
Abstract
The masteralloy (MA) approach is an increasingly attractive alloying route for introducing elements into sintered steels. This holds in particular for elements such as Cr, Mn and Si, which are oxygen-sensitive but cheap and non-strategic. In the present study, MAs containing these elements were added to plain Fe base powder, and sintering was performed at 1150 and 1180°C, respectively, with subsequent sinter hardening. It showed that compared to the commercial grade Distaloy DH-1, the MA grades benefited from higher sintering temperature as well as from lower carbon content of 0.6% nominal. At 0.75%C, dissolution esp. of Cr containing MAs is retarded by formation of carbides. Compared to the reference material, the MA variants did not result in fully martensitic microstructures, which however may not be mandatory in service since the sintering contacts are preferentially strengthened. In general, the MA approach was found to require less and cheaper alloy elements to attain attractive hardness-toughness combinations.
Keywords
Introduction
Ferrous powder metallurgy (PM) is a well-established technique to manufacture near-net-shape components with complex geometry and in large production volumes. 1 Similar to wrought steels, with PM steels the mechanical properties can be improved by addition of low levels of metallic alloying elements. Typically, Cu, 2 Ni 3 and Mo 4 are used since they are less oxygen affine than Fe and therefore can be deoxidized under conditions where Fe oxides can be reduced. A proper oxygen removal during sintering is mandatory to avoid undesirable mechanical behavior, esp. brittleness, through oxide residues. The major issue of those common alloying elements are highly volatile prices and the simple fact that Ni is toxic, and therefore its use is progressively restricted in the EU. Cu on the other hand causes recycling problems, being unwelcome in wrought steels and in principle too valuable to be dissipated in steel.
Therefore, it is about time to render the classical alloying elements of wrought cast steels, such as Cr Mn and Si, applicable for the PM route. However, those elements present a higher oxygen affinity than iron, rendering deoxidation during sintering more difficult and increasing the risk of oxygen pickup. This is a difficulty that requires smart solutions. For Cr, pre-alloyed powder grades are available on the market (e.g.,5,6), however with higher O content and reduced compressibility due to solid solution hardening. Another alternative is the Master Alloy (MA) approach.7,8 This MA route is an attractive option, the alloying elements being contained in the MA powders in high concentration, but bonded to each other, significantly reducing reactivity, mainly to oxygen, thus avoiding e.g., the problems encountered with admixed elemental Mn. 9 With modern CALPHAD methods those MA compositions can be tailored in terms of properties, such as low melting temperature ranges. In combination with the newly developed Ultra High Water Pressure Atomization (UHWPA) technique, those MAs can be produced to desired small particle sizes with surprisingly low oxygen content.10,11 By suitable alloying, esp. combining several alloy elements, sinter hardening behaviour can be obtained. 12 i.e., gas quenching immediately at the exit of the hot furnace zone, thus avoiding the need for separate heat treatment.
