens the fibers and makes them finer and softer. Breaking and scutching lines are used to produce high-quality hemp fibers but alternative decortication, opening, and cleaning methods have been developed especially to produce technical fibers. 5 In green decortication, the fibers are separated from stems without field retting. 7
The cultivation and processing of fiber hemp into textile fibers are similar to flax which is claimed to be more sustainable than cotton.8,9 In hemp cultivation pesticide use is negligible, and the need for fertilizers is low. 10 Hemp is a fast-growing plant and can compete with weeds. The water consumption of hemp is significantly lower compared with cotton cultivation. It has a deep root system, and there is no need for irrigation in case of adequate rainfall. 11 The energy consumption of hemp fiber is half of cotton. 2 The carbon dioxide (CO2) equivalent (eq.) is 0.3–6 kg per kg fiber, depending on the method of yield allocation, 12 and 3–8 kg CO2 (eq.) per kg13,14 if the yarn spinning is counted. Fiber hemp is also a potential plant for crop rotation and a feedstock for energy biomass15,16 or pulping.17–19
The textile and fashion industries are claimed to be among the most polluting industry sectors. For example, in 2015 the greenhouse gas emissions from textile production were 1.2 billion tonnes of CO2 eq. 20 Globally, 73% of clothes end up for landfilling or incineration, resulting in the material being lost. The recycling rate of textiles is very low, and the closed-loop circulation of material is far from reality in the clothing industry. Only 13% of clothes are recycled in some way, and less than 1% of materials used for clothes are recycled into new clothing. 20 In Finland, the landfilling of textile waste has been restricted since 2016. The main end-use of waste textiles is energy recovery (c. 80%), and less than 20% of textile waste is reused or recycled. 21 Conventionally, recycled textile and clothing materials end up in low-value products such as insulation material, wiping clothes, etc.
The recycling of textiles into new textile products can be classified into mechanical and chemical recycling. In mechanical recycling, textile products are shredded into loose fibers that can be manufactured into a nonwoven product or spun into new yarn. Due to the high mechanical action during the shredding process, the staple length of the fibers is shortened, and the quality of the thread is poorer than the original in terms of strength and handle. To meet the accepted yarn property requirements, virgin material must be blended with recycled fibers. 22 In addition, mechanically recycled fibers cannot be used in all yarn spinning technologies due to the shorter staple length, with the focus being on open-end spinning.
In the chemical recycling of cellulosic textile waste, cellulose is dissolved and regenerated into new man-made cellulose fibers (MMCFs). The fiber-to-fiber recycling of waste cotton via the lyocell process is studied,23,24 and Lenzing AG 25 launched the lyocell fiber refibra made from wood pulp and cotton waste onto the market in 2016. In the lyocell process cellulose is dissolved in N-methylmorpholine-N-oxide monohydrate (NMMO), then extruded through a spinneret, stretched into an air gap, and immersed into a spin bath containing water or water-NMMO mixture. Paulitz et al. 26 have studied the manufacturing of fibers from hemp bast stripes via the NMMO spinning process. Before the fiber spinning, the stripes were delignified and bleached into a high alpha-cellulose content hemp pulp.
Similarly, ionic liquids (ILs) dissolve cellulose and the process steps are comparable to the NMMO process. The fiber-to-fiber recycling of cotton waste into new high-tenacity IL-based lyocell fibers has already been demonstrated.27–29 The fibers obtained have shown very high tensile properties, and thus yarns and fabrics would be strong and long-lasting. However, fiber-to-fiber recycling of hemp textiles using the IL-based dry-jet-wet spinning process has not yet been investigated.
This research focuses on the study of the fiber-to-fiber recyclability of hemp post-consumer waste textiles by means of a lyocell-type dry-jet-wet spinning technology by the utilization of a superbase-based IL. The properties of chemically recycled fibers, spun yarns, and knitted fabrics were compared with the original hemp samples. Textile reuse and fiber-to-fiber recycling become more important because the European Union (EU) waste legislation on the separate collection of textile waste comes into force by 1 January 2025. The manufacturing of MMCFs from post-consumer textile waste is resource-efficient by reducing the use of virgin, wood-based cellulose. Dry-jet-wet spinning in combination with superbase-based ILs opens avenues to innovative fiber-to-fiber recycling and circular textile business. Textiles and clothing are made from durable fibers, they are free from microplastics, and the use of natural resources is minimized.
Materials and methods
Ionic liquid
1,5-diazabicyclo[4.3.0]non-5-enium acetate [DBNH][OAc] was synthesized by the combination of acetic acid (glacial, 100% for analysis; Merck, Germany) and 1,5-diazabicyclo[4.3.0]non-5-ene (DBN; Fluorochem Ltd.) in a reactor at 70°C.30,31
Hemp material
The semi-bleached, undyed 100% hemp jersey knit fabric was purchased from Hemp Fabric Ltd., UK (sample 1; semi-bleached hemp). The numbers of stitches were 9.0 and 10.0 stitches per cm in the course and the wale direction of the fabric, and the stitch density per cm2 was 90.
Laundering of hemp fabric
The hemp fabric (sample 1) was cut into 50 × 50 cm pieces and laundered according to the ISO 6330 standard to mimic domestic laundering. The laundering of fabric pieces was performed according to the procedure 4N (normal agitation, 15 min wash at 40°C and four rinse cycles) with a type A machine (Electrolux Wascator FOM71 CLS) at De Monfort University, UK. For each wash, 20 g of detergent was made up of 77 parts detergent base powder (SDC ECE nonphosphate detergent A without optical brighteners and enzymes), 20 parts sodium perborate tetrahydrate, and three parts bleach activator tetra-acetylethylene diamine (TAED). The load mass was 2 kg of fabric (test specimens plus appropriate ballast). The fabric samples were laundered 25 (sample 2; 25× washed hemp) or 50 times (sample 3; 50× washed hemp) without drying between the wash cycles.
Pretreatment of laundered hemp
The 25 and 50 times laundered hemp samples were mixed (sample 4). Next, this mixed sample was washed with 0.01 M sulfuric acid (H2SO4) at 40°C and treated with 0.25 M sulfuric acid (H2SO4) at 80°C for 40 min. 1 M NaOH was added till a neutral pH was reached, and the pulp (sample 5) was rinsed with an excess of deionized water and dried at 105°C.
