
Abstract
The fiber damage during manufacture, use, and service of textiles leads to fragmented fiber generation. All textiles (natural, regenerated, and synthetic polymer sources) release fiber fragments. Several textile structural parameters have been studied in association with fragmented fiber release; however, there is a paucity of work on the effect of different fiber types and yarn structures on fragmented fiber release. This study elucidates the impact of key fiber types and yarn structures (rudimentary elements of textiles) on fragmented fiber release during laundry. Five different bespoke textile samples from three primary yarn structures (flat filament, textured filament, and staple yarn) from the two most employed fibers (polyethylene terephthalate and cotton) were subjected to repeated simulated washing processes to quantify shed fragmented fiber and length distribution of the collected fragmented fiber. The results show that yarn structure impacts the quantity of fragmented fiber shed and the length distribution profile. The release of fragmented fiber decreases during repeated washing of fabrics from staple and textured filament yarns, except for fabrics from flat filament yarns. The mean fragmented fiber length for all samples increases on repeated laundering. The quantity of fragmented fiber shed per gram of textile, and the length distribution profile of fragmented fiber from the woven fabrics made of the five types of yarns after the first and fifth washing cycles were estimated.
The widespread environmental pollution at macro and micro scale is a problem of growing concern around the globe, 1 in particular, the hazard of microplastics (<5 mm) in marine, freshwater, and terrestrial environments, which has recently gained more attention.2,3 The production of textile fibers exceeds 100 MT, with synthetic fibers accounting for two-thirds of the textile fibers.4,5 The fiber damage during the manufacture, use, and service of textiles leads to the generation of fragmented fibers (FFs). The synthetic fibers are not the only concern because natural fibers (derived from the processing of plant and animal fibers) and regenerated fibers (reconstituted and extruded from dissolved cellulose and its derivatives) 6 may represent an environmental and human health threat as well. 7 The term ‘microplastic fibers’ excludes natural and regenerated fibers, so defining a more inclusive term is essential. The published literature uses the term ‘microfibers’ for micro-size fibrous materials released from textiles.3,8– 12 As the textile industry conventionally defines microfibers as fiber material finer than one denier or decitex and with a cross-section smaller than 10 μm, 13 the term ‘fragmented fibers’ describes all fibrous masses released from any textile material. Microplastics can be from a textile source, but not all fragments from a textile source are microplastics.
Clothing (100 billion units) represents 60% of the total textiles used and is a £0.9 ($1.3) trillion industry. 4 Textiles are a well-known source of FF release during domestic laundering.12,14– 16 Textile laundry may contribute to 35% of primary microplastics released to the oceans.11,17 Moreover, textile debris constitutes the majority of anthropogenic particles found in the environment, 18 – 20 and are considered one of the most pervasive and enduring pollutants around the world. 12 Manufactured (regenerated and synthetic) and natural fibers are commonly extruded or grown following negative environmental practices and modified with chemical additives and treatments,6,7,20,21 which are not chemically attached to the polymer matrix and are susceptible to release. 18 The cross-section of the most textile fibers in use is 10–20 µm mean diameter. 10 This is especially important concerning FF pollution, as chemical effects are exacerbated on fibers by their relatively large surface area to volume ratio.6,12
The ecological consequences of plastic alternatives (such as natural fibers) also need to be explored. Recent publications report 93.8% of FF in freshwater, and airborne samples, 6 and 33.3% of fibrous fragments ingested by demersal sharks 22 come from natural fiber sources. Cotton FFs have been reported as ubiquitously found. 11 In particular, indigo denim cotton FFs have been found in the sediments of remote regions, indicating that cotton FFs undergo long-range transport from sources and awake biota concern. 20 Finally, biodegradation of cotton FFs in aquatic environments and chemical sorption behavior has to be further investigated. 7 While some studies suggest slower decomposition rates created by aquatic environmental conditions, such as oxygen level, temperature, and ultraviolet exposure,23,24 others hypothesize a similar degradation rate compared to aerobic degradation standards.7,13 The low degradation could present similar environmental consequences as synthetic FFs. In contrast, a faster degradation could represent a potential delivery vehicle for releasing any attached hazardous chemicals into the environment. 6
The quantification of FFs from textiles during laundering has been extensively studied in recent years. In the absence of standard methods to quantify the release of FFs, there are huge variations in the objective evaluation of shed FFs – from 900 25 to 30,000 26 FFs were released per garment. While comparison of FFs shed per wash has a broader range, from 150,0008 to 17,700,000. 27 These differences in the comparison of the reported number/mass of FFs shed in recent studies (predominantly washing) may be due to the limited number of textile structures and materials studied 25 being inconsistent with the global mix of staple fibers/filaments in use, 28 detergent-less washing experiments, 3 direct comparison of fabrics with different mass per unit area, 25 and insufficient details of fiber, yarn, and fabric structure, and processing history for reproducibility.8,25 The unavailability of comparable data limits scientific understanding of the causes and the extent of FF pollution from clothing.
Yarns are the rudimentary element of any geometrically structured fabric. They are engineered by the mechanical processing of a bundle of natural and/or manufactured fibers with inter-fiber/filament spaces. Yarns are categorized into two types concerning their fiber structure as filaments (endless) or staple (discrete length). The fragmentation of constituent staple fibers/filaments in the yarn/fabric structure during manufacture, use, and service is pivotal. The lack of detailed information on textile structure in published studies does not allow inter-study objective comparisons. This limits the mechanistic understanding of the impact of textile structure on the release of FFs. The overall aim of the present research was to prepare bespoke textile samples from prevalent materials (cotton and polyethylene terephthalate (PET), which represents nearly 80% of all textile fibers) and yarn structures (both staple spun and filament yarns) and to subject them to repeated simulated laundering, and quantify the mass of FFs released. For the first time, a direct comparison of the effect of key yarn structures, which includes filament in flat/texturized form and staple fiber yarns (individual materials and blends) on the release of FFs during washing, has been reported. The focus was on PET and cotton which represents nearly 80% of textile fibers. The yarns were converted into woven fabrics and subsequently dyed under controlled conditions for a realistic comparison. Understanding the impact of key yarn structures is pivotal as fragments break away from individual fibers that constitute the yarns. For blended yarns, the component materials were selectively colored to track the release of the individual components. Beyond gravimetric data, the study also presents novel data on the length distribution of the released FFs.