In this study, PM steels alloyed with MAs containing Si, Mn and/or Cr are compared with a commercial PM sinter hardening grade with regard to their mechanical properties such as hardness, impact energy, flexural strength and Young's modulus. The specimens were sintered at 1150°C and 1180°C; for sintering at 1180°C, two different nominal C amounts, 0.6 and 0.75 mass%C, have been tested.
Materials and methods
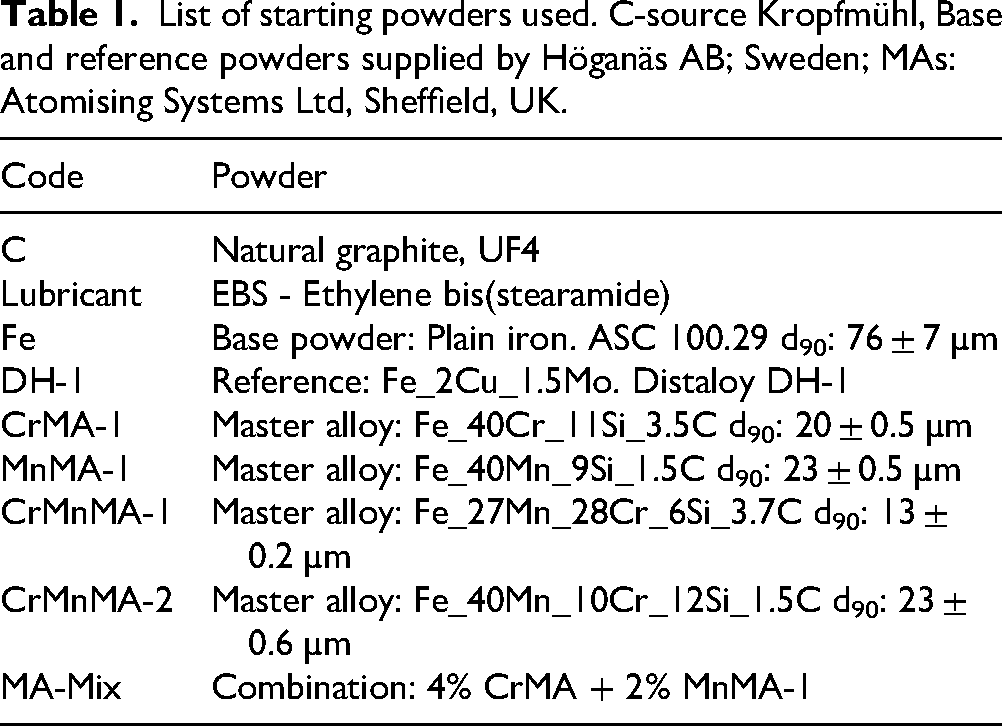
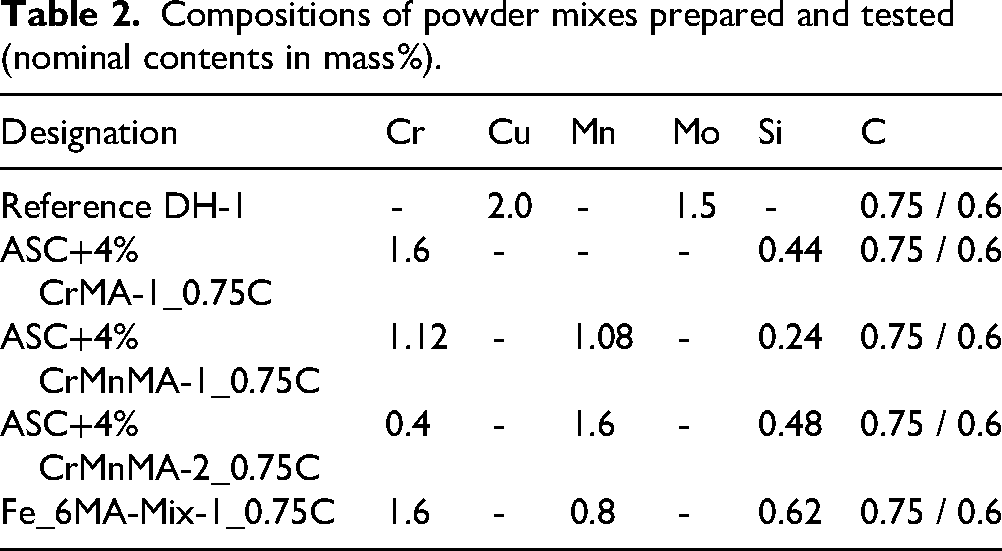
In Table 1 the starting materials and the MAs investigated are listed. Distaloy DH-1, a typical commercially available sinter hardening grade, was chosen as reference material. Mixes of plain Fe + 4% MA + 0.6 wt% lubricant and a nominal C content of 0.75 / 0.6 wt% in total, composed of C from the MA and, as balance, admixed graphite, were prepared (see details in Table 2). In addition, a MA-Mix was tested to distinguish between pre-designed CrMnMA's with defined Cr:Mn ratio and the flexibility of combining Cr and Mn containing MAs (CrMA and MnMA), respectively.
List of starting powders used. C-source Kropfmühl, Base and reference powders supplied by Höganäs AB; Sweden; MAs: Atomising Systems Ltd, Sheffield, UK.
Compositions of powder mixes prepared and tested (nominal contents in mass%).
The powder mixes were blended stepwise in a Turbula mixer, adding a wire spiral for improved mixing. In the first step, MA + plain Fe base powder were mixed for 20 min. After that, graphite was added and mixed again for 10 min. In the last step, the lubricant was added and mixed for additional 10 min. Blending time in total was 40 min. The reference DH-1 was blended for 30 min with graphite and then lubricant was added and mixed again for 10 min. Charpy specimens ISO 5754 (cavity 55 × 10 mm2) were pressed with 600 MPa to two different heights. The taller specimens with ∼ 8 mm were used for notch-free impact energy testing (ISO 5754), the smaller ones with ∼ 6 mm were used for flexural strength testing in a 3-point bending setup (EN ISO 3325). For both examination methods, 4 samples each were produced and tested, in parallel as sintered (AS) and sinter hardened (SH).
The green compacts were dewaxed at 400°C in N2 for 30 min. Sintering was done in a SiC rod heated electrical furnace with gas-tight superalloy tube retort (internal diameter 65 mm). Two different sintering profiles were used. Sintering was carried out from RT to either 1150°C or 1180°C with a 10 K/min temperature ramp in N2/H2 (90:10, 5.0 grades). After 60 min isothermal sintering, the specimens were pushed into the water jacketed exit zone, cooling with a (linearized) rate of approx. 30 K/min.
For sinter hardening the samples were re-austenitized in the SiC rod furnace for 30 min at 1100°C in N2 and then quenched with pure N2 (5.0 grade) in an attached gas-quench unit with cooling rates of 3 K/s (linearized between 1000°C and 120°C). After hardening the samples were tempered at 180°C for 1 h in air (code GQ + T).
The dynamic Young's modulus was measured with an acoustic method (ICME resonance system) before destructive testing. After mechanical testing, sections were cut from the samples and cold embedded in epoxy resin to avoid additional thermal load. The sections were ground and polished and etched with 1% Nital for metallography. Apparent hardness HV 30 and microhardness HV 0.1 were measured according to DIN ISO 4498. Microhardness HV 0.1 had to be measured on etched samples; although not usual, it is the only way to distinguish between the areas in inhomogeneous microstructures. As-sintered C and O content of the specimens was determined with LECO CS 230 Carbon/Sulfur Determinator and LECO TC 400 Oxygen / Nitrogen Determinator, respectively.
