
Abstract
In high-temperature drilling, especially in high-temperature geothermal drilling, cone bits often experience common and severe tooth loss. This issue significantly reduces the cone bit's service life and has a detrimental impact on drilling efficiency. The quality of the fixed teeth plays a crucial role in the performance of the cone bit. In high-temperature environments, conventional methods fail to meet the requirements for securing the cone bit's teeth. Therefore, to address the tooth loss problem in high-temperature drilling, a new tapered tooth structure is proposed. Laboratory experiments were conducted to secure teeth with varying tapers at both normal and high temperatures. The results revealed that the maximum fastening force increased progressively with the degree of taper, reaching its peak at C50. Compared to conventional cylindrical teeth, the maximum fastening force increased by approximately 88.6%–271.1% at different temperatures. The tapered structure demonstrated superior tooth-fixing strength. The maximum fastening force is the smallest at 300 °C, approximately 23.7%–61.2% lower than at normal temperature. Under the same interference conditions, the maximum fastening force increased with greater taper. With interference values of 0.075, 0.095, and 0.115, the maximum fastening force increased by 48.9%–175.1%, 14%–141.6%, and 53%–271.1%, respectively, when compared to cylindrical teeth with C300, C200, C100, and C50 tapers. The tapered structure exhibited superior tooth-fixing strength and significantly enhanced tooth retention strength at high temperatures.
Keywords
Introduction
Geothermal resources have attracted extensive attention due to their advantages of being non-polluting and renewable.1–3 With the increasing global energy consumption, non-renewable energy sources are becoming more and more depleted. Finding renewable energy sources to replace non-renewable resources has become an important opportunity and challenge for humanity.4,5 The lithology of formations in high-temperature geothermal drilling is complex, predominantly composed of igneous rock, metamorphic rock, and hard, abrasive granite. The bottom-hole temperature is exceedingly high, and there are numerous uncertain factors.6–8 In high-temperature geothermal drilling, the most severe form of cone bit failure is tooth loss. This tooth loss is induced by the weakening of the solid tooth strength of the bit due to the high-temperature environment at the bottom of the well (as shown in Figure 1), which increases the drilling cost.9–12 When the interference is maintained within the range of 0.06–0.09 mm, and the cone is subjected to heat treatment, the hole wall hardness reaches HRC35 to 42, which enhancement in hardness can meet the strength requirements for tooth fixation. 13 Enhancing the hole wall hardness will indeed bolster tooth strength, effectively reducing the fatigue and deformation of the hole wall matrix. The higher the strength of the matrix material, the greater its mechanical strength, and the increased ability to withstand the combined impact of substantial tooth insertion stress and working stress. This is especially valuable in high-temperature conditions, where plastic deformation is less likely to occur, leading to a significant improvement in the strength of the fixed teeth.14–16 By conducting simulation analyses on the interference fit of the cone bit's tooth holes, concluded that the stress field around the tooth hole follows a specific distribution pattern. It was observed that insert stress increases as the interference increases, and the bias also has an impact on the insert stress and the strength of the fixed teeth.17,18 The electrical stress measurement method is employed to evaluate the assembly stress on the tooth surface of three cone bits. The method allows us to determine the variation of tooth surface stress under different interferences and understand how adjacent holes affect the assembly stress. 19 In general, chamfering the tooth root is beneficial for reducing stress concentration at the root of the tooth hole under various interference conditions.20,21

The loss of teeth in high-temperature geothermal drilling.
The research on tooth fixation technology for cones mentioned above was conducted using cylindrical teeth and did not account for the high-temperature challenges associated with geothermal drilling. Conventional methods were found inadequate for meeting the tooth fixation requirements of cone bits in high-temperature geothermal drilling. As a result, in response to the issue of tooth loss in high-temperature geothermal drilling, a new structure is proposed to enhance the tooth fixation strength of cone bits. The initiative aims to provide a foundation for addressing the problem of tooth loss in cone bits operating under high-temperature conditions.
Experimental equipment and principle
The structural characteristic of tapered teeth includes a circular platform with a smaller top and a larger bottom, and the supporting hole also features a circular platform with a diameter at the orifice of the perforations that is smaller than the diameter at the root of the teeth. The structural feature is shown in Figure 2. The ratio of the diameter difference between the upper and lower bottom circles to the tooth height is defined as the taper ratio C (for example, C50 indicates that the ratio of the diameter difference between the upper and lower bottom circles to the tooth height is 1:50).

