
Abstract
Cotton is not the answer to meet the rapidly growing demand for textile fibers. Wood-based regenerated cellulose fibers are an attractive alternative. Since wood is a candidate to replace fossil raw materials in so many applications of the circular economy, other sources need investigation. Cotton linters work in the viscose process – can cotton waste be used to make dissolving pulp? We describe the textile qualities of lyocell fibers from (i) pure cotton waste pulp and (ii) blending with conventional dissolving pulp. The staple fibers were tensile tested, yarns spun and tensile tested and knitted, and tested for shrinkage, water and dye sorption, abrasion resistance, fuzzing and pilling, staining and fastness. TENCEL® staple fibers and off-the-shelf TENCEL® yarn were used as references. The results show that the two study fibers had tenacity and an E-modulus that exceeded the staple fiber reference. Also, the study yarns were at least as good as the spun reference yarn and the commercial off-the-shelf yarn in terms of wet tenacity. Single jerseys made from the study yarns shrunk less upon laundering, which is surprising since they could absorb at least as much water at a comparable rate as the references. Dyeability, staining and color fastness, durability and pilling tendency showed that the two study fiber tricots performed at least as good as the references. This study suggests that cotton waste is a promising candidate for special grade pulp to suit niche regenerated fiber products or to spice up conventional wood-based dissolving pulp.
Keywords
As textile consumption has been growing and continues to do so, the demand for fiber supply grows too. Based on global population and wealth increase, forecasts suggest that the textile fiber demand will grow from 87 Mton (2014) to 240 Mton by the year 2050. 1 Cotton production has leveled off at about 25 Mton, 1 and due to sustainability reasons cannot increase significantly. The increasing demand is mainly met by synthetic fibers; in particular, polyester fiber production is growing rapidly. However, the comfort properties of cotton are not matched by polyester. Hence, there is an ever-growing need for fibers with comfort qualities that resemble cotton, that is, cellulose-based fibers. Furthermore, there are sustainable arguments against the increasing use of synthetic textile fibers; besides that, they mainly are made of non-renewable raw-materials – with uses that contribute to climate change, 2 the use of synthetic fibers makes a significant contribution to the increasing environmental problems of persistent micro-plastics. 3
Besides cotton, natural cellulose fiber production volumes are small. Even if there is a huge potential to use agricultural waste 4 or increase the cultivation of natural fibers, such as bamboo, flax, hemp and ramie, it would take a major shift in global-scale agriculture politics to generate a significant contribution in comparison to regenerated cellulose fibers. In 2014, approximately 5 Mton of regenerated staple fibers (4.6 Mton) and filament yarns (0.44 Mton) were produced. 1 Wood is the dominant raw material for dissolving pulp, but many other sources are plausible. In a future circular economy, non-renewable resources must be replaced and wood would be one of the main raw materials in a bioeconomy. Wood could be the chemical feed stock for various chemical raw chemicals. This could threaten the abundantly available supply of cellulose for dissolving pulp. In addition, it takes a lot of energy and chemicals to produce dissolving pulp from wood. Thus, more accessible cellulose sources with a lower ecological footprint of the ready-made fibers need to be considered. Cotton linters have long been utilized as a cellulose source in the viscose process. It is therefore logical to investigate the applicability of cotton waste as a raw material for dissolving pulp. This opportunity has been appreciated by the Mistra Future Fashion program that investigates how to make dissolving pulp from cotton waste.5,6 Also the Dutch company Saxcell, 7 the American company EvRnu 8 and the Swedish company Re:newcell 9 show similar objectives. Both Saxcell 7 and Haule et al.10–12 have taken another step by utilizing their cotton waste pulps to make fibers. Saxcell claim to have succeeded both by the viscose and lyocell processes, 7 whereas Haule et al.10–12 utilized the lyocell process. In a recent press release, Lenzing 13 announced the launch of Refibra™, a version of TENCEL® fiber made out of cotton scrap and wood pulp. Researchers from Aalto University reported that they used cotton waste pulp blended with dissolving pulp in their Ioncell process. 14 According to a recent paper by Schuch, 15 the Aalto activities were conducted under the Horizon 2020 Trash-2-Cash project umbrella where also the Finish research institute VTT was enrolled in the preparation of cotton waste. Even if activities on cotton waste pulp and the properties of their regenerated cellulose fibers have been reported, no studies on the textile qualities of such fibers for textile manufacturing have been published. In this study, staple fiber and yarn tensile properties of lyocell fibers were investigated. The quality of the finished textile, as knitted single jersey samples, regarding the important properties of shrinkage, wicking, dyeability, staining and color fastness, and abrasion and pilling resistance were evaluated and compared to appropriate references. Both fibers manufactured from 100% cotton waste pulp fibers and fibers from 90/10 juvenile birch/cotton waste pulp blends were included in this study.