Experiments and results
The metallographic sections shown in Figure 1 compare a selection of the materials as sintered at 1150°C and 1180°C (0.75 and 0.6%Cnominal) and the respective gas quenched and tempered variants.
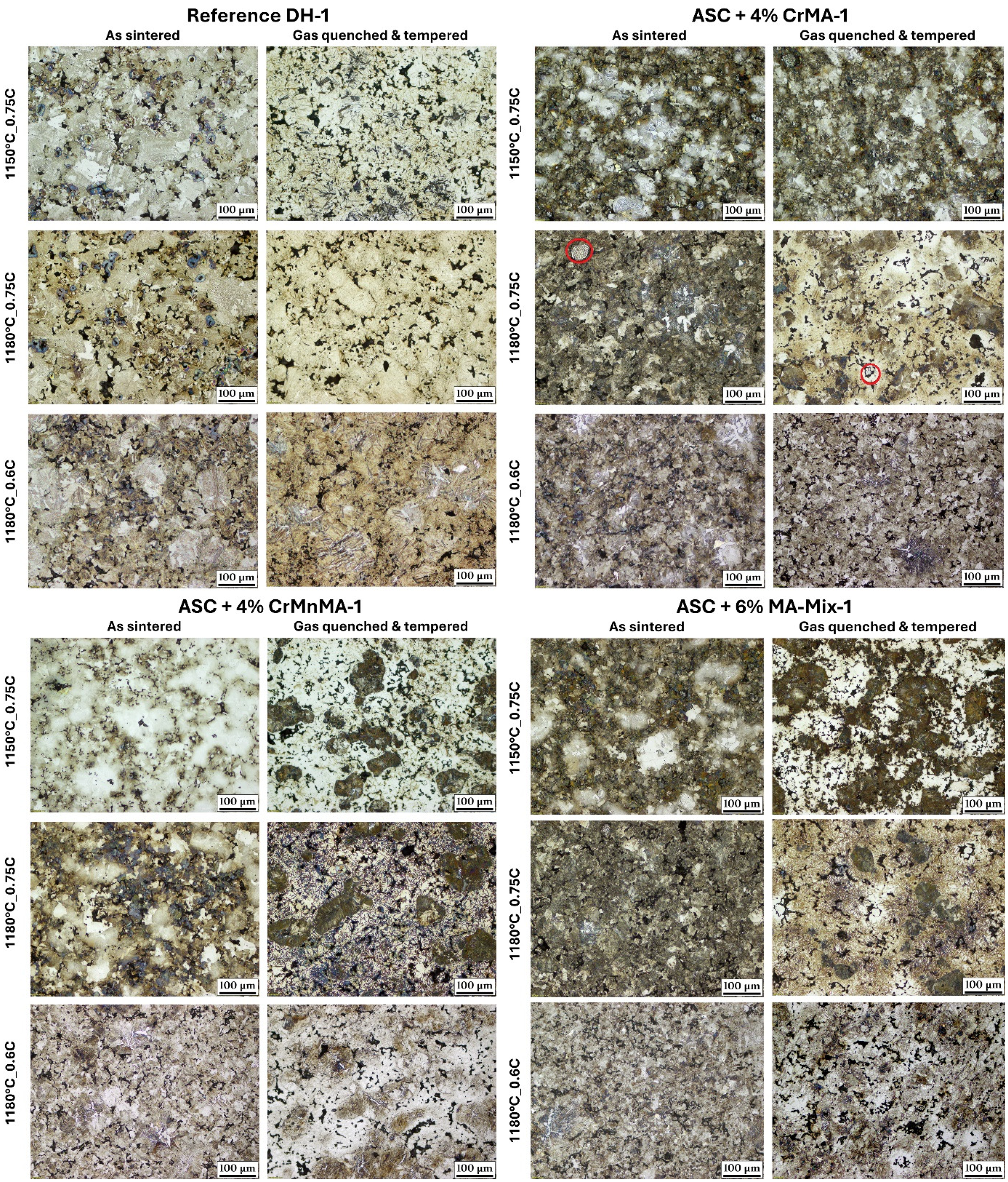
Metallographic sections: DH-1 (reference), Fe_4CrMA-1, Fe_4CrMnMA-1 and Fe_6MA-Mix. Sintered at 1150°C with 0.75% nominal C, and 1180°C with 0.75 / 0.6% nominal C. Sections are as sintered as well as gas quenched (3 K/s) & tempered. Etched with 1% Nital. Red circles mark MA residues.
Metallography
From the metallographic sections it can be observed that the reference DH-1 has clearly been designed for sinter hardening. Although at 1150°C some bainitic needles are visible, a fully martensitic microstructure can be achieved when sintered at 1180°C and high C content. With 0.6C, DH-1 shows bainitic needles in the martensitic matrix after GQ & T.
