
Abstract
Shrinkage during the sintering of powder compacts depends on numerous parameters, including green body characteristics such as particle size and green density. These parameters are also decisive for the initial microstructure and its evolution during sintering. In this study, a novel experimental setup is used to quantify the time-dependent microstructural evolution in water-atomised Astaloy 85Mo powder. Green bodies with different particle sizes and density levels were polished on the top surface and then subjected to an interrupted sintering procedure in a quenching dilatometer. Intermediate examinations of the microstructure by scanning electron microscopy revealed the pore morphology and the thermally etched austenite grain size. It was found that pore rounding relies solely on the local curvature only, whereas neck growth is in good agreement with analytical models. An increase in diffusivity was found on the macroscale and on the microscale due to the pre-deformation of the particles.
Keywords
Introduction
The conventional manufacturing process in powder metallurgy (PM) consists of the compaction of powder and its subsequent consolidation during the sintering. The latter induces diffusion processes within the powder compact. Depending on the sintering temperature, lattice diffusion, grain boundary diffusion, surface diffusion and evaporation and condensation contribute to different extent to the formation of sintering necks and the rounding of pores. While surface diffusion, which is identified as a major mechanism in the sintering of ferrous compounds, does not cause a dimensional change on the macroscale, lattice diffusion and grain boundary diffusion induce a mass flow that decreases the component’s dimensions and subsequently increases the bulk density.
1
The diffusion processes are driven by a gradient of the vacancy concentration in the particles. The local vacancy concentration underneath a surface can be described by its curvature, assuming a linear proportionality between the curvature and the vacancy concentration.
1
Consequently, the mass flow along a surface can be directly related to the gradient of curvature. The progress of sintering can be described by the sinter neck ratio, relating the size

This concept has been expanded by analytical descriptions of the time-dependent evolution of the neck ratio proposed by Exner.
3
Considering surface diffusion as the predominant mechanism for neck formation, neck growth can be described as

Neck growth equations, such as in equation (2), were derived for different materials in the middle of the last century, using either wire compacts or spherical powders, which were cut and polished after a varying sintering time.4–7 Kingery and Berg 8 utilised a microstage furnace to directly observe and quantify the neck growth kinetics between loosely spilled spherical powder particles. These studies relied on the assumption of perfectly spherical particles and little information was gathered on iron powder, whereas Eisen 9 investigated the microstructural evolution of different iron powders in a powder compact. A hot stage scanning electron microscopy (SEM) was used to observe identical microstructural regions at different time steps to identify the influence of the compaction pressure, the powder morphology and the atmosphere on the sintering process in a qualitative manner. Schoeler 10 conducted quasi-in-situ sintering experiments with ferrous compacts alloyed with different molybdenum contents in a dilatometer to observe the microstructural evolution at different temperatures. Molinari et al. 11 measured the neck curvature and neck size of water-atomised and cold isostatically pressed iron powder after 30 min of pre-sintering at lower temperatures based on SEM images. Few investigations were carried out on the grain growth of PM steels during sintering. The effect of the porosity and particle size on the austenite grain growth kinetics of sinter-hardened Fe–Mo–Cr compacts was reported by Dlapka, 12 whereas the independence of austenite grain size of the porosity was shown for Astaloy 85Mo. 13
Simulation methods, such as phase-field, 14 Monte-Carlo 15 or level-set 16 allow the evaluation of the microstructural evolution during sintering from a numerical perspective. The validation of published investigations is mostly based on the comparison to analytical findings, such as equation (2). 17 Moreover, these methods have rarely been applied to real microstructures yet.
Regarding the evolution during sintering on a macroscale, numerous investigations on the influence of parameters, such as particle size, have been published18–20 and analytical equations for the axial shrinkage were derived.8,11 In most studies, an anisotropic shrinkage behaviour has been reported that is ascribed to different root causes in literature.20–26 Among those, a currently widely held theory includes the contribution of dislocations to the sintering process. Compaction is generally accompanied by a work hardening of the powder particles. Wendel et al. 18 used electron backscattered diffraction (EBSD) to estimate an increase of dislocation density in powder particles of a green body due to the compaction. Similar measurements revealed an anisotropic distribution of the dislocation density with more pronounced accumulations of dislocations in areas perpendicular to the direction of compaction. 27 An elevated dislocation density may contribute to an increase of the effective diffusivity and subsequently to a higher shrinkage in axial direction.28,11
Although most phenomena of sintering are understood, none of the investigations fully evaluated the interdependence of the evolution of microscopic and macroscopic characteristics, such as neck growth and shrinkage. To the authors’ knowledge, no quantitative description of neck growth and the evolution of the pore morphology of water-atomised iron-based powder has been reported yet. Thus, a new experimental setup is proposed that enables the derivation of correlations between process parameters and the evolution of the green body during sintering on different length scales. The experiment includes the metallographic preparation of powder compacts and quasi-in-situ sintering experiments in a quenching dilatometer with intermediate SEM investigations of predefined areas to quantify pore rounding and neck growth by tracking the evolution of specific pores and particles. Simultaneously, the austenite grain growth is measured. The results are related to macroscopic findings gathered by dilatometry and the variation of the green density as well as the powder particle size. Hereby, the sintering kinetics are both investigated on a macroscale and a microscale. Based on the findings and the SEM images of this work, investigations on the numerical simulations of sintering on a mesoscale will be conducted in future work.