The structure of taper teeth.
In order to improve the tooth-fixing strength of cone bit in high-temperature geothermal drilling, the tooth-fixing strength test of taper teeth is carried out, a tooth fixation strength test is conducted on tapered teeth. Laboratory experiments are conducted under various taper and temperature conditions to understand the variations in tooth fixation strength of tapered teeth. The experiment was carried out on a hydraulic universal testing machine, as shown in Figure 3. The experimental device includes a pressure sensor, displacement sensor, cone matrix, indenter, and tooth. Press in and out of the teeth by the indenter through the upward movement of the hydraulic cylinder. The experimental teeth have a diameter of 16 mm, with interferences ranging from 0.065 to 0.085 mm, 0.085 to 0.105 mm, and 0.105 to 0.125 mm, along with tapers of 1:50, 1:100, 1:200, and 1:300, respectively. The material is 20NiMo with high temperature resistance and high wear resistance, and the tooth material is YG16C. The matrix, taper teeth, and matched experimental specimens are shown in Figure 4.

The hydraulic universal testing machine.

The test specimen of tooth holes and teeth. (a) Tooth holes. (b) Taper teeth specimens. (c) Matched specimens.
Experimental method and process
To press the teeth, the tooth holes are processed through holes when testing the fastening force of taper teeth with different taper, as shown in Figure 5. The testing machine is employed to apply hydraulic loading along the axial direction of the tooth. This involves pressing the tooth from the B end with the larger tooth diameter while exerting pressure on the reverse side of the tooth being pressed. The tooth is then pushed out of the tooth hole from the A end with the smaller tooth diameter, all along the axial direction, as shown in Figure 6. During the extrusion experiment, the load is applied to overcome the friction between teeth and perforations until the maximum static friction is reached. Once the load curve stabilizes, the maximum load applied at that point represents the maximum fastening force. When the pressure exceeds the maximum fastening force, the teeth start to move. Loading continues until the tooth displacement reaches 1 mm, at which point the compression is halted, and the experiment is concluded. The experimental process is shown in Figure 7.

The tooth holes model.

The tooth pressing model.

Experimental process.
Heat the matched specimen in the high-temperature heating furnace. Once the predetermined temperature is reached, use an infrared thermometer to measure the temperature, and remove the specimen with high-temperature gloves. The heating process is shown in Figure 8.