Dope preparation, rheology, and dry-jet-wet spinning
A dope (13% hemp consistency) was produced by mixing (30 rpm) the acid-hydrolyzed hemp material with [DBNH][OAc] at 80°C at reduced pressure (5 mbar) in a vertical kneader for 180 min. The remaining solids were removed by a vertical filter press using a GDK Ymax 2 metal filter at 200 bar. The complex viscosity (η0*) and the dynamic moduli (G′, G′′) as a function of the angular frequency (ω) of the viscoelastic spinning solution were examined with an Anton Paar Physica MCR 302 rheometer using a dynamic frequency sweep test (100–0.1 s−1) at a temperature range from 50 to 65°C. The zero-shear viscosity (η0*) and the crossover point (G′ = G′′) were determined under the assumption of the validity of the Cox–Merz rule. 29 Fibers have been produced by the use of a customized lyocell-type dry-jet-wet spinning system (Fourné Polymertechnik, Germany). 28 Thereby, the viscoelastic spin solution was heated to 65°C, and filaments were spun by extrusion of the solution through a 400-hole spinneret (0.1 mm diameter, length-to-diameter ratio of 0.2). The generated filaments passed an air gap of 0.5 cm, were immersed in a water bath (9°C), and finally collected at a draw ratio of 11 (DR = vtake-up/vextrusion.). The filaments were cut into 10 cm pieces for analysis and into 40 mm staple length for the yarn production, washed using hot deionized water (80°C), and then dried in the open air. Slight beige regenerated fibers (sample 6) have been received.
Material characterization
The ash content determination was conducted using a Naber L51/S oven by keeping the temperature at 575°C for 4 h. 32 The intrinsic viscosity (ƞ) was examined according to SCAN-CM 15:88, the standard for Scandinavian pulp, paper, and board testing. Besides, in analogy to Pitkänen and Sixta 33 the molar mass distribution was analyzed by gel permeation chromatography (GPC) using a Dionex Ultimate 3000 HPLC module (Thermo Fisher Scientific Inc., Waltham, USA) equipped with a Shodex DRI (RI-101) (Showa Denko, Ogimachi, Japan), and Viscotek/Malvern SEC/MALS 20 multi-angle light-scattering (MALS) detector (Malvern Panalytical Ltd., Malvern, UK) system. The detector constants were set with polystyrene (Mw = 96,000 g/mol, D = 1.04, refractive index increment, ∂n/∂c, 0.146 ml/g) and evaluated with a broad polystyrene sample (Mw = 248,000 g/mol, D = 1.73) from Polymer Standards Service (Mainz, Germany). A ∂n/∂c value of 0.136 ml/g measured at 488 nm was used. For the determination of a calibration curve, cello-oligosaccarides (cellobiose, cellotriose, cellopentaose, degree of polymerization (DP) 3–6) from Megazyme (Wicklow, Ireland) were analyzed.33,34 Each GPC sample (50 ± 5 mg) was activated in water, acetone, and dimethylacetamide (DMAc) overnight, respectively, dissolved in a 90 g/L LiCl/DMAc solution and finally diluted to reach a sample concentration of 1.0 mg/ml. The GPC measurement was pursued by an injection of 100 µL of a dissolved sample at room temperature. The carbohydrates and lignin amounts were determined via a well-known analytical procedure of the National Renewable Energy laboratory. 35 Thereby, the sugars have been analyzed by a Dionex 3000 ICS. The crystallinity index (%) by Segal et al. 37 and the crystallite dimensions [Å] by Scherrer have been determined via a Xenocs Xeuss 3.0 X-ray diffractometer operated in transmission mode using CuKα radiation (λ = 1.54189 Å) at 50 kV/0.6 mA equipped with a Dectris Eiger2 R 1M detector.36–38
Fiber characterization
Linear density, breaking force, and elongation at break were determined by the fiber tensile testing equipment (Favigraph, Textechno GmbH, Germany) from 20 individual fibers at conditioned (20 ± 2°C and 65 ± 2% relative humidity; RH) and wet state (10 s wetting prior to the testing). The gauge length was 20 mm and the testing speed was 20 mm/min. The maximum capacity of the load cell was 100 cN for hemp fibers and 20 cN for regenerated fibers. Tenacity was calculated by dividing the breaking force by the linear density. Young’s modulus and the modulus of toughness were calculated from the stress–strain curves. Hemp fibers were unraveled from the yarn structure. The total orientation of fibers was determined using a polarizing light microscope (Zeiss Axio Scope, Zeiss AG, Germany) and a tilting compensator. The tilting angle was measured from three fibers from three individual places. The diameter of fibers was calculated based on the linear density and assuming a density of 1.5 g/cm3. The total orientation (ft) was calculated by dividing the birefringence (Δn) by the maximum birefringence value of cellulose (0.062). 39 The relative fiber diameter of the virgin hemp fiber was measured using a Sirolan Laserscan system at De Montfort University, UK. Hemp fiber was unraveled from samples 1 and 3, aligned, and cut into 2 mm snippets using a purpose-designed precision guillotine. Small quantities of the snippets were introduced to a premeasurement dispersion bowl containing an isopropanol:water (92:8) mixture until 5000 measurements were taken. The relative mean fiber diameter in micrometers and the standard deviation were recorded. It should be noted that in cross-section hemp fibers are irregular polygons so the values of fiber diameter obtained from the Sirolan Laserscan system are ‘relative’ as the system was designed for the analysis of wool fibers that have circular cross-sections. 40 The morphology of regenerated fibers was imaged using scanning electron microscopy (SEM; Sigma VP Zeiss). All the samples were sputter-coated with gold/palladium (80 Au/20 Pd) for 90 s with a Q 150R S plus (Quorum) sputter to improve the conductivity.
Yarn spinning and yarn tensile testing
The air-dry regenerated fibers were spin-finished using an aqueous mixture of Afilan CVS (0.67 g/L) and Leomin PN (0.22 g/L), both from Archroma, at 50°C. The liquor ratio was 1:20. After 5 min treatment, fibers were pressed to reach 300% pick-up and subsequently air dried. The fibers were opened using the fiber opening machine (Trash Analyzer 281C, Mesdan Lab, Mesdan SpA, Italy) and they were conditioned prior to the yarn spinning at 20 ± 2°C and 65 ± 2 RH overnight to prevent static electricity during the spinning. The opened fibers were carded (Carding machine 337A; Mesdan Lab, Mesdan SpA, Italy) and the carded fiber web was formed into a sliver. It was drafted two times in a draw frame and further formed into a roving (Stiro Roving Lab 3371; Mesdan Lab, Mesdan SpA, Italy) which was ring-spun (Ring Lab 82BA; SER.MA.TES srl, Italy) into a 25-tex (tex = g/1000 m) yarn (Nm 40, Ne 23.6). The yarn had Z torsion and the number of twists per meter (TPM) was 650. The calculated twist multiplier expressed in Ne was 3.4. The linear density of the spun yarn was determined from 10-m skeins (n = 8), and it was expressed in tex. The linear density of the hemp yarn (n = 30) was determined from the mass and the length of unraveled yarns from the unwashed fabric. The breaking force and elongation at break of conditioned yarns (n = 40) were determined by MTS400 tensile tester equipped with the 50 N load cell. The testing speed was 250 mm/min, and the gauge length was 250 mm.