The variant alloyed with 4% CrMA-1 is representative for the difficulties going along with the use of MA if the melting range does not fit. Those MAs do not properly melt, only partially, and therefore not enough alloying elements are available for hardening the microstructure. The effect of increased sintering temperature is significant. However, still residues of unmolten MA (marked with circles) can be observed in the micrographs. Lowering the C content at 1180°C led to an interesting observation. The MA residues visible are less, therefore more liquid was formed and thus, the liquid formed could distribute better. However, it seems that the MA residues are binding the C locally. High levels of both Cr and C are detrimental for sinter hardening because of retarded dissolution of the MA, and with them bound locally, still a pearlitic microstructure occurs instead of the desired martensitic transition. It can be concluded that Cr is forming fairly stable carbides during heating, which are less prone to form transient liquid phase at the temperatures applied here (see e.g.,. 13
The CrMnMA-1 variant is already a clear improvement. Furthermore, Mn seems to be beneficial already when sintering at 1150°C, resulting in a martensitic-pearlitic microstructure at 1150°C, which appears to be more homogeneous at 1180°C. For CrMnMA-1, lowering the C content is a further improvement, very likely due to the same effect that more liquid phase can be formed and distributed and less Cr is bound as Cr carbide. CrMnMA-2 shows similar micrographs, but with less homogenization at 1180°C.
The MA-Mix alloying is an improvement to the CrMA-1 approach as well, which is related to the presence of MnMA-1. While at 1150°C the microstructure is less attractive than the CrMnMA-1, at 1180°C an improved homogeneity can be observed with a few pearlitic islands in a martensitic matrix and some over-alloyed (white areas) regions. Those regions are not observed with the lower C content, once more indicating that 0.75C was set too high for the MAs used here.