Materials and methods
Sample manufacturing
PET and cotton fibers were studied due to their dominant share (>77%) in textiles. 4 Five comparative textile samples of three key yarn structures (flat multifilament, textured multifilament, staple spun) were employed for fabric manufacturing, Table 1. All staple yarn samples were ring-spun from the sourced staple fibers, and filament yarns were sourced. For direct comparisons, each yarn sample, both in warp and weft, was interlaced into a woven fabric, employing CCI single-end warping, single-end sizing, and rapier loom. The details of the samples are provided in Table 1. Fabric samples were subsequently dyed in a Pyrotec³ 2000 (Advanced Dyeing Solutions Limited) laboratory dyeing machine. For ease of identification and to observe any cross-contamination, the PET and cotton fabrics were dyed in black and red color, respectively. PET fabrics were disperse dyed in 4% OMF (on the mass of fabric) in a 1% solution of Depth Erasil Black W NS dye, 10:1 liquor ratio, and 0.5% Ufoxane dispersing agent. The dyeing was performed at 125°C for 60 minutes. After dyeing, a reduction clearing process was performed in sodium dithionite solution (1 g/100 mL) at 70°C for 30 minutes. Cotton fabrics were reactive dyed in a 1% solution of 3% OMF Procion Red HE3B dye, 10:1 liquor ratio, and 80 g/L sodium chloride. The pot was heated at 80°C for 30 minutes before adding sodium carbonate (20 g/L) and further dyed for 60 minutes. The soaping (1% Hostapal solution) was performed at 100°C for 30 minutes.
Yarn and fabric specifications
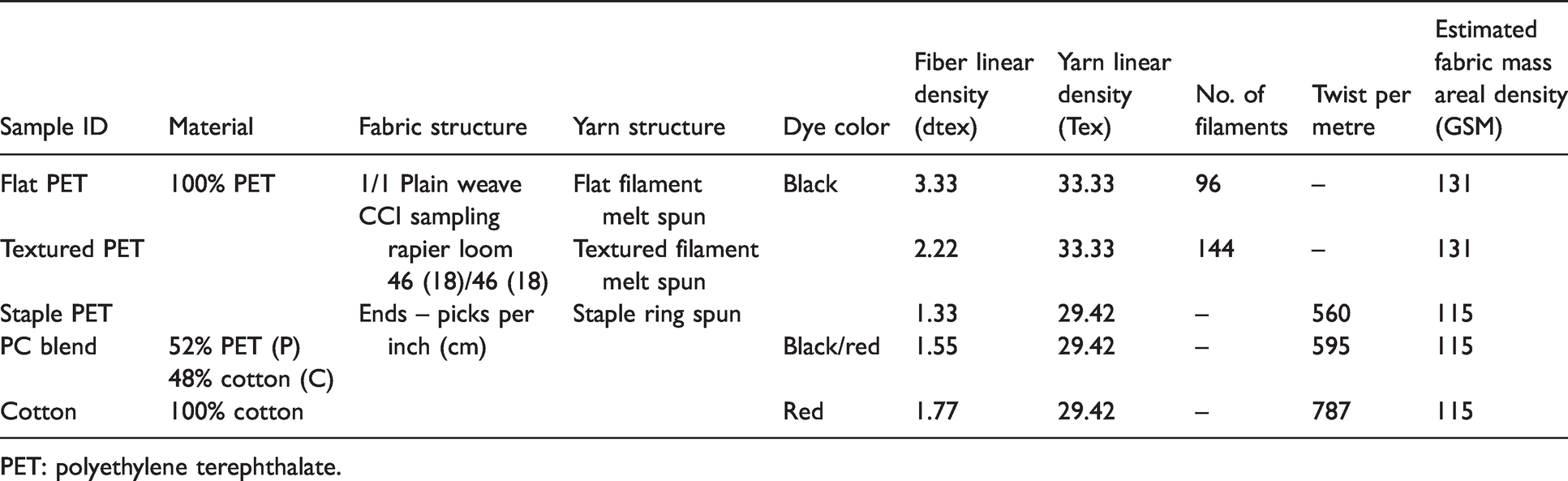
PET: polyethylene terephthalate.
Quantification of FF release
Standardized laboratory laundry equipment (SLE; Gyrowash, James Heal) along with a filtration assembly (glass vacuum filtration holder for 47/50 mm membrane filter, 1 litre bottle with glass frit filter support, Sartorius) and a micro-balance (Mettler Toledo AE160) were used for the quantification of FFs. SLE equipment is commonly employed in textile laboratories for color fastness to washing testing (ISO105-C06). SLE has been widely used for FF quantification.13,15,25,29 Hence a SLE-based method described by Taylor 30 and Tiffin et al. 31 was employed in the current work. The approach was modified to include detergent for realistic washing conditions. The preliminary results demonstrated a higher FF release with the introduction of detergent. Each dyed fabric specimen was cut to a size of 260 mm × 130 mm, and fabric edges were overlocked with an industrial overlocker sewing machine using 100% blue polyester spun yarn. The specimens were conditioned for 18 hours, as per BS EN ISO 139:2005, prior to washing using SLE. The distilled water (360 ml) was poured into each stainless steel canister, along with 50 stainless steel ball bearings of 6 mm diameter. The addition of balls enhanced the mechanical stresses during the washing procedure representing at least five domestic washes. 29 The samples were repeatedly washed five times. The conditioned specimens and detergent solution (50 mL/1.8 kg as per the American Association of Textile Chemists and Colorists) 32 were introduced in the canisters and washed for 60 minutes at 40°C. This approach30,31 was adapted in the current work as the use of detergent during laundering is vital to mimic realistic washing conditions. The preliminary work demonstrated the clogging of filters by powder detergents14,29 or the build-up of detergent cakes.15,27 In line with studies by Browne et al. 14 and Jönsson et al., 29 a commercially available non-bio liquid detergent was employed (Supplementary Table 1).
