
Abstract
This study aims to explore the feasibility of replacing traditional components, such as Portland cement, river sand and tap water with sugarcane bagasse ash (SCBA), polypropylene (PP) fibers, and sea sand-seawater (SSSW) in lightweight foamed concrete (LWFC) production. SCBA was used in the range from 0 to 15% as cement replacement, and PP fibers were used with dosage from 0% to 1% by volume of LWFC. Meanwhile, SSSW was used to completely replace river sand and tap water. The investigation delves into the fundamental physico-mechanical properties of LWFC, encompassing compressive strength, splitting tensile strength, and water absorption. The incorporation of SCBA initially displayed a negative impact on the early strength of LWFC, which was mitigated by the favorable effects of PP fibers and SSSW. At later ages, SCBA contributed to increased compressive strength, yet a threshold level was identified beyond which excessive SCBA adversely affected this strength property. Furthermore, statistical regression analyses were employed to interpret test results, revealing promising findings. A regression model was proposed to predict splitting tensile strength LWFC from corresponding compressive strength, yielding an R 2 of 0.74. Lastly, utilizing SCBA as cement replacement and incorporating SSSW into LWFC production resulted in reduced water absorption.
Keywords
Introduction
Vietnam, located in a region endowed with favorable natural conditions, has been cultivating sugarcane for sugar production for roughly 250 years. 1 In the sugar-making process, bagasse refers to the residue that remains after extracting juice from sugarcane. This leftover material is often used as biomass fuel to generate electricity; and the resulting ash, known as sugar cane bagasse ash (SCBA), occupies about 4% of bagasse mass and is the final waste of the sugar production chain.2,3 In order to promote sustainable development in sugar production, it is crucial to enhance the sugar production chain by implementing a method to recycle SCBA. Without proper recycling, SCBA remains a solid waste that poses significant challenges in terms of disposal, placing a substantial burden on the overall waste management process. Fortunately, SCBA is a valuable material for cement and concrete production due to the high silicon and aluminum oxide it contains. 4 As a consequence, researchers in major sugar-producing regions such as Brazil,5–8 India,9–14 China,15,16 and Mexico 17 have shown a great deal of interest in this recycling strategy, resulting in a proliferation of research in this area. One area within the concrete industry that holds significant potential, yet remains relatively unexplored, involves recycling sugar cane bagasse ash (SCBA) to produce lightweight foamed concrete (LWFC). Unlike normal-weight or high-strength concrete, LWFC exhibits higher potential in incorporating waste and by-product materials, as strength is not a major concern. In particular, SCBA can partially replace cement and sand in LWFC production. The production of the former is one of the most significant sources of greenhouse gases and the latter is a non-renewable natural resource that could be depleted in the future. In fact, waste materials and by-products from various sources have been incorporated into LWFC, serving to partially or completely substitute cement or sand, as referenced in the recent work of Shah et al. 18 However, the application of SCBA in LWFC has been rarely reported. One recent study can be found on this subject, investigating the use of SCBA up to 25% as a replacement for sand in LWFC. 19 In that study, the optimal amount of SCBA for achieving compressive strength was reported to be 10%. The study also revealed that the water absorption of LWFC increased with higher proportions of SCBA used as a sand replacement. This could be viewed as a disadvantage of using SCBA to replace sand in LWFC, as the increase in water absorption indicates a rise in both the total pore volume and interconnected pore volume within the LWFC. Consequently, this creates pathways for hazardous substances in the water to infiltrate the inner concrete, leading to chemical reactions with the hydration products and ultimately resulting in the deterioration of the concrete. This drawback of increased water absorption is also observed when utilizing fly ash, an industrial waste, as a substitute for fine aggregate in LWFC.20,21 The underlying issue here is that when waste materials such as fly ash or SCBA are utilized to replace fine aggregates, it results in a greater volume of paste. This, in turn, reduces the necessary foam volume needed to achieve a similar density. While the foam content introduces artificial pores that lack interconnectivity, the higher paste content can lead to a greater capillary pore volume, ultimately causing an increase in water absorption. If SCBA is employed to partially replace cement in LWFC, it could potentially address this issue, as the paste content might not change significantly. Nonetheless, challenges also emerge when considering SCBA as an alternative binder for cement.
It is true that SCBA can possess significant pozzolanic activity due to its amorphous silica and aluminate content, which enables its use as a cement replacement. As indicated by Bahurudeen et al., 11 concrete samples containing up to 20% SCBA, as cement replacement, exhibited greater compressive strength than that of the control concrete, even after 3 days. Nevertheless, not all SCBA exhibits exceptional pozzolanic properties. Cordeiro et al. 5 reported that early-age concrete containing 20% SCBA as a cement replacement exhibited a substantial reduction in compressive strength compared to control concrete. Singh et al. 13 studied blended cement by mixing ordinary Portland Cement with varying proportions of SCBA (10%, 20%, and 30%). The researchers discovered that the compressive strengths of the mixtures containing 20% and 30% SCBA were significantly lower than the reference concrete after 28 days. A problem when using SCBA as a binder to replace cement in concrete production is the poor reactivity of most types of ash. This challenge lies in the production of SCBA which is the limited ability to effectively regulate the combustion temperature within the boiler and control the method of ash washing or cooling. As a result, the generated SCBA often exhibits a reduced reactivity due to its high carbon content and the presence of crystalline silica.8,22
To address the challenge of low early strength that SCBA can introduce to concrete, it's worth considering the addition of other components to the mix. One such component is Polypropylene (PP) fibers. Numerous studies, as summarized by Blazy and Blazy, 23 have delved into the impact of PP fibers on concrete properties. In general, fiber material plays a crucial role in mitigating plastic shrinkage cracks. Furthermore, it enhances features like tensile strength and flexural strength. These beneficial effects are not limited to only conventional concrete but also extend to various types of concrete. For instance, Hammad et al. 24 demonstrated that incorporating 1.5% of macro synthesis PP fibers and 5% steel fiber by weight of binder in alkali-activated concrete significantly enhance its performances, such as improving cracking resistance, energy absorption, flexural capacity, and ductility of concrete beams. However, the effects of PP fibers on specific properties, such as compressive strength and water absorption, are less discernible or even neutral. Kamisetty et al. 25 explored the use of fly ash and PP fiber as a replacement for fine aggregate and found that incorporating 0.05% of PP