Those micrographs make clear that increasing the sintering temperature by just 30 K is a significant improvement for the MA route, while the reference DH-1 is benefiting from it as well. Not only the melting of the MA is ensured but the homogenization through improved diffusion. From these experiments it is however certain that a fully homogeneous microstructure from a plain Fe base powder + MA combination is very unlikely at these temperatures and sintering times. Sufficiently alloying also the cores of the largest base powder particles would require enhanced diffusion, which would require longer sintering periods or, even more effective, higher sintering temperatures.
Lowering the total combined C content appears to be very beneficial in terms of liquid phase formation and alloying element distribution, at least if carbide-forming alloy elements are contained. Therefore, with all MA grades an improvement in microstructure and less MA remains could be observed when sintering at 1180°C and 0.6Cnominal.
Mechanical properties
A unique feature of the PM steels is that a homogeneous microstructure is not necessarily required, and inhomogeneities are not always an indicator for a weakness in the material, in contrast to wrought steels for which homogeneity from a molten material should be guaranteed. It should also be considered that the “regular inhomogeneity” in a sintered steel is different from segregation effects in wrought steels, especially if the inhomogeneity results in selective strengthening of the sintering contacts.
Figure 2 presents histograms for the impact energy (in J/cm2), flexural strength (in MPa), apparent hardness (in HV 30) and the Young's modulus (in GPa) of the investigated materials. Properties for both the as sintered (AS) and the gas quenched & tempered (GQ & T) condition are shown.
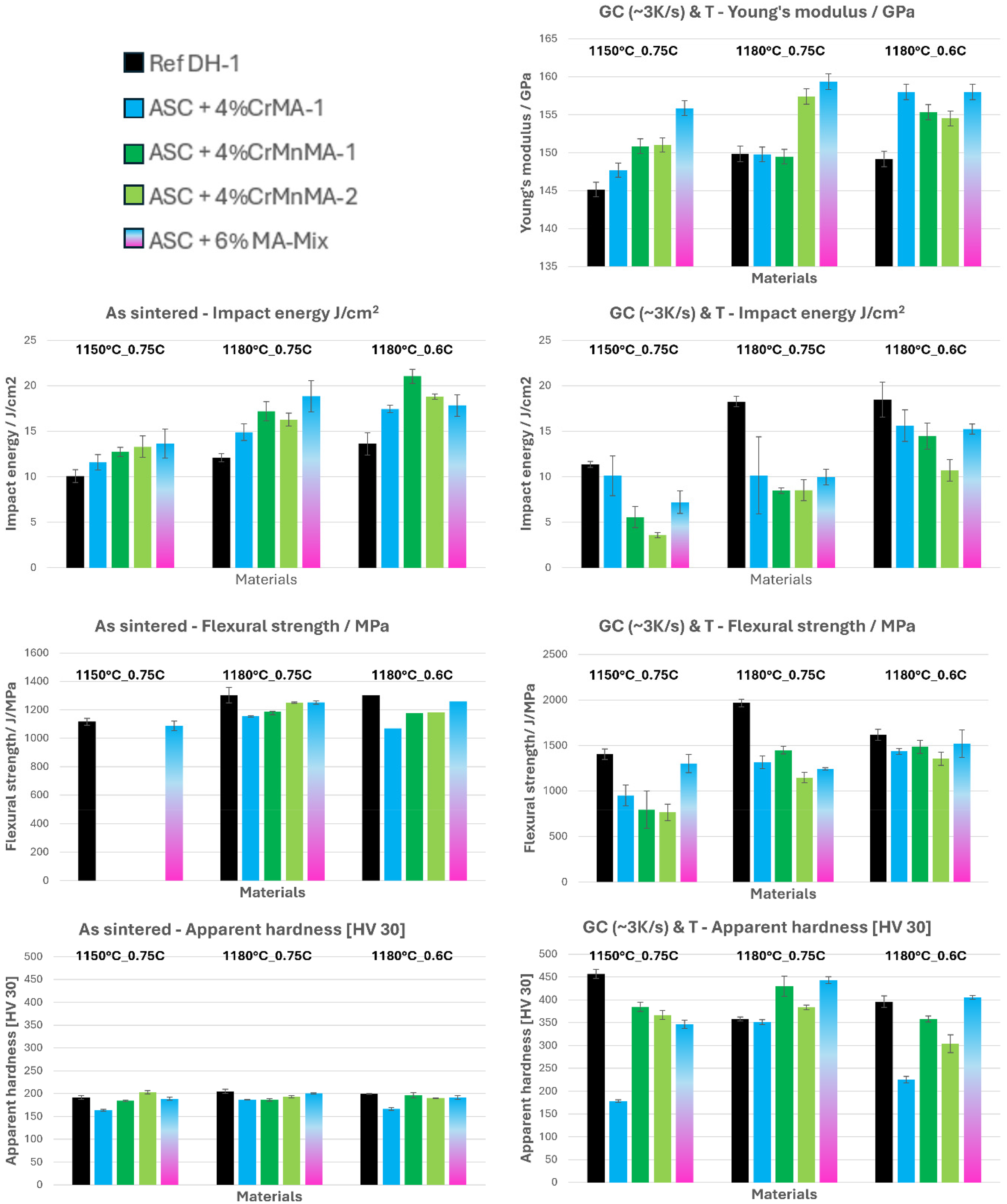
Histograms of the different materials sintered at 1150°C or 1180°C (0.75C / 0.6C) in N2:H2 (90:10) atmosphere for 1 h after heating up with a 10 K/min ramp. As sintered vs. gas quenched & tempered.
From these diagrams once more the effect of the sintering temperature can be clearly detected. Both in the as sintered and the gas quenched and tempered condition the mechanical properties are improved through the increased temperature, which is displayed in Figure 2.