Fabric knitting and fabric characterization
The spun yarn was plied into a two-ply yarn without a ply twist, and it was weft knitted into a jersey fabric (Stoll CMS ADF 32W E7.3 multi-gauge). The fabric was finished by steaming. The number of stitches in the course and wale were 6.7 and 10.1 stitches per cm, and the stitch density was 67 stitches per cm2. The fabric mass per square area (g/m2) was calculated from the mass of fabric specimens (n = 6, diameter 140 mm). For the abrasion resistance measurements, three specimens (diameter of 38 mm) were cut from both fabrics. The specimens were abraded against woven wool abradant fabric by the Martindale method (Martindale abrasion and pilling tester; SDL Atlas LLC, Rock Hill, SC, USA) according to ISO 12947-2 standard in 1000 rub intervals. The nominal pressure of the tested fabric against the abradant fabric was 9 kPa. The breakdown of a thread was examined after every 1000 rubs. The test results were expressed as the number of rubs of the inspection interval prior to the thread breakdown of each test specimen reached. For the pilling propensity determination, three specimen pairs (fabric specimen diameter 140 mm) were abraded from both fabrics, and they were abraded against the same fabric by the modified Martindale method (Martindale abrasion and pilling tester, SDL Atlas LLC, Rock Hill, SC, USA) according to ISO 12945-2 standard. The loading mass during the testing was 155 g. Fabrics were visually assessed after 125, 500, 1000, 2000, 5000, and 7000 rubs, and the results were expressed in grades from 5 (no change) to 1 (severe pilling).
Results and discussion
Process description of chemical recycling from hemp fabric into new MMCFs and fabrics
The hemp fabric was laundered to mimic a real lifetime of post-consumer textile waste. Laundering effects the macromolecular properties such as the DP of cellulose. 41 The hemp fabric was washed 25 and 50 times to evaluate the degradation of cellulose as a function of laundry cycles. The laundered fabrics were ground, and the ash content and intrinsic viscosity of unlaundered and laundered samples were measured. Due to the only slight differences in ash content and intrinsic viscosity (Table 1) and to mimic a real post-consumer textile waste situation by the combination of textiles of diverse service lives, the laundered samples (25× and 50×) were combined. Next, the mixed sample was pretreated with an aqueous sulfuric acid solution to adjust the degree of polymerization. For the dope preparation, the pretreated sample was dissolved in [DBNH][OAc] at 80°C. This IL has already various times proved its suitability for dissolving cellulose and the production of fibers of great performance via dry-jet-wet spinning. Due to the mild spinning conditions, almost no cellulose degradation occurs. 30 The hemp–IL solution produced was spun into regenerated man-made fibers by the dry-jet-wet spinning method. The molar mass distribution, carbohydrate and lignin content, and crystallinity were analyzed from the laundered hemp, pretreated hemp, and regenerated fibers. The tensile properties and fiber orientation were determined from virgin hemp and regenerated fibers. The ring-spun yarn was manufactured from regenerated fibers, and jersey structure fabric was knitted from the yarn. The tensile properties of yarns were determined. The durability of unwashed fabrics was analyzed by the abrasion resistance and the visual appearance retention by the pilling propensity.
Summary of samples 1 to 6 including their ash content (%), intrinsic viscosity (ml g–1), carbohydrate and lignin analysis (%), number of average molar mass Mn (kDa), weight average molar mass Mw (kDa), poly dispersity index (PDI), low (DP <100 (%)) and high (DP >2000 (%)) molecular weight fractions
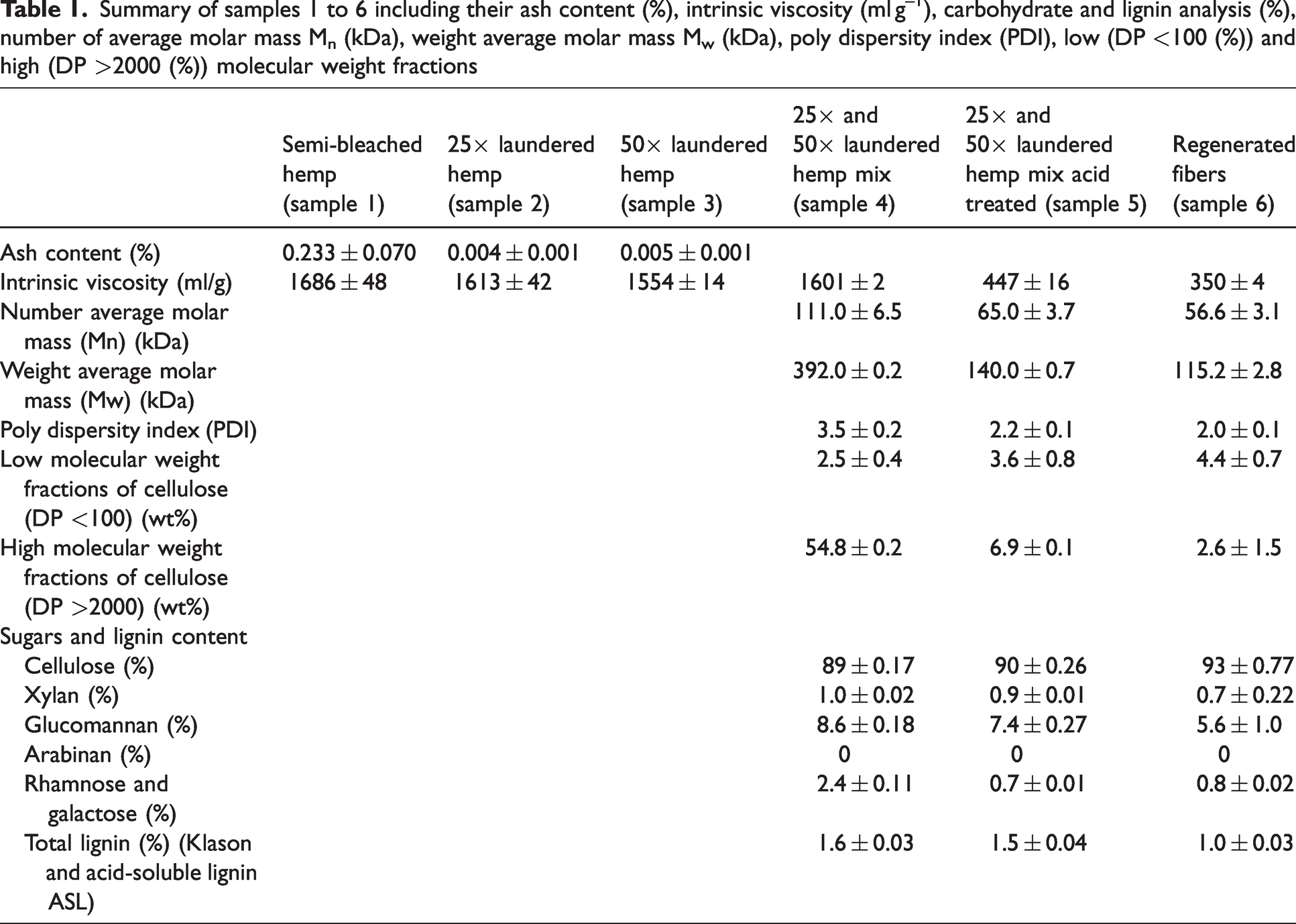
Ash content of raw material
The number of inorganic impurities in the unlaundered and laundered fabrics has been examined by the determination of the ash content (Table 1). The virgin hemp contained 0.233% of inorganic impurities, which is close to the values of spruce (0.2%) and beech (0.1%) kraft pulp. 32 Laundry clearly caused a reduction of the impurities to a value of ≤0.005%. However, most of the impurities were already removed in the first laundry cycles and an extension to 50 cycles did not show any further effect.