Once the washing cycle was completed, the effluent was collected in a beaker while capturing the sample and the ball bearings with an open mesh. A pair of tweezers was used to remove excess water, and the detergent foam was removed by rinsing the sample in distilled water. The steel balls, open mesh, beakers, and tweezers were rinsed three times. All recovered effluent was then collected in a single beaker for subsequent filtration. The fabric specimen was left for drying in a hot air oven for a minimum of 4 hours at 70°C and then conditioned again for the next washing cycle. The beaker and glass funnel were also rinsed three times, and the effluent was filtered using a binder-free glass fiber filter (1.6 µm mean pore size; Sigma Aldrich). The filter was placed in a hot air oven for a minimum of 6 hours at 50°C. Thereafter, filters were conditioned for 4 hours and re-weighed to determine the increase in filter mass using a precision balance (Mettler Toledo AE160, resolution of 0.00001 g). The testing order was randomized to minimize the chances of systematic error. Protective gloves and a white laboratory coat were used to avoid/identify any cross-contamination during the process.
FF length distribution
The conditioned filters from the first and fifth washing cycle were imaged using a light microscope (M205C), and FFs were directly tracked with the aid of Image Pro 7 (Media Cybernetics Inc.). For the first cycle, two pictures from each filter were taken using the same magnification. In total, six images were analyzsed for each sample. For the fifth cycle, the number of images was increased or decreased depending on the recovered FF mass, so the number of fibers counted from different filters was similar. Due to the presence of longer fibers in the fifth cycle, additional images were also taken at lower magnification. The tracking of the fibers included consideration of the following conditions:
The FFs with both fiber ends and full path within the image boundary were measured. Any object with a length to diameter ratio of less than 5:1 was ignored. The fibers were color coded (black: PET; red: cotton; blue: sewing thread; pink: common contaminant; others: any other contaminants).
Testing and characterization
The twist in yarns was measured by ASTM D1422. Despite comparative yarn linear density and fabric structures, the varying twist level was likely to impact the release of FFs. Scanning electron microscopy (Jeol JSM-6610, Japan) was performed to analyze the filter, fabric, and yarn before and after washing cycles. The specimens were sputter-coated with a 60 μm gold layer (Quorum Q150 RS). ImagePro (Media Cybernetics) was used for image processing.
Quality assurance and quality control
Twelve blank runs (Supplementary Table 2) were conducted by the afore-mentioned procedure without any fabric specimen to quantify any contaminants. As expected, a small proportion of contaminants was collected during the blank runs (0.08 mg ± 0.24 mg). Furthermore, the testing order was randomized to minimize the chances of systematic error. Protective gloves and a white laboratory coat were used to avoid sample contamination during the process.
All the laundry effluent was filtered. The manual tracking of individual fibers on the filter was used to plot fiber length distribution. The randomized images from the filter were selected for this purpose as representative subsamples, because of the time-consuming nature of this method. On average, this results in counting 1100–1200 fiber fragments per sample for the first and fifth cycles. A semi-automatic or automatic approach was discarded because fibers overlapping can mislead the results. 15 The minimum detection limit on a fiber length was determined to be 10 µm. This corresponds to the minimum required length to diameter ratio of 5:1 established in the methodology and allowed by the selected magnification of the light microscopy. Finally, for gravimetric measurements, the sensitivity of the balance corresponds to 0.00001 mg.
Results
Mass of released FFs
The results obtained after each of the five washing cycles for each fabric sample are illustrated in Figure 1. Analysis of variance (ANOVA) tests were performed to study the amount of FFs released per cycle and per textile sample. For all samples, there was a statistically significant difference (P < 0.05) between FFs shed during the first washing cycle compared to subsequent washing cycles. 2 – 5 This is consistent with previous studies.8,9,13,25,33
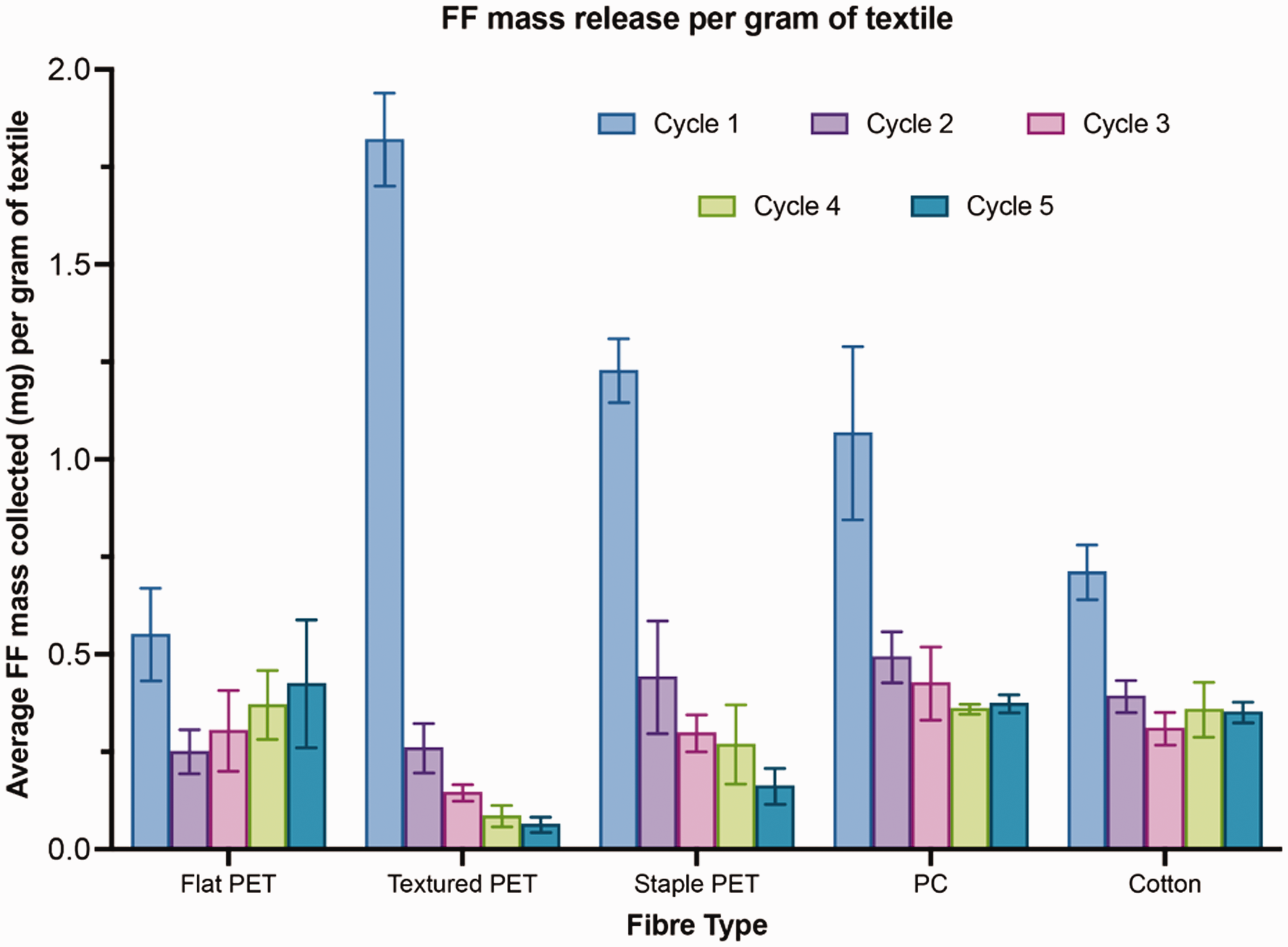
Average fragmented fiber (FF) mass recovered from wash effluent throughout washing cycles per gram of textile.