Methods
This section specifies the utilized materials, how they were made into textile structures, treated and characterized.
Materials
Lenzing AG kindly provided 1.3 dtex and 38 mm long commercially available TENCEL® staple fibers, from here on denoted TENCEL®.
Also, a ready-made commercial 25 tex ring spun TENCEL® yarn was used as reference. A Frank-type ku-212 twist tester operated in accordance with ISO 2061:2015 was used to determine its mean twist number to 490 tw/m. σ was 32 tw/m and CV was 6.6%. This yarn is from here on denoted RefYarn. Vibroskop was used to determine its TENCEL® fiber titer to 1.78 ± 0.20 dtex (mean ± σ).
Fiber spinning
Textile pulp, prepared from post-consumer denim garments by the Swedish company Re:newcell in a process that removed color, adjusted the degree of polymerization of the cellulose and increased the chemical reactivity was the textile pulp used for this study. The lyocell staple fibers were regenerated from (i) 100% post-consumer denim waste pulp and (ii) 90% birch-based Kraft dissolving pulp and 10% cotton waste pulp. The 10% addition of cotton waste was based on considerations of solubility, rheology and material management. Both fibers and their yarns are from here on denoted (i) textile pulp and (ii) birch/textile pulp, respectively. The pulps were then processed with dry–wet technology spun into 1.7 dtex and 38 mm long staple fibers by direct dissolution in aqueous 4-methylmorpholine 4-oxide, NMMO solution by the contract laboratory; Thüringisches Institut für Textil - und Kunststoff-Forschung, TITK in Rudolstadt, Germany. Cuoxam-DP’s and α-cellulose contents were 406 and 508, and 92.9% and 94.4% for cotton and birch pulps, respectively. The spin dopes had a 13.2% dry content and the zero shear viscosities were between 5.6 and 7.6 Pas at 85℃, which was the temperature of the nozzle. No finishing agent was added to the fibers.
Yarn spinning
Batches of 35.0 g staple fibers were manually opened and carded twice on a Mesdan-lab Felt carder 337A, where the web was wound up on a 1.2 m circumference drum with a 90° turn of the web between cardings. After the second carding the webs were rolled up to a 1.2 m long sliver that was sequentially drawn in a Mesdan-lab Mini Stirolab 3371 into rovings that were spun to yarn of 25 tex target linear density. The spinning was conducted on a Mesdan-lab Ring lab 2108A with a 90 mg traveler, Bräcker AG90-4 SAPHIR. A series of 500, 650 and 750 twist/m was conducted to find the minimum number of twists where the mechanical properties leveled off. It turned out that 650 twist/m was a suitable setting for the targeted 25 tex yarns. The draft was in the range of 28.7–29.5 times and the spindle was run at 6400–6500 rpm.
Knitting
Single jerseys were knitted on an 18 gauge Camber Ltd International Velnit N.S. circular knitting machine. Eighteen spools of yarn were utilized to feed the machine.
Fabric area weight and shrinkage determination
Three 1 dm2 pieces were cut from each undyed single jerseys before and after the first laundering for area weight determinations. Laundering was conducted at 40℃ in accordance with ISO 6330, program 5 a with 30 g of a commercial domestic liquid white wash detergent [ICA Skona Vittvätt, flytande]. The laundered single jerseys were hung to dry in a drying cabinet for 30 min at 40℃. Before weighing, all samples were conditioned at (65 ± 2)% relative humidity (RH) and (20 ± 2)℃ for at least 24 h.
Dyeing
Four single jersey samples, each 10.0 g, knitted from each yarn type were dyed by reactive dye, Levafix® Brilliant Blue E-BRA Macrolat, concentration 1.0% by weight in relation to the fabric and 5% NaCl concentration. The single jersey pieces were folded, rolled and put into Pyrotex MB2 stainless steel containers of 150 ml volume. Dyeing started at room temperature and was heated by 2℃/min to 60℃. After 30 min, 3 g of NaOH was added to each container, which was resealed and maintained for 1 h at 60℃ and then left to cool to 40℃, which took about 30 min. Each sample was individually rinsed in 1 l of cold tap water followed by boiling in 1 l water with 3 ml Skona liquid white wash detergent for 1 min. After another cold water rinsing, the single jersey samples were manually squeezed out, centrifuged for 30 s and hung to dry in a drying cabinet at 40℃ for 30 min. The samples were then stored for at least 24 h in an air conditioned environment at 20 ± 2℃ and 65 ± 2% RH.