Materials and methods
In this study, water-atomised Astaloy 85Mo powder was used. Prior to compaction, the powder was separated into two groups. The first half of the powder was sieved into three fractions, whereas the second half was subjected to a simple milling process in order to modify the particle shape and artificially increase the dislocation density. Powder and ceramic milling balls were filled in a jar that was then rotated for approximately 24 h. Afterwards, the powder particles revealed a significantly deformed shape.
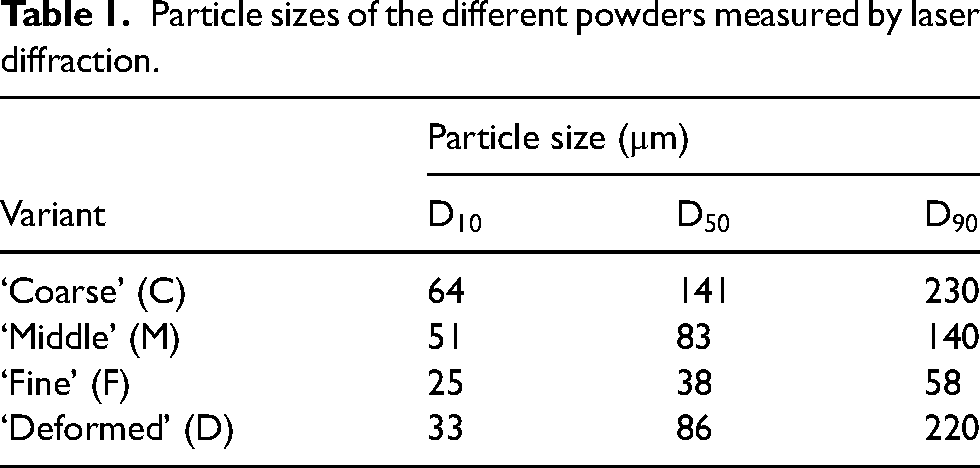
The particle size distribution of each powder fraction was measured by laser diffraction technique using a Horiba LA-950. The results are listed in Table 1 and correspond well to the SEM images of the powder particles, as depicted in Figure 1. Contrary to the untreated particles, the deformed powder reveals a rather smooth surface and appears flatter and less isotropic. As stated in the literature, ball milling can increase the oxygen content of powder particles. 29 Hence, the oxygen contents of both the deformed and the undeformed powder were measured by hot-gas-extraction technique, using a Bruker Galileo G8. The deformed powder revealed an oxygen content of 0.34 wt-%, whereas 0.16 wt-% was measured for the other powders.
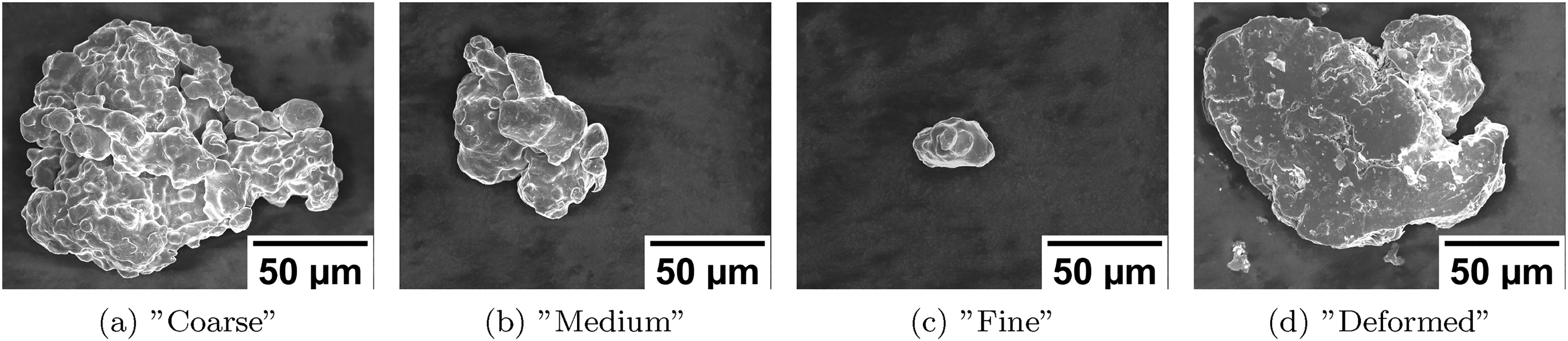
SEM images of powder particles: (a) ‘coarse’; (b) ‘medium’; (c) ‘fine’; and (d) ‘deformed’.
Particle sizes of the different powders measured by laser diffraction.
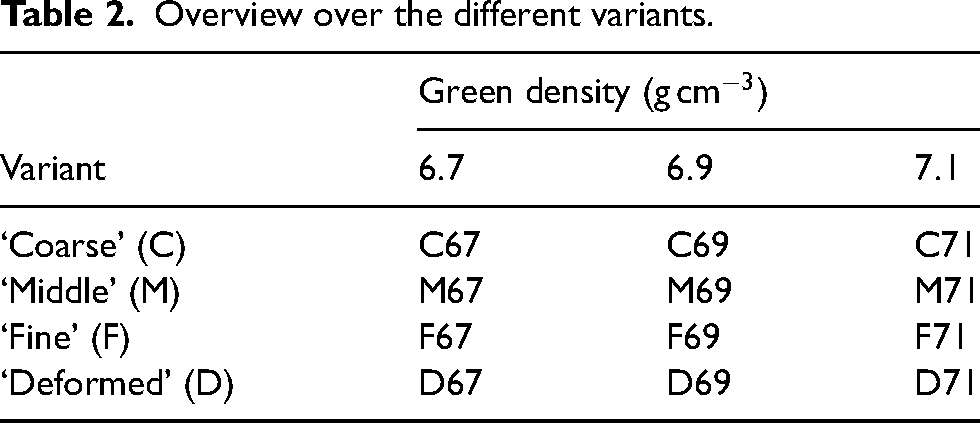
Each fraction of the undeformed powder was then mixed with 0.25 wt-% carbon and 0.6 wt-% wax. In order to compensate for the higher amount of oxides in the deformed powder, 0.55 wt-% carbon was added to the deformed powder. Subsequently, the powder was compacted into cylindrical specimens with an approximate height of 10 mm and a diameter of 9.5 mm using a floating die. For each powder fraction, green parts were produced with a target density of 6.7, 6.9 and 7.1
Overview over the different variants.
