
Abstract
Sub-microfibers are polymer filaments less than 1 µm in diameter that can be fabricated into highly flexible materials with a large specific surface area. They are often produced by solvent or melt electrospinning. The former is a scalable process that produces thinner fibers but requires hazardous solvents, whereas the latter is more environmentally sustainable due to the absence of solvents but is more challenging to scale up. Here we investigated the manufacturing of biobased polylactic acid (PLA) sub-microfibers by melt electrospinning using a single-nozzle laboratory-scale device and a novel 600-nozzle pilot-scale device combined with conductive and viscosity-reducing additives: sodium stearate (NaSt), sodium chloride (NaCl) and a polyester-based plasticizer. We determined the effect of different additive concentrations on fiber diameter, thermal properties, polymer degradation, and fiber deposition. At the laboratory scale, the minimum average fiber diameter (16.44 µm) was accomplished by adding 2% (w/w) NaCl, but a stable spinning process was not achieved and the plasticizer did not reduce the melt viscosity. NaSt was the most effective additive in terms of adapting the material properties of PLA for melt electrospinning, but extensive polymer degradation occurred at higher temperatures and with higher concentrations of the additive. At the pilot-scale, the minimum average fiber diameter (3.77 µm) was achieved by adding 6% (w/w) NaSt, with a spinneret temperature of 195℃ and a spin pump speed of 0.5 rpm (0.16 cm3), without further improvements such as the integration of a heating chamber. The smallest single-fiber diameter (1.23 µm) was achieved under the same conditions but using a spin pump speed of 2 rpm. The scaled-up melt-electrospinning device therefore offers significant potential for the production of biobased sub-microfibers, bridging the gap between laboratory-scale and pilot-scale manufacturing.
Sub-microfibers are filamentous structures with diameters below the microscale range. This confers unique material properties, such as high flexibility and an enormous specific surface area, making such materials suitable for applications in diverse fields including medicine,1–5 energy and electronics,6,7 filtration and separation,8,9 and the manufacture of textiles.10,11 Electrospinning has attracted much attention as an efficient method for the fabrication of sub-microfibers because it is simple and inexpensive.12–15 During the fabrication process, a polymer fluid is stretched by electrostatic attraction in the presence of an external static electric field and is deposited on a collector as fine fiber web. 11 Two forms of this method are distinguished: solvent electrospinning, where the polymer is initially mixed with a solvent that subsequently evaporates to produce the fibers, and melt electrospinning, where molten polymer is initially held at a high temperature and cools to produce the fibers. 12 Solvent electrospinning is used more widely because it produces thinner fibers and is more scalable, but it often requires toxic solvents. For example, sub-microfibers from polylactic acid (PLA), an environmentally friendly and biodegradable polymer, are usually prepared by solvent electrospinning using dichloromethane, chloroform or N,N-dimethylformamide. 16 The presence of these solvents adds an expensive recovery step to the manufacturing process, 17 and the potential carryover of toxic solvents into the final product raises an additional risk for biomedical applications.18,19 It is therefore desirable to improve melt-electrospinning technology, aiming to reduce the fiber diameter by overcoming limitations caused by the high temperature, high viscosity and/or low conductivity of the polymer melt compared with the dissolved polymers used in solution electrospinning.20–22 Another key challenge is the scalability of melt electrospinning, which is currently insufficient for the industrial production of sub-mircofibers. 12 The devices used for melt electrospinning have undergone incremental improvements, and recent innovations such as needleless and multiple-needle configurations have provided a roadmap to overcome the low flow rate (typically in the µg/h range) and thus increase fiber productivity. 12 Prototypes with umbellate nozzles containing 60 spinnerets can achieve maximum product deposition rates of ∼36 g/h.23,24 Until recently, the largest multi-needle configuration was a device with 64 nozzles, 25 but our latest prototype features 600 nozzles and therefore provides the basis for pilot-scale melt electrospinning.26,27
The manufacture of fibers in the lower micrometer and sub-micrometer range has been achieved with various polymers, including polyethylene, polypropylene, polycaprolactone, polyurethane, PLA and poly(glycolide-co-lactide),20,28–33 combined with diverse melt-electrospinning configurations (but predominantly single-fiber devices). Thinner fibers require further modifications, such as the integration of an additional gas stream. 34 Moreover, additives such as sodium oleate, sodium chloride (NaCl), sodium stearate (NaSt) and plasticizers have been used in previous studies to modify the melt properties of polymers, producing thinner fibers compared with additive-free production.12,21,25,35 In addition to the need for polymer modification to obtain higher conductivity and lower viscosity, salts are also used as pore-forming agents in the manufacture of scaffolds with increased surface roughness to improve cell adhesion, thereby demonstrating a potential for using melt-electrospinning materials in medical applications.36,37
Development status of PLA used for melt electrospinning and corresponding fiber diameters
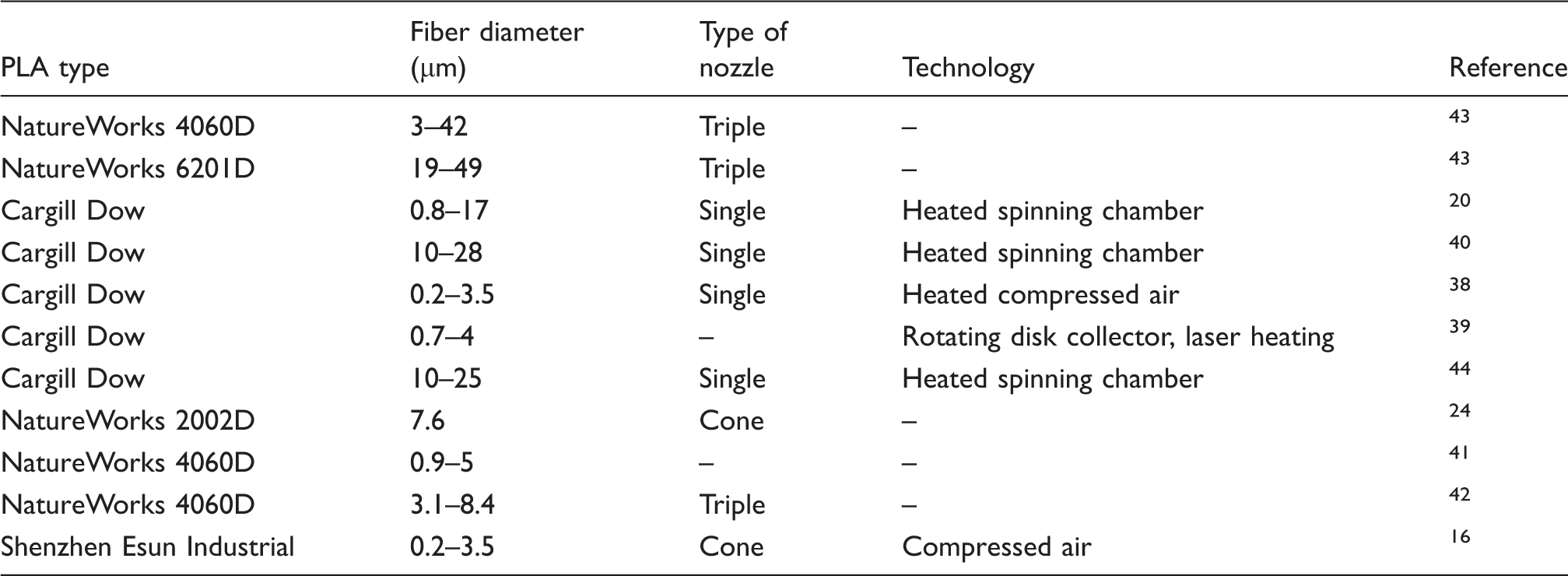
Here we set out to fabricate PLA-based sub-microfibers using our 600-nozzle pilot-scale melt-electrospinning device with conductive and viscosity-reducing additives to learn more about the impact of such additives on multi-nozzle electrospinning in the context of industrial production. The spinning trials were carried out without post-heating or additional air flow, which are typically used with smaller-scale devices (Table 1), so that system-specific adaptations could be introduced if necessary. Material pre-selection and additive testing were carried out using a conventional single-nozzle melt-electrospinning device before the results were transferred to the pilot-scale setting, allowing the comparison of production methods at scale. We investigated the influence of polymer melt viscosity and different concentrations of additives on the fiber diameter, and the effect of different process parameters on the thermal properties of the polymer and its susceptibility to degradation.
Experimental
Materials
Properties of additives used in our melt-electrospinning experiments

All materials were vacuum dried at 60℃ for 12 h before compounding, and were processed using a ZSK 18 MEGAlab twin-screw extruder (Coperion, Stuttgart, Germany). The temperature of the nine individual heating zones was set to 130–210℃. The materials were compounded at a screw rotation speed of 250 rpm. PLA compounds were produced containing 2%, 4%, 6% and 8% (w/w) NaSt, 2%, 4%, 6% and 8% (w/w) NaCl, and 2%, 4% and 6% (w/w) PES. The extruded string was granulated using an SP 500 HD strand granulator (Coperion).
Characterization of polymer compounds
Rheological characterization of the materials, focusing on the frequency-dependent complex viscosity G*, was performed using a Discovery HR1 hybrid rheometer (TA Instruments, New Castle, USA). We carried out two frequency sweeps, the first from 628 to 10 rad/s and the second from 100 to 0.1 rad/s. For all experiments, we used a 25-mm plate-to-plate geometry. The gap distance was set to 1000 µm, and the strain amplitude and environment temperature were maintained at 1% and 200℃, respectively. To improve the comparability of the results, the viscosity of the different compounds is presented at the same frequency of 10 rad/s. The rheological investigation was performed on both virgin and compounded material, both of which were subjected to the same physical compounding procedure in order to ensure the thermal influence was the same for all samples.