fibers by weight of total solids had both positive as well as negative impacts on compressive strength depending upon the testing age and the amount of foam in the mix. However, the combined effect of using both fly ash and PP fibers showed an overall increase in the compressive strength of concrete. PP fibers indeed enhance concrete properties up to a certain dosage threshold. Beyond this point, excessive use of PP fibers can potentially lead to negative outcomes for many properties of concrete. One way to support this statement is to look into the exceptional lightweight of PP fibers. This characteristic poses a challenge during the mixing process in normal-weight concrete. The tendency of PP fibers to float on the surface of the mixture during mixing hinders their uniform distribution throughout the concrete. In a study by Xu et al., 26 it was noted that maintaining the uniform distribution of PP fibers in the mixture became challenging when the dosage exceeded 0.25%. This is where LWFC gains an advantage over normal-weight concrete. By designing the density of LWFC to align with that of the PP fibers utilized, it becomes possible to incorporate a higher volume of PP fibers while still ensuring their consistent dispersion within the mixture. Other fiber materials like basalt fiber, and steel fiber will be more appropriate to be better distributed in concrete mix because their unit weight is higher than that of PP fiber. Like in the work of Bayraktar et al., 27 basalt fiber can be used up to 2% with various waste materials to produce foam concrete with enhanced mechanical and durability properties. However, the researcher highlighted the importance of maintaining appropriate fiber content to balance the mechanical strength and water absorption in lightweight foam concrete applications.
Similar to SCBA and PP fibers, the potential of utilizing sea sand and seawater (SSSW) in the production of LWFC remains unexplored. The primary concern regarding the use of SSSW in concrete production is that the main ions, including Cl−, SO42−, and Mg2+ present in SSSW, can participate in chemical reactions with the hydration products of cement, affecting the mechanical properties and durability of concrete. In terms of reaction mechanisms, the high concentration of Cl− can accelerate the corrosion of steel reinforcement and promote the formation, which can lead to concrete expansion and cracking. 28 Another concern is that the introduction of Cl− ions from SSSW into the concrete mixture may affect the setting time and fluidity of fresh concrete. The slump of SSSW concrete increases with higher salt content but decreases with increased shell content. 29 Agostini et al. 30 found that replacing river sand with sea sand increases the water demand for concrete and decreases its workability. However, other scholars have reported contradictory results, suggesting that SSSW has little effect on concrete slump.29,31
Since LWFC is commonly used for non-structural purposes and typically does not incorporate reinforcement that could corrode if exposed to SSSW, incorporating SSSW into LWFC could be a viable option to completely replace traditional river sand and tap water. Furthermore, LWFC, with its typically low compressive strength, is primarily used for precast concrete blocks or partition walls, which are intended for thermal and sound insulation. Using LWFC for precast applications could mitigate the challenges posed by the reduced workability introduced by Cl− ions in SSSW. From a sustainability perspective, substituting SSSW for river sand and tap water in concrete production could significantly contribute to the conservation of natural resources, an important consideration given the increasing demand for sand and potable water, which are at risk of becoming scarce. Several studies, including those by Dhondy et al., 32 Xiao et al., 33 and Ge et al. 29 have conducted thorough reviews highlighting promising outcomes when incorporating SSSW into concrete, mainly conventional and self-compacting concrete. The majority of the studies they summarized tend to indicate that SSSW enhances the early-age compressive strength development of concrete, though the late strength is slightly lower but not significantly different from that of control concrete. 34 For example, Pan et al. 35 studied the compressive strength of SSSW concrete at 3, 7, and 28 days. Their results showed an increase in compressive strength by 23.3% at 3 days, followed by decreases of 1.9% at 7 days and 7.6% at 28 days. However, it is worth acknowledging that conflicting conclusions exist in some studies examining the effect of SSSW on concrete compressive strength. 29 This could be attributed to the varying characteristics of SSSW across different global locations. 33 The impact of salts and shell content on the compressive strength of concrete shows that as the levels of salt and shell content rise, the early-age compressive strength of SSSW concrete tends to decrease when compared to control concrete. 29 Addressing this divergence, Dhondy et al. 32 recommended that the specific location and the chemical and mechanical compositions of the SSSW utilized should be emphasized in this field of research. This would contribute to a more comprehensive understanding of how SSSW impacts concrete materials.
Given the limited existing research on the feasibility of incorporating SCBA, PP fibers, and SSSW in the production of LWFC, this study aims to address the research's gap by assessing the performance of these materials in LWFC in relation to fundamental physico-mechanical engineering features. Notably, there has been a lack of investigation concerning SCBA produced in Vietnam and its application in cement concrete. Most research on SCBA concrete has been conducted in major sugar cane-producing regions like Brazil and India. However, the composition of SCBA can vary depending on factors such as sugar cane variety, growth conditions, bagasse purity, and the specific burning and cooling processes used in the bagasse boiler for the cogeneration of electricity. 9 Therefore, a dedicated study is needed to explore SCBA originating in Vietnam, with the goal of determining effective methods to mitigate the environmental impact of SCBA disposal. This study delves into key physico-mechanical engineering properties of LWFC, namely compressive strength, splitting tensile strength, and water absorption. Through the application of regression analyses to the test results, the aim is to gain a statistical understanding of the impact of each component employed in LWFC on these specific properties.
Methodology
Materials
LWFC in this study used 40-grade Portland cement (OPC) and SCBA as binding materials. Table 1 provides the chemical analyses of the OPC and SCBA. The SCBA has a density of 1.66 g/cm3, an average particle diameter of 66.46 μm, and a specific surface area of 1765 m2/kg. The Strength Activity Index (SAI) of SCBA compared to Portland cement at 28 days is 93.6%. According to ASTM C618, a material can be considered as having potential pozzolanic activity when its SAI is greater than 75%. The particle size distribution of SCBA can be seen in Figure 1. Meanwhile, Figure 2 displays the particle size distribution of the fine aggregates used in this research. In comparison to river sand, sea sand has a lower fineness modulus and unit weight, but a higher water absorption property. The sea sand also contains 0.2% chloride by weight. The calcium, magnesium, sulfate, and chloride ions in seawater are 408.8, 1428.8, 2667.6, and 20993.5 mg/L, respectively. Both the sea sand and seawater were collected from a beach in Tuy Hoa City, Phu Yen province, Vietnam.