In the desired gas quenched and tempered condition it is evident that when sintered at 1150°C_0.75°C the MA route is not feasible to achieve mechanical properties comparable to the reference. Only the MA-Mix in terms of flexural strength is comparable. Especially the impact energy values, which are below 10 J/cm2, are considered a critical problem.
However, the performance of the MA alloyed materials at 1180°C_0.75C is clearly enhanced. The variants with the higher total C-content achieve impact energies at or slightly below 10 J/cm2, improved flexural strength and superior hardness.
Lowering the combined C content lowers the flexural strength of DH-1 and barely affects the other parameters. The MA variants, in contrast, get a significant improvement in impact energy and flexural strength, while the hardness is still at very high values.
The material properties of the MA-mix can be considered as roughly equal to the reference DH-1. It has in comparison higher hardness, improved Young's modulus, similar flexural strength and slightly lower impact energy. The CrMnMA-1 and CrMnMA-2 alloyed material are less efficient than DH-1, but the mechanical properties can still be considered to be in a reasonable range for a sinter hardening PM steel.
In Figure 3 the mechanical properties are plotted against one another. The coloured areas represent the sinter batches with 1150°C_0.75°C (red), 1180°C_0.75C (blue) and 1180°C_0.6C (green). Those areas help to visualize that the increase of the sintering temperature is beneficial for the MA grades. Additionally, lowering of the C content is a further improvement for the MA grades, shifting the properties towards the reference material. This underlines the understanding that MA grades with pure Fe base powder can achieve reasonable mechanical properties, but sintering temperature and the carbon content are key parameters to achieve them.
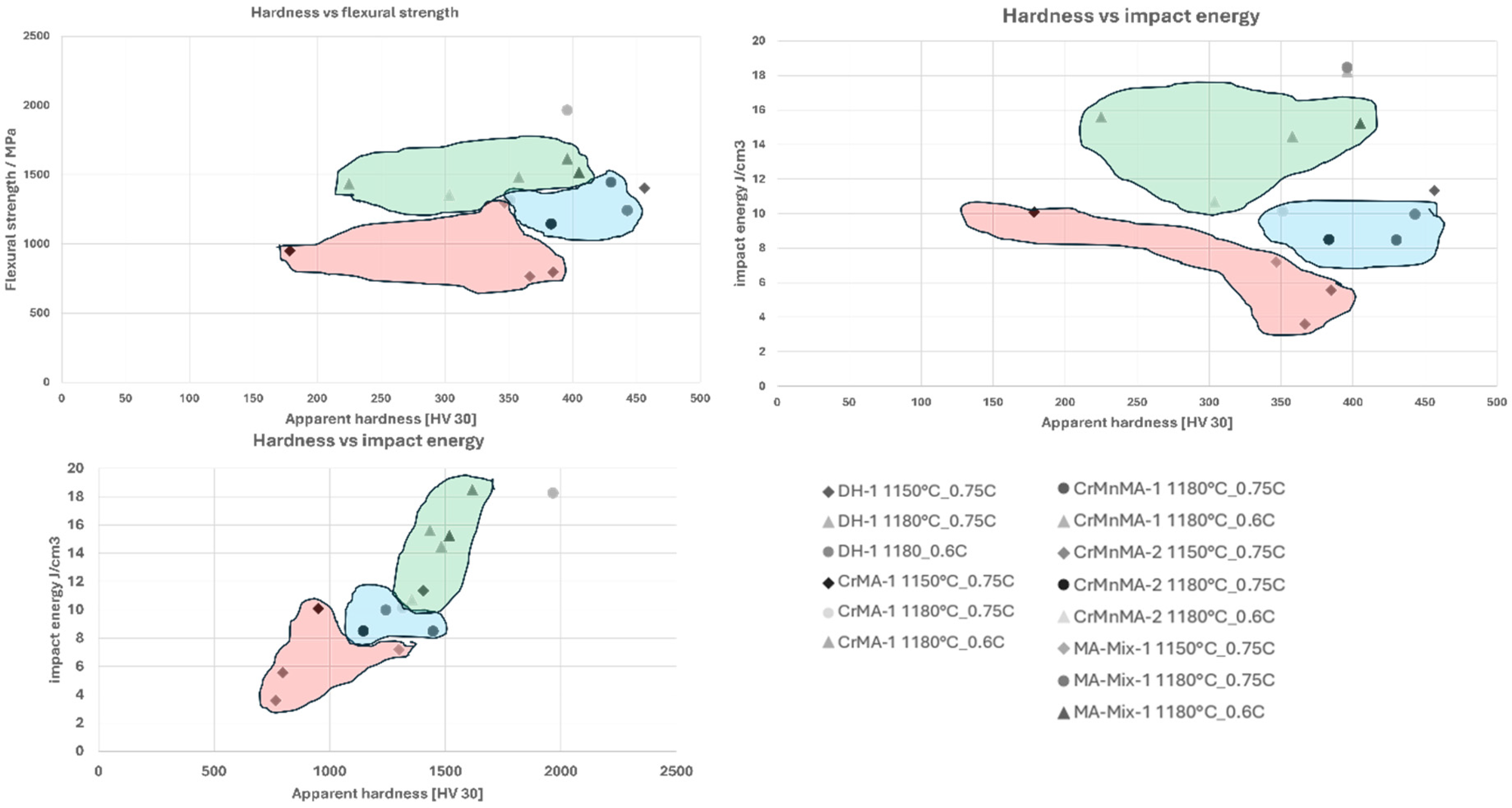