Differential scanning calorimetry (DSC) was carried out using a Q2000 device (TA Instruments), focusing on changes to the glass transition and melting temperatures caused by the presence of additives. Pre-dried samples of 3–5 mg were tested by increasing the starting temperature of 30℃ at a rate of 10℃/min under nitrogen at a flow rate of 50 ml/min until the temperature reached 250℃. Data were visualized using Universal Analysis Software (TA Instruments).
Thermogravimetric analysis (TGA) was carried out using a Q5000 device (TA Instruments). The samples (10–15 mg) were heated at a constant rate of 10℃/min under nitrogen at a flow rate of 50 ml/min until the temperature reached 700℃. In any case the DSC and TGA measurement was repeated three times. The initial temperature of degradation and the weight share at 200℃ were determined, and thermogravimetric curves were plotted using Universal Analysis Software.
The TGA tests did not incorporate a time factor (more specifically, a dwell time) during the melt-electrospinning process, so we investigated the degradation of the polymers after compounding and rheological characterization to determine the influence of prolonged exposure to a temperature of 200℃. The tests were carried out by gel permeation chromatography (GPC) using a 1260 Infinity GPC/SEC System (Aligent Technologies, Santa Clara, USA) with hexafluor-2-isopropanol (HFIP) containing 0.19% sodium trifluoroacetate as the mobile phase, flowing at a rate of 0.33 ml/min. The polymer sample (5 mg) was dissolved in HFIP for 2 h before injection into a PFG combination medium column with 7 µm particle size (Polymer Standards Service, Mainz, Germany). The relative molecular weight and polydispersity were determined using refractive index detectors following calibration with a polymethacrylate standard (1.0 × 105 g/mol).
Melt-electrospinning equipment
To evaluate the general processability of the PLA compounds and their fiber formation characteristics, we used an in-house laboratory-scale single-fiber melt-electrospinning device with five major components: temperature controller, high-voltage power supply, heating elements, syringe pump, and collector (Figure 1). The device was fitted with JCS-33A temperature process controllers (Shinko Technos, Osaka, Japan) and PT 100 platinum thermocouples (Omega Engineering, Deckenpfron, Germany) to control the melting temperature. The temperature was set to 190℃ for the NaSt compounds and 250℃ for the PES and NaCl compounds. We used a KNH65 high-voltage generator (Eltex-Elektrostatik, Weil am Rhein, Germany) with a voltage range of 6–60 kV. During the melt-electrospinning experiments, the voltage was kept constant at 50 kV for the single-fiber device. A positive voltage was applied to the collector while grounding the spinneret. A flat aluminum plate (6 cm) was used as a collector. The distance between the spinneret and collector was set at 10 cm for all tests. An 11 Plus spin pump (Harvard Apparatus, Cambridge, USA) was used with a constant delivery rate of 4 ml/h. The spinneret was constructed from a 2-ml glass syringe (Poulten & Graf, Wertheim, Germany) with a nozzle orifice of 1 mm.
Single-fiber melt-electrospinning setup.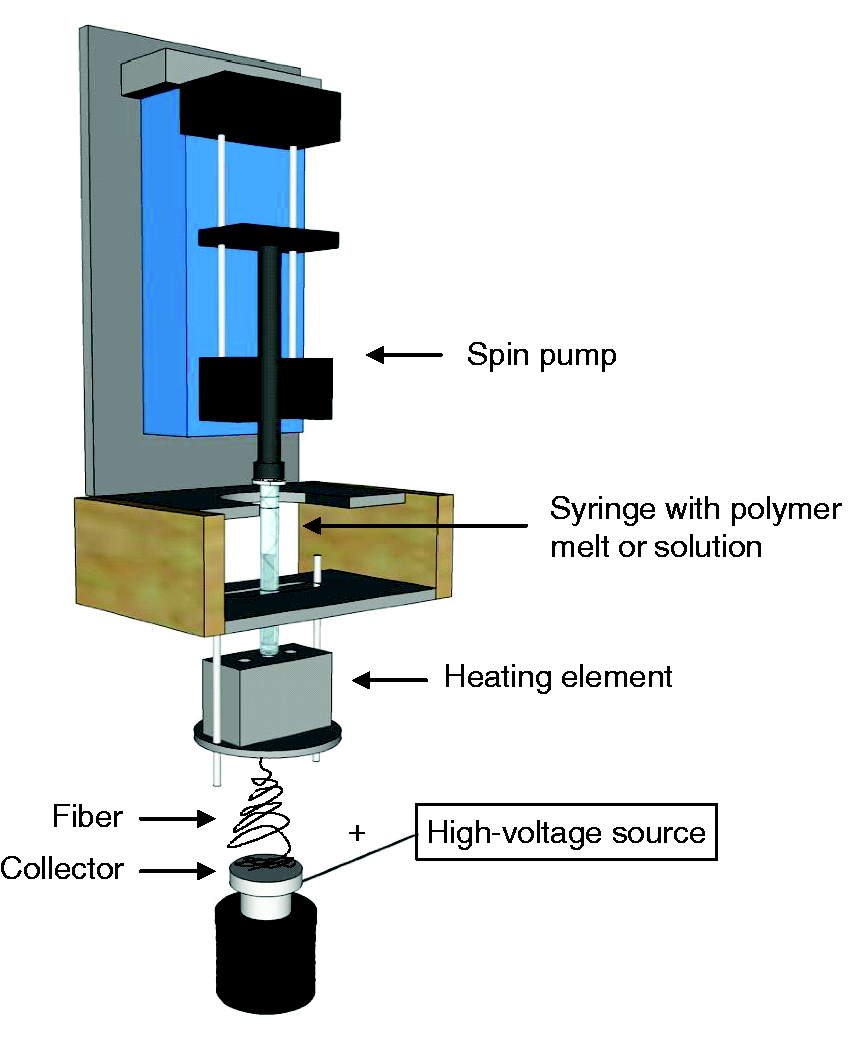
To scale up the melt electrospinning process beyond current state-of-the-art technologies, we used a newly developed prototype pilot-scale setup including a spinneret with 600 nozzles, each 0.3 mm in diameter and spaced at 8 mm intervals.
27
The new device development is based on the concept idea of Christoph Hacker et al.,46,47 whereby a nozzle revision to reduce dwell times, a more efficient heating system, and a new collector design and fiber deposition concept were integrated.
27
A schematic of our pilot-scale melt-electrospinning device is shown in Figure 2. A constant supply of polymer melt was ensured by a speed-adjustable single-screw extruder with three heating zones based on integrated heating elements and a spinning pump. An aluminum collector with an uneven surface was used instead of a conventional plate collector. The adjustable collector pins can be placed 8 mm apart. A narrow and offset pin order with a diagonal distance of 2.6 cm was used. With the nozzle/collector pairing installed in the melt-electrospinning prototype, nonwovens up to 340 mm in width could be produced continuously. The distance between the collector and the nozzle plate was set to 11 cm. A positive voltage of 60 kV was applied to the collector. As with the laboratory-scale system, the voltage was applied to the collector with a simultaneous grounding of the spinneret.
Schematic of the pilot-scale device used for melt electrospinning.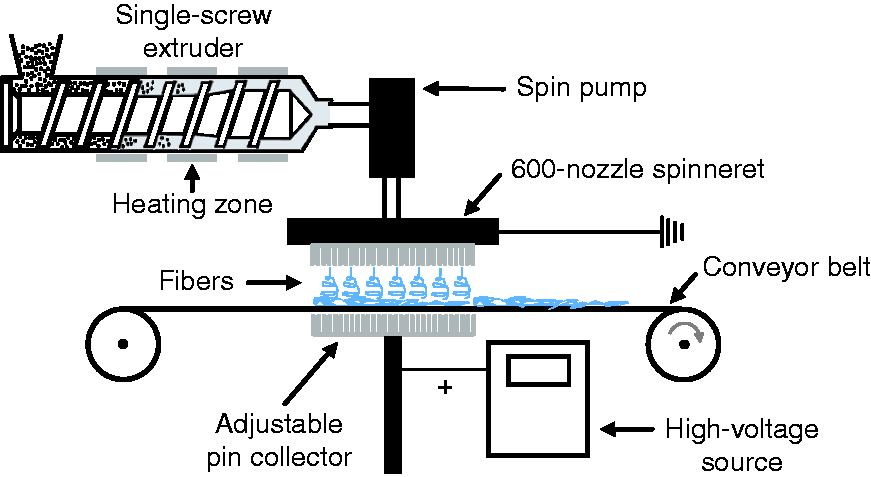
Characterization of fibers
Fiber diameters were determined by reflected light microscopy using a DM4000 M instrument (Leica Microsystems GmbH, Wetzlar Germany) at 100–200 × magnification, and images were captured using Leica Application Suite software. In each case the fiber diameter was measured 50 times at different sections in the nonwoven sample. The surface morphology, formation and distribution of fibers was investigated by scanning electron microscopy (SEM) using an XL 30 device (FEI/Koninklijke Philips, Amsterdam, The Netherlands) with an accelerating voltage of 10 kV. The samples were attached to a stub with double-sided carbon tape and sputtered with gold prior to SEM to produce a conductive surface.
Results and discussion
Effects on viscosity
We investigated the effect of different additive concentrations initially using the laboratory-scale melt-electrospinning device. The complex viscosity curves of virgin PLA and PLA compounds with increasing weight ratios of the additives PES, NaSt and NaCl are shown in Figure 3, corresponding to a frequency of 10 rad/s and a set temperature of 200℃. The addition of NaSt caused a substantial reduction in the viscosity of the melt. The presence of 2% (w/w) NaSt reduced the viscosity of pure PLA (414 Pa·s) to 29 Pa·s, a difference of 93% (385 Pa·s). Increasing the weight ratio further had a smaller but still significant influence, and at the highest concentration of 8% (w/w) NaSt the viscosity of the melt was only 2 Pa·s. NaSt acts as a lubricant between polymer chains, so a lower melt viscosity was anticipated.