Particle size distribution of SCBA.

Particle size distribution curve of fine aggregates.
Chemical analyses of binders.

Polypropylene fibers, which had a diameter of 34.2 μm, a unit weight of 0.91 g/cm3, and a length of 12 mm, were utilized in this research. The dosages of PP fibers in the concrete mixture were 0.5% and 1% by volume of LWFC. The tensile strength of the PP fibers was approximately 600 MPa. The final ingredient in producing LWFC was the Eabassoc commercial foaming agent. According to the manufacturer, when the Eabassoc foaming agent is mixed with water and processed through a foam generator, it produces a stiff and white foam that expands in volume by 20‒25 times without collapsing.
Mix proportion and mixing process
In order to achieve a target density of 800 ± 15 kg/m3 for LWFC, a water-to-binder ratio of 0.42 and a fine aggregate-to-binder ratio of 0.37 were selected. The content of the foaming agent was almost similar for all the mixtures and was determined by trial mixes. As discussed in the introduction section, the use of SCBA when exceeding 20% has resulted in a reduction in the strength of concrete in previous studies. Therefore, the maximum content of Vietnam's SCBA investigated in this study was decided to be 15%. Table 2 presents the mixture proportion used in this study. For the sake of clarity, mixtures beginning with the letter “N” will be categorized as N-series (mixture using river sand and tap water), and those beginning with the letter “S” will be classified as S-series (mixture using SSSW). The letter “A” stands for “ash” in SCBA, and “P” stands for PP fibers. The numbers following the letters “A” and “P” indicate the dosage of SCBA and PP used, respectively. For instance, the mixture SA10P1.0 refers to the S-series mixture incorporating 10% SCBA and 1% PP fibers. A pan concrete mixer was utilized to mix LWFC (see Figure 3(a)). Subsequently, the mixed concrete was measured to verify its density (see Figure 3(b)). The actual mix density was determined by filling a pre-weighed standard container of known volume with the produced foam concrete and then weighing it. Bing et al. 36 demonstrated that an acceptable variation between the design and achieved densities was ±50 kg/m³, which is typical for foam concrete production in industrial practice.
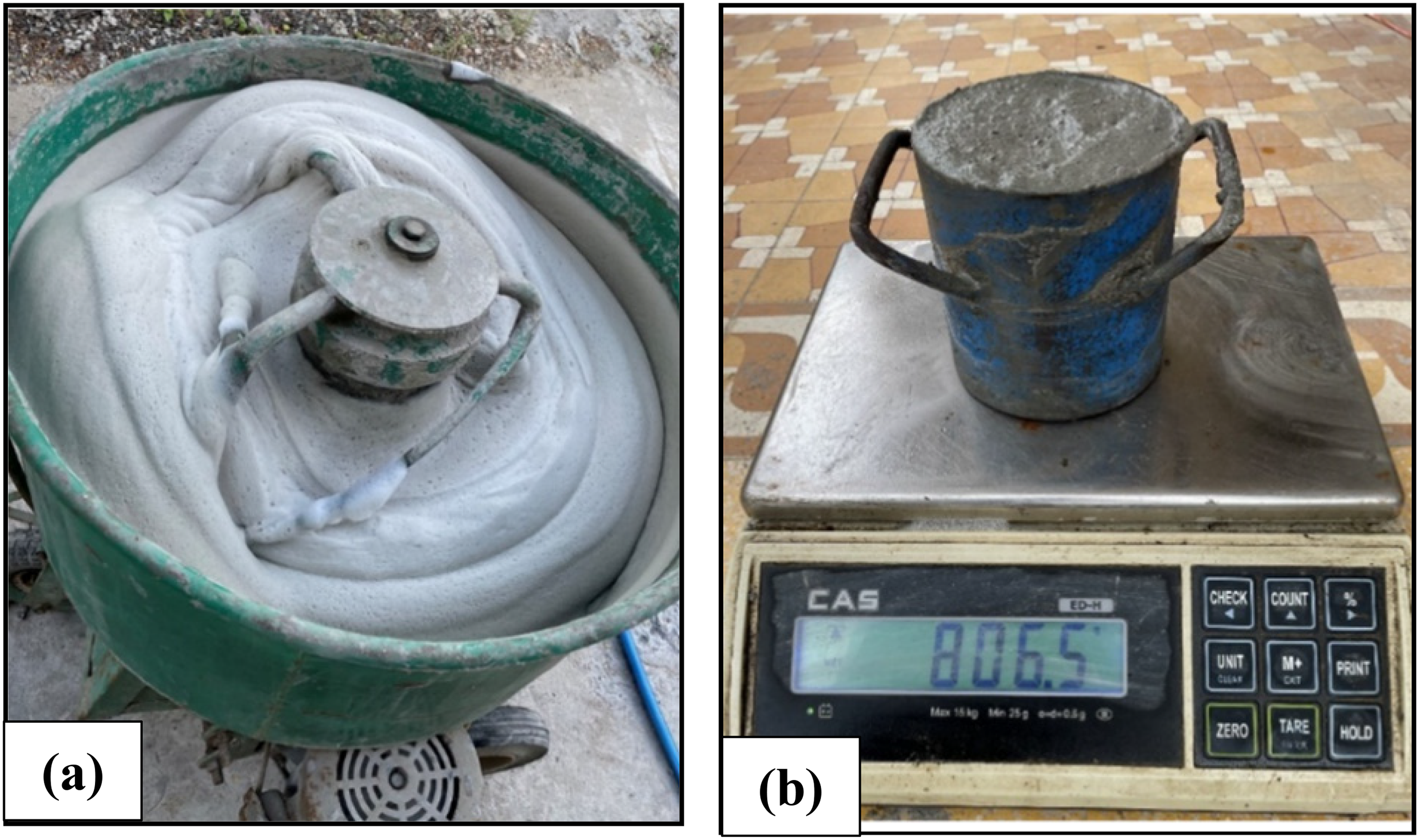
Fresh LWFC: (a) LWFC after mixing; (b) weighing fresh LWFC to calculate density.
LWFC mixture proportions (unit: kg/m3).

Note: N: normal mixture using river sand and tap water; S: mixture using sea sand and seawater (SSSW). A0, A5, A10, A15: SCBA at percentages of 0, 5, 10, and 15% (by mass of binding materials), respectively. P0, P0.5, P1.0: PP fiber at percentages of 0, 0.5, and 1.0% (by volume of LWFC), respectively.
Testing methods
Compressive strength and splitting tensile strength tests
Concrete cube specimens (150 × 150 × 150 mm) and cylinder specimens (150 × 300 mm) were prepared for the evaluation of compressive strength and splitting tensile strength, respectively. After 48 h following casting, the specimens were demoulded and then cured in water until the specified test ages. The compressive strength tests were conducted on the 7th, 28th, and 91st day, while the splitting tensile strength tests were performed on the 28th and 91st day. The reported results represent the average values obtained from three test specimens. Figure 4 shows actual photos of the tests.

Mechanical properties testing: (a) compressive strength testing; (b) splitting tensile strength testing.
Absorption test
The absorption test was carried out according to ASTM C642. This experiment was conducted on cube specimens with dimensions of 100 × 100 × 100 mm at the age of 28 and 91 days. The test results are the average of the three test samples. Figure 5 shows the concrete absorption test. At the time of testing, the concrete samples were placed in the drying oven at 100 ± 5°C for 24 h. Afterward, the samples were naturally cooled in the laboratory, and the dry mass (m0) was determined. Next, the specimens were submerged in water for 48 h. Subsequently, they were placed in a suitable receptacle filled with tap water and boiled at a temperature of 90°C for 5 h. After the boiling process, the specimens were left to cool at room temperature for 15 h, and the surface-dry mass (m1) was determined. The absorption after immersion and boiling of the concrete (A) is determined according to the following formula (equation (1)).