Intrinsic viscosity of raw material
Semi-bleached hemp is a high viscosity material (ηsample1 = 1686 ml/g) which is comparable with preconsumer cotton (ηcotton = 2000 ml/g). 29 Laundering affects the degree of polymerization, which is reflected by the reduction of the intrinsic viscosity (ηsample2 = 1613 ml/g; ηsample3 = 1554 ml/g). Based on the results of Michud et al. 42 and Asaadi et al., 27 an intrinsic viscosity of 400–500 ml/g was targeted to allow a trouble-free production of fibers using [DBNH][OAc] as solvent.28,29 The viscosity was adjusted to an intrinsic viscosity, ηsample5, of 447 ml/g by acid treatment. 29
Viscoelastic properties and fiber spinning
A zero shear viscosity (η0*) of 27,540 Pas and a cross-over modulus (G′ = G″) of 3946 Pa at 65°C (Table 2) was obtained by the cross model under the assumption of the validity of the Cox–Merz rule. Both values, η0* and G′= G′′, are in line with the results achieved in previous studies which ensured a good spinnability (η0* = 25,000–35,000 Pas; G′ = G′′ = 4000 Pa). 30 In compliance with the rheology data, an average spinning temperature of 65°C was adjusted and filaments were generated at DR 11 by the utilization of a dry-jet-wet spinning process.27,29,30
Summary of the rheological properties at 65°C of the spin dope

Molecular mass distribution and sugar analysis
The impact of the pretreatment and the spinning procedure was traced by the determination of the molecular mass distribution and sugar analysis (samples 4 to 6; Table 1; Figure 1). The starting laundered hemp mix material (sample 4) showed a broad bimodal molecular weight distribution. These areas clearly illustrate the nonuniformity of the material. The gel permeation chromatography column limited the determination of the highest molar mass fractions. Consequently, no separation of the high molecular chains was achieved and everything above ∼6 log Mw was eluated at the same time. In reality, the molar mass of sample 4 is much higher. In contrast, cotton is a rather uniform material with a distinct molar mass distribution.27,29
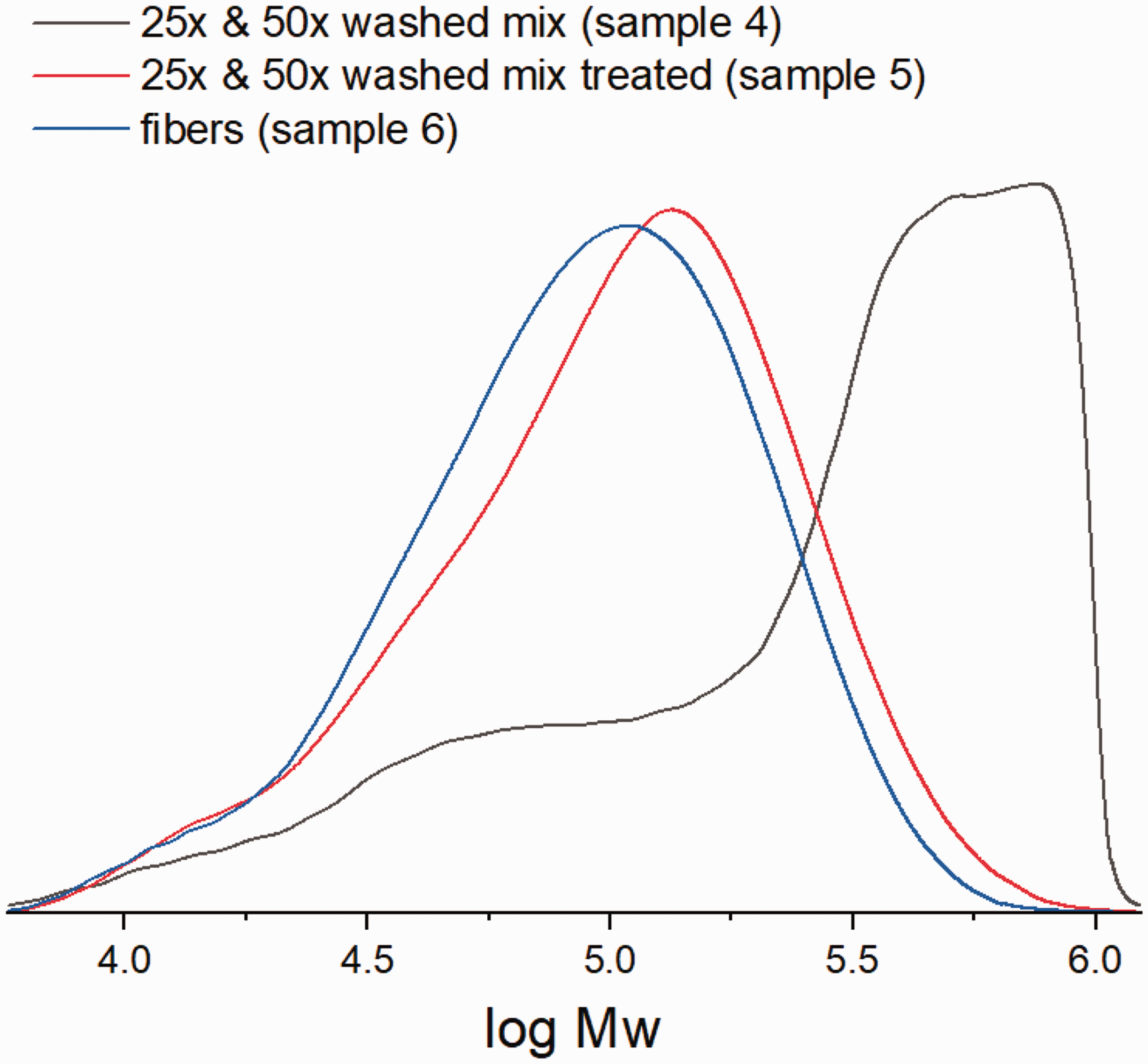
Log molar mass distribution in log(Da) of sample 4 (25× and 50× laundered mix), sample 5 (25× and 50× laundered mix treated) and sample 6 (regenerated fibers).