Findings of FFs shed from PET flat filament present two main differences with the rest of the samples. First, while a statistically significant difference between the mass recovered after the first and second cycle was observed, this was not repeated for the rest of the cycles (third to fifth), as compared to the first washing cycle. Second, there was an increasing tendency in FF mass recovered with an increasing number of cycles. This is in contrast to the tendency observed in the rest of the samples. Fabrics containing only PET followed a noticeable decreasing tendency. At the same time, the subsequent washing cycles for cotton and polyester/cotton (PC) blend showed a consistent amount of FF shedding.
Findings from PC blend samples demonstrated the impact of the intimate blending of the materials on fiber shedding. Even though the PC blend sample was 52:48 (PET:cotton), the results of the FF release profile were similar to the 100% cotton sample (Figure 1). This was further reinforced by FF length distribution data for PC blend fabric, in which the proportion of cotton FFs released was much higher than the PET component (see also Figure 4).
Number and length distribution of released FFs
The current study tracked the length of FFs from 10 µm to 5000 µm. In the existing literature, Hernandez et al. 15 reported the length profile of FF from 40 µm to 1500 µm, and Zambrano et al. 13 reported 200–2750 µm. The novel data with a much wider range of the length profile of FFs could be helpful for researchers working on the toxicological impact of microplastics/FFs to establish/study the correlations between sources and sinks of microplastics/FFs. Furthermore, it would also inform the development of any mitigation approaches to collect the released FFs or engineer new textiles that limit FF release at the source.
A total of 6219 and 5627 FFs was measured for the first and fifth cycles, respectively (Supplementary Table 3). A summary of the FF length distribution is shown in a box plot in Figure 2. In all samples, the FF mean length is less in the first washing cycle. The repeated laundering increases the average FF length in agreement with Cai et al. 33 The length profiles of the FFs collected after the first and fifth washing cycles are plotted in Figure 3. This reveals that shed FF length distribution changes with repeated washing cycles. On average, across all fabrics, the first and fifth cycle results in 91% and 80% of FFs less than 1 mm, respectively. These findings are in line with those of Zambrano et al. 13 and Hernandez et al. 15
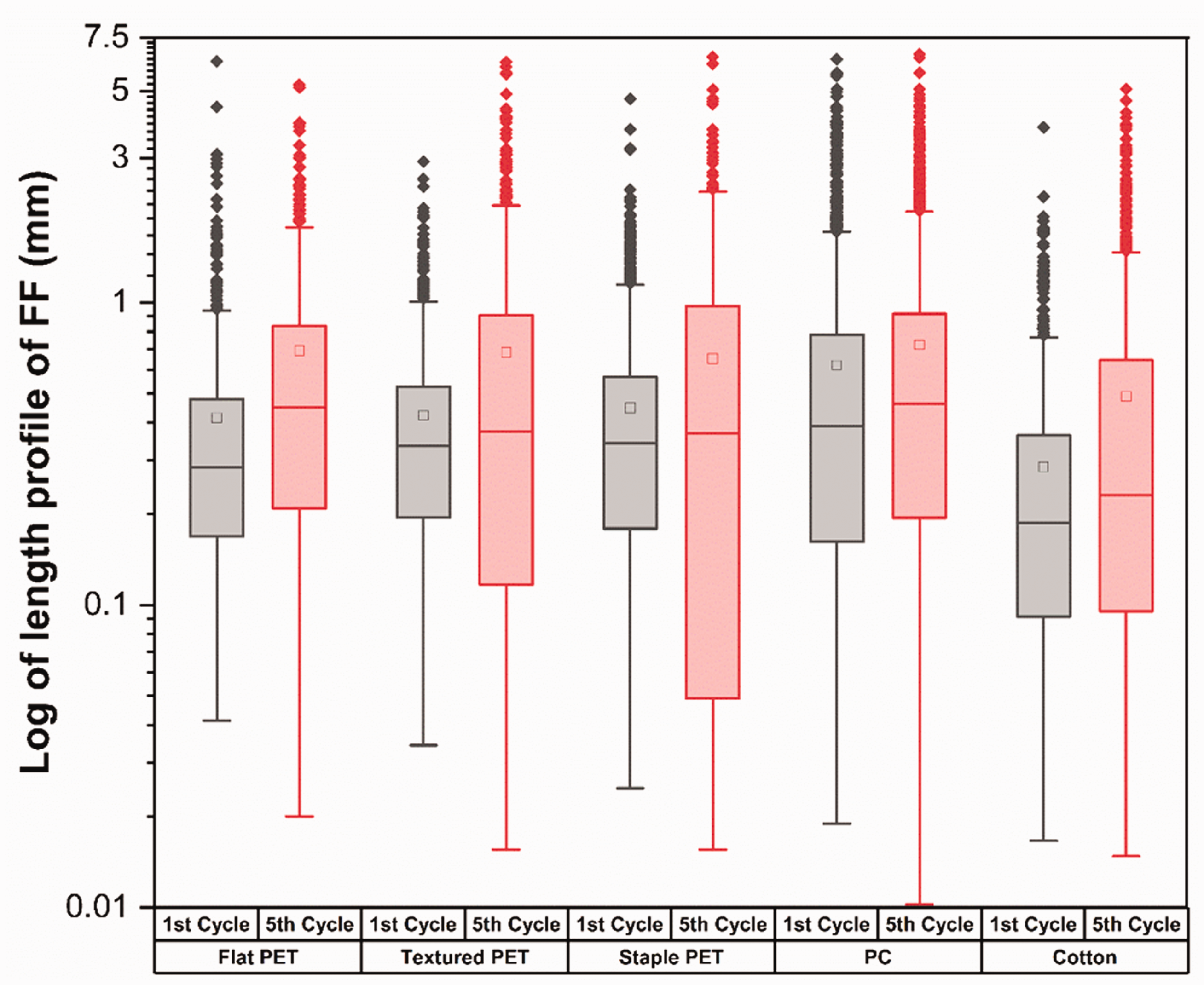
Comparison of fragmented fiber (FF) length distribution profile after washing cycles 1 and 5.