Absorption test: (a) specimens in drying oven; (b) immersing and boiling specimens in water.
Multiple linear regression analysis
The primary statistical method employed in this study involves the utilization of multiple linear regression analysis, which can be referred to in the book of Mendenhall and Sincich. 37 Regression analysis provides a mathematical description of the relationship between the independent variables and a dependent variable. The dependent variable is the one that needs to be explained or predicted, e.g. the compressive strength. On the other hand, independent variables are employed to explain or predict the changes in the dependent variable, e.g. the content of SCBA, the content of PP fibers, or the use of SSSW in the mixture. When more than one independent variable is involved in the model, the method is called multiple regression.
Although multiple linear regression is not the only type of regression model that can be used with quantitative outcomes, it is the most popular form of statistical regression and has been used to predict the strength of concrete in a number of studies.38–42 The fundamental notation for multiple linear regression can be found in equation (2). In this equation, 

Results and discussions
The results of all conducted laboratory tests are presented in Table 3, while Table 4 provides a statistical summary of the test results. The discussions regarding these results are presented in the following sub-sections. Overall, the compressive strength of LWFC is approximately 3 MPa, with a density of around 800 kg/m³, which aligns with its typical use in the production of non-load-bearing structures. These include precast blocks, panels for outer leaves of buildings, partition walls, thermal insulation layers, and soundproofing screeds. 43 Moreover, as shown in Table 3, the variation between the design and achieved densities remains within this predefined tolerance limit.
Results of compressive strength, splitting tensile strength, and absorption tests.
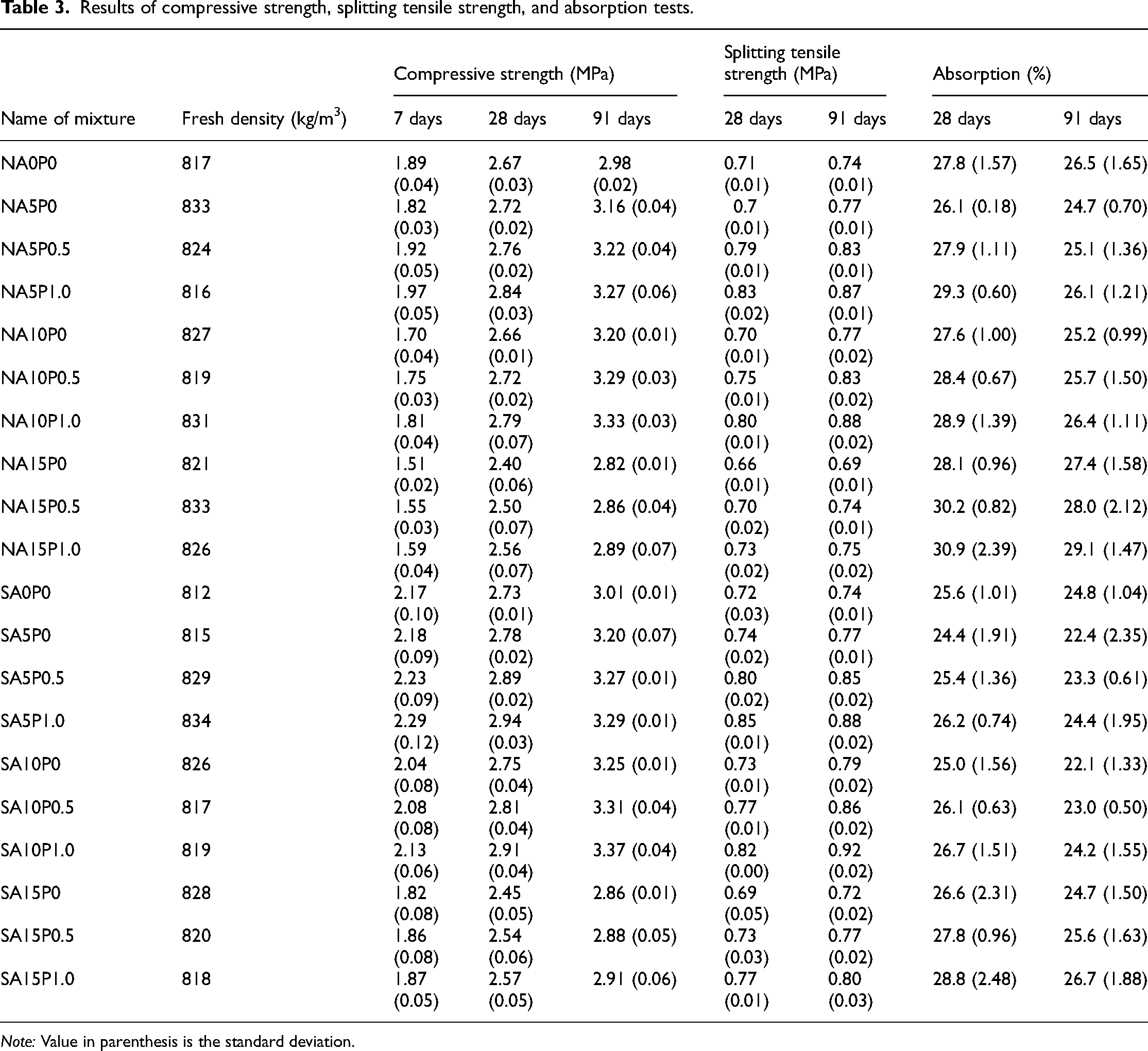
Note: Value in parenthesis is the standard deviation.
Summary of the test result through statistical analysis.

Compressive strength of LWFC
Effects of SCBA replacements on compressive strength of LWFC
Figure 6 illustrates the percentage change in compressive strength for mixtures containing SCBA compared to those without SCBA (NA0P0 and SA0P0). Focusing on the N-series, it becomes evident that replacing 5% of cement with SCBA led to a 3.91% decrease in 7-day compressive strength compared to the control sample. This reduction in 7-day compressive strength escalated to 16.3% as the SCBA replacement level increased to 15%. This observation confirms the low pozzolanic activity of SCBA used in this study. The inclusion of low-reactivity SCBA in the mixture as a substitute for cement slows down the hydration process, resulting in fewer hydration products compared to the control mixture. Consequently, this accounts for the reduction in early-age compressive strength. However, by employing 5% and 10% SCBA replacements for cement, the compressive strength experienced a notable increase of 6.59% and 8.05%, respectively, at the age of 91 days. This enhancement in strength can be attributed to the pozzolanic reaction between the silicon oxide components (SiO2) in the SCBA and the calcium hydroxide (Ca(OH)2) generated during cement hydration. This reaction prompts the formation of a more substantial quantity of calcium silicate hydrate compound (C-S-H), significantly contributing to the improved compressive strength of the concrete. 9 Conversely, a 15% cement replacement by SCBA still resulted in a strength decrease of approximately 5.2% compared to the control mixture at 91 days. Consequently, it can be deduced that the use of SCBA should be limited to 10% to enhance the compressive strength of LWFC during its later ages. Similar observations can be drawn when examining the S-series mixtures.