For each specimen, the density was measured geometrically, assuming a perfectly shaped cylinder.
In order to extract the wax, a debinding step followed. The specimens were placed in a belt furnace and continuously heated up to a temperature of 600
For each variant, one sample was embedded in a hot resin to be metallographically prepared on the top faces. The surfaces were ground and polished in several steps, which were regularly interrupted to perform an etching to remove fragments within the porosity and reveal hidden pores. Nitric acid with a concentration of 3% was chosen as an etchant. The etching required caution to avoid artificially enhanced porosity. After a short exposure to the etchant, the latter was first roughly removed with isopropanol, while the remaining etchant was then extracted in a vacuum bell jar. No ultrasonic cleaning was carried out, as this would probably have damaged the polished surface. Visual inspections were then carried out using light optical microscopy at 1000
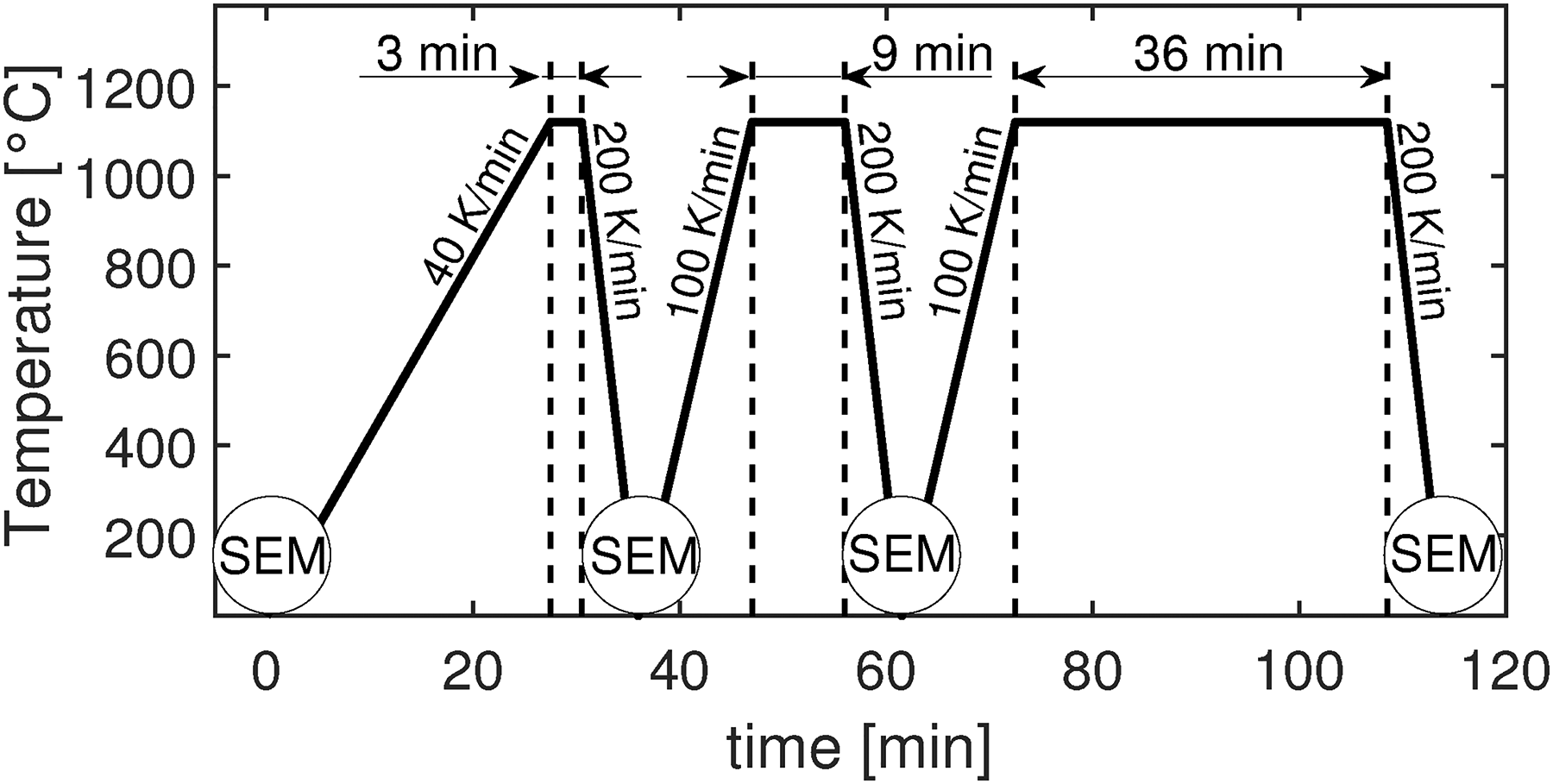
Temperature profile of the quasi-in-situ experiments.