48
Complex viscosity of PLA and PLA compounds with increasing weight ratios of PES, NaSt and NaCl determined at a frequency of 10 rad/s and a temperature of 200℃.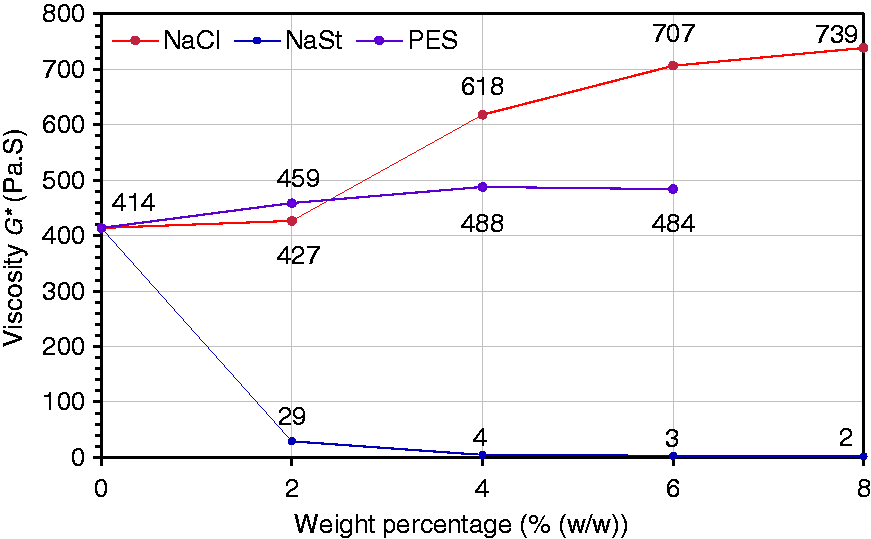
In contrast to NaSt, the addition of NaCl and PES caused the melt viscosity of PLA to increase. In the case of PES, the increase was contrary to expectations because the polyester-based plasticizer is specifically designed to reduce the viscosity of polyesters, polypropylene, polyamides and PLA. A small reduction in viscosity was observed at 6% (w/w) PES, so a larger weight ratio of the additive may be necessary to achieve a significant effect at our measurement temperature of 200℃. NaCl did not dissolve in the polymer, so an increase in viscosity was anticipated. Nevertheless, NaCl can reduce the fiber diameter during melt electrospinning by increasing the electrical conductivity, which can compensate for the increase in viscosity. 49
Thermal properties
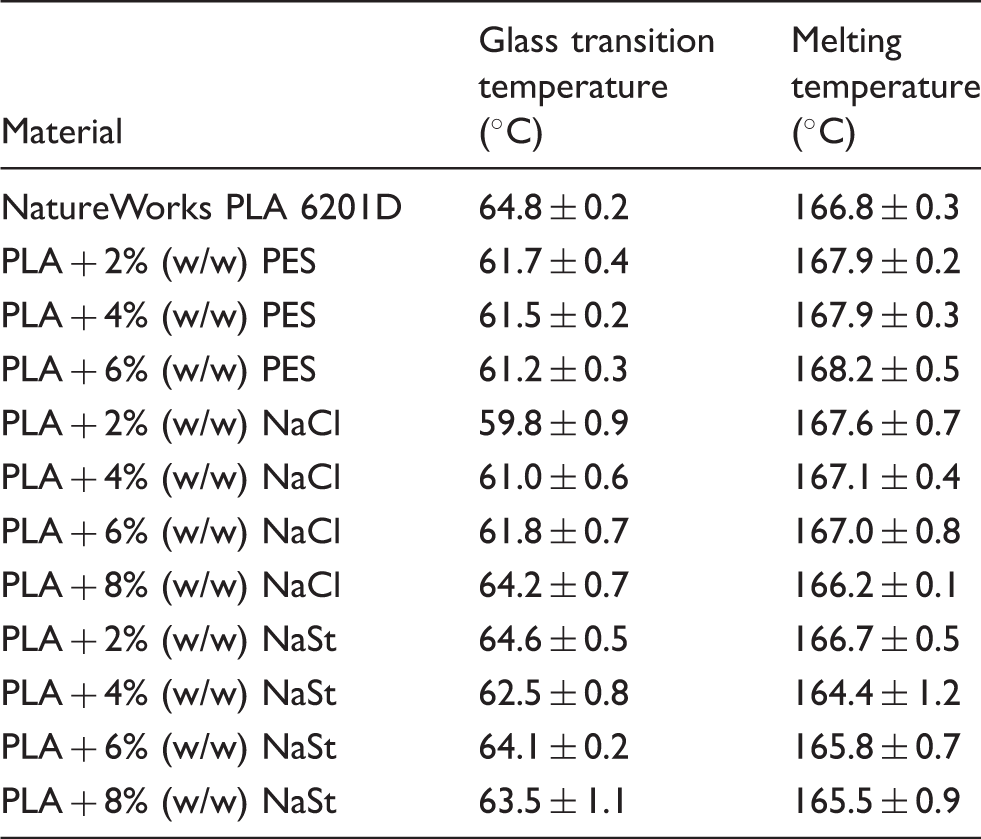
The glass transition and melting temperatures of PLA and its compounds were determined by DSC, and the presence of additives appeared to have little effect on these values (Table 3). As an example, the thermographs in Figure 4 show the first heating cycle of virgin PLA and its compounds containing different weight ratios of NaSt. A double peak is present in the thermographs of the semi-crystalline PLA as well as the compounds, which is consistent with a crystallization temperature that supports the simultaneous formation of α′ and α type crystals.
50
Thermographs of virgin PLA and PLA containing 2–8% (w/w) NaSt. Glass transition and melting temperatures of PLA and its compounds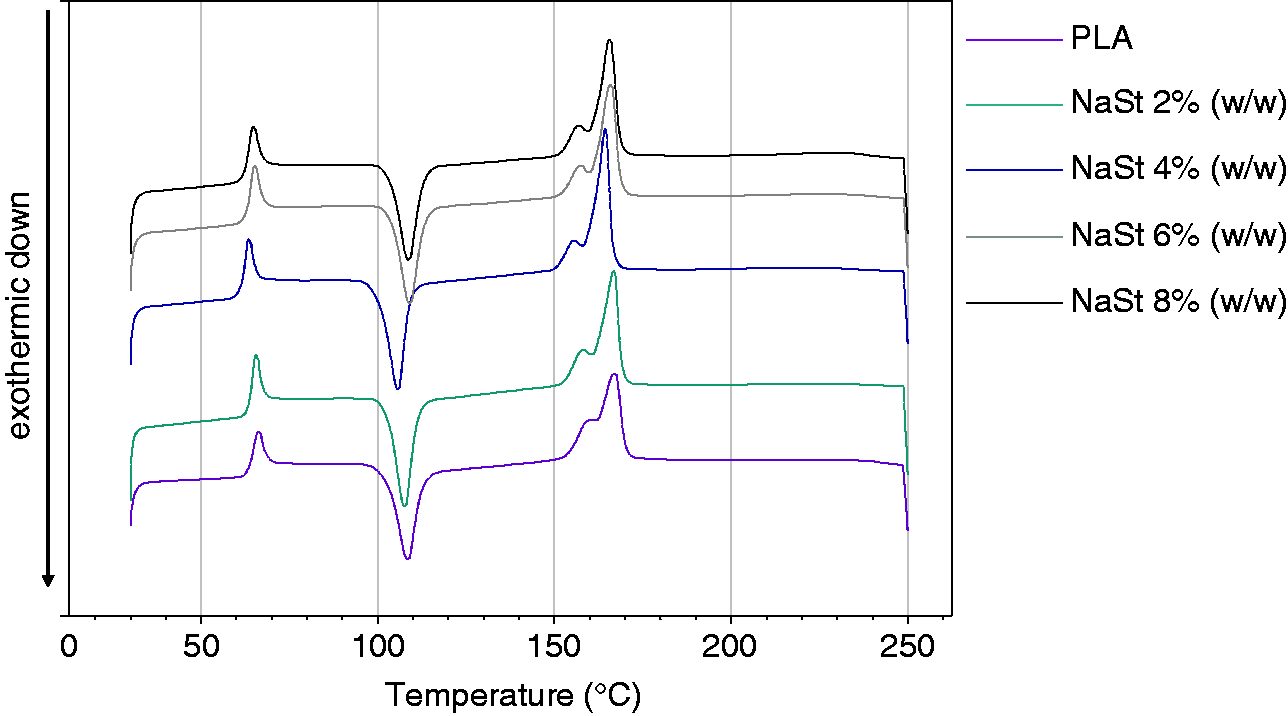
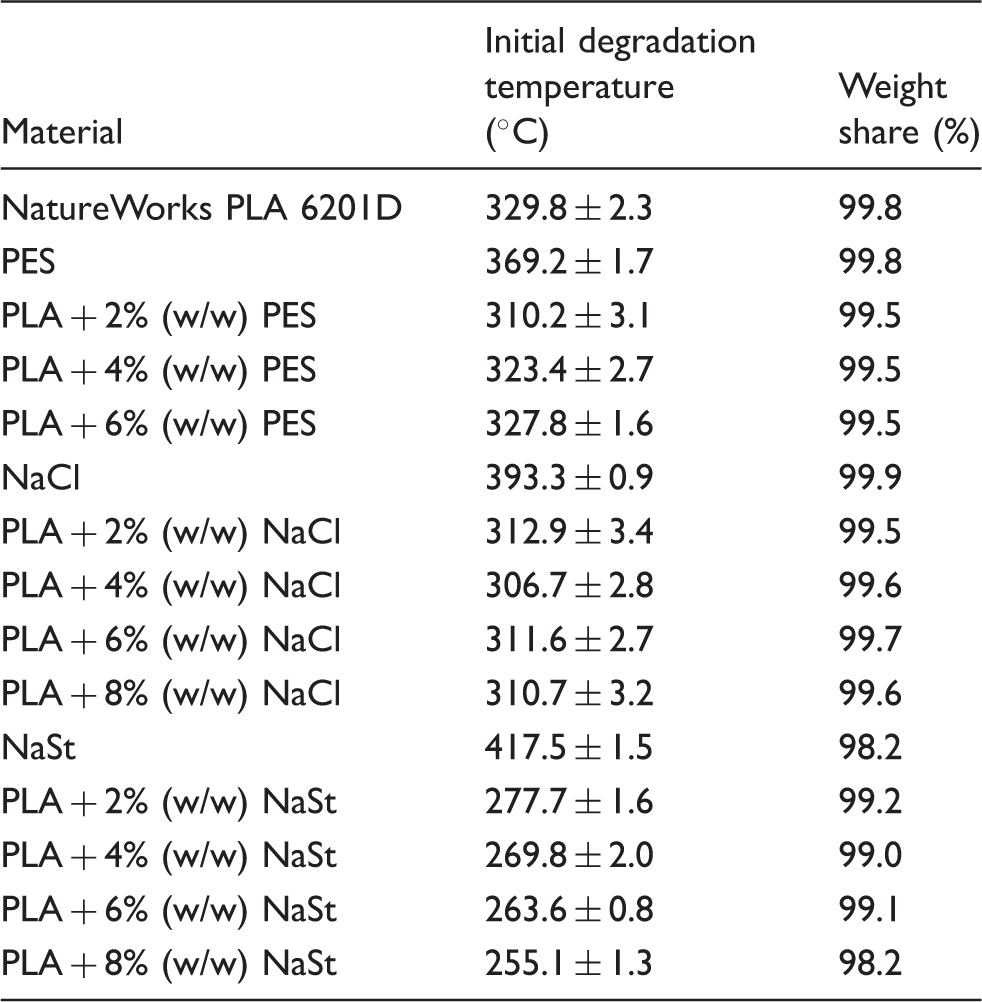
The decomposition temperatures of virgin PLA, the additives and compounds were investigated by TGA, and the initial degradation temperatures and weight shares at 200℃ are summarized in Table 4. The decomposition temperature for pure PES (369.2℃) was 39.4℃ higher than that of virgin PLA (329.8℃). The decomposition temperature was therefore higher for compounds containing larger amounts of PES, but the materials began to decompose earlier than the base materials PLA and PES and thus the degradation temperature was lower. The same behavior was observed for the weight share at 200℃, and similar profiles were apparent for the compounds containing NaCl. Nevertheless, there was no overt temperature fluctuation among the compounds. NaCl did not show any significant degradation at temperatures up to 700℃ whereas PES degraded almost completely in this range, but all compounds still contained a weight share at 700℃. The lowest decomposition temperatures were observed for NaSt (Figure 5). A small loss of weight was observed starting at 208.6℃, but massive loss and degradation was apparent at 417.2℃. The initial degradation temperature of the PLA compounds containing NaSt decreased with larger weight ratios of NaSt, which contrasts with the behavior of the PLA compounds containing PES and NaCl. The PLA compounds containing NaSt showed negligible weight loss at 200℃, as similarly observed for compounds containing the other additives.