Specimen heating.
Experimental results
The curve analysis of tooth ballast process
The indentation and extrusion curves of teeth are shown in Figure 9. From Figure 9(a), the load increases steadily with the displacement. The maximum value is reached at point A, where the load is highest. As the displacement undergoes slight movement, the load stabilizes, signifying that point A represents the maximum tooth insertion force. Figure 9(b) illustrates that during the tooth extrusion process, as the interference contact area between the teeth and perforations remains constant, the teeth continue to overcome the friction resulting from interference, which moves slightly, and the load increases steadily. When the maximum static friction generated by interference is overcome, the teeth begin to move with large displacement, and the load subsequently decreases. The maximum value is reached at point B, indicating that the tooth achieves its maximum fastening force at point B.
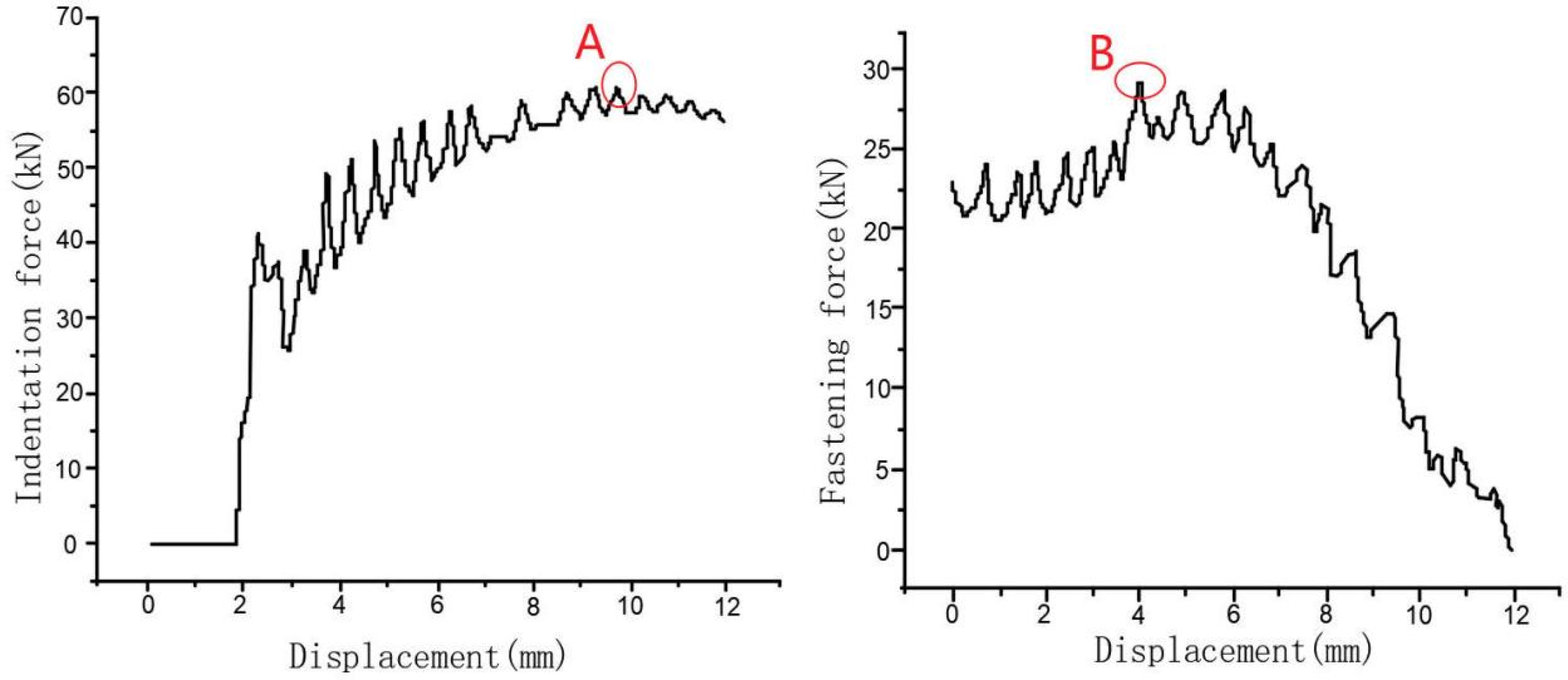
The relationship curve between indentation and tooth indentation. (a) Indentation curve. (b) Extrusion curve.
The influence of taper on the maximum fastening force at different temperatures
The relationship curve between the taper and the maximum fastening force at different temperatures is depicted in Figure 10, where C0 represents a conventional cylindrical tooth. The maximum fastening force gradually increases with the rise in taper, reaching the peak at C50. The maximum values are 27.63, 25.32, 22.54, and 21.08 kN, respectively at 25 °C, 100 °C, 200 °C and 300 °C. Compared with conventional cylindrical teeth, the maximum fastening force is increased by about 88.6%, 147.5%, and 164.6%, respectively, 271.1% at different temperatures. And at the same temperature, the maximum fastening force is greater than that of conventional cylindrical teeth under different taper. The higher the temperature, the better the fixing effect, compared with conventional cylindrical teeth. The main reason is that when working in high-temperature environment, the tooth and cone produce metal softening due to the increased ambient temperature, and the tooth holes expand in response to external force loads. However, because the maximum cross-sectional dimension of the root is greater than the minimum cross-sectional dimension of the hole, and the position of the maximum cross-sectional dimension of the root is lower than the position of the minimum cross-sectional dimension of the hole, the tooth remains securely locked within the hole. As a result, the tooth will not detach from the hole, making the taper structure more advantageous for tooth fixation in cone bits. The maximum fastening force gradually decreases with the temperature increase, among which the value is the largest at normal temperature, and the values are 14.65, 15.84, 17.65, 22.6, and 27.63 kN, respectively. The maximum fastening force is the smallest at 300 °C, which is about 23.7%–61.2% lower than that at normal temperature.

The relationship curve between taper and maximum fastening force.
The influence of interference on the maximum fastening force at different temperatures
The relationship curve between interference and the maximum fastening force at different temperatures is shown in Figure 11. As shown in Figure 11(a), the maximum fastening force of cylindrical teeth initially increases and then decreases with the interference increase. The peak maximum fastening force is observed at 0.095 mm. The maximum fastening forces are 16.32, 15.2, 12.65, and 10.23 kN, respectively at different temperatures, that is, when the taper is C0 (i.e. conventional cylindrical teeth), the interference of 0.095 mm is the best.