The moderate heating rate in the first step ensures a sufficient time for the carbothermal reduction that is necessary to reduce the surface oxides that are to be expected in water-atomised powders. It is reported that an increase in the heating rate might lead to the enclosure of oxides, which in turn decreases the diffusivity. 30
The microstructural evolution was evaluated by investigating the change of local curvature, neck growth and grain growth. The local curvature
For each pore, an ROI was defined that revealed a similar morphology concerning the gradient of curvature along the surface as the driving force of sintering. The evolution of the respective pore was tracked by repeating this procedure after every sintering step. For each sample, five pores were evaluated.
Neck growth was investigated by comparing images of the same ROIs after different time steps and identifying particles between which a connection was formed during sintering. The minimum distance between the outlines of each neck was taken as the neck size, which was then related to the respective particle size.
The experimental setup enabled the identification of former austenite grains due to the thermal etching effect that was caused on the polished surfaces. The austenite grain size was measured by evaluating the SEM images with the line intercept method. For each variant, three micrographs were investigated at a magnification of 500 and 1000 after each sintering step. As the intensity of the etching effect varied significantly from experiment to experiment, some specimens could not be evaluated at the same ROI after each step. In this case, which applied for M69 and C67, different areas were investigated, whereas the number of micrographs is increased to five or six to account for the variation of grain size distribution. The results were then fitted for each powder variant using the equation:
In order to monitor the effect of the alternating sintering process on the sintering kinetics, identical samples were sintered continuously for 48 min. The length change in axial direction was recorded during each sintering experiment, whereas radial length changes were measured discretely after each sintering step by means of a micrometer. These samples were used to evaluate the sintering process on the macroscale, whereas the firstly described samples were used to evaluate the microstructural evolution. The successful reduction of the surface oxides was indirectly proven by measuring the carbon content of the powder, the green bodies and the sintered samples after 48 min of continuous sintering. The measurements were carried out with a LECO-800 using a hot-gas-extraction technique. Each powder variant revealed a carbon content of 0.1 to 0.12 wt-% after sintering, whereas 0.26 to 0.29 wt-% were measured after debinding. This indicates a carbon loss of about 0.16 wt-%, which corresponds to the oxygen content of the powder mixtures.
Results
The local curvature
Evolution of a pore in sample M67 during sintering at 1120
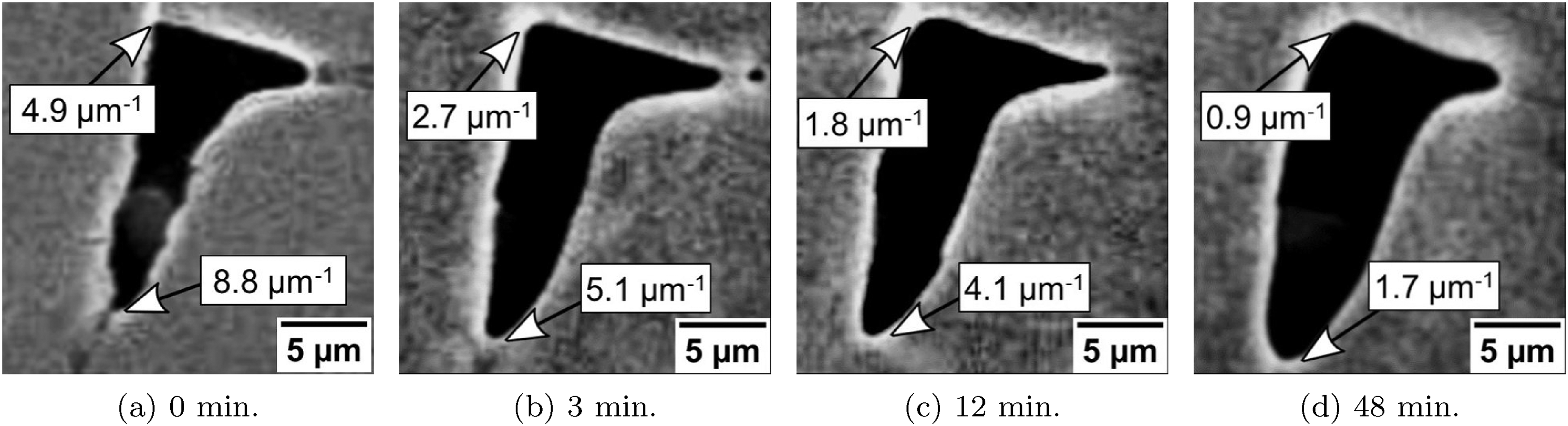
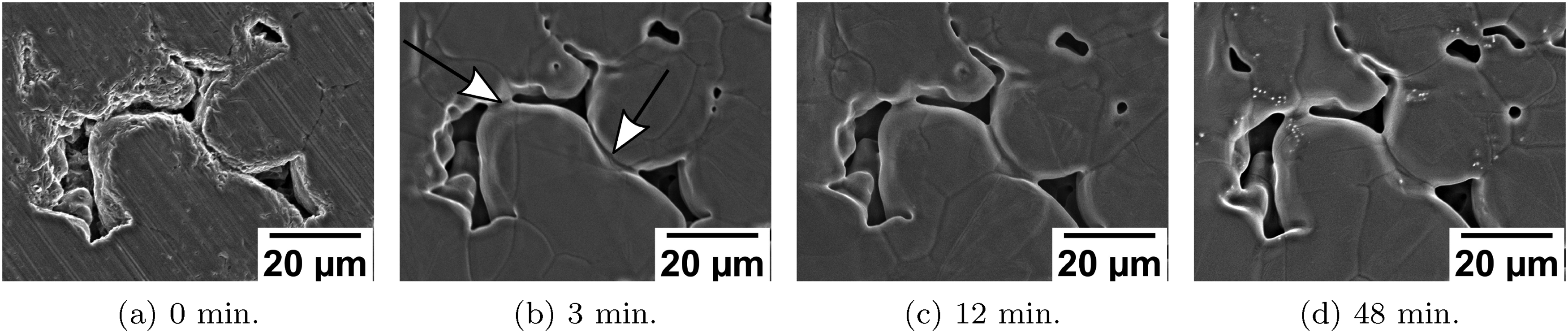
Figure 4 shows the evolution of a more complex pore morphology that was found in specimen C71. Comparing the first two images, a significant decrease of curvature within 3 min can be noticed, whereas the morphology changed only slightly afterwards. The upper side of the pore reveals a highly curved section at the beginning that is almost completely convex. During sintering, the pore was rapidly transformed into a concave shape, whose curvature decreased steadily until the end of the experiment. This induced a widening of the pore, which is accompanied by a pore coalescence, as highlighted in Figure 4(d).