TGA curves of virgin PLA and PLA containing 2–8% (w/w) NaSt. Initial degradation temperatures and weight shares at 200℃ for PLA and its compounds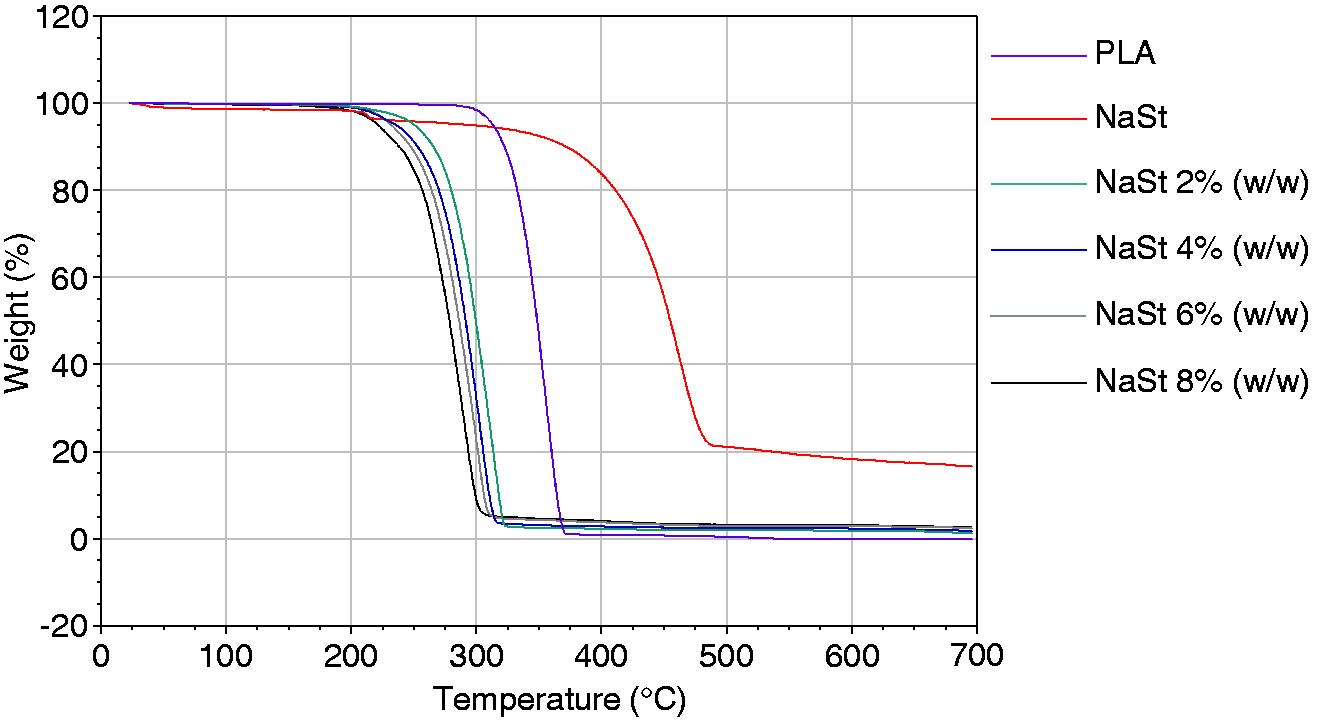
Because no time factor was taken into account for the TGA measurements, the effects of heat input at 200℃ on the molecular distribution and weight after compounding and rheological characterization were investigated by GPC. For PES and NaCl, no significant change in molar mass was observed after compounding or rheological characterization, but this was not the case for PLA and its compounds containing NaSt (Figure 6). In contrast to the TGA data, which indicated no degradation at temperatures below 250℃, GPC revealed that compounding of the virgin PLA and compounds containing NaSt with the twin-screw extruder led to a shift toward lower molar masses, exacerbated by the time influence during rheological characterization. The processing temperature thus appears to be limited to 200℃ for the NaSt compounds.
GPC curves of virgin PLA and PLA containing 2–8% (w/w) NaSt after compounding and after the time influence of the rheometer test (a.R.).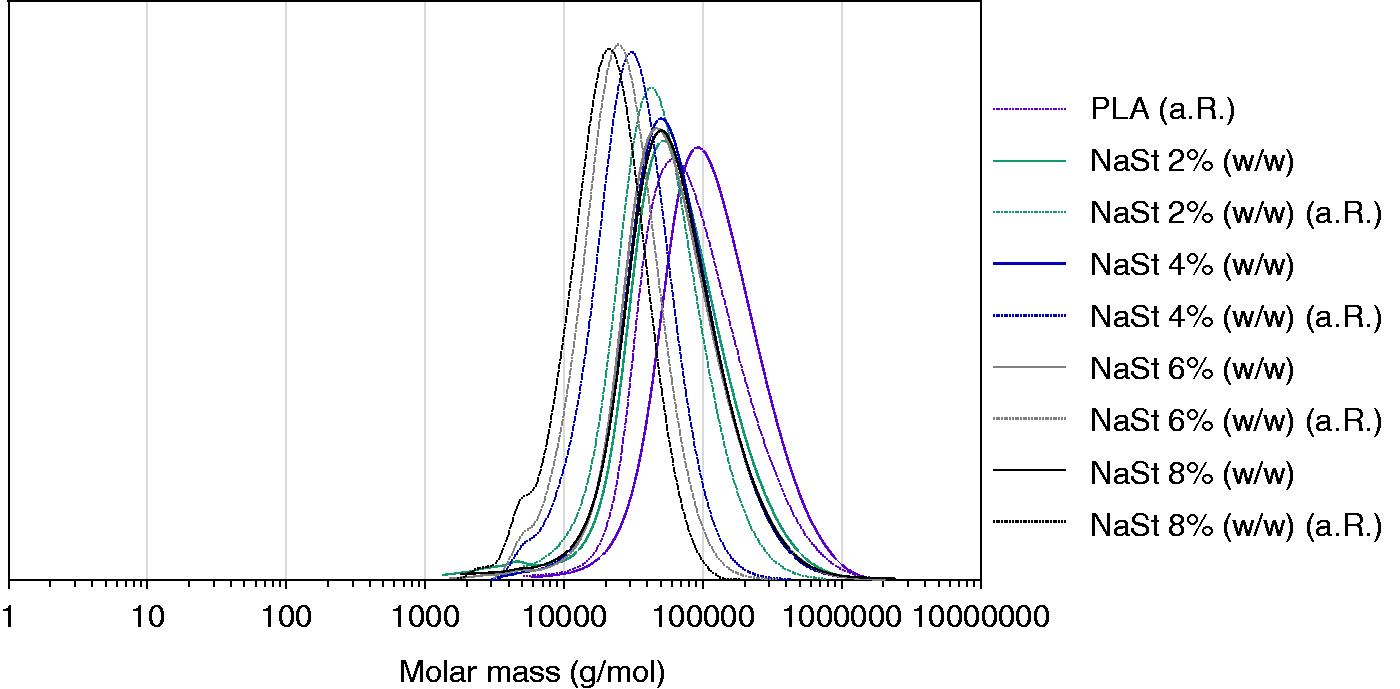
Fiber diameters and distribution
The processability of the materials and the influence of additives on the fiber diameter were investigated by producing fibers using the single-fiber melt-electrospinning device. The formation of a Taylor cone followed by typical fiber deposition was observed at a temperature of 190℃ for the NaSt compounds and at 250℃ for pure PLA and PES. The compounds containing NaSt and PES supported constant fiber formation, whereas undissolved NaCl crystals were attracted by the high-voltage field, resulting in an unstable melt flow that prevented continuous fiber deposition for compounds containing NaCl. Furthermore, the compounds containing 6% and 8% (w/w) NaCl could not be pressed through the syringe due to high frictional forces. At temperatures exceeding 190℃, materials containing NaSt could not be processed because degradation had already begun and the weakened melt could only produce droplets. To achieve a better comparison with the NaSt compounds and to investigate the influence of temperature, a virgin PLA sample was collected at 190℃. Given that no whipping or stretching of the PLA melt was visible, a larger standard deviation was observed because a constant process could not be achieved (Figure 7). The addition of 2% or 4% (w/w) NaSt reduced the fiber diameter significantly from 183.24 to 23.34 µm, which is the lowest average fiber diameter we achieved in the laboratory-scale device. The 4% (w/w) NaSt compound also produced the lowest single-fiber diameter (19.50 µm) and the lowest standard deviation of 2.43 µm. In the presence of 6% and 8% (w/w) NaSt, the average fiber diameter increased again to 34.33 and 34.01 µm, respectively. This weight ratio of additive reduced the viscosity and melt strength of the material too much, promoting faster material flow under gravity and thus allowing less time for whipping instabilities to occur, ultimately reducing the whipping motion and inhibiting the elongation and strengthening of the jet, resulting in thicker fiber diameters.