Property comparison between materials sintered at 1150°C_0.75C (red zone), 1180_0.75°C (blue zone) and 1180_0.6°C (green zone) GQ + T afterwards. Apparent hardness vs flexural strength, apparent hardness vs impact energy and impact energy vs flexural strength.
From these comparisons it is obvious that sintering at 1180°C and a total C content of 0.6%C is so far the most beneficial condition to produce the MA grades. Reasonable and comparable mechanical properties can be achieved. Therefore, it is evident that the MA concept works, even though the properties of the reference could only be exceeded in hardness. The fundamental idea of the MA route is to make Cr, Mn and Si easily and flexibly accessible for PM steels and in addition allowing precise alloying. In Figure 4 the achieved mechanical properties of the 1180°C_0.6C series are plotted against the total alloying element content.
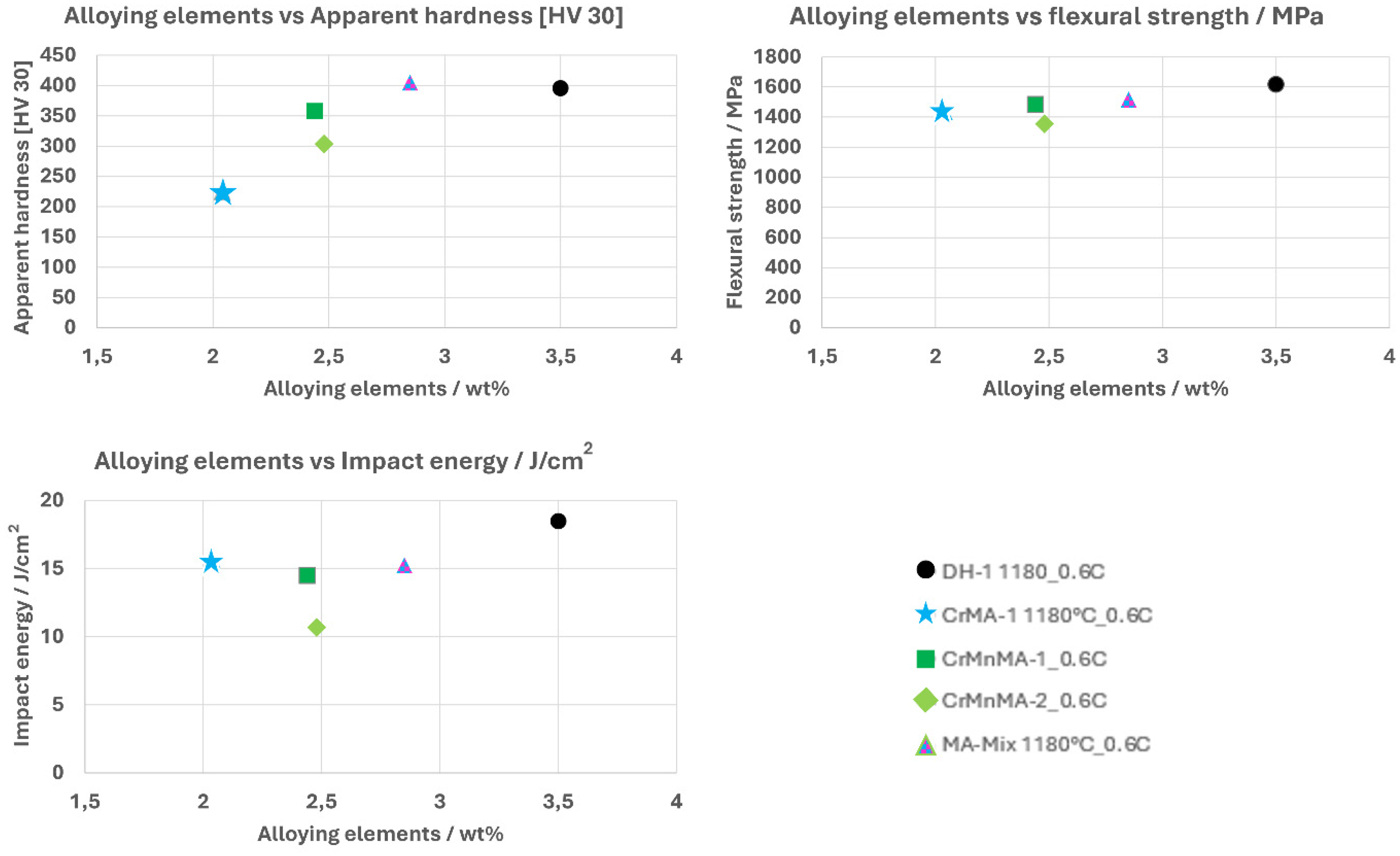
Mechanical properties (impact energy, flexural strength and apparent hardness) vs alloying element content. 1180°C_0.6C series. (GQ + T).
For a better understanding the percentage values are listed in Table 3. There it is clearly evident that when using CrMnMA-1, which contains only 70% of much cheaper (and non-strategic) alloying elements than the reference, 90% of the hardness and the flexural strength could be achieved, while still 78% of the impact energy could be reached. The MA-mix with 81% of the alloying elements is even more competitive.
Comparing alloying element content and mechanical properties in percent.

It is considered as a huge advantage that with the MA route, just the right amount of alloying elements can be used to achieve the desired set of mechanical properties, avoiding overalloying and unnecessary costs.
Hardenability
In this final chapter, the hardenability of the materials is discussed. In Figure 5, CCT diagrams are presented from the materials investigated. (CrMnMA-2 is not displayed since it is very similar to CrMnMA-1). The cooling rate of 3 K/s, which is typical for industrial sinter hardening practice, is indicated by an arrow.
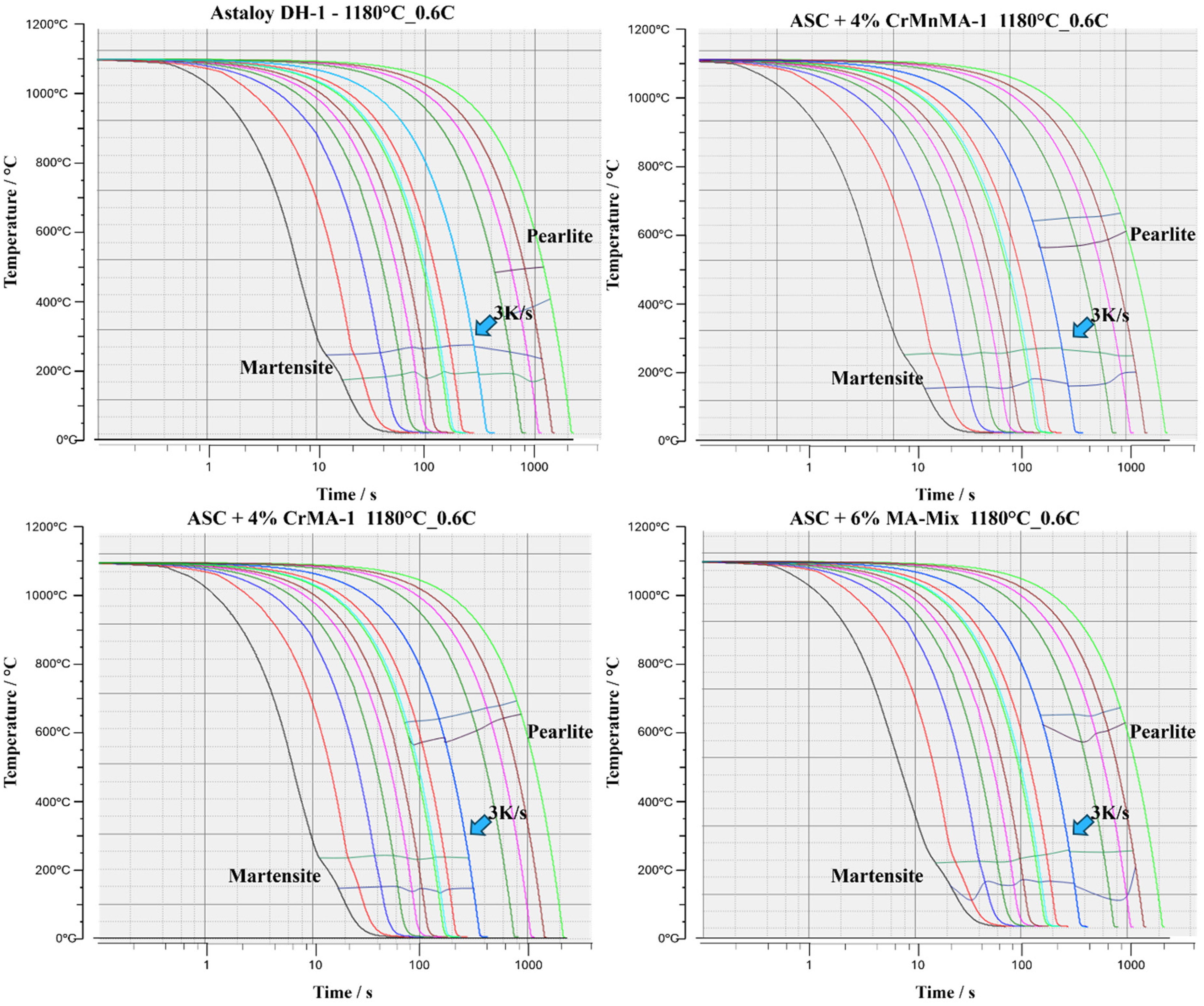
CCT diagrams of the reference DH-1 and ASC + 4%CrMA-1, ASC + 4%CrMnMA-1, ASC + 6% MA-Mix of the 1180°C_0.6C series.