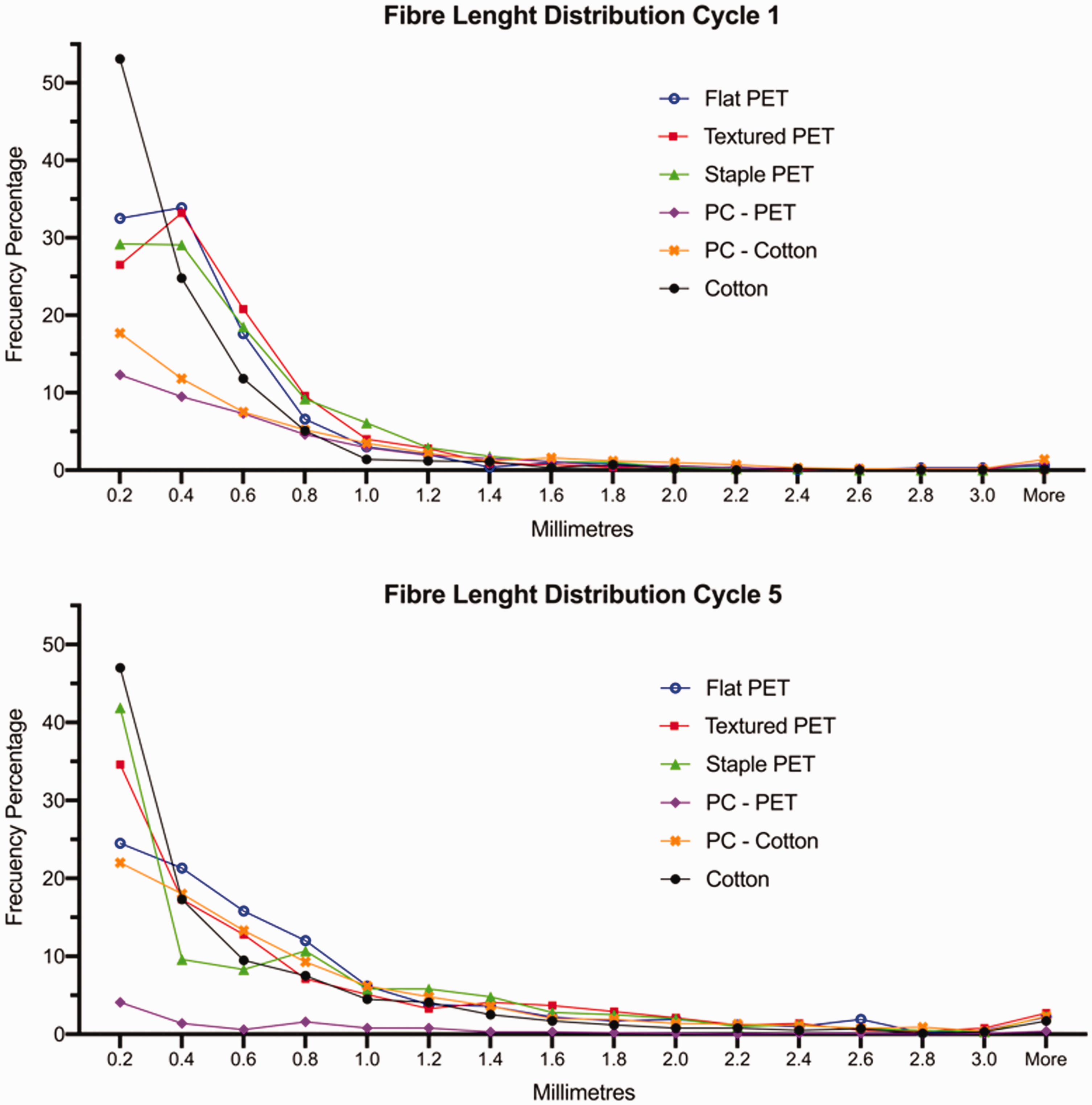
Fiber length distribution in millimetres for cycle 1 and cycle 5.
The FF length profile after the first and fifth washing cycle displayed different behavior according to the fiber type and the yarn structure. Figure 4 plots the FF length profile of PC blended fabric for both washing cycles. While the first cycle results showed a comparable proportion of FFs released from both fibers, a notable difference was demonstrated in the fifth cycle. Repeated washing significantly reduced the proportion of PET FF shedding. In the fifth cycle, the mean FF length increased for every sample except for PET in PC blended samples. Hence the length of FF was influenced not only by the material but also by the yarn microstructure.