Tensile testing
Tensile testing concerned both staple fibers and yarns. All samples were stored in an air conditioned environment, 20 ± 2℃ and 65 ± 2% RH, for at least 24 h before tensile testing.
Fiber tensile testing
Twelve fibers of each kind were tensile tested on a Vibroscop/Vibrodyn, Lenzing instrument at 20 mm gauge length, with 20 mm/min deformation rate and 100 mg pretension weight. E-moduli were determined by curve fitting of the linear part that followed the straightening of the crimp.
Yarn tensile testing
Tenacities of all yarns were tested in accordance with ISO 2062:1993 on a Mesdan Tensolab 2512A/2512C electromechanical 3 kN tensile tester equipped with 100 N load cell and pneumatic grips. A gauge length of 250 mm, elongation rate of 250 mm/min and 0.5 cN/tex preload were applied.
Thirty samples were tested for each yarn category.
Statistical methods
Statistical analyses were carried out for fiber and yarn tensile tests by one-way analysis of variance (ANOVA) and Tukey simultaneous tests for differences of means at the 95% confidence interval level. Regarding the quality tests of the single jerseys, the numbers of samples were too few to conduct any statistical analysis.
Water sorption
The water sorption ability was assessed in accordance with standard ISO 9073-12:2002. Three 55 mm diameter circular pieces were cut from each single jersey and weighed on a Sartoruis LP220P analytical balance. The set-up consisted of a water filled beaker, on the reset balance, connected by a siphon to a porous glass plate where the sample was put under a 605 g soft-foam covered dead weight. Sorption kinetics and saturation were recorded as MAR, tf and DAC, respectively. MAR is an acronym for Maximum Absorption Rate [g/s], while tf [s] denotes that the absorbed mass variation in the previous 5 s time period is lower than 1% of the absorbed mass and DAC, Demand Absorbency Capacity, is the ratio of the maximum absorbed mass divided by the sample mass [g/g].
Dyeability
A calibration curve of absorbance at 594 nm wavelength was established by concentrations of 12.5, 25, 50, 100 and 200 mg/l dye stuff in the dyeing bath, measured by the absorption spectrophotometer Datacolor Check run in single scan mode. With this curve, the post-dyeing residual dye stuff concentration in the color baths could be determined. The calibration curve had an R2 of >0.999.
Staining and color fastness
Staining tendencies and color fastness of the single jerseys were evaluated in accordance with SS-EN ISO 105-C06:2010.
Samples, cut to 10 cm × 4 cm, sewn side-by-side to multi-fiber strips along the 4 cm fringe, were prepared for each single jersey. The sewn samples, put in sealed stainless steel vessels together with 25 stainless steel balls (0.9 g/ball) and 4 ml/l white washing detergent, were washed at (60 ± 0.2)℃ in a Gyrowash 815 for 30 min. After separation and rinsing in 1 l cold tap water followed by centrifugation and drying in a drying cabinet for 30 min at 40℃, two non-biased observers independently assessed the color changes of blinded multi-fiber strip samples compared to unwashed reference strips according to the five-grade gray–white scale SDL ATLAS G246B. Assessments were made under D65-light in a light cabinet where grade 5 meant no color change of the washed multi-fiber strips.
The washed single jersey samples were compared to unwashed reference single jersey of the same quality. Also, the color fastness was assessed under D65-light in a light cabinet independently by two non-biased observers on blinded samples. Color changes were graded according to the five-grade gray–gray scale where 5 meant no color change compared to the unwashed references.
Mean values of the graded samples in terms of staining and color fastness were calculated.
Abrasion resistance and pilling
The abrasion resistance was quantified on dyed single jersey samples on a Martindale 2000 Abrasion tester in accordance with ISO 12947-2:1998. Three samples of each yarn type were abraded against a woolen cloth until yarn breakage was visually observed and the number of revolutions was recorded.