Fiber diameters of PLA and PLA compounds containing NaSt produced at 190℃ using the single-fiber melt-electrospinning device.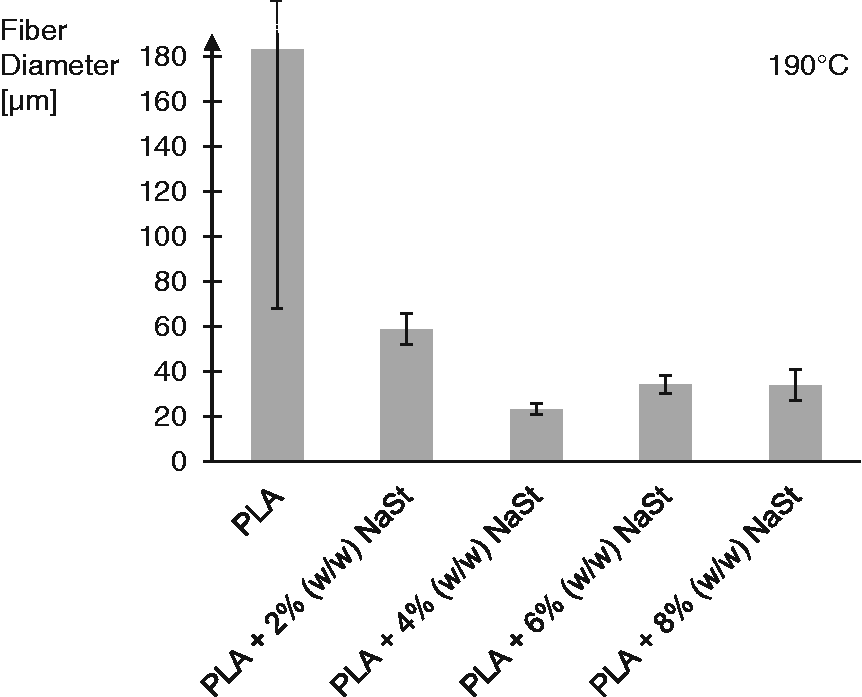
The fiber diameters and standard deviations for PLA and its PES and NaCl compounds at 250℃ are shown in Figure 8. Despite the increase in viscosity at 200℃, the fiber diameter could be reduced at a process temperature of 250℃ by adding 2% (w/w) PES. Nevertheless, the fiber diameter increased again in the presence of 4% (w/w) PES. The influence of PES on the spinning process and thus the fiber diameter could not be determined after the trials because no clear tendencies were observed. The analysis of the NaCl compounds revealed that the increase in conductivity has a more significant effect on the fiber diameter than reducing the viscosity. NaCl has a lower molar weight than NaSt and more NaCl molecules are therefore incorporated into PLA compounds at a constant weight ratio, resulting in a larger number of ions. Although the viscosity of compounds containing 2% and 4% (w/w) NaCl was higher than that of virgin PLA, the average fiber diameter was much smaller, reaching a minimum of 16.45 µm in the presence of 2% (w/w) NaCl.
Fiber diameters of PLA and PLA compounds containing NaCl and PES produced at 250℃ using the single-fiber melt-electrospinning device.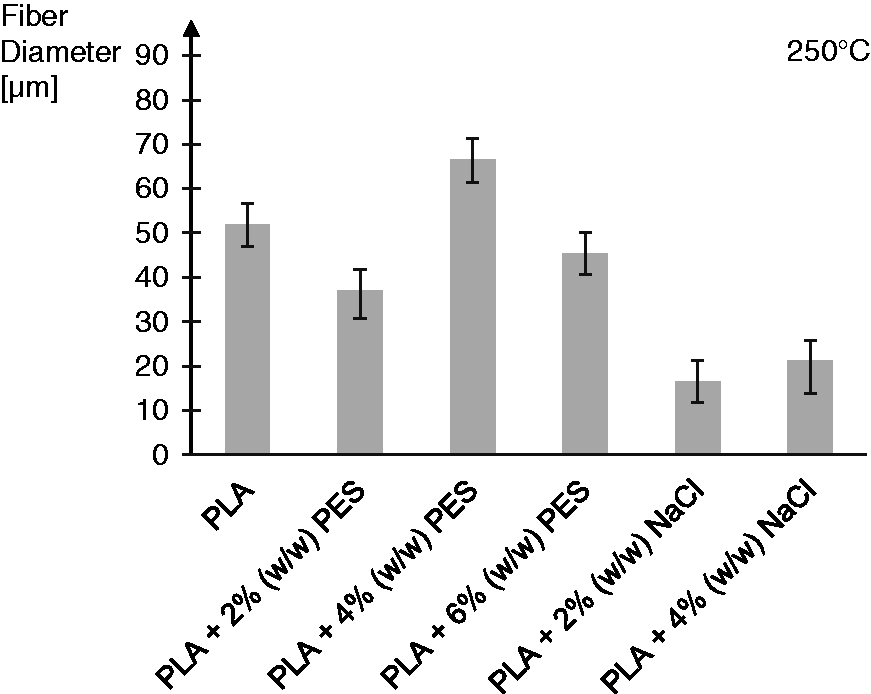
Figure 9 shows SEM images of PLA fibers containing 4% (w/w) NaSt (Figure 9a and b) and 2% (w/w) NaCl (Figure 9c and d) produced using the single-nozzle device. The NaSt fibers are distributed more homogeneously, whereas the NaCl fibers appear as clumped ‘beads’ in which crystals of NaCl are clearly embedded.