Percentage change in compressive strength of LWFC using SCBA compared with control mixtures.
Effects of PP fiber on compressive strength of LWFC
As shown in Figure 7, the use of PP fiber increased the compressive strength of LWFC compared to the compressive strength value of mixtures without PP fibers (P0 mixtures), and the figure for mixtures containing 1% PP fiber (P1.0) was greater than the corresponding value for mixtures containing 0.5% PP fiber (P0.5). The effect of PP fibers on increasing the compressive strength of concrete can be explained by the physical anchoring effect of the fibers in the cement matrix, which creates a strong friction force between them. As a consequence, the structure of concrete specimens became more continuous, and their compressive strength increased substantially. 44 Since the PP fibers have stable chemical properties and have no involvement in the hydration reactions of cement,26,44 the increase in compressive strength values at 91 days was not as remarkable as those at 7 or 28 days. Given that 1% PP fiber content is the maximum dosage used in this research and compressive strength continued to increase at this level, it is likely that the optimal PP fiber content lies above 1%. However, further increasing the PP fiber content does not always lead to higher compressive strength. This finding slightly differs from the report by Falliano et al., 45 which stated that 0.7% and 2% short polymer fiber content consistently provided higher compressive strength of foam concrete than 5% fiber content.

Percentage change in compressive strength of LWFC using PP fibers compared with corresponding P0 mixtures: (a) N-series; (b) S-series.
To summarize, it is recommended to incorporate 1% PP fibers, whose properties have been described in Methodology section, in LWFC incorporating SCBA, as this can mitigate the tradeoff of low early strength associated with SCBA usage.
Effects of SSSW on compressive strength of LWFC
To assess the impact of SSSW on the compressive strength of LWFC, the percentage change in compressive strength of mixtures containing SSSW (S-series) compared to the corresponding mixtures containing river sand and tap water (N-series) was calculated and presented in Figure 8. It is evident that the inclusion of SSSW led to a significant enhancement in the 7-day compressive strength of LWFC. This finding aligns with the majority of studies investigating the effect of SSSW on concrete compressive strength as referenced in Xiao et al. 33 The driving factor behind this enhancement is the presence of chloride and sulfate ions in SSSW. The chloride ions play a significant role in promoting cement hydration. They can react with alite (C3S) to form C-S-H or with tricalcium aluminate (C3A) to produce Friedel's salt (3CaO.Al2O3.CaCl2.10H2O), which in turn accelerates the hydration process of cement. 46 As a result, the total hydration product is enhanced at the 7-day age, leading to improved compressive strength. Additionally, seawater containing sulfate ions also participates in chemical reactions with the mineral composition of cement (C3A), resulting in the formation of gypsum and ettringite. These newly formed crystal products can fill voids within the concrete matrix, resulting in enhanced concrete microstructure. 47 It also should be noticed that the particle sizes of sea sand in this study are smaller than those of the river sand. According to the explanation provided by Lim et al., 48 the utilization of finer sand in LWFC results in a more uniform distribution of air bubbles compared to coarser sand. Consequently, LWFC incorporating finer sand exhibits higher compressive strength than its counterpart using coarser sand.

Percentage change in compressive strength of S-series mixture in comparison with the corresponding mixture from N-series mixture.
When incorporating SCBA into the concrete mixtures, the enhancement in compressive strength becomes even more noticeable compared to cases where SCBA is not used. For instance, when considering the concrete mixtures using SSSW and no SCBA (SA0P0), the 7-day compressive strength increased by a modest 14.8% in comparison to the corresponding mixture without SSSW (NA0P0). However, when SCBA was included in the mix, the 7-day compressive strength of the S-series mixtures showed a substantial increase, ranging from 16.2% to 20.1% greater than the corresponding figures for the N-series mixtures. SCBA functions as a pozzolanic material, engaging in a reaction with Ca(OH)2 that is released during the hydration of Portland cement. The progress of Portland cement hydration can be monitored by tracking the increase in Portlandite content over time. 49 With the incorporation of SSSW into the concrete mixture, the hydration process of the cement is expedited, leading to a higher content of Portlandite at earlier ages compared to the corresponding mixture without SSSW. Consequently, the S-series concrete mixtures containing both SCBA and SSSW will hold a more significant proportion of Portlandite with which the SCBA can react. This heightened interaction leads to a more substantial enhancement in early-age compressive strength compared to the performance of SA0P0 mixtures, where SCBA was absent. This explanation is in line with the discoveries of Dang et al. 50 In their study, they observed that chloride ions present in sea sand increased the pozzolanic reactivity of fly ash and the hydraulicity of blast furnace slag during the initial stages. This led to greater compressive strength in the mixture that lacked chloride ions. To substantiate this assertion, they examined the pore structures of these concrete samples and found corroborative evidence.
At 91 days, however, the increase in compressive strength between SSSW concrete and concrete made with river sand and tap water only ranges from 0.6% to 1.5%. Younis et al. 51 discovered that after 56 days, a portion of the calcium in C–S–H undergoes an exchange with Mg2+ ions in seawater. This exchange results in the formation of saline impurities, most likely gypsum. Additionally, magnesium sulfates (MgSO4) in seawater react with Ca(OH)2 in the pore solution, leading to the production of soluble magnesium hydroxide (Mg(OH)2) and gypsum (CaSO4 .2H2O). 52 These newly formed substances fill cavities in the concrete, resulting in expansion stress. Consequently, the compressive strength of concrete made with SSSW may be negatively impacted by these processes, narrowing the gap of compressive strength difference between S-series mixture with the corresponding N-series mixture at 91 days.
Fitting regression model to compressive strength data
The primary objective of this subsection is to understand how changes in the SCBA, PP, and SSSW relate to changes in the compressive strength value. Linear regression analysis can isolate the relationship between each independent variable and the dependent variable, so its results represent the mean change in compressive strength for each one-unit change in SCBA, for instance, in the mixture when other independent variables, such as PP and SSSW, are held constant, and vice versa. In this investigation, the authors fitted compressive strength data using linear regression analysis. Three independent variables are under consideration: SSSW, SCBA, and PP. Among them, SSSW is a categorical variable, while SCBA and PP are continuous variables. To incorporate SSSW into the compressive strength regression model, it needs to be transformed into a continuous variable. Fortunately, SSSW is dichotomous, taking either “yes” (having SSSW) or “no” (not having SSSW) values, making the conversion straightforward. As previously discussed, PP and SSSW showed linear effects on compressive strength, while SCBA exhibited a non-linear relationship on late age compressive strength: compressive strength increased until reaching a certain SCBA content, after which it declined. Therefore, the quadratic term of SCBA was added to the 28-day compressive strength and 91-day compressive strength models to accommodate this curved relationship. The regression model was fitted to the data for 7-day, 28-day, and 91-day compressive strength, and the results are presented in Table 5, respectively. The fitting process utilized the Python package “statsmodels”.
Linear regression model for compressive strength at 7, 28, and 91 days.