Pilling tendency was assessed intermittently by visual inspection in a blinded manner of two non-biased observers who independently graded the degree of pilling in 0.5 increments. A Martindale 2000 Abrasion tester fitted with the sample also as abradant, face to face, with a dead weight of (595 ± 7) g equivalent to 9 kPa pressure was applied on a total of three pairs of samples. Samples were assessed after 125, 500, 1000, 2000, 5000 and 7000 revolutions.
Results and discussion
Fibers
Staple fiber properties given as mean ± σ
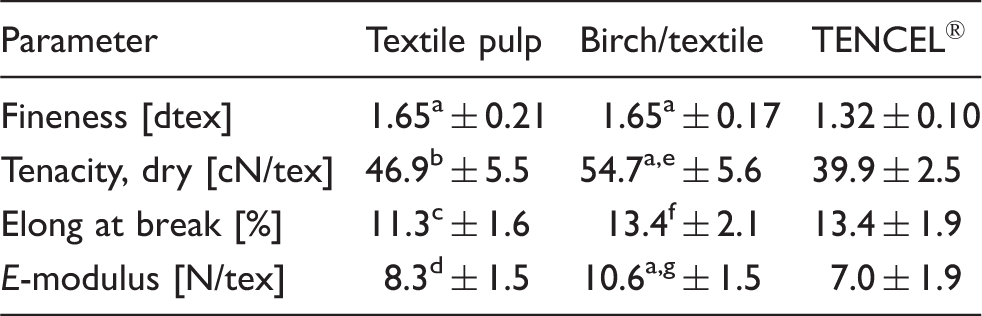
Superscripts a, b, c and d denote statistically significant difference from TENCEL® fibers at adjusted P-values of 0.0001 or less, 0.0028, 0.0215 and 0.0467, respectively, while e, f and g denote statistically significant differences between textile pulp and birch/textile of 0.0009, 0.0279 and 0.0032 P-values, respectively. All in accordance with Tukey outcomes.
Haule et al. 10 airgap spun NMMO solutions made out of (i) simulated post-consumer cotton waste by 50 repeated washing cycles of 152 g/m2 plain cotton weaves; (ii) the same weave that was first easy-care treated and subsequently removed by acid–alkali treatment and blended with 80% wood pulp; and (iii) washed waste indigo dyed denim. They found tenacities of 48.7, 42.5 and 37.2 cN/tex for (i), (iii) and (ii), respectively, and 34.7 cN/tex for a reference lyocell staple fiber that they used. Furthermore, they registered E-moduli that were about 50% higher for (i) and (iii) than (ii) and the reference. Unfortunately, they did not state what wood pulp they utilized. The tenacities of the wood-based cotton waste blends came out very differently: 54.7 cN/tex for the present study versus 37.2 cN/tex for the values reported by Haule et al. 10 ; while we report the highest molar mass for the birch/textile pulp they reported their blend pulp,(ii), to have about half the molar mass of the simulated post-consumer textile pulp, (i).
Thus, it appears that the regenerated cellulose fiber made from the textile pulp possesses very good mechanical properties. The question is why this is. The explanation is most likely not that the cellulose chains should have a higher degree of polymerization. From the present data it is not possible to explain this, but one can imagine at least two different explanations as follows.
The cellulose from the textile waste is purer than the cellulose from dissolving pulps,16 that is, it contains less or no hemicellulose and this could give a stronger interaction between the polymers in the fibers. The cellulose could contain residues of pigments and other chemical treatments covalent attached to the chains. They could work as “hooks,” thereby increasing the friction between cellulose chains and thereby improving the chemical properties of the regenerated fiber.