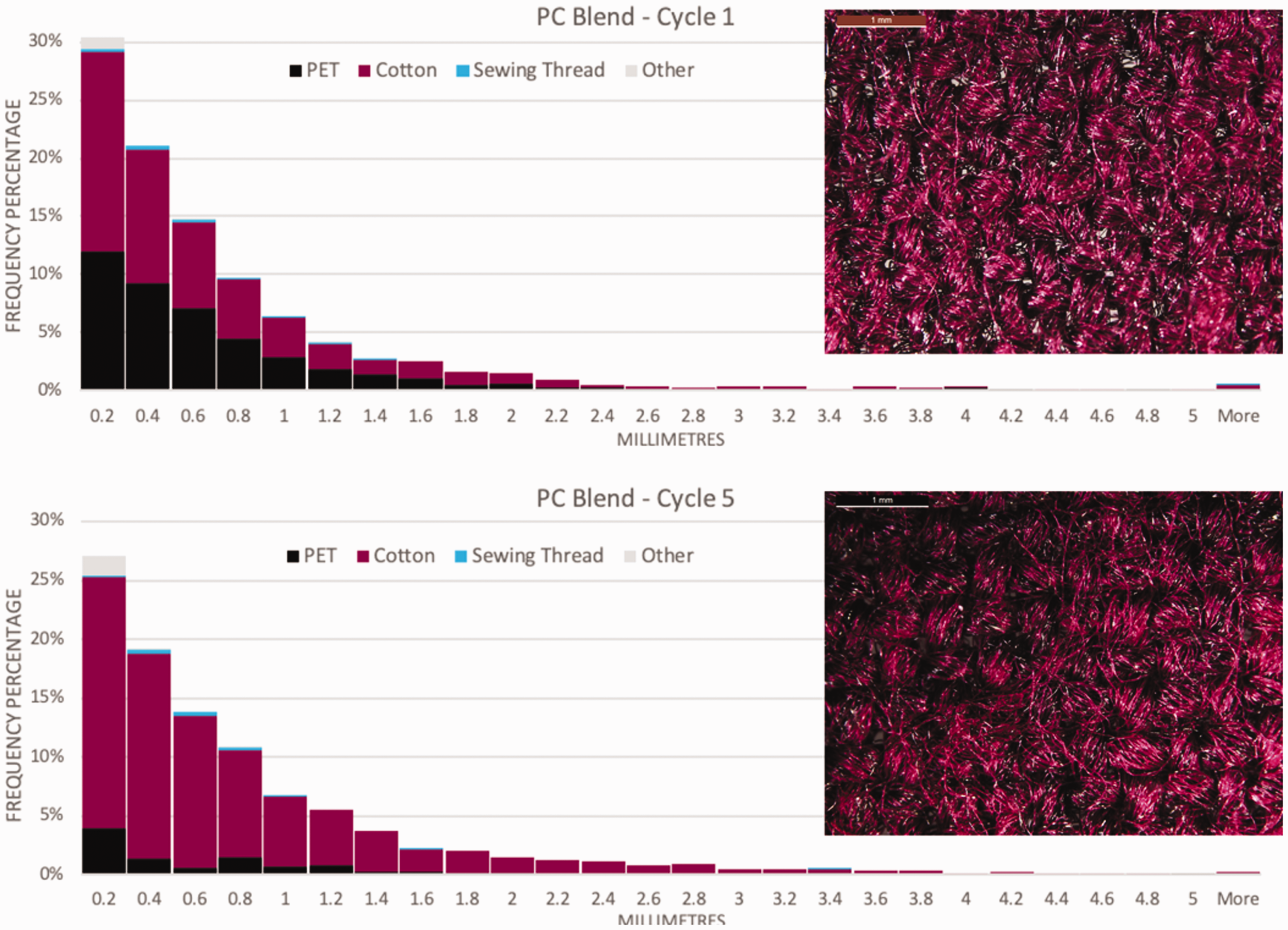
Fragmented fiber length distribution for polyester/cotton (PC) blend – cycles 1 and 5. In detail: surface of PC blend fabric after the first and fifth washing cycle.
During the tracking of FFs, the data on the color of each tracked FF were also collected (complete color tracking of fibers can be seen in Supplementary Figure 1). The data show that the majority (85% average) of collected FFs were from fibers under study. A high percentage of FFs that consistently appear in all samples were originated from the sewing thread and labelled in color blue. Depending on the structure of the yarns in fabrics, the percentage of blue FF changed. For instance, in staple fabrics, they represented 3% or less, but increased up to 15% in filament samples. The mean percentage of sewing thread mass over fabric sample was 3.3% (calculated from Coats Group). 34 While this agrees with the percentage collected from staple yarn samples, the filament yarns presented about five times the average. The action of the needle during sewing is known to cause fiber damage. 35 This was more pronounced in the filament samples in which the fabric cover area was higher than staples, and the action of filament yarns may impact the sewing thread breakage. The presence of indoor air-borne FFs is well established, 28 and the presence of other contamination can be associated with airborne FFs. As the work was performed in a textile laboratory, the likelihood of airborne FFs was higher. The high percentage of pink FFs can be linked to other ongoing work in the laboratory.
The number of FFs shed per gram of textile was estimated by considering the fiber linear density and the average length of FFs released by each textile sample (Figure 2), and it is shown in Supplementary Table 4. For comparison with other studies, the results in Supplementary Table 4 are reported in the percentage of the mass of released FFs, the number of FFs per gram and the number of FFs per 6 kg (representative laundry load) for washing cycles 1 and 5. The number of FFs shed for the fifth wash cycle calculated after a 6 kg laundry load were: flat PET 1.09 × 107, textured PET 2.64 × 106, staple PET 1.26 × 107, PC blend 2.05 × 107, and cotton 2.47 × 107. The reported results for the fifth cycle were significantly lower than those corresponding to the first cycle (Supplementary Table 4). However, it is pertinent to know the material and structural variables as different textiles lead to a different amount of released FFs. In particular, due to the inherent structural characteristics, fleece fabrics tend to release a much higher amount of FFs compared to typical woven/knitted textile structures. These results may be compared with published data per 6 kg of laundry (Supplementary Table 5). The results reported in Napper and Thompson 8 indicated around 7 × 105 of acrylic fibers, while PET and PC blend release 5 × 105 and 1.38 × 105 FFs, respectively. Pirc et al. 9 reported 1.35 × 105 FFs. De Falco et al. 11 reported 4.2 × 106 FFs from a polyester filament woven sample. Sillanpää and Sainio 36 calculated PET 2.23 × 105 and cotton 9.73 × 105 FFs per washing effluent. Other authors have estimated the released number of FFs by fabric area. Carney Almroth et al. 25 documented 1.1 × 105 and Browne et al. 14 reported 1.9 × 103 for PET FFs per square metre. Compared to these results, the estimated number of PET FFs per square metre was flat PET 2.96 × 105, textured PET 7.92 × 104, and staple PET 2.89 × 105 (Supplementary Table 5). This indicates a much higher number of FFs than cited publications. However, direct comparisons are limited in the absence of textile material and structural details; and FF quantification methods are also not directly comparable.