The regression results in Table 5 include some important statistical analyses that aid in understanding the model's performance. At the top sections of these tables, two key metrics are presented: the coefficient of multiple determination (R2) and the F-test (F-statistic and its corresponding P-value). The R2 value represents the proportion of variance in the dependent variable that is explained by the regression model. It ranges from 0% to 100%, with higher values indicating a better fit of the model to the observed data. On the other hand, the F-test assesses whether the overall model provides a better fit to the data compared to a model that contains only the coefficient of intercept. This test involves two hypotheses: the null hypothesis (H0) and the alternative hypothesis (Ha). H0 posits that the coefficients of the independent variables are equal to zero, indicating that the model with only the intercept would fit the data equally well as the current regression model. Ha suggests that the coefficients of the independent variables are not equal to zero, indicating that the current regression model is a better fit for the data. The statistical significance of the F-test is determined by the p-value (P(F-statistic)). If the p-value is smaller than the significance level (often set at 0.05), then H0 is rejected, and the overall F-test is considered statistically significant. All the models for compressive strength fitted the data very well with R2 (R2 ≥ 95%) and a very low p-value.
Moving to the lower sections of the tables, the coefficients of each independent variable
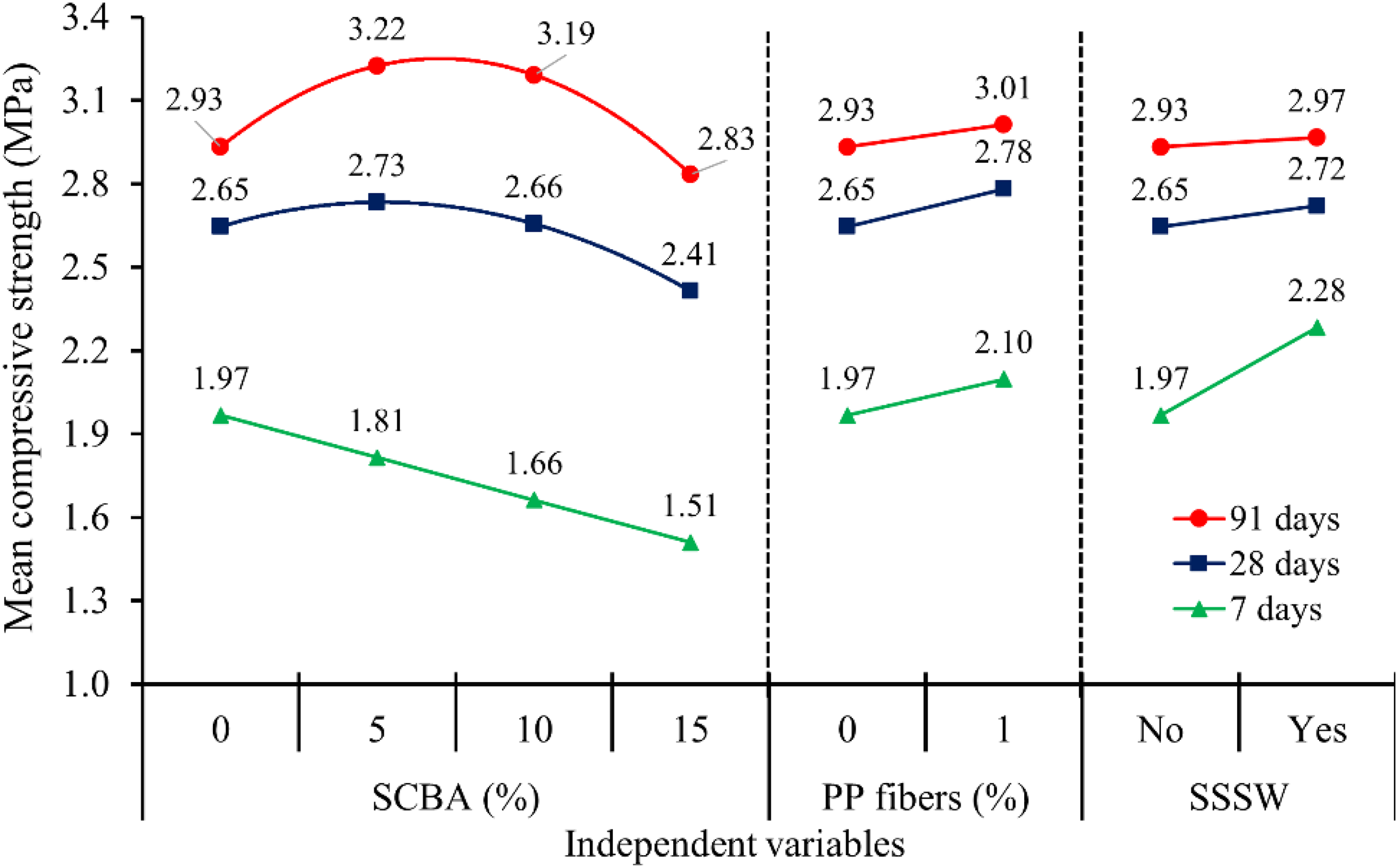
Main effects plot for compressive strength results.
Splitting tensile strength of LWFC
Feasibility of incorporating SCBA, PP fibers, and SSSW on enhancing the splitting tensile strength of LWFC
The effects of SCBA, PP fibers, and SSSW on the splitting tensile strength of concrete are quite similar to their impact on the compressive strength of concrete. Figure 10 illustrates the combined effects of these components on the splitting tensile strength of LWFC at 28 and 91 days. Compared to the control mixture (NA0P0), incorporating SSSW, SCBA, and PP fibers resulted in a significant increase in the splitting tensile strength. The most substantial enhancement was observed in the SA10P1 at 91 days, where the use of SSSW, SCBA, and PP fibers led to a 25% increase in the splitting tensile strength compared to the mixture without these components. Similarly, the SA5P1 mix experienced the highest increase in splitting tensile strength at 28 days, with an 18.9% improvement over the control mixture. When the SCBA content was kept constant, the addition of 1% PP fibers consistently improved the splitting tensile strength of the concrete. This improvement is attributed to the strong bonding between the PP fibers and the cement paste matrix, as well as the PP fibers’ ability to control crack propagation. These findings align with other studies,44,53 which reported that the optimal use of PP fibers resulted in the highest mechanical performance are 0.95% and 1.2%. Similarly, the investigation of Bayraktar et al. 27 on basalt fiber-reinforced foam concrete found that the use of fibers led to improved mechanical performance through enhanced crack control and bonding between the fibers and the cement matrix.

Percentage change in splitting tensile strength of LWFC using SCBA, PP fibers, and SSSW in comparison with the control mixture NA0P0.
Relationship between compressive strength and splitting tensile strength data of LWFC
According to ACI 318-08,
54
the splitting tensile strength of lightweight concrete can be estimated based on the compressive strength of light-weight concrete as shown in equation (4)
When applying equation (4) to the dataset of compressive strength and splitting tensile strength, the modification factor is determined to be 0.82. In a general context, the splitting tensile strength of LWFC in this study corresponds to approximately 46% of the square root of compressive strength, as dictated by the formula derived from ACI 318–08.
54
Another approach to assess the relationship between compressive strength and splitting tensile strength data involves fitting them with an appropriate model. From equation (4), two research questions can be proposed: firstly, whether an increase in compressive strength leads to a statistically significant increase in splitting tensile strength, and secondly, whether knowing the testing day of the compressive strength influences the predictability of splitting tensile strength. Table 6 provides the outcomes of a linear regression model applied to the splitting tensile strength of LWFC, utilizing two predictors: the compressive strength value and the testing day (28-day or 91-day). The model exhibits overall statistical significance, with a relatively high R2 value of 0.74. Furthermore, all the p-values associated with the predictors are notably small. The formula presented in equation (5) derives from the regression model, and its utilization facilitates a clear understanding of how alterations in compressive strength (
Linear regression model for splitting tensile strength.