Yarns
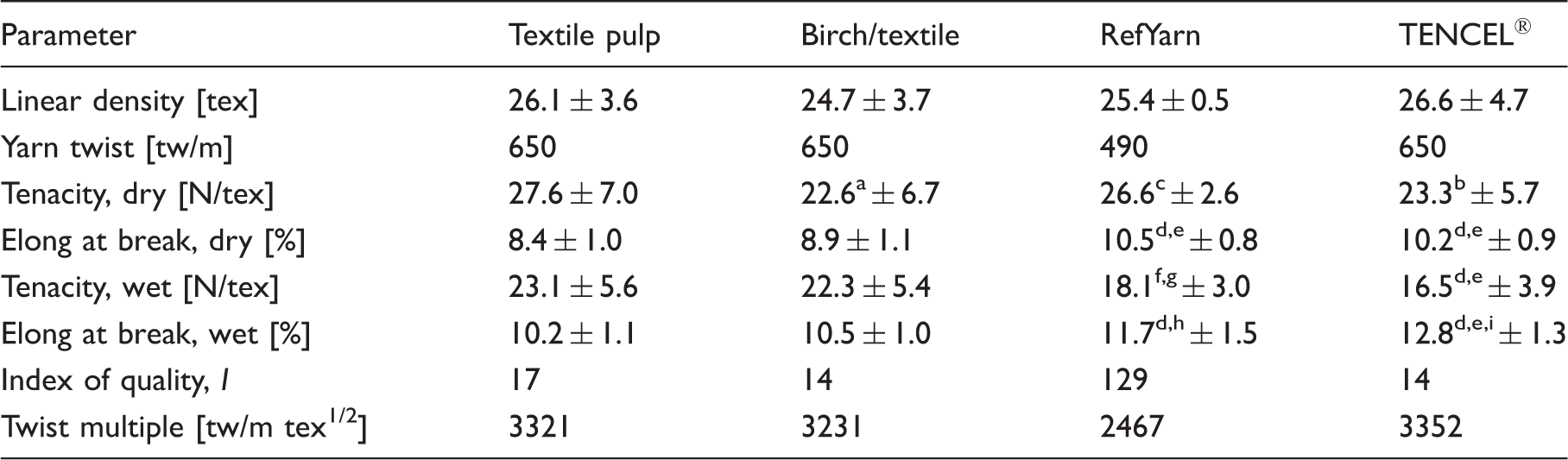
Superscripts a, b, d and f denote statistically significant difference from textile pulp at adjusted P-values of 0.0069, 0.0272, <0.0001 and 0.0003, respectively, while c, e, g and h denote statistically significant difference from birch/textile at adjusted P-values of 0.0489, <0.0001, 0.0037 and 0.0007. Finally, superscript i denotes a statistically significant difference between RefYarn and TENCEL® at an adjusted P-value of 0.0058. All in accordance with Tukey outcomes.
According to Table 2, both studied fiber yarns display significantly lower elongation at break, both in their dry and wet states, compared to the reference fiber yarns. Considering the lower twist number of RefYarn, its elongation to break should be higher.
Table 2 also shows that the tenacity data of the yarn made during this study scattered to a high extent. This is definitely according to expectations from our small-scale lab spinning. The yarn index of quality displayed in the second-to-bottom row of Table 2, which is the ratio of the mean tenacity times the mean elongation at break divided by the yarn linear density coefficient of variation, 15 clearly illustrates the difference between the commercial yarns and the yarns made we made. Although all studied yarns were ring spun, it is fair to claim that the conditions in the ring spinning varied with the small-scale manufacturing compared to the industrially manufactured RefYarn. Furthermore, the twist multiple, TM, of the RefYarn indicates use in knitted structures. According to Lawrence, 17 a TM in the range from 2050 to 2550 is suited for hosiery, whereas TMs of approximately 3300 are better suited as weft yarns in weaves. Another significant factor may have been that no spin-finish was applied on the studied fibers.
It should be noted that the TENCEL® reference yarn was made from finer fibers. The link between fineness and strength of fibers transforming into yarn strength was described by Simpson and Murray, 19 who found that the tenacity of 25 tex ring spun cotton yarns increased with fiber fineness. Their views suggest that the finer staple fibers of TENCEL® would render higher tenacity than the yarns from the courser study fibers. However, the results from this study show the contrary. As could be expected, Simpson and Murray also found fiber strength to be an even more prominent factor for yarn tenacity.