Discussion
Mass of released FFs
The higher increase in the first wash compared to subsequent washes (second to fifth) in all fibers may be associated with the pre-existing fiber damage due to mechanical and chemical stresses that fibers undergo during yarn spinning, fabric manufacturing, and coloration processes, as reported in Cai et al. 33 Fibers and yarns are subjected to fiber–fiber and fiber–metal friction during textile manufacturing. 37 It is estimated that a single fiber may undergo over 10 million contacts with metallic parts during yarn spinning. 38 The loading and unloading effect, as well as vibrating and oscillating forces during the circulation flow in the spinning process, are responsible for fiber damage in the form of fiber fragmentation and the creation of short fibers (fibers smaller than 12.7 mm in the context of textile processing). 37 These short fibers will be embedded in the yarn during spinning and may travel from the core to the surface of the yarn by fiber migration.39,40 They are likely to be released during laundry due to the massive viscous forces that fibers are subjected to. 41 Findings show a continuous shedding of FFs from all samples. This reinforces the hypothesis that FFs are continuously released during the service life of textile articles. Existing fiber damage comes from manufacturing, hydrodynamic forces, metal–fabric abrasion forces between steel balls and fabric, the presence of water and detergent, and temperature causes shedding of FFs during subsequent washing cycles provoked by fiber damage.
Except for PET flat filament, all samples demonstrated a decrease in the release of FFs with an increasing number of washing cycles. The difference between staple and filament surfaces can be seen in Figure 5. Although both flat and textured samples (Table 1) are made from PET filaments, they exhibit different behavior in repeated washing cycles. This can be attributed to the difference in yarn structure after texturizing the yarn. The yarn architecture’s impact on fiber fatigue can explain the increase of flat filament FF shedding over repeated washing cycles and the difference in the behavior compared to the textured filament. Flat filament yarn, used in this study, is formed from coarser individual monofilaments resulting in higher bending rigidity. The bending stiffness is linearly proportional to Young’s modulus of the fiber and increases as a function of the fourth power of fiber diameter. 42 Comparatively, the higher rigidity of the flat sample results in its reduced ability to absorb the effect of mechanical impact.
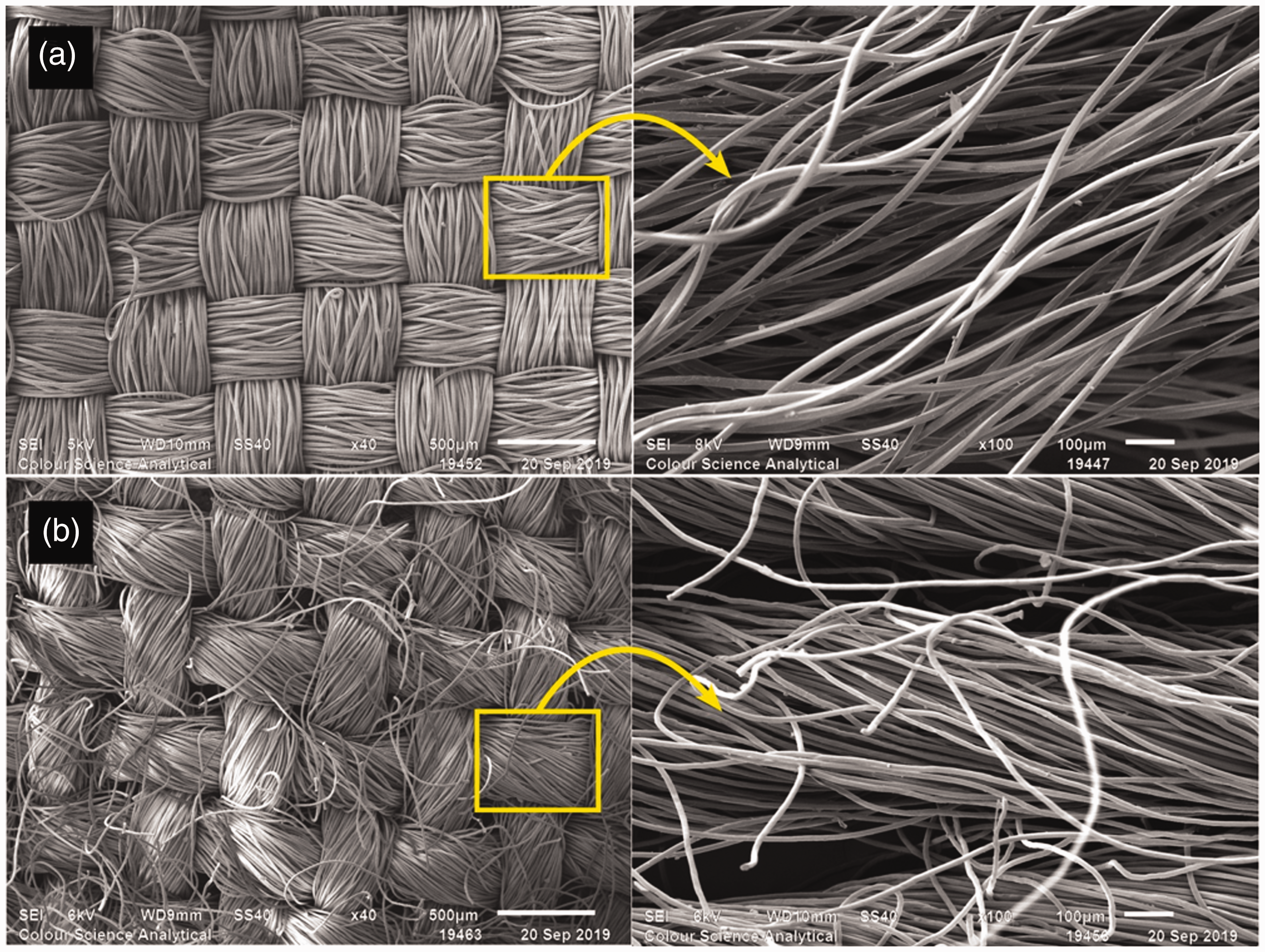
Scanning electron microscopy of the surface of (a) flat filament polyethylene terephthalate (PET) fabric; and (b) staple PET fabric. Both illustrate a close-up to the yarn surface.