Figure 11 provides a visual representation of the distribution of the original dataset of splitting tensile strength. Additionally, it displays the predicted tensile strength outcomes derived from both equation (4) sourced from ACI-318–08 and the regression model delineated by equation (5). When analyzing the graphical depiction, it becomes apparent that the two prediction methods exhibit minimal disparity in terms of median values, indicated by the similarity in the central lines of the three box plots. However, it's important to note that the utilization of the regression model yields results that are more widely spread than those obtained from the corresponding ACI-318 figures. This observed variance aligns with the dispersion of the raw dataset itself, showing consistency between the regression model's outcomes and the inherent variability present in the data.

Box plots of raw dataset of splitting tensile strength and its predicted values.
Water absorption of LWFC
Effects of SCBA replacements on water absorption
As illustrated in Figure 12, the samples containing 5% SCBA (A5) had the lowest water absorption at 28 days. Both A5 and A10 samples exhibited remarkably low water absorption at 91 days. As the SCBA content increased from 0% to 15%, the reduction in water absorption between two testing periods (28 and 91 days) increased continuously, peaked at 10% SCBA replacement (A10), and then substantially decreased at 15% SCBA replacement (A15). This pattern of results is in close alignment with the findings presented in the compressive strength section. In that section, it was established that the optimal SCBA quantity was 10%, and employing 15% SCBA led to a notably lower increase in strength compared to other proportions.

The effect of SCBA on water absorption of LWFC.
A similar trend was observed when using other by-product materials instead of SCBA. Initially, water absorption decreased as the amount of by-products increased, but beyond the optimal content, water absorption gradually rose again. For instance, Zhang et al. 55 presented that the optimal replacement level for achieving the lowest water absorption in foam concrete was 20% for fly ash, 16% for slag powder, and 12% for silica fume. The findings of this research confirm that using SCBA or other supplementary cementitious materials as a replacement for cement provides more benefits than using them as a replacement for fine aggregate in terms of improving foam concrete water absorption. Utilizing SCBA or other materials, such as fly ash, as a partial replacement for fine aggregate in foam concrete increased the water absorption, even at the optimal dosage for compressive strength, as reported by Khawaja et al. 19 and Nambiar et al.20,21 The underlying reasons for this behavior have already been discussed in the introduction section.
Despite LWFC containing numerous artificial pores due to the effect of the foaming agent, these pores are not interconnected. Many studies have indicated that the water absorption of LWFC is influenced predominantly by the paste phase,20,56,57 meaning that the greater the improvement of the paste phase's microstructure, the lower the water absorption of the LWFC. Consequently, the reduction in water absorption value when replacing 5 and 10% of cement with SCBA can be attributed to the pozzolanic reaction of silicon oxide components in SCBA with Portlandite resulting from the chemical reaction of cement. This reaction enhances the formation of hydration products such as C-S-H, thereby reinforcing the concrete's microstructure and leading to a reduction in water absorption.
Effects of PP fibers on water absorption
Figure 13 depicts the impact of PP fiber content on the water absorption of LWFC. Incorporating PP fibers leads to higher water absorption compared to mixtures without PP fibers. Additionally, the water absorption consistently increased as the fiber content rose from 0.5% to 1.0%. The increase in water absorption caused by the addition of PP fibers is due to the fact that the fibers are erratically distributed and can form capillary vessels through which water can permeate into the concrete. 58 In addition, Wu et al. 59 explained that the addition of PP fibers to concrete will increase the volume of the micropores, which can increase the concrete's water absorption. Similar results were also observed in the research conducted by Raj et al., 60 where water absorption steadily increased as the fiber content was raised from 0% to 0.3%, 0.4%, and 0.5%. The addition of another type of fibers like basalt fibers also resulted in enhanced porosity and subsequently increased water absorption in the foam concrete. 27