SEM images of PLA fibers produced with the single-nozzle electrospinning device: (a and b) PLA containing 4% (w/w) NaSt: (a) × 100, (b) × 5000; (c and d) PLA fibers containing 4% (w/w) NaCl: (c) × 100, (d) × 5000.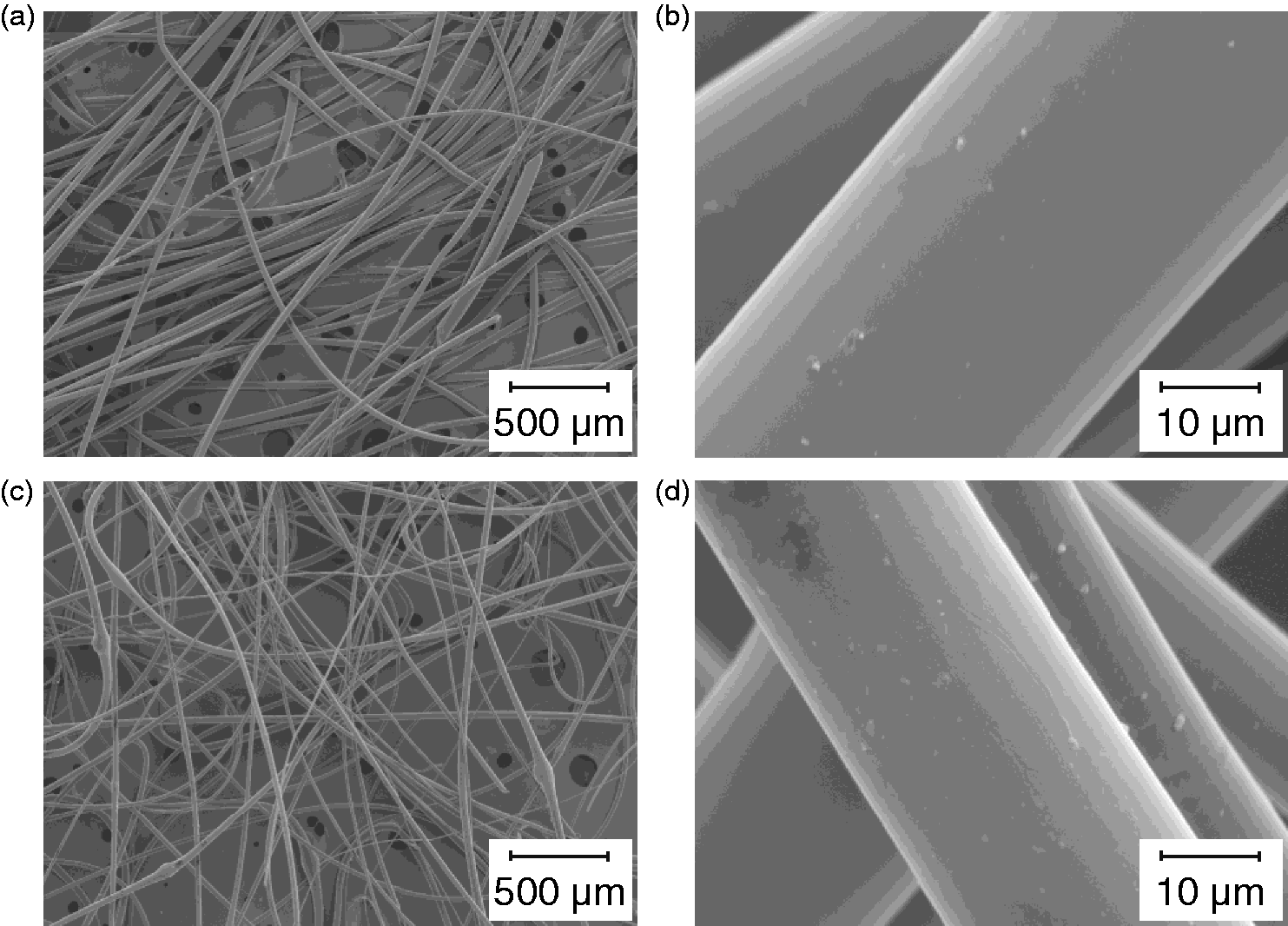
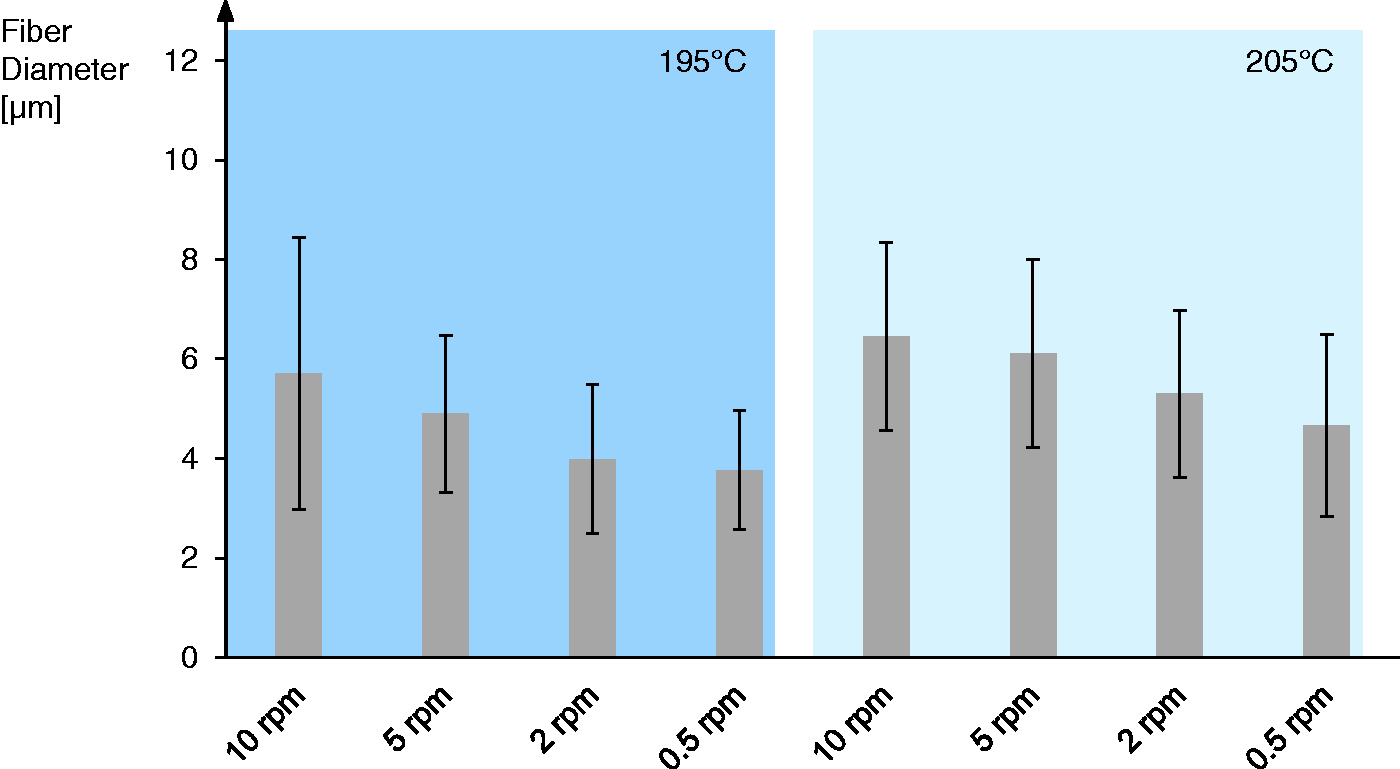
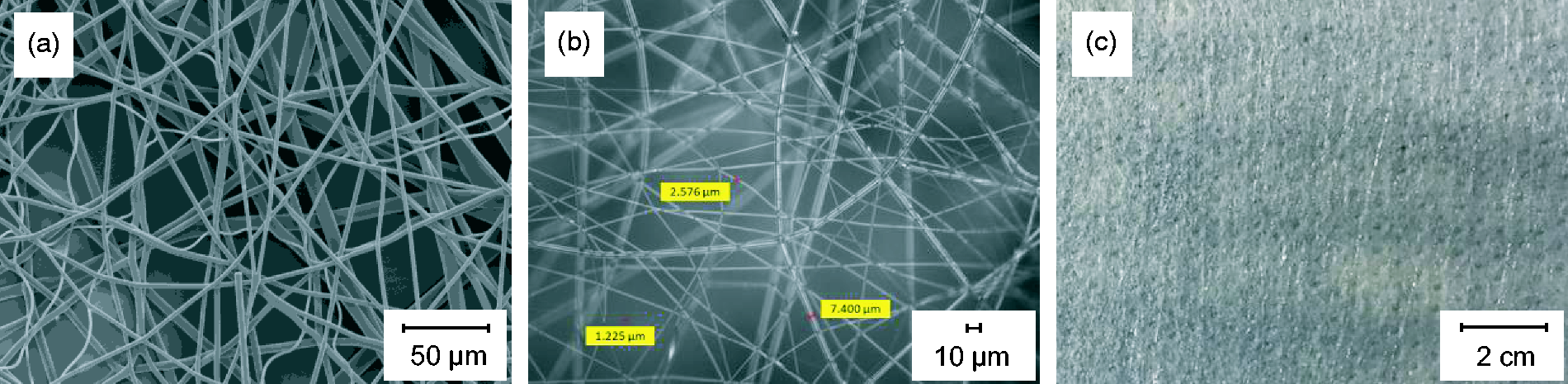
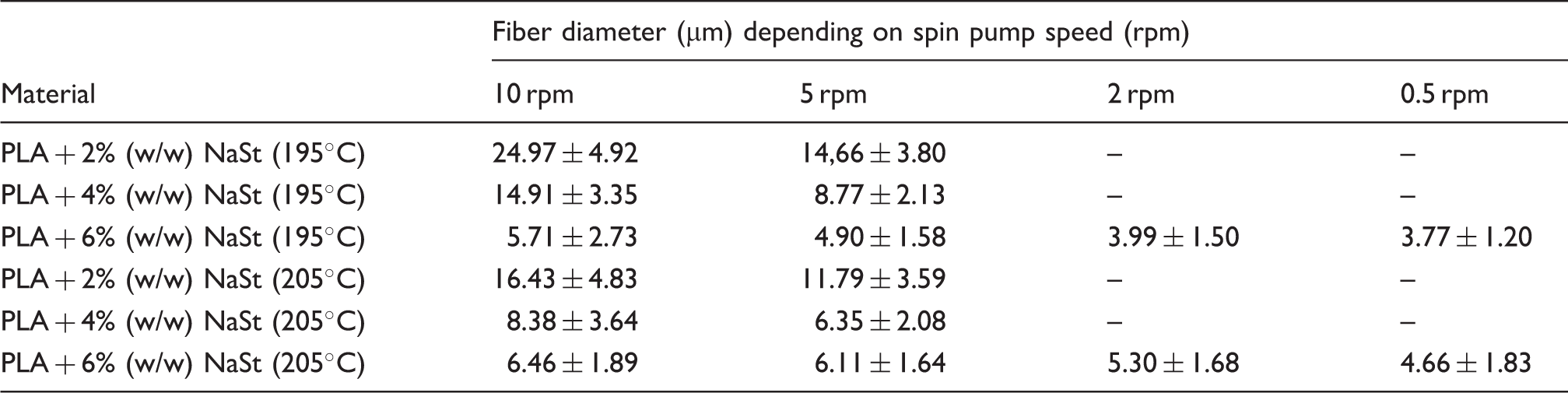
Given that NaSt significantly reduced the fiber diameter and also achieved a stable melt-electrospinning process, materials containing 2–8% (w/w) NaSt were tested using the pilot-scale melt-electrospinning device at spinning temperatures of 195℃ and 205℃ and at different spin pump speeds. As discussed above, higher weight ratios of NaSt promoted the degradation of PLA compounds, so the compound containing 8% (w/w) NaSt could not be processed at 195℃ with a longer dwell time of up to 50 min because droplets of the decomposing material prevented the constant formation of fibers. The average fiber diameters (and standard deviations) achieved using compounds containing 2–6% (w/w) NaSt at 195℃ and 205℃ are shown in Figure 10, which also compares spin pump speeds of 10 rpm (3.2 cm3) and 5 rpm (1.6 cm3). Reducing the nozzle diameter from 1 mm on the laboratory-scale device to 0.3 mm in the pilot-scale spinneret generally achieved a significant reduction in fiber diameter as expected from previous publications. However, a direct comparison of the devices must be considered critically due to the different polymer melt flow, shear forces, and heat distribution. The slower spin pump speed also reduced the fiber diameter by over one-third at 195℃, although the effect was less noticeable at 205℃. The fiber diameter (and standard deviation) also decreased in the presence of higher weight ratios of NaSt. Furthermore, at least in the case of compounds containing 2% or 4% (w/w) NaSt, the fiber diameter was also reduced by the greater viscosity at higher process temperatures. For PLA containing 6% (w/w) NaSt the effect of temperature was minimal, as observed with the single-nozzle syringe. The degradation that occurs and thus the increase in mass flow must be taken into account, which results in slightly higher average fiber diameters at 205℃. This effect was even more apparent when PLA containing 6% (w/w) NaSt was processed by further reducing the spin pump speed to 2 rpm (0.64 cm3) and then 0.5 rpm (0.16 cm3) (Figure 11).The smallest average fiber diameter (3.77 µm) was achieved by processing PLA containing 6% (w/w) NaSt at 195℃ with a spin pump speed of 0.5 rpm. The smallest single-fiber diameter (1.23 µm) was achieved with the same additive concentration and temperature but with a spin pump speed of 2 rmp. The corresponding images are shown in Figure 12. All measured average fiber diameters and standard deviations are summarized in Table 5. In order to ensure that the reduction in fiber diameter when reducing the spin pump speed is not associated with the substantial degradation of the PLA due to longer dwell times, GPC measurements were carried out on the nonwovens produced at spin pump speeds from 10 rpm to 0.5 rpm. No significant reduction in molecular weight could be detected.