Zambrano et al. 13 associated FF shedding with the ease of releasing fiber debris at an early stage of pill formation. However, filament fabrics lack hairiness which is fundamental to pill formation. In addition, this phenomenon was not observed by De Falco et al. 27 Moreover, molecular structure, material type and properties, and external factors including applied force, physical, chemical, and environmental exposure are essential for the fundamental understanding of the generation of FFs. Hence further work is required to elucidate the mechanisms of dynamic FF release from textile structures.
The comparison of three staple yarn samples considers different material configurations in the yarns and different levels of twist. For staple fiber yarns, the hairiness of yarns is likely to cause fiber breakage because fiber endings are exposed during abrasion.11,25,43 The twist level is set to play a part when laundry processes are carried out, as it affects the inter-fiber spaces and exposed surface area of fibers in yarns. Previous studies have reported that a high level of yarn twist reduces the release of FFs. 11 The amount of twist in staple PET and PC blend samples is comparable, but the cotton yarns have a nearly 30% higher twist level (Table 1). This may explain the low levels of FFs released from cotton samples against those shed from staple PET during the first cycle. Moreover, cotton fiber is hygroscopic, and in wet form its strength is increased by an enhanced hydrogen bonding. 44
The subsequent washing cycles for cotton and PC blend show a consistent amount of FF shedding and a similar release profile. The statistical steady-state release of fibers can be observed after the second wash for both PC and cotton samples. ANOVA results show no significant difference between the cycles (second to fifth) except for the first washing cycle compared with the subsequent washes. The intimate blending of hygroscopic (cotton) and hydrophobic (PET) fibers affects the yarn structure and its interaction with water. The comparatively higher release of the PC blend sample can also be associated with a higher release of cotton FFs at a low level of twist compared to that of 100% cotton staple. This result is reinforced by studying the higher proportion of cotton over PET in the length distribution profile of the PC blend sample. The increase in temperature and presence of water during washing cycles causes the cotton to swell, and migration of fibrous debris from the interior to the yarn surface may be supported by these conditions.11,45
Moreover, the cotton fiber length variation in the yarn is important to consider. Cotton yarns naturally possess a wide range of length distribution with a higher amount of short fibers than PET. 46 Hence these short fibers can have a greater tendency to escape the yarn structure during subsequent washes. 27 The yarn spinning process also results in some degree of fiber damage. 46 Finally, it should be noted that cotton fibers fibrillate during washing, suggesting that abrasion in wet conditions results in fibrillation and greater material breakdown.45,47 Although cotton is a natural fiber, the degradation of natural polymers in aquatic environments, sinks for FFs, may have hazardous consequences. 7 The staple PET shows a decrease in the release of FFs with an increasing number of cycles, which can be attributed to the higher strength of the PET yarn resulting in minor fiber damage and consequently low generation and release of the FFs.
Length distribution of released FFs
The difference in FF length between the first and fifth cycles may be affected by manufacturing processes. The yarn spinning and weaving processes are carried out in a dry state, while mechanical stresses during laundry are in a wet state. In washing processes, the fibers are subjected to a variety of tensile, bending, and compression forces that could contribute to having a larger size after the fifth wash.
In addition, the difference in size for the first and fifth washing cycles displayed per fiber type and yarn structure confirms the effect of textile structure in FF shedding. The study of PC blend length for both cycles demonstrates that the material blend affects the yarn microstructure. The higher release of cotton FFs over PET is attributed to the preferential positioning of the PET and cotton fibers in the PC yarn cross-section. This consequently affects the released FFs from different constituent fibers. Cotton exhibits higher bending and torsional rigidity than polyester. 48 In blended spun yarn, because of the differences in the properties of component fibers, cotton fiber may preferentially migrate to the periphery of the yarn, with PET fibers predominantly in the core due to the action of twist. 49 Figure 4 shows in detail the surface of PC fabric from the first and fifth cycle displaying dominant red color (i.e. cotton fiber), which indicates that the preferential position of the fiber in the yarn structure is likely to impact the release of FFs.
Conclusions
The key fiber types and yarn structures were employed to produce dyed woven textiles, which were subjected to simulated washing conditions to quantify and profile (10–5000 μm length and color) released FFs. The samples were manufactured in controlled laboratory conditions for a direct comparison of the fabrics. It was found that yarn structure and material composition impacted both the number of released FFs and the fiber length distribution profile. All samples except flat PET showed a decrease in FFs shed through the repeated washing cycles. The critical reasons for the release of FFs are linked to the manufacturing and care of textiles. The mechanical and chemical stresses during manufacturing processes (including yarn texturization) promote FF creation, which is more likely to release during the first washing cycle.
Regarding the length distribution profile, all samples released longer FFs after repeated laundry processes. The intimate blend of the PET and cotton fibers alters the quantity and dimensions of FFs in comparison with single fiber material samples due to the preferential positioning of the constituent fibers in the yarn microstructure. The study provides robust data with detailed information about fiber and yarn parameters and employs a robust approach to quantify the amount of released FFs. The released FF estimates per gram of textile are flat PET 1811, textured PET 440, staple PET 2101, PC blend 3420, and cotton 4111. The present study differs because it analyzes the most intrinsic elements of textiles, the yarn structure and the fiber type. The control in the manufacture of the samples and yarn structures limits the analyzed variables for a mechanistic understanding of FF release. The ongoing work would create a fundamental understanding of the underlying reasons for FF generation and release.
Supplemental Material
sj-pdf-1-trj-10.1177_00405175221090971 - Supplemental material for Fragmented fiber pollution from common textile materials and structures during laundry
Supplemental material, sj-pdf-1-trj-10.1177_00405175221090971 for Fragmented fiber pollution from common textile materials and structures during laundry by Alma V Palacios-Marín, Abdul Jabbar and Muhammad Tausif in Textile Research Journal
Footnotes
Author Note
Abdul Jabbar is also affiliated from School of Design, University of Leeds, Leeds, UK.
Declaration of conflicting interests
The author(s) have no conflicts of interest to declare.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: AVPM received a studentship awarded by the Mexican Council of Science and Technology (CONACyT studentship no. 900969) for study at the University of Leeds. STOP fibrous microplastic pollution from textiles by elucidating fibre damage and manufacturing novel textiles funded by Engineering and Physical Sciences Research Council (EP/T024542/1), UK Research and Innovation.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.