Adjusting the viscosity of the hemp material (sample 4) with an aqueous sulfuric acid solution treatment resulted in a uniform molar mass distribution and a significant reduction in the DP. The molecular weight decreased from an average value of 392.0 kDa (sample 4) to 140.0 kDa (sample 5). In particular, the proportion of the high molecular weight fraction, expressed as the weight percent of DP >2000, decreased from 54.8% (sample 4) to 6.9% (sample 5). At the same time, the amount of low molecular weight fraction (DP <100) increased from 2.5% (sample 4) to 3.6% (sample 5). As expected, the acidic hydrolytic degradation of the cellulose chains favors the cleavage of the long cellulose chains. As a result, the polydispersity index reached a value of 2.2 (PDIsample5), which is close to the value of 2.0 characteristic of random DP degradation according to a Schulz–Flory distribution. 43 Although Michud et al. 42 have shown a broad molar mass distribution of cellulose and both long and short cellulose chains to be beneficial for the spinning process, the acid treatment resulted in a spinnable cellulose material.
The spinning process slightly decreased the molar mass and changed the shares of low and high molar mass fractions. The elevated temperature during the cellulose dissolution and the subsequent spinning process degrades cellulose showing the increasing low molecular weight fractions (DP <100) of 4.4% for regenerated fiber. Besides, the filtration prior to the fiber spinning and regeneration removed the undissolved and gel-like cellulose resulting in a decreasing high molar mass fraction of 2.6% for the regenerated fibers.
The acid pretreatment, dissolution, fiber spinning, and regeneration affected cellulose, hemicellulose, acid soluble (e.g. lignin), and insoluble components (e.g. Klason lignin). The noncellulosic molecules are removed in the pretreatment steps and cellulose becomes slightly enriched from 89% to 93% (Table 1). 35 Overall, in this study noncellulosic fractions of samples were very low compared with the values of retted hemp in the other studies,4,44 in which 70–85% cellulose content was analyzed, and the lignin and pectin contents were less than 10%. During textile processing, hemp fibers are treated in alkaline processes (e.g. scouring) where lignin and pectin are partly removed. 45 Bleaching and laundering in alkaline conditions removes natural pigments as well as pectin and lignin.
Crystallinity
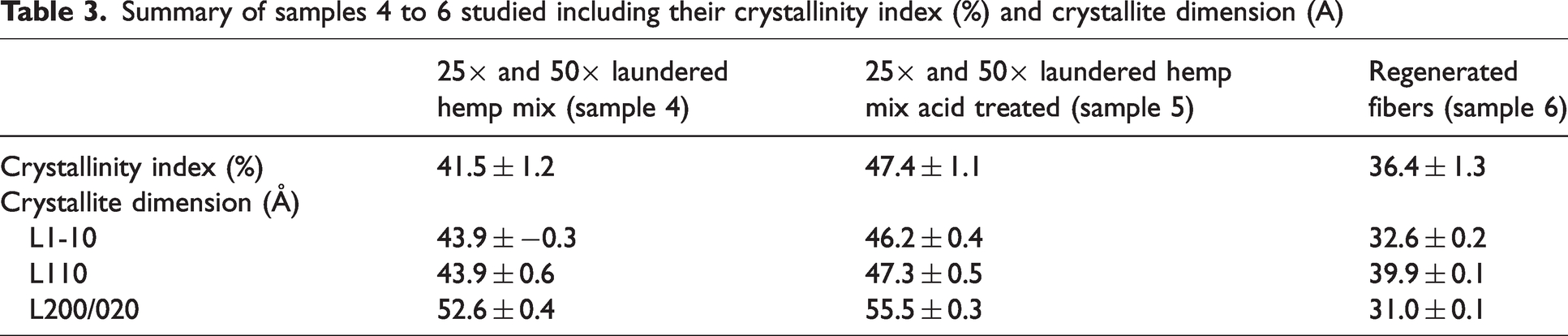
During the process, the crystal structure of hemp cellulose changes from cellulose I to II (Figure 2). Thereby, cellulose I is illustrated by the reflections found at 14.8° (1–10), 16.4° (110), 22.6° (200), and 34.7° (004), and cellulose II by the reflections at 12.0° (1–10), 20.3° (110), 22.0° (020), and 34.7° (004).36,38 The laundered hemp mixture material showed a slightly increased crystallinity index of 41.5% (sample 4 in Table 3). The pretreatment steps caused a loss of the more unstable amorphous parts presented by a small elevation of the value to 47.4% (sample 5). The crystallinity of the regenerated fibers is 36.4% (sample 6). The crystallinity index is in line with the fibers generated from wood pulp (34–35%).30,36,46
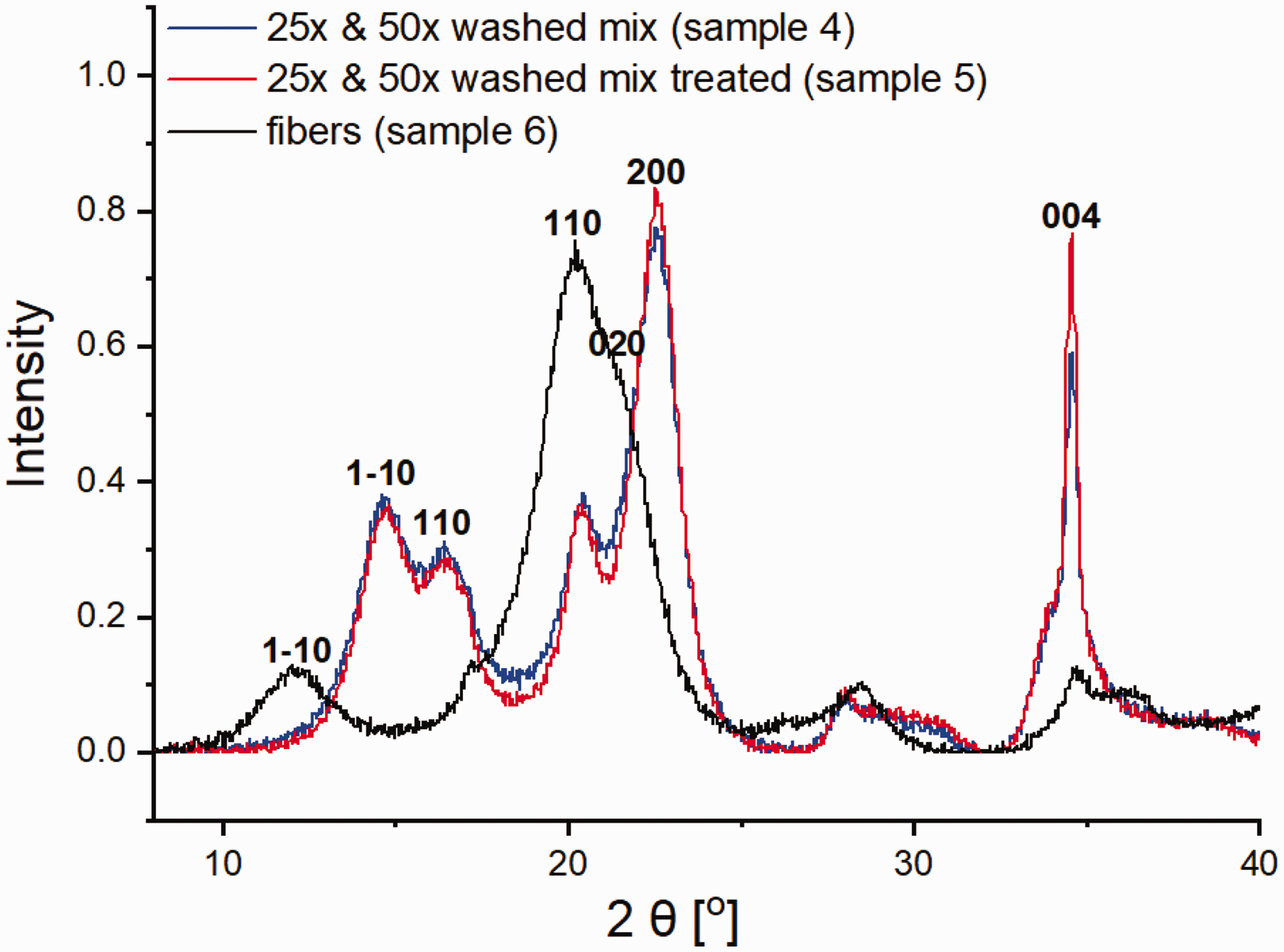
X-ray diffraction patterns of samples 4 to 6.