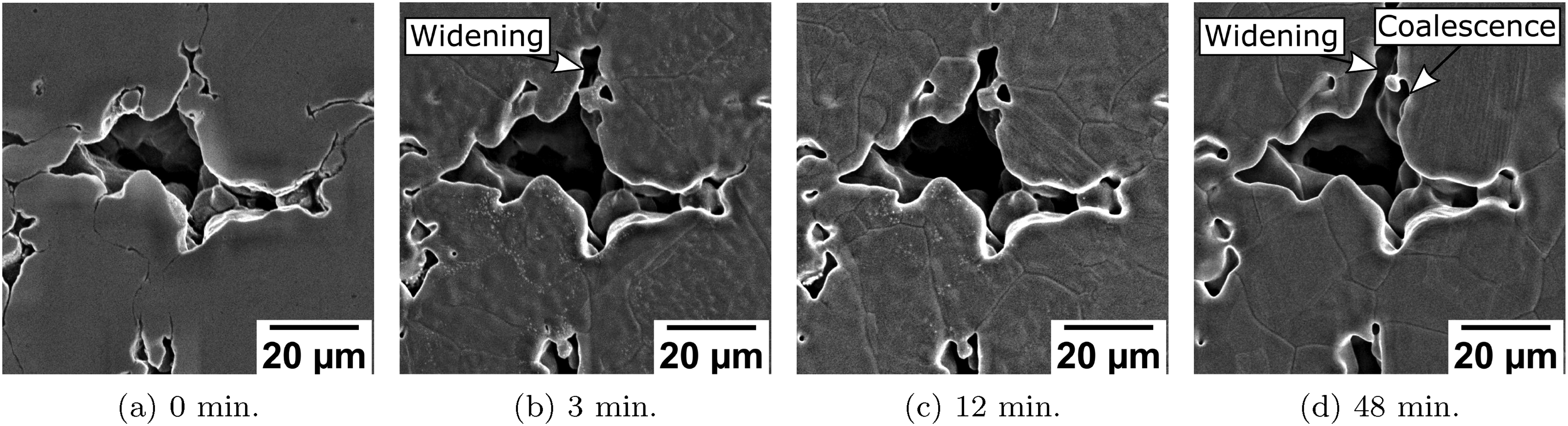
Evolution of a pore in sample C71 during sintering at 1120
These qualitative observations are quantified in Figure 5, which summarises the evolution of the maximum curvature within 40 ROIs, as in Figure 3. As the results do not reveal any significant difference between the different variants and the dependency of surface diffusion on the local curvature is well known, each figure displays the evolution of the local curvature starting from a different range of initial curvatures instead. Each figure contains a comparison between convex (negative) and concave (positive) pores.