Diameters of PLA fibers containing 2–6% (w/w) NaSt produced at 195℃ and 205℃ with spin pump speeds of 10 and 5 rpm using the 600-nozzle melt-electrospinning prototype. Diameters of PLA fibers containing 6% (w/w) NaSt produced at 195℃ with spin pump speeds of 10, 5, 2, and 0.5 rpm using the 600-nozzle melt-electrospinning prototype. Images of PLA fibers containing 6% (w/w) NaSt: (a) SEM image × 1000, (b) reflected light microscopy image ×200 indicating the smallest fiber diameter, and (c) unmagnified image showing the appearance of the nonwoven fibers produced using the 600-nozzle melt-electrospinning prototype. Average fiber diameters and standard deviations produced with the pilot-scale melt-electrospinning device at 195℃ and 205℃ and reducing spin pump speed from 10 rpm to 0.5 rpm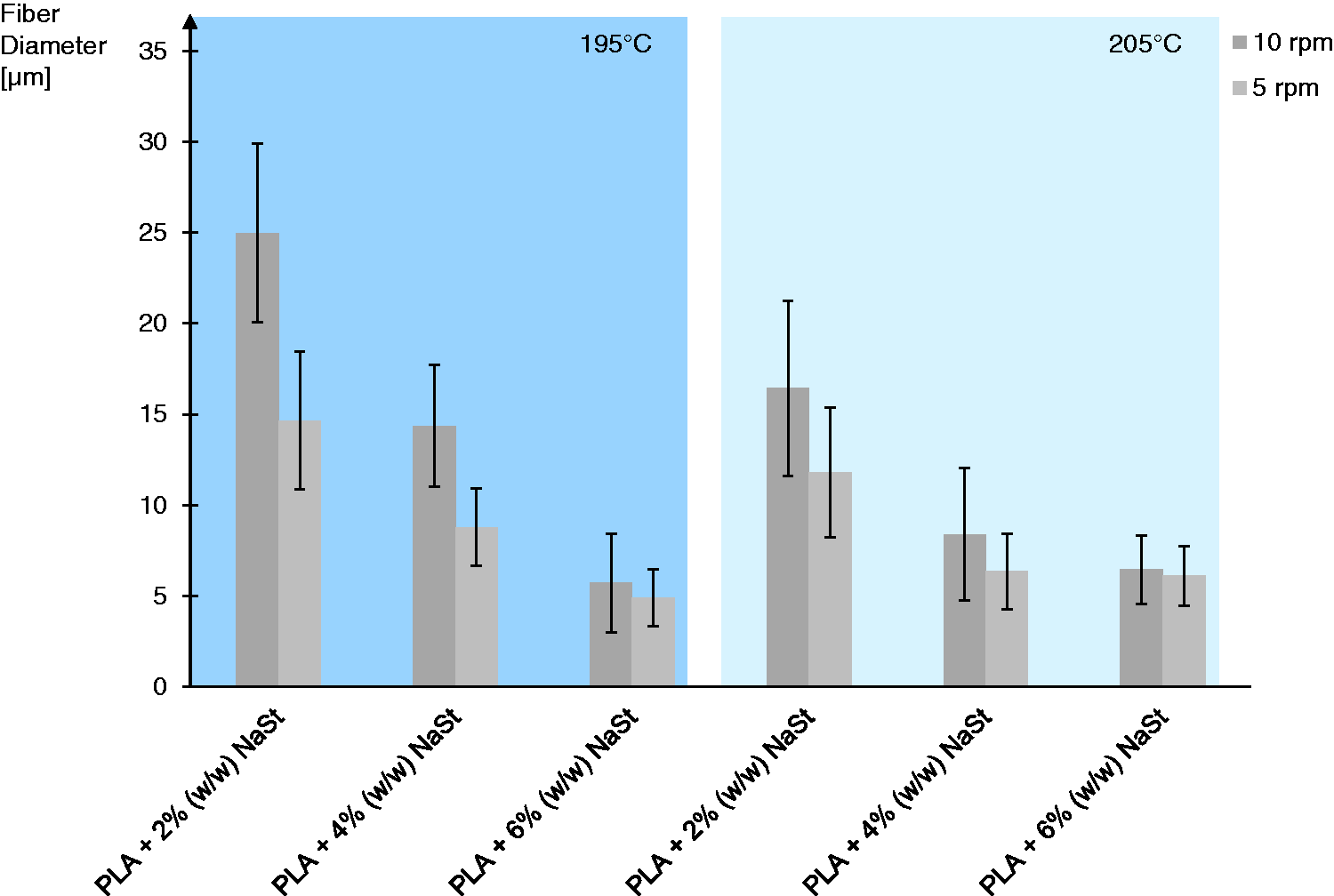
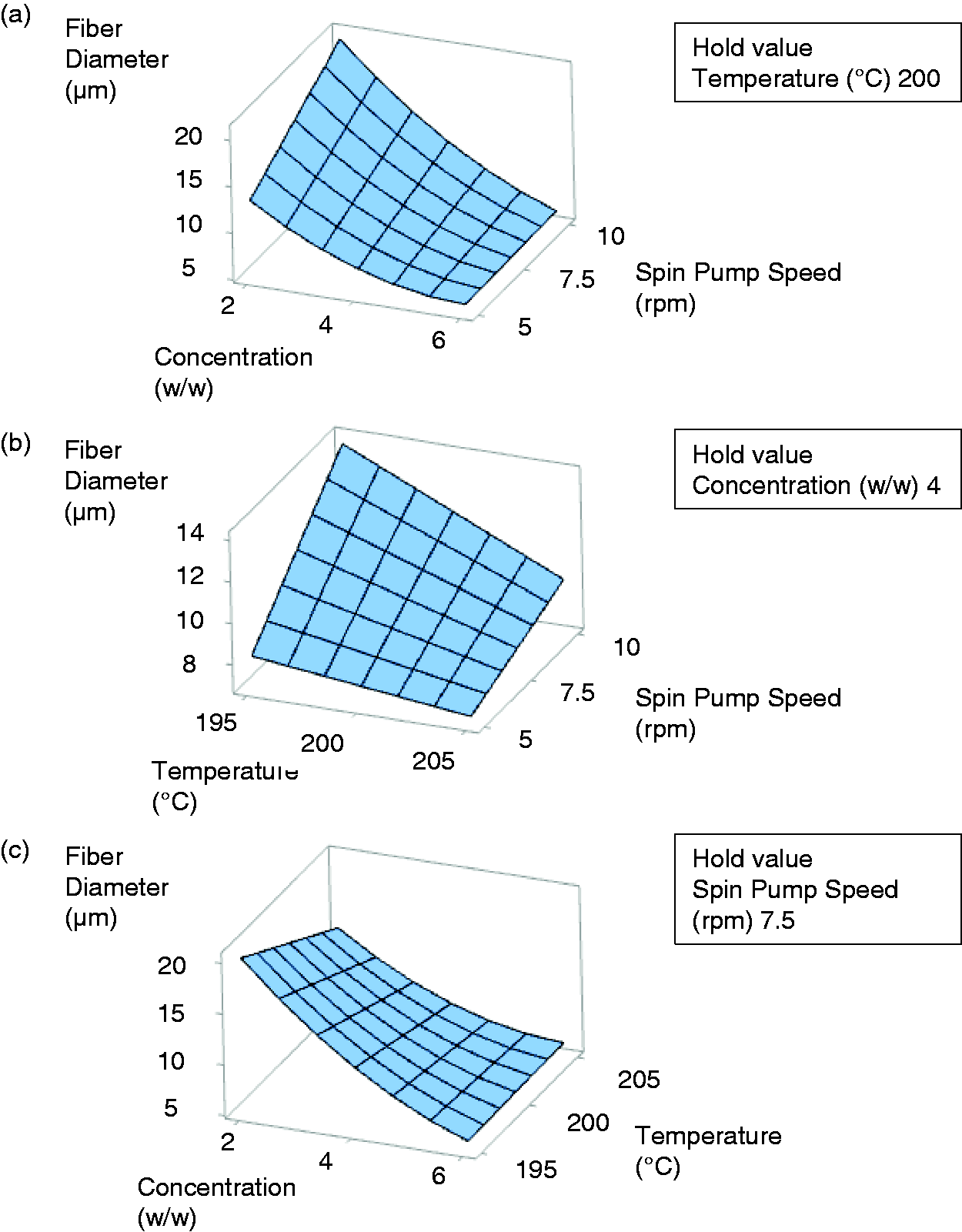
To support our observations using the pilot-scale melt-electrospinning device, we have worked out the relationship between additive concentration, temperature, spin pump speed, and the resulting average fiber diameter using a Minitab 19 design of experiments (DOE) evaluation. The one-dimensional relationships are shown in Figure 13. As already described, the fiber diameter decreases with a reduction in spin pump speed, an increase in temperature, or an increase in additive concentration. The visibility of this trend declines at the highest additive concentration, but is still discernible (Figure 11). The effect of uncontrolled environmental factors should also be considered, particularly for the minimal deviations between the fiber diameters at higher additive concentrations. Figure 14 shows the surface plots of fiber diameter versus (a) additive concentration (NaSt) and spin pump speed, (b) temperature and spin pump speed, and (c) additive concentration (NaSt) and temperature. If the temperature remains the same, the increase in additive concentration has a greater effect than the reduction in spinning pump end speed (Figure 14a). With constant additive concentration, the temperature influence is higher than the reduction of the spinning pump speed (Figure 14b). Furthermore, it can be shown that the temperature influence on the fiber diameter decreases with increasing additive concentration and constant spin pump speed (Figure 14c).