Summary of samples 4 to 6 studied including their crystallinity index (%) and crystallite dimension (Å)
Characterization of hemp and regenerated fibers
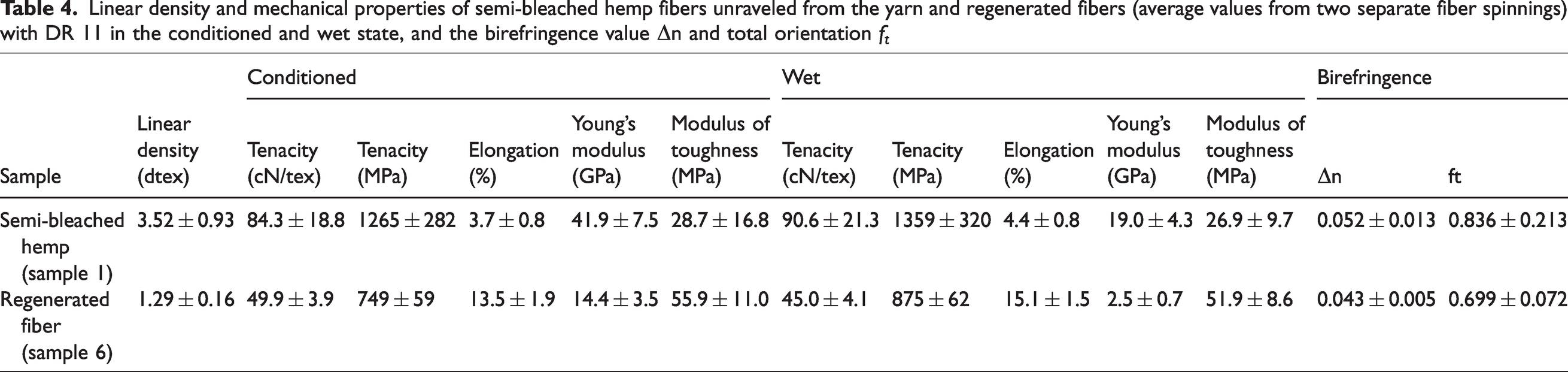
The tensile properties of semi-bleached hemp fibers (sample 1) were determined from the unraveled yarn. The fiber staple length varied a lot, and a high share of fibers in the yarn structure had a staple length of c. 10 mm. The shortest fibers were discarded from the tenacity measurement, and only the longest fibers were possible to measure to reach the gauge length of 20 mm. The unraveled fibers had an average linear density of 3.5 dtex (Table 4) and when measured using a Sirolan Laserscan system, the relative mean fiber diameter was 18 µm. This value is significantly lower compared with the linear density of fiber bundles extracted from the retted hemp plant. 47 The measured linear density and fiber diameter values suggest the unraveled fibers were no longer in fiber bundle form but were single (ultimate) fibers. The fibers showed very high tenacity and low elongation at break (Table 4) which is typical for bast fibers. The high total orientation value (ft) of hemp fiber indicates a highly orientated fibril structure which enables a high number of hydrogen bonds between cellulose chains and thus a very strong structure. However, hydrogen bonds prevent the movement of cellulose chains under the deformation, which means low elongation at break and high Young’s modulus. There is no obvious yield point in the stress–strain curve (Figure 3).
Linear density and mechanical properties of semi-bleached hemp fibers unraveled from the yarn and regenerated fibers (average values from two separate fiber spinnings) with DR 11 in the conditioned and wet state, and the birefringence value Δn and total orientation ft
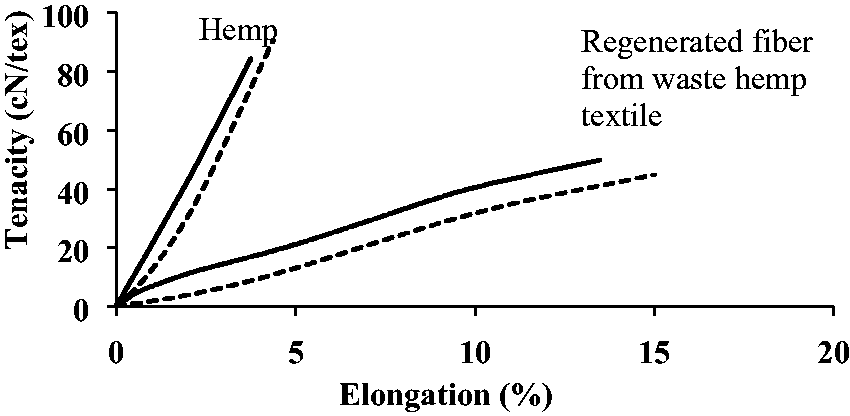
The average stress–strain curves of hemp and regenerated fibers from waste hemp (solid line = conditioned state; dash line = wet state: 10 s wetting prior to testing).