The relationship curve between interference and maximum fastening force. (a) The relation curve when the taper is C0. (b) The relation curve when the taper is C300. (c) The relation curve when the taper is C200. (d) The relation curve when the taper is C100. (e) The relation curve when the taper is C50.
As illustrated in Figure 11(b), when the temperature is 200 °C and 300 °C, the maximum fastening force decreases with the interference increase and the value is the largest when the interference is 0.075 mm, which is 14.52 and 12.37 kN respectively. On the other hand, at 25 °C and 100 °C, the maximum fastening force initially increases and then decreases as interference rises, reaching its zenith at an interference of 0.095 mm, with maximum values of 17.2 and 15.86 kN, respectively. When the taper is C300, the maximum fastening force fluctuates within 6% when the interference is 0.075 mm and 0.095 mm, that is, when the taper is C300, the tooth fixing effect of 0.075 and 0.095 mm interference is good.
As shown in Figure 11(c), at normal temperature, the maximum fastening force increases first and then decreases with the interference increase, and the maximum value is 18.65 kN when the interference is 0.095 mm. The maximum fastening force fluctuates within 3% when the interference is 0.075 and 0.095 mm. However, at temperatures of 100 °C, 200 °C, and 300 °C, the maximum fastening force decreases with the interference increase, and the value is 17.52, 15.32, and 14.67 kN, respectively when the interference is 0.075 mm. That is, when the taper is C200, the effect of fixing teeth with 0.075 mm interference is the best.
From Figure 11(d), it is evident that at temperatures of 25, 100, and 200 °C, the maximum fastening force initially increases and then decreases with the interference increase. When the interference is 0.095 mm, the maximum fastening force is the maximum, and the values are 26.3, 24.96, and 21.25 kN, respectively. When the temperature is 300 °C, the maximum fastening force decreases with the interference increase, the maximum value is 19.94 kN when the interference is 0.075 mm, which fluctuates within 10% when the interference is 0.075 and 0.095 mm. That is when the taper is C100, the most effective tooth fixation is achieved with a 0.095 mm interference.
As depicted in Figure 11(e), the maximum fastening force increases first and then decreases with the interference increase, and when the interference is 0.095 mm, the maximum values are 30.25, 28.69, 26.51 and 24.72 kN, respectively at different temperatures, that is when the taper is C50, the interference of 0.095 mm has the best tooth fixing effect.
Due to the extremely high formation temperatures encountered in high-temperature drilling, the relationship between different interferences and the maximum fastening force under various tapers at 300 °C is shown in Figure 12. Under the same interference, the maximum fastening force gradually increases with an increase in taper. When the interference is 0.075 mm, the maximum fastening force is 48.9%–175.1% higher than that of cylindrical teeth, respectively, for tapers C300, C200, C100, and C50. The maximum fastening force increases by about 14%–141.6% and 53%–271.1%, respectively, when compared with cylindrical teeth under different tapers at interference values of 0.095 mm and 0.115 mm. That is, the tooth-fixing effect with taper C50 is the best, effectively preventing tooth loss in high-temperature geothermal drilling.