The CCT diagrams have been recorded with a quenching dilatometer from an as-sintered piece (10 × 10 × 5 mm) which was directly contacted with thermocouples through spot welding. 14 measurements at different cooling rates were recorded for each CCT diagram, from fastest to slowest. All measurements were recorded from a single sample, which is acceptable since with sintered steels austenite grain growth, which would be a problem with wrought steels, is inhibited by the porosity. 14
From the CCT diagrams it is evident that DH-1 is able to achieve a fully martensitic microstructure with the 3 K/s cooling rate, considered as standard in industrial condition. The CrMA-1 variant shows pearlitic transformation up to fairly fast cooling, which is a good indicator that the alloying elements are not sufficiently distributed, and wide pearlitic areas are to be expected.
CrMnMA-1 and the MA-mix alloyed grades are very similar. The range of cooling rates for martensite formation extends to a slow rate of 0.75 K/s. Only with 0.5 K/s no more martensite can be formed (which holds also for DH-1). On the other hand, the pearlitic field ends exactly at the 3 K/s cooling rate, which means that a martensitic- pearlitic microstructure is to be expected, which is also observed in the micrographs.
As stated above, state-of-the-art cooling rates are ∼3 K/s in industrial applications, of course depending on the size of the sintered part, so those MA grades will always have a bimodal microstructure when sintered under the conditions chosen here. Further increased temperatures and probably a slightly higher amount of MA might achieve homogeneous microstructures.
Conclusions
This publication addresses the master alloy (MA) concept to utilize standard alloying elements of wrought steel such as Cr, Mn and Si also for sinter hardening steels. MAs combined with plain Fe base powder were tested against the commercial grade Distaloy DH-1, sintering being done at 1150°C and 1180°C with a nominal carbon content of 0.75C and at 1180°C also with a reduced C content of 0.6C. Through these three studies the sintering temperature and the C content could be identified as key parameters to successfully sinter MA alloyed grades.
1150°C proved to be insufficient for Cr containing MAs; especially the impact energy below 10 J/cm2 shows a brittle material failure. These MAs only partially melt and distribute, while a considerable part is still present as undissolved MA. Cr-free MnMA would already melt completely, 15 which is the reason for the higher performance of the CrMnMA-1 and 2 and the MA-mix.
Increasing the sintering temperature to 1180°C brought a clear improvement for all grades. Still, MA residues could be identified in all MA alloyed materials, but to a much smaller degree. The properties of the MA-alloyed grades showed higher hardness values compared to the reference, while the impact energy data had to be again considered as rather on the low side. The MA-mix reached 10 J/cm2 and with that it can already be considered as acceptable material.
Typically, hardness and impact strength are indirectly proportional. Therefore, the logical step was a decrease in the carbon to increase the impact energy values. While the loss of hardness was smaller than expected, the increase in impact energy and flexural strength can be considered as a significant improvement.
Considering the fact that material properties comparable to those of the commercial grade could be achieved with less and much cheaper alloying elements, the MA alloying concept must be regarded as a success.
While DH-1 is a fixed composition, the MA concept offers flexibility to alloy precisely, adding just the right amount of alloying elements necessary to achieve the desired properties.
The MAs can also be combined, positively interacting with each other and further increasing the flexibility if more MAs are available.
As long as plain Fe is used as base powder, it is to be expected that a martensitic microstructure with some pearlite is achieved with the MA concept even when sintering at 1180°C. Higher MA contents or and/or higher sintering temperatures might lead to homogeneous microstructures, which might however in the end not be necessary.
Another concept already well researched is the hybrid alloying, in which case MAs are combined with pre-alloyed base powder grades.
Footnotes
Acknowledgements
The authors wish to thank Atomising Sytems Ltd, Sheffield, UK, for producing and supplying the masteralloy powders used.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.