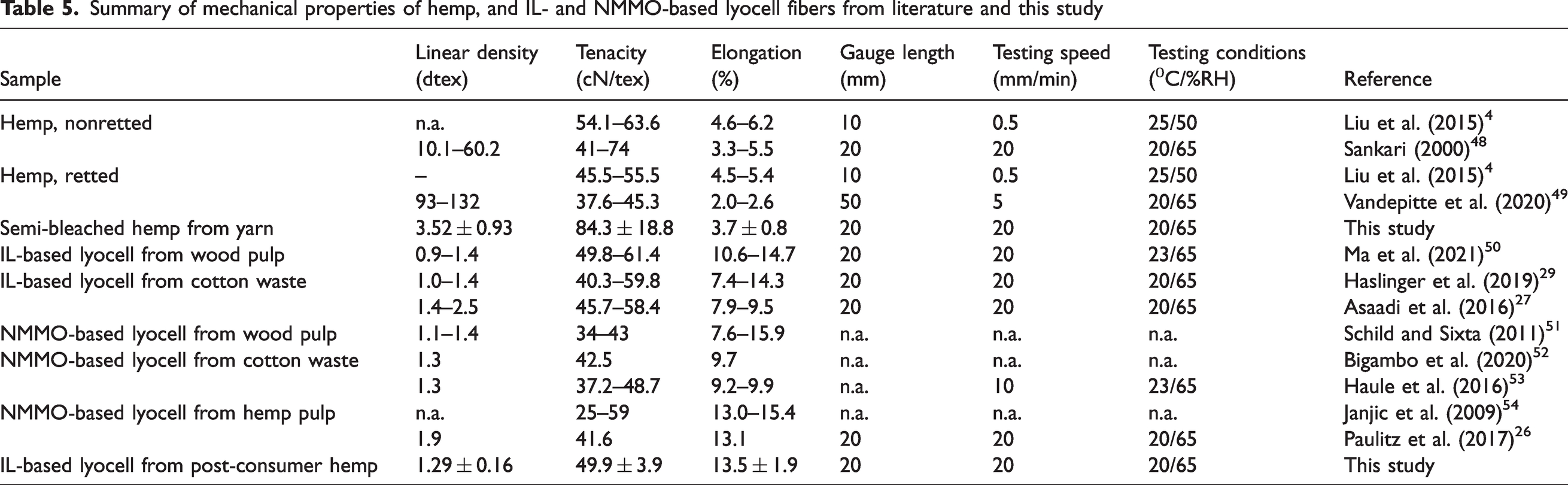
Regenerated fibers from waste hemp fabrics (sample 6) had lower tenacity (49.9 cN/tex vs. 84.3 cN/tex) but higher elongation at break (13.5% vs. 3.7%) compared with semi-bleached hemp fibers. The values of regenerated fibers in this study are very close to the results of IL-based lyocell-type fibers from virgin wood cellulose pulp and recycled cotton waste of previous studies (Table 5).4,26,27,29,48–54 However, tensile strength results of regenerated fibers vary widely across the studies, but overall IL-based lyocell fibers are stronger than NMMO-based lyocell fibers. The tensile properties of NMMO-type regenerated fibers from cotton and hemp waste were even higher compared with fibers made from wood pulp.23,24,26
Summary of mechanical properties of hemp, and IL- and NMMO-based lyocell fibers from literature and this study
Although the tenacity of hemp is higher than that of regenerated fiber, the modulus of toughness of regenerated fiber is two times higher (Table 4). In the subsequent textile processes, that is, yarn spinning, knitting, and weaving, and in wear, spun fibers would withstand more work before rupture.
The properties in the wet state (Table 4) of both semi-bleached hemp and regenerated fibers are typical for bast fibers and regenerated cellulose fibers. Hemp as natural cellulose fiber had a higher tenacity (≈+7%), whereas regenerated fibers had a lower tenacity (≈–10%) in the wet state. In addition, both fibers had higher wet elongation (≈+15% increase of hemp and ≈+10% increase of regenerated fibers) and lower wet Young’s modulus and modulus of toughness. In the wet state, cellulose absorbs water and swells. Very orientated cellulose fibrils are packed even closer in hemp fibers, and the movement of fibrils is more difficult. When regenerated cellulose fibers absorb water, hydrogen bonds break easily, and the deformation of fiber needs less force.
The regenerated fiber has a smooth surface and a circular cross-section (Figure 4) as IL-based 50 and NMMO-based lyocell fibers. 55 The cross-section has a fibrillar structure, and a similar structure has been observed in the previous studies of IL-based lyocell fibers.56,57
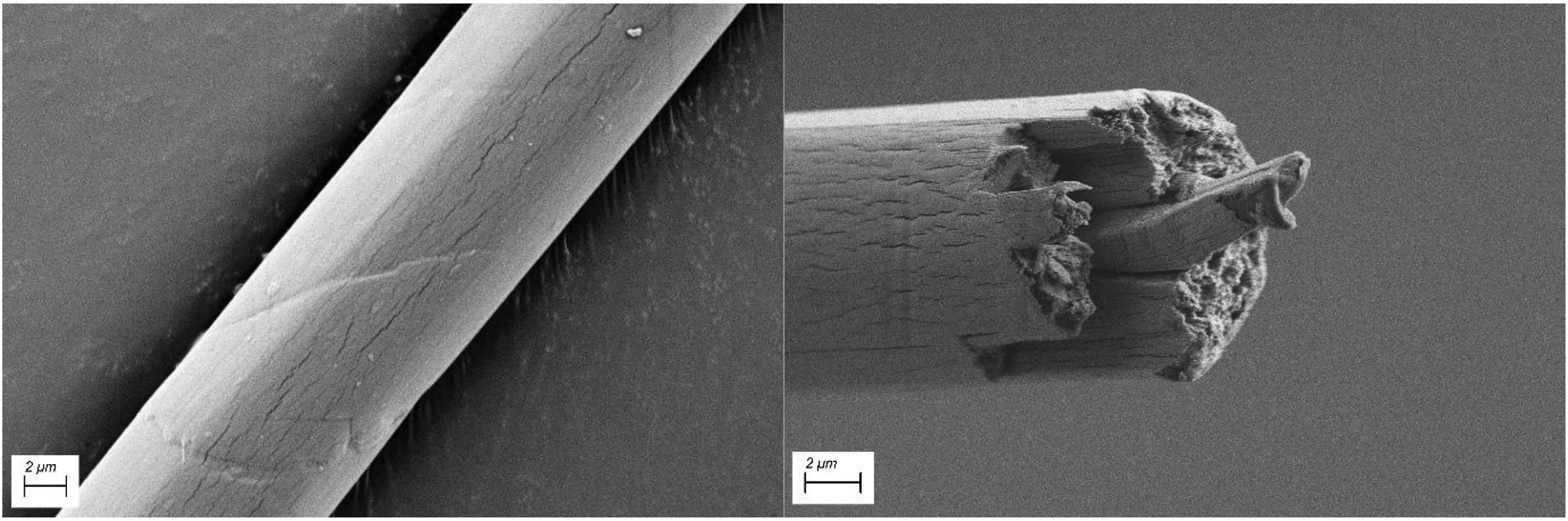
Scanning electron microscopy (SEM) image from the surface (left) and the cross-section (right) of the regenerated fiber (sample 6).
Yarn and fabric characterization
The yarn of the semi-bleached hemp fabric was very uneven having numerous thin and thick places due to the high variation in hemp fiber thickness and staple length. Both cause random fluctuation in the yarn structure. Although the fiber tenacity of hemp was very high, the tenacity of hemp yarn (8.7 cN/tex) was lower compared with the yarn from regenerated fibers (28.1 cN/tex) as shown in Table 6. The hemp yarn broke easily from the thin places. The strength realization of hemp yarn (yarn tenacity divided by fiber tenacity and expressed in %) was only 10%. Regenerated fibers had even staple length and linear density resulting in an even yarn structure. The strength realization of the yarn was 56%. In addition, the lower linear density of regenerated fibers may increase the yarn strength. Because hemp fibers were thicker than regenerated fibers, hemp yarn had a lower number of fibers (c. 70 fibers) in the yarn cross-section compared with the yarn from regenerated fibers (c. 190 fibers). In this case, it resulted in a lower strength of hemp yarn. The elongation at break of yarn from regenerated fibers was higher than that of hemp yarn (7.5% vs. 2%).