Percentage change in water absorption of LWFC using PP fibers compared with corresponding P0 mixtures.
Effects of SSSW on water absorption
In comparison to concrete mixtures using river sand and tap water (N-series), the corresponding mixtures incorporating SSSW (S-series) exhibited a reduced water absorption rate. This distinction is evident from the data presented in Figure 14, where the S-series mixtures display a negative percentage change in water absorption compared to their N-series counterparts. This divergence can be attributed to the lower porosity and a more compact microstructure within that S-series mixtures compared to the corresponding mixtures in N-series. This result is in concurrence with the findings of Qu et al. 61 who reported that the presence of SSSW accelerates the hydration reaction and enhances microstructural density, ultimately leading to a diminished water absorption propensity. Dang et al. 62 clarified the water absorption and sorptivity of sea sand concrete by analyzing its pore structure. They asserted that the presence of chloride ions actually decreased the apparent porosity of the concrete, thereby limiting the formation of microcracks, especially in later ages. The improvement in water absorption due to SSSW is also reflected in the compressive strength test results. The regression analysis showed that SSSW enhances the compressive strength of concrete, which suggests a denser microstructure and, consequently, reduced water absorption.
Percentage changes in water absorption between SSSW mixtures and their corresponding counterparts using tap water and river sand.
Feasibility of incorporating SCBA, PP fibers, and SSSW to decrease water absorption of LWFC
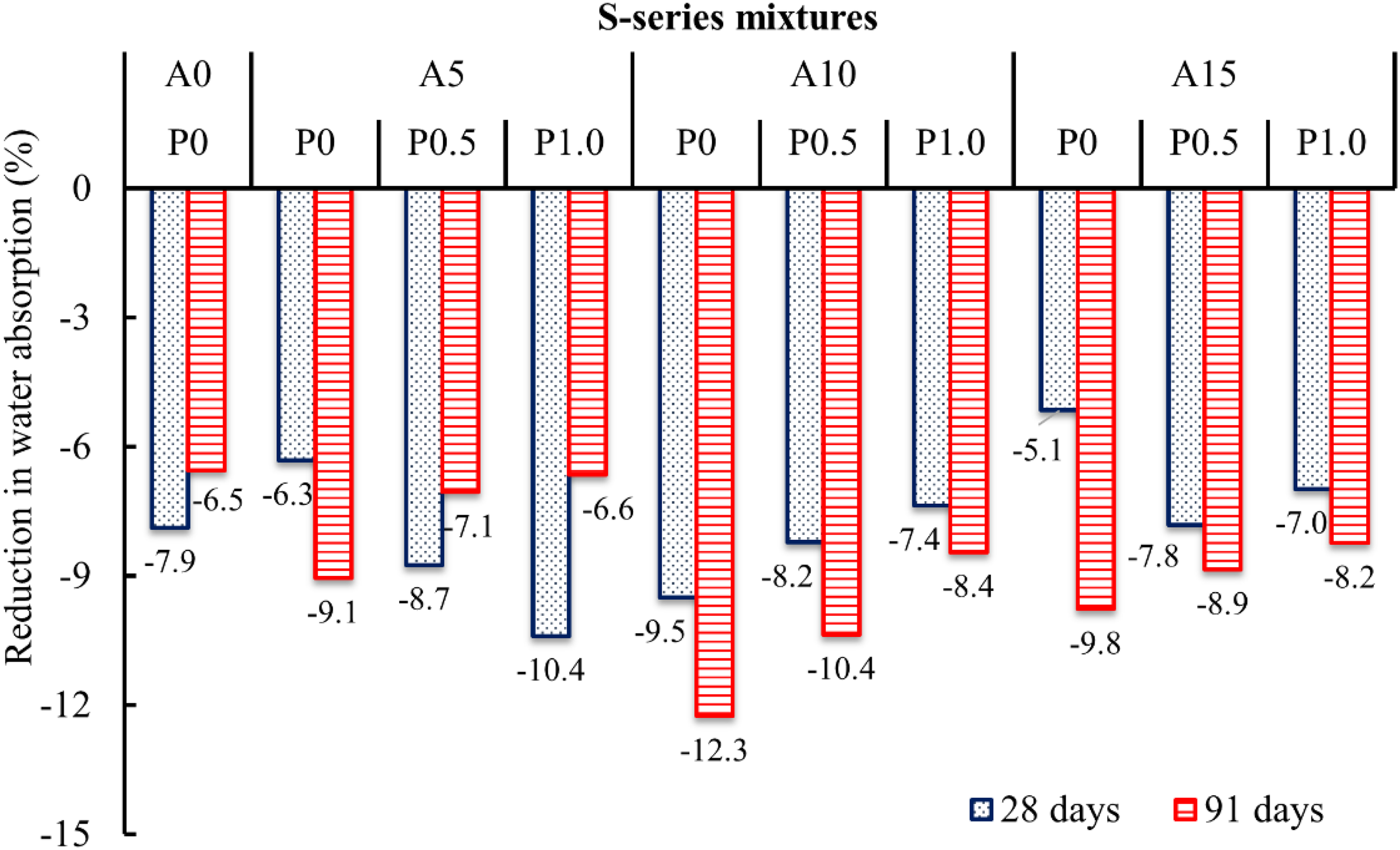
The use of PP fibers increases both compressive strength and tensile strength but tends to negatively affect water absorption in concrete. Figure 15 highlights a significant improvement in water absorption rates for concrete mixture incorporating SCBA, PP fibers, and SSSW when compared to the control mixture (NA0P0). Notably, the SA10P0 demonstrates the most substantial reduction in water absorption, showing a value of −16.8% in comparison to the control mix. Despite the tendency of PP fibers to potentially increase water absorption, the positive impact of SCBA and SSSW on enhancing the paste phase's microstructure contributes to decreased water absorption for the majority of mixtures at 91 days, except for the SA15P1.0 mixture. To summarize, when aiming to achieve the desired water absorption characteristics in LWFC while utilizing the highest SCBA content (15%) alongside SSSW, it is advisable to limit the PP fiber content to below 0.5%. This precautionary measure may help to maintain the desired water absorption property. Nevertheless, it is advisable to refrain from utilizing a 15% SCBA content due to the substantial trade-off it presents in terms of the compressive strength of LWFC.

Percentage change in water absorption when comparing with the control mixture (NA0P0).
Conclusion
Based on the results, some conclusions can be drawn as follows:
SCBA reduced the 7-day compressive strength with a mean value of 0.0305 MPa for every unit increase from 0% to 15% as cement replacement. For 28 and 91 days, the impact of SCBA content on compressive strength exhibited non-linear relationships. Utilizing SCBA up to 5% and 7% demonstrated positive impacts on the mean increases of compressive strength of LFWC at 28 and 91 days, respectively. The inclusion of PP fibers in LWFC, ranging in dosage from 0% to 1% by volume, showed positive linear relationships in the compressive strength regression models. The influence of PP fibers on compressive strength is statistically significant in mean increases of 7-day, 28-day, and 91-day compressive strength with slopes of 0.1300, 0.1362, and 0.0798, respectively. Replacing river sand and tap water entirely with SSSW results in a statistically significant increase in the mean compressive strength at both 7-day and 28-day measurements by 0.316 and 0.075 MPa, respectively. At 91 days, the observed data suggests a slightly improved compressive strength for LWFC when utilizing SSSW compared to the corresponding LWFC using river sand and tap water. The splitting tensile strength of LWFC can be predicted using two factors: the corresponding compressive strength and the testing age of the LWFC. By employing these two predictors, approximately 74% of the variability in the splitting tensile strength can be accounted for. The model proposed in this study offers a more comprehensive explanation of the observed dataset for splitting tensile strength in LWFC. Utilizing up to 10% SCBA as a cement replacement by weight, or completely replacing river sand and tap water with SSSW, resulted in a significantly reduced water absorption of LWFC. However, it's noteworthy that as the quantity of PP fibers increased, there was a corresponding rise in the water absorption of LWFC.
These findings emphasize the sustainability benefit of using SCBA and SSSW in producing LWFC. However, the economic feasibility of sourcing and processing SCBA, as well as the geographical limitations of using SSSW in non-coastal areas should be considered when implementing these materials in practice. In regions where sugarcane is grown in large quantities such as in Vietnam, raw SCBA without treatment can be sourced at low cost or even free. However, in regions where sugarcane production is limited, the economic feasibility of using SCBA may be restricted. Similarly, transporting SSSW over long distances to non-coastal areas could harm the environmental benefits and increase the cost. In this case, it is better to consider using locally available aggregate or freshwater. Moreover, in this study, the change in the microstructure of concrete specimens has not been clearly identified. Therefore, to strengthen the explanation of results, it is recommended that further experiments such as scanning electron microscopy analysis, porosity measurement thermogravimetry differential thermal analysis, or Fourier transform infrared spectroscopy should be conducted to strengthen the explanation of the results.
Footnotes
Acknowledgments
We express our gratitude for the time and resources provided by MUCE. Additionally, our sincere appreciation goes to the students of classes D17 and D18 in the Faculty of Infrastructural Engineering-Technology, MUCE, for their assistance in the preparation and casting of samples.
Authors’ contribution
Vinh Ngoc Chau contributed to methodology, formal analysis, visualization, and writing–original draft. Lanh Si Ho contributed to conceptualization, validation, and writing–review and editing. Tuan Quoc Hoang contributed to methodology, investigation, and visualization. Viet Quoc Dang contributed to project administration, conceptualization, investigation, supervision, and writing–review and editing.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: This study has received funding from MienTrung University of Civil Engineering (MUCE), Vietnam, through grant number [GV.02.21.03].