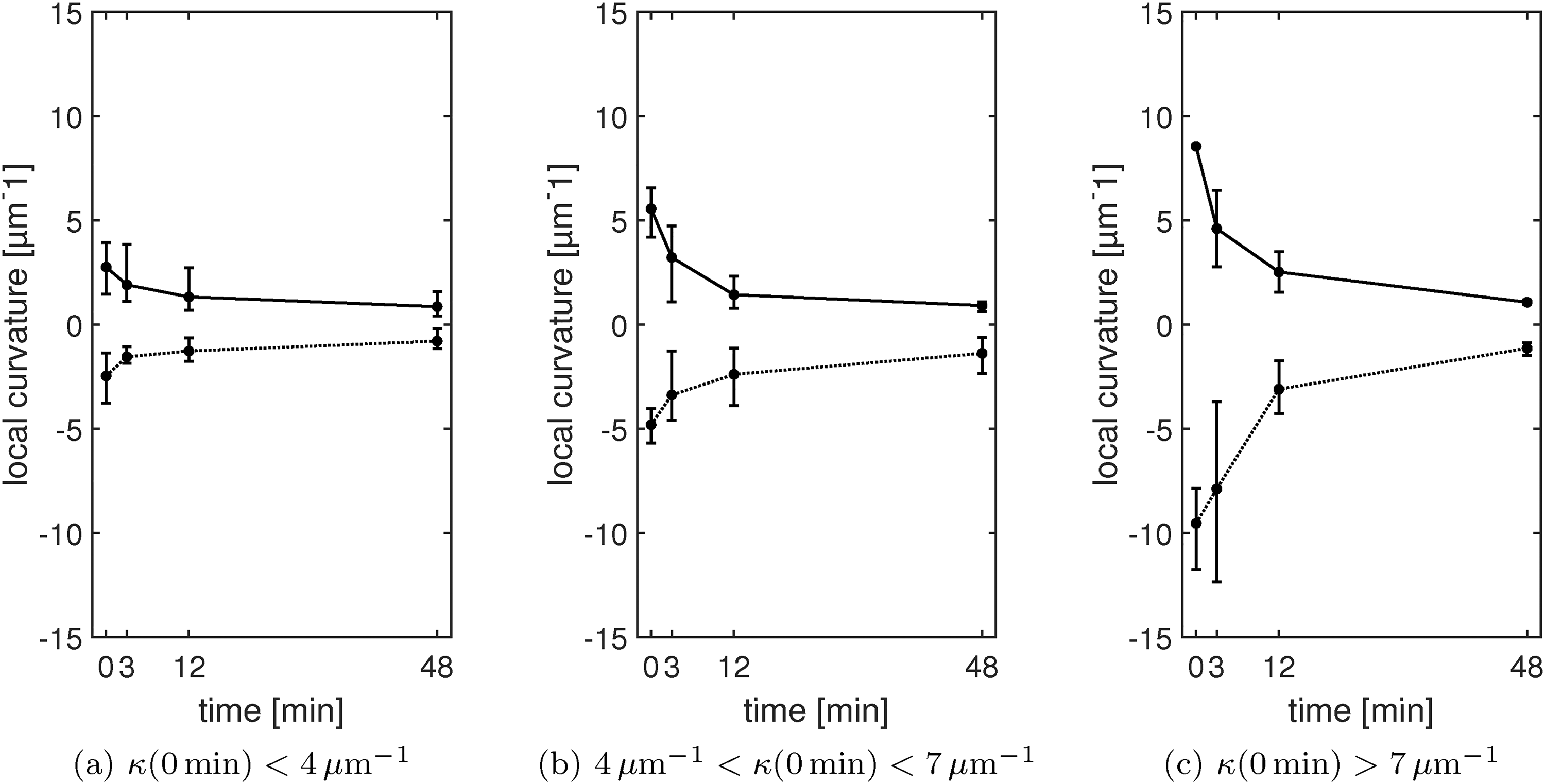
Evolution of local curvature: (a)
The figures clearly show that the evolution of the local curvature
During sintering, necks were formed between the powder particles. For each sample, nine sinter necks were randomly selected after the first sinter step and compared with the corresponding sintering necks after 12 and 48 min of cumulative sintering time. Each variant shows an increase in the neck size ratio with increasing sintering time. The averaged results of all measurements are depicted in Figure 6. While samples made of coarser powder reveal just a moderate growth rate, fine powder leads to a pronounced neck growth. Contrary to this observation, the deformed variant distinguishes itself by a significant neck growth. A comparison between the different green densities suggests that it does not have any impact on neck growth. Figure 6 also displays the results of an optimisation of the parameters of equation (2) with
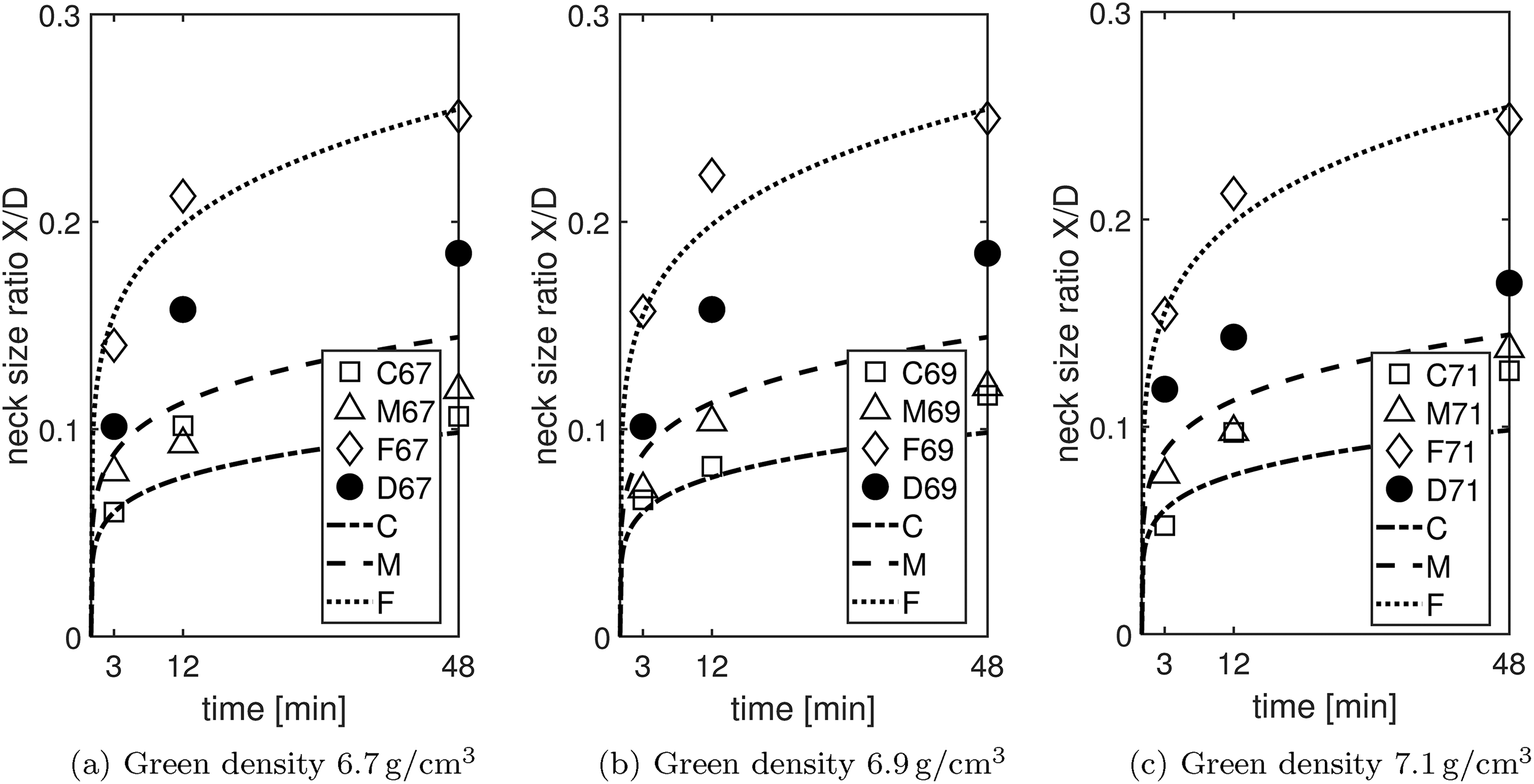
Neck growth depending on particle size and time: (a) green density 6.7
An example of neck growth is given in Figure 7. Two sinter necks can be noticed in Figure 7(b). The left one does not reveal any growth kinetics, whereas the second neck has slightly increased during the following sintering steps. Comparing Figure 7(c) and (d), it is to be remarked that two pores emerged during the process, which indicates the presence of pores right beyond the surface.
Neck growth in sample F67 during sintering at 1120