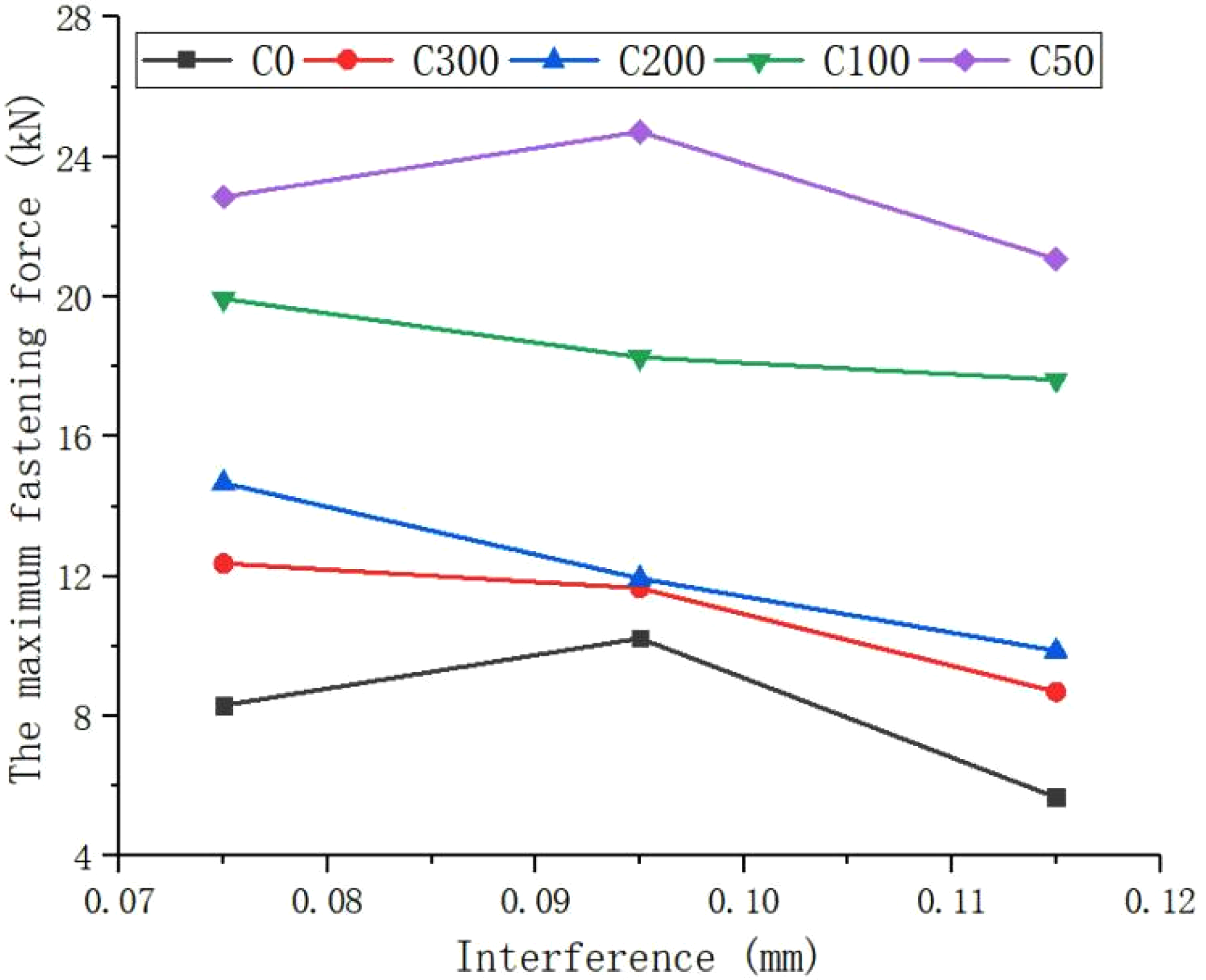
The relationship curve between interference and fastening force under different taper.
Conclusion
The maximum fastening force increases with the taper increase, reaching the highest value with a C50 taper. Compared with conventional cylindrical teeth, the maximum fastening force increases by approximately 88.6%–271.1% at different temperatures. The taper structure demonstrates a superior tooth-fixing effect.
Under the same taper, the maximum fastening force gradually decreases with the temperature increase. The maximum fastening force is the smallest at 300 °C, approximately 23.7%–61.2% lower than that at normal temperature.
When the taper is C0 (i.e. conventional cylindrical teeth), the interference of 0.095 mm is the best. When the taper is C300, the interference of 0.075 and 0.095 mm is adopted, the maximum fastening force fluctuation is within 6%, and the tooth-fixing effect is good. When the taper is C200, the effect of fixing teeth with 0.075 mm interference is the best. When the taper is C100, the effect of fixing teeth with 0.075 mm interference is the best. When the taper is C50, the interference of 0.095 mm is the best.
The maximum fastening force increases with the taper increase under the same interference. When the interference is 0.075 mm, the maximum fastening force is 48.9%–175.1% higher than that of cylindrical teeth respectively under the taper of C300, C200, C100, and C50. When the interference is 0.095 mm and 0.115 mm, the maximum fastening force increases by about 14%–141.6% and 53%–271.1%, respectively compared with cylindrical teeth under different taper.
Footnotes
Acknowledgments
The authors thank the anonymous reviewers for their valuable comments.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Sichuan Science and Technology Program, (grant number 2019YJ0537).
Author biographies
Dongdong Song, engineer, doctor, whose research direction is drilling rock breaking and bit, drilling engineering.
Yingxin Yang, doctor, professor, doctoral supervisor whose research direction is down-hole tools and rock crushing and bit.
Zhangping Ren's, research direction is drilling technology.
Jian Wang, bachelor's degree, whose research direction is drilling technology.
Xianzhi He, bachelor's degree, whose research direction is drilling technology.
Ya Huang, bachelor's degree, whose research direction is drilling technology.
Siduan Lv, master's degree, whose research direction is down-hole tools and rock crushing and bit.
Kaizhi Yang, bachelor's degree, whose research direction is drilling technology.
Song Peng, bachelor's degree, whose research direction is drilling technology.
Hanyu Chen, master's degree, whose research direction is down-hole tools and rock crushing and bit.