One-dimensional DOE evaluation of the effects of additive concentration, temperature and spin pump speed on the average fiber diameter produced with the pilot-scale device. Surface plot of fiber diameter versus (a) additive concentration (NaSt) and spin pump speed, (b) temperature and spin pump speed, (c) additive concentration (NaSt) and temperature produced with the pilot-scale device.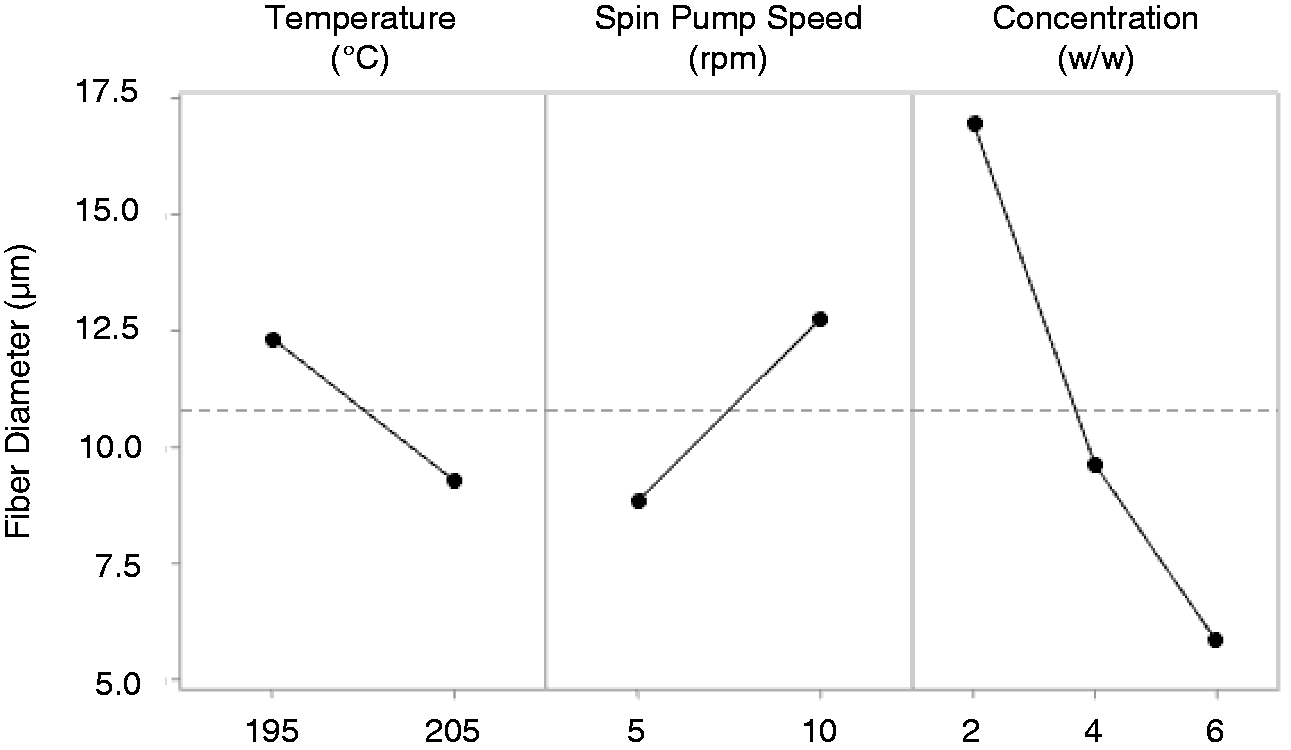
In addition, a two-way analysis of variance (ANOVA) based on the data set of figurea 10, 11, and 14 was conducted to prove statistical relevance of the observed phenomena using IBM SPSS statistics software. The effect of the independent factors spin pump speed, additive concentration, and temperature on the fiber diameter was examined. The test of between-subjects effects revealed a main effect for the factor additive concentration, F(2,784) = 767.32, p < .001, η2 = .66; a main effect for the factor spin pump speed, F(3,784) = 99.57, p < .001, η2 = .28; and a main effect for the factor temperature, F(1,784) = 128.70, p < .001, η2 = .14. There was a statistically significant interaction between the effects of additive concentration and spin pump speed, F(2,784) = 78.39, p < .001, η2 = .17; spin pump speed and temperature, F(2,784) = 75.52, p < .001, η2 = .16; as well as temperature and spin pump speed, F(3,784) = 19.97, p < .001, η2 = .07. Comparing the effect strength η, the independent factor additive concentration had the greatest influence on the fiber diameter.
In our previous study based on polypropylene, we found that fiber deposition can be influenced by the pin order of the collector. A diagonal arrangement of pins achieved a more uniform deposition, whereby the gaps between collector pins remained visible in the nonwoven when arranged in rows. 26 Due to the higher polarity of PLA, the PLA fibers are attracted more strongly by the collector pins at which the electric field lines emerge, resulting in slight accumulations that leave a visible structure in the PLA nonwoven (Figure 12c). To overcome this phenomenon and improve the overlap, the distance between the pins could be reduced in future studies.
Conclusion and further perspectives
Using our new pilot-scale melt-electrospinning device, we have produced the first PLA-based fibers in the low micrometer range. The addition of 6% (w/w) NaSt was required to produce the smallest average fiber diameter (3.77 µm) using a spinneret temperature of 195℃ and a spin pump speed of 0.5 rpm (0.16 cm3). The smallest single-fiber diameter (1.23 µm) was achieved under the same conditions but using a spin pump speed of 2 rpm. A higher quantity of additive promoted material degradation due to the processing and dwell time, which inhibited fiber formation. Fibers with diameters in the low micrometer range were achieved, comparable with previous reports, without the integration of a heated spinning chamber or additional air flow, which are already widely used at the laboratory scale to achieve further stretching of the fibers. The 600-nozzle melt-electrospinning device thus offers significant potential for the further development of thermoplastic, biobased fibers in the sub-micrometer range. The effects of the additive on envisaged nonwoven products and the applicability for biomedical purposes such as scaffolds still needs to be investigated.
The ANOVA revealed statistical significance for all examined independent factors (spin pump speed, additive concentration, and temperature). Evaluated by the effect strength η, the additive concentration has the greatest influence on the fiber diameter.
At the laboratory scale, we determined the effect of viscosity-reducing additives (NaSt and PES) as well as NaCl, which increases the conductivity of the polymer melt. The smallest average fiber diameter (16.44 µm) was achieved by adding 2% (w/w) NaCl but the spinning process could not be stabilized. The formation of a Taylor cone followed by fiber deposition was achieved with compounds containing NaSt or PES, but the latter did not reduce the viscosity of the melt at the concentrations we tested, and its influence on fiber diameter therefore could not be determined. We conclude that the additive NaSt has the greatest potential to optimize the material properties of PLA for melt electrospinning and that further improvements to the process could reduce the minimum fiber diameter even further. In future attempts a combination of the two salts, NaCl and NaSt, could also be tested in order to combine the respective positive effects of increasing conductivity and lowering viscosity.
Footnotes
Acknowledgements
The authors acknowledge support from the Maastricht MultiModal Molecular Imaging Institute, M4I Division of Nanoscopy, Maastricht University, The Netherlands; the Microscopy Department, Institute for Textile Technology, RWTH Aachen University, Germany; Fourné Maschinenbau GmbH, Alfter-Impekoven, Germany; Pötter-Klima Gesellschaft für Nanoheiztechnik mbH, Georgsmarienhütte, Germany; and Schnick Systemtechnik GmbH & Co. KG, Heiligenhaus, Germany. We would also like to thank Tibor Duris Textilpflege PRELUNA, Ludwigshafen, Germany, for providing the polyester-based plasticizing agent, Konrad Beukenberg for the preparation of illustrations, and IT consultant Maureen Koenig for her support in the statistical analysis.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.