A further example to emphasise the extent of neck growth is given in Figure 8. The interface between single particles was fully transformed into sinter necks. It is to be noticed that these grain boundaries mostly coincide with the former interfaces. Additionally, a pronounced pore rounding can be observed. The small pore on the lower left side stands out by its convexity, which caused diffusion to a similar extent as in Figure 4.
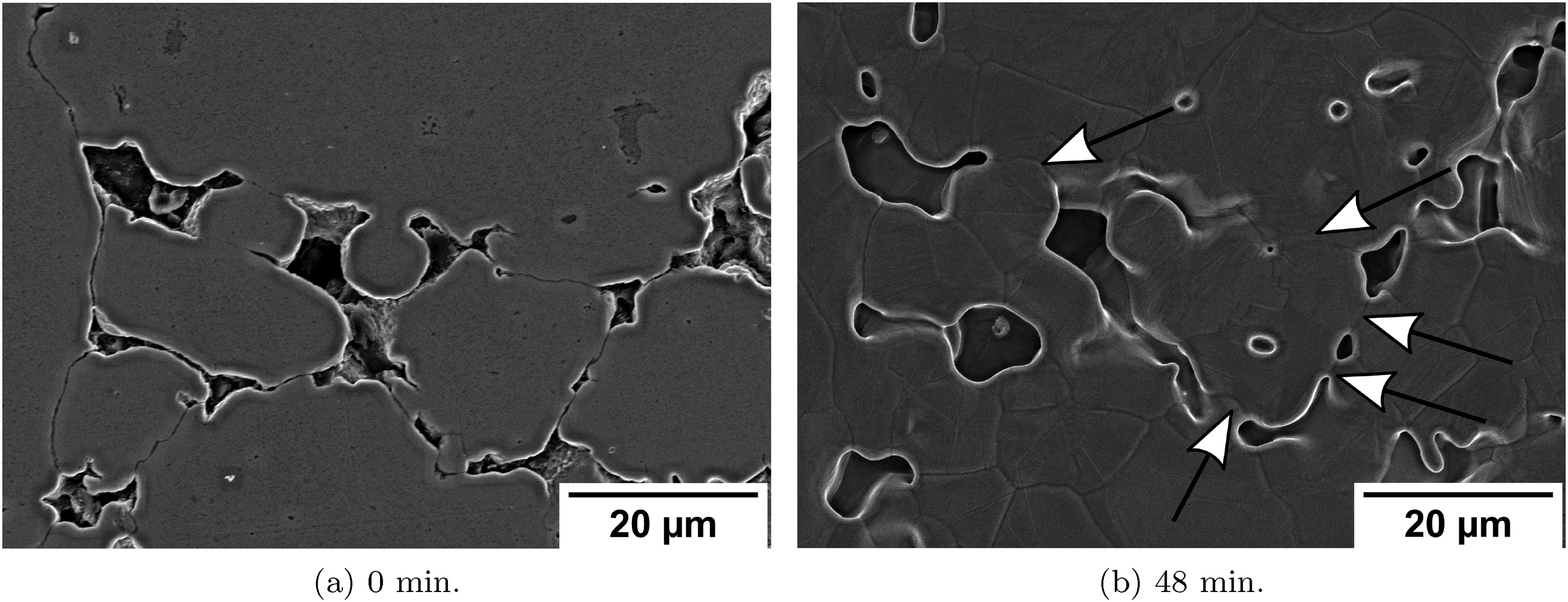
Neck growth, pore rounding and grain growth in sample M71 during sintering at 1120
As outlined in the previous section, the density at the polished surfaces had presumably increased. This can be confirmed by considering the average greyscale values which are associated with each image at a magnification of 200 after it has been binarised. Taking the greyscale value as an equivalent of the relative density within the respective area, the variation of the relative density between the different density levels of each powder variant is negligibly small. However, a small variation can be found between the different powder variants. According to the image analysis, fine and deformed specimens reveal the highest relative densities of 98 to 99%. The middle and the coarse powder show densities of 95% and 94%, respectively. This may contradict the visual impression conveyed by the depicted examples. It should be noted, however, that the ROIs selected for the assessment of curvature and neck growth represent small regions whose relative density is not representative of the particular area in which they are located. This observation needs to be taken into account once a rather macroscopical descriptor of the microstructure is considered, such as the grain size.