Mechanical properties of yarns (single thread)

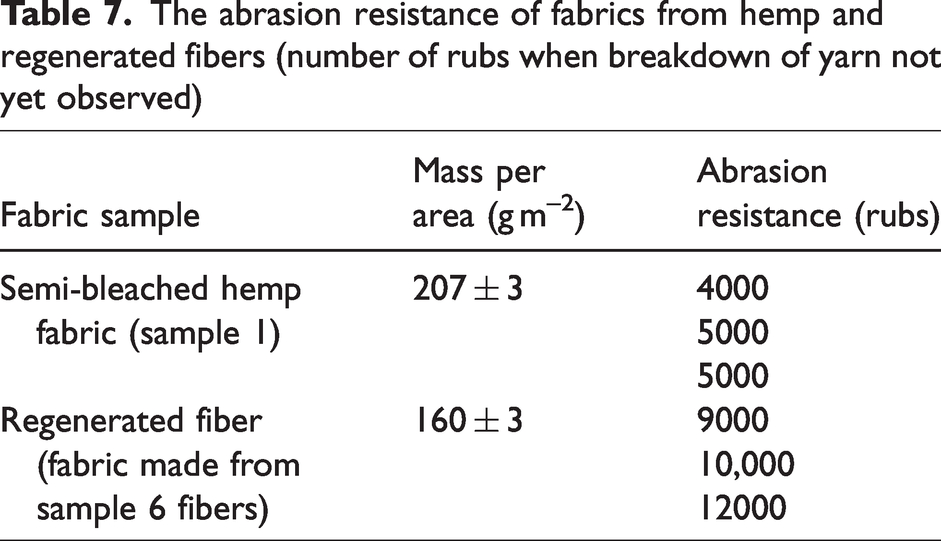
The mechanical strength of knitted jersey fabric was determined by the Martindale abrasion resistance test (Table 7). The yarn in hemp fabric samples broke after 4000 or 5000 rubs whereas the yarn in the samples from regenerated fiber broke after 9000 to 12,000 rubs. The thin places in the hemp fabric were prone to abrasion whereas the fabric from regenerated fibers was even and tolerated it better. The even yarn structure, higher tenacity, and higher elongation at break resulted in a stronger fabric although the jersey fabric from regenerated fiber had a lower square mass compared with the semi-bleached hemp fabric.
The abrasion resistance of fabrics from hemp and regenerated fibers (number of rubs when breakdown of yarn not yet observed)
The visual appearance of the fabric during wear was tested by the Martindale pilling test (Figure 5). After the first 125 rubs in the pilling testing, hemp fabric samples had a few big fiber balls on the fabric surface. This happened due to the detachment of short fibers from the yarn structure. The visual appearance of hemp fabric was rather constant to 5000 rubs. After this, the number of fiber balls increased. The fabric from regenerated fibers tolerated pilling at the beginning of testing (125 rubs). After this, small fiber balls were generated, and they increased after 2000 rubs. At the end of testing (7000 rubs), the grades of both fabrics were similar. However, hemp fabric had bigger fiber balls, and fabric from regenerated fiber had smaller fiber balls on the fabric surface. Because the testing was not performed under wet conditions, no fibrillation of regenerated fibers during the testing was observed. Lyocell-type fibers fibrillate due to the abrasion in wet alkaline conditions, and it can be controlled by processing routes in dyeing and chemical finishing. 58
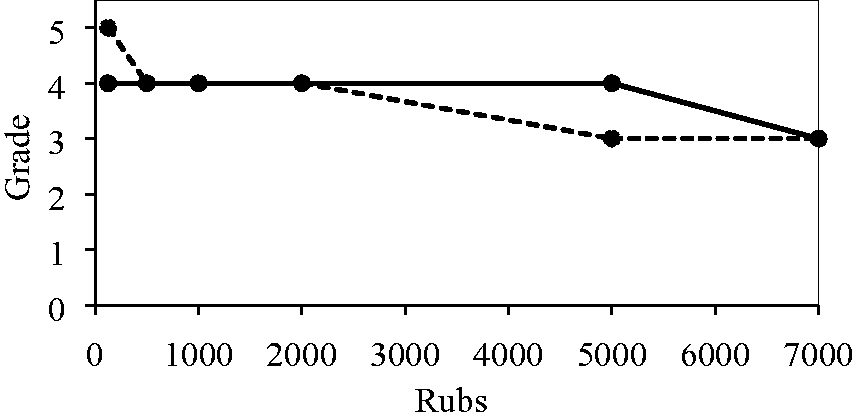
The fabric propensity to pilling: solid line = semi-bleached hemp fabric (sample 1); dashed line = fabric from regenerated fibers (sample 6) (grades: 1 = severe pilling, 2 = distinct pilling, 3 = moderate pilling, 4 = partially formed pills, and 5 = no change).
Conclusions
The fiber-to-fiber recycling of textile waste is important to extend the service lifetime of feedstock and to reduce the need for the manufacturing and cultivation of fibers from natural resources. In this study, we successfully demonstrated the chemical recycling of hemp post-consumer waste textiles into high-tenacity regenerated fibers via dissolving in IL [DBNH][OAc] and dry-jet-wet fiber spinning. The adjustment of the intrinsic viscosity by acid hydrolysis as the only pretreatment step was needed before dissolution because the molar mass of the laundered fabric was too high for the fiber spinning. The resulting regenerated fibers showed high mechanical properties (49.9 cN/tex, 13.5%) and a high modulus of toughness (55.9 MPa). The yarn made from regenerated fibers showed high evenness without thin and thick places as in the virgin hemp yarn. Therefore, the yarn and fabric made from regenerated fibers showed excellent wear properties. The tensile strength of yarn made from regenerated fibers was three times higher, and the abrasion resistance of fabric was two times higher compared with the original hemp yarn and fabric. The chemical recycling route of waste hemp textiles showed promising results and it can be an alternative method to reduce the landfilling and incineration of textile waste, and the ecological impact of the textile industry.
Footnotes
Acknowledgements
Tiina Karhu and Marja Amgwerd are acknowledged for supporting the abrasion resistance and fabric pilling testing at Metropolia University of Applied Sciences, Helsinki. Krishna Ojha from Aalto University is acknowledged for performing the characterization of materials.
Author Note
Marja Rissanen is also affiliated with Build Environment and Bioproducts, Tampere University of Applied Sciences, Tampere, Finland.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Strategic Research Council of the Academy of Finland under grant agreement no. 327296 – the FINIX project (finix.aalto.fi).