Single jersey area weight and shrinkage upon laundering
Mass of single jersey samples given as mean ± σ

Water sorption
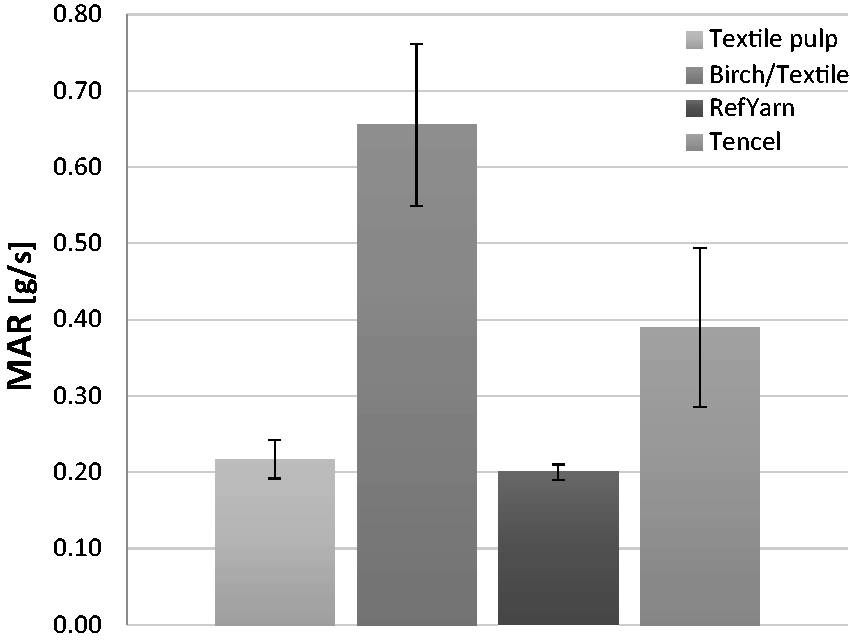
Yet another important textile quality is the single jersey’s ability to absorb and transport humidity. This is essential for comfort properties. Figure 1 shows the absorption ability for the different single jerseys. Surprisingly, it is the birch/textile-based single jersey, made out of the strongest and stiffest fibers, that stands out with a mean 4.5 times water DAC sorption. The MAR, as shown in Figure 2, was highest for the birch/textile single jersey. The saturation time, tf, was also recorded but it is not shown graphically here. Commercial TENCEL® single jerseys reached saturation after about 26 s, while it took birch/textile about 32 s and textile pulp and RefYarn single jerseys both took about 37 s to level off. The limited number of samples does not make it possible to conduct statistical analyses and to draw solid conclusions. Hence, the differences are merely qualitative. It needs pointing out that neither of the study fibers had received spin-finish or other additives, which are known to alter the hydrophilicity of regenerated fibers. The difference in twist between the RefYarn and the other three yarns should also, to some extent, affect the hygroscopic nature of the yarns given the interfiber capillary formation difference.
Column heights and error bars represent the mean and Column heights and error bars represent mean and ±σ of the Maximum Absorption Rate (MAR) of the different single jerseys in accordance with the legend.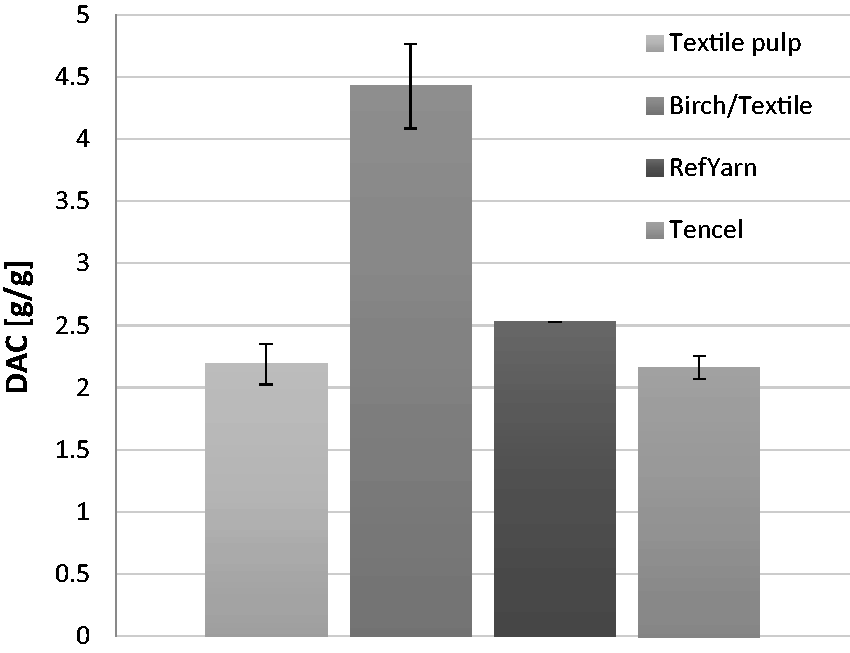
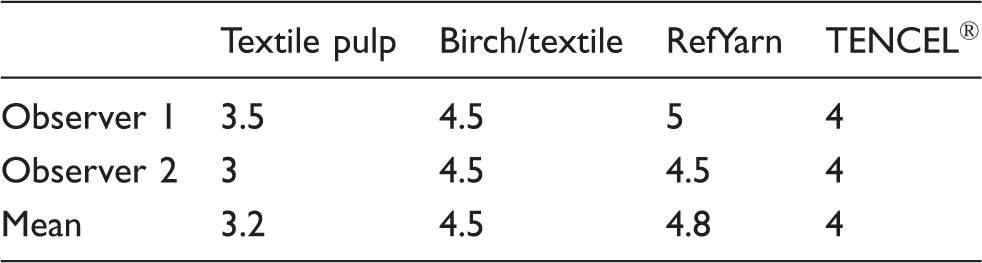
Dyeability, staining and color fastness
Results from staining tests as judged by two non-biased evaluators. A score of 5 represents no staining
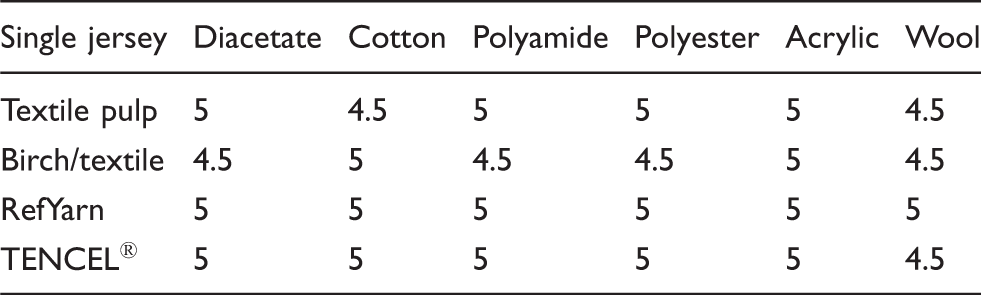
Results from color fastness tests as judged by two non-biased observers. A score of 5 represents no color change
Abrasion resistance and pilling
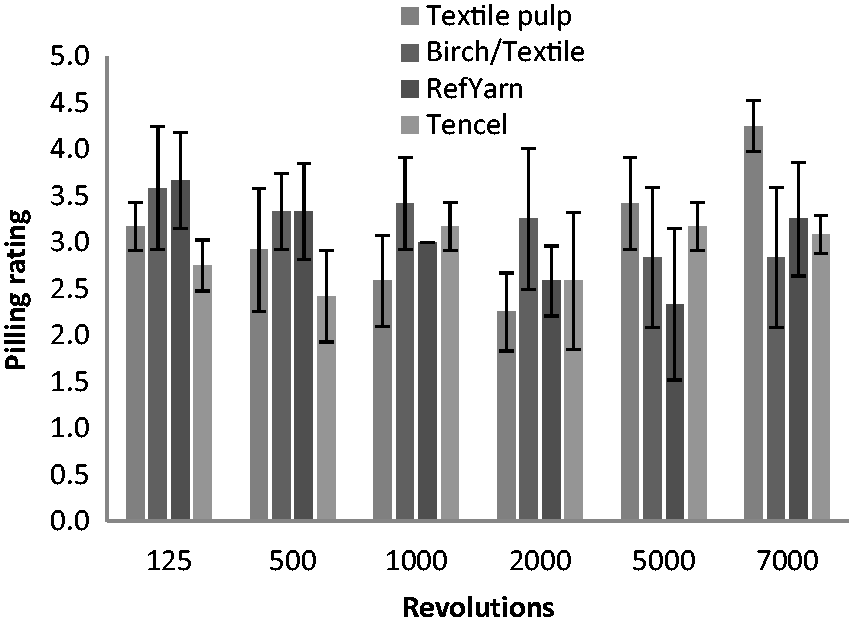
Data from Martindale abrasion resistance testing are presented in Figure 3. Qualitatively, the birch/textile-based single jersey was the most durable of the four. As pilling is considered the Achilles of fibers made by the lyocell process, it is essential to compare the study single jerseys to the references. Figure 4 shows how pilling evolved during Martindale testing and it was apparent that the pilling rating did not stay constant with the number of cycles. Except for the birch/textile, which according to Figure 4 appear to increase the pilling degree for every assessment, the general trend seen in Figure 4 is that pilling intensity went through a minimum during the course of the 7000 cycles. The number of cycles to these minima was individual for each single jersey. Notice that neither spin-finish nor other additives were added to the two study fibers or single jerseys. The lower number of twists for the commercial RefYarn should make it more sensitive to abrasion and potentially also alters its pilling characteristics.
Abrasion resistance represented as the mean number of revolutions before yarn breakage was recorded in the knitted structure. Column height represents mean and the error bars ± σ. Pilling rating values of single jersey knitted from yarns according to the legend. Columns represent means and the error bars ± σ.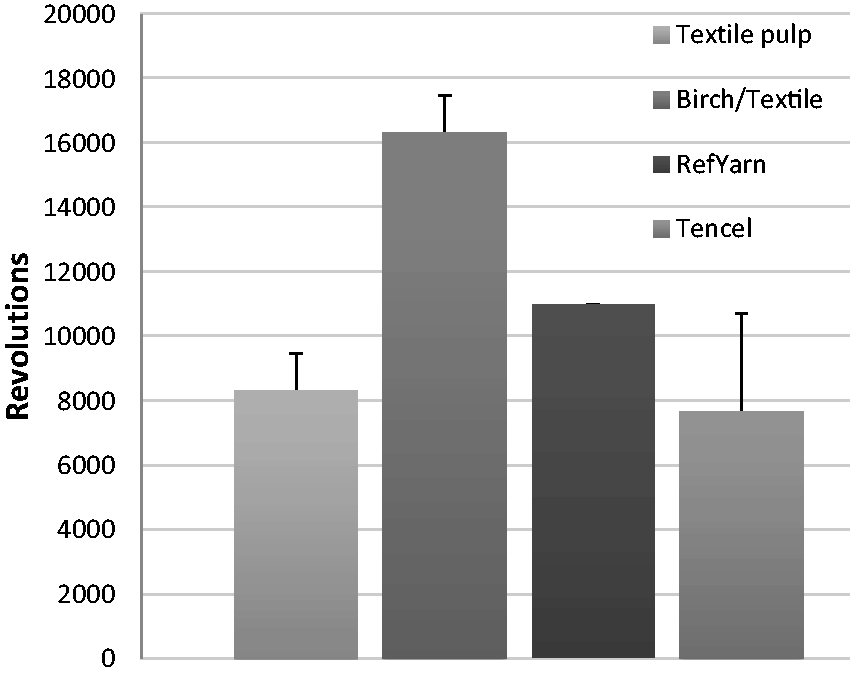
Conclusions
Dry–wet spinning of pure cotton waste-based pulp, here denoted textile pulp, and blended with birch-based dissolving pulp in the ratio of birch/textile 90/10, rendered fibers with both statistically significantly higher tenacities and higher E-moduli than a commercially available TENCEL® fiber.
Yarns were ring spun out of the two study fibers and the reference TENCEL® fiber and compared with a 25 tex off-the-shelf TENCEL® yarn. The numbers of twist of our yarns were higher than for the commercial yarn. Mechanically, the pure textile pulp yarn had statistically significantly higher dry tenacity than the yarn we made from the TENCEL® fibers. The wet tenacity of both study fiber yarns turned out to be statistically significantly higher than the two reference yarns even if the lab-scale spinning rendered yarns of much lower quality index than the commercial reference yarn. Single jerseys knitted from the study yarns shrunk less than both the herespun TENCEL® fiber yarn and the off-the-shelf TENCEL® yarn.
The single jerseys were utilized to quantify other textile qualities of the different materials in terms of shrinkage, water carrying capacity, water transport rate, dyeability, staining and color fastness, durability and pilling tendency. Besides the poorer color fastness of the fabric based on cotton waste textile pulp, the general picture is that the two study fiber single jerseys performed as good as the references.
The question is how textile pulps shall be used in the most rational way. One way is, of course, to use them for making textiles of high quality, but another possibility is to mix textile pulps with conventional dissolving pulps based on wood, thereby increasing the mechanical properties. Eventually, this may be an economical decision.
Footnotes
Acknowledgements
Lenzing AG is gratefully acknowledged for providing the TENCEL® staple fibers. We are also grateful to TITK, Thüringisches Institut für Textil - und Kunststoff-Forschung, whose expertise in cellulose dissolution and spinning enabled this study. At Swerea IVF, Doctor Carina Olsson was kind enough to conduct the staple fiber tensile tests. Lena-Marie Jensen at Smart Textiles, University of Borås, is also acknowledged for her organizational support.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: We would like thank Vinnova, the Swedish Agency for Innovation Systems, as the main sponsor of the Textiles Back to Textiles project that this study was part of.