For the evaluation of the grain size, the averaged value of all density levels is taken for each time step, considering the influence of the particle size only, which is due to the artificial decrease of porosity. For each powder fraction, a minimum of 650 intercepts were evaluated for the last time step, while 1100 up to 3100 intercepts were considered for the first time step. This variation between the different powder fractions is attributed to the variation of grain size with particle size and the decreasing number of grains with increasing sintering time. The obtained evolution of grain size is depicted in Figure 9(a), showing both the averaged measured results and the respective fitted curve according to equation (3). The standard deviation, which is not depicted for a more comprehensible visual appearance, ranges from
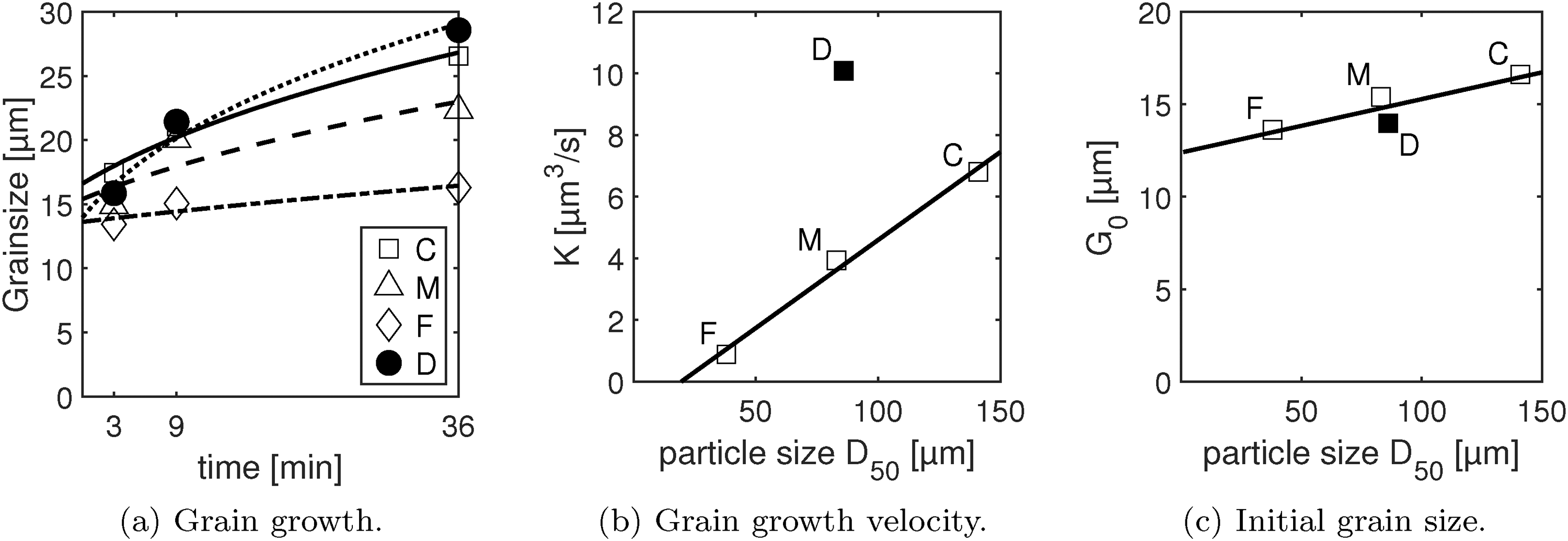
Grain growth during isothermal sintering: (a) grain growth; (b) grain growth velocity; and (c) initial grain size.
For each variant, length changes were continuously recorded. Figure 10 displays the significant difference between the specimens made of conventional powder and the deformed powder for all three densities. During heating, all specimens experienced a similar amount of thermal expansion. Once the austenitisation temperature was reached, the transformation strain was overlaid with an additional strain component that is the more pronounced the finer the particles are and increases also with the green density, which is depicted in Figure 11. However, the deformed specimens reveal the highest deviation of the expected linear elongation due to thermal expansion. While Figure 11(a) shows a period of about 4 min of an almost stagnant length change for D67, Figure 11(b) and (c) even show shrinkage during heating. This effect can be noticed less pronounced for the fine powder, whereas variants M and C reveal only a slight deviation for the highest densities. Considering the slope of the curve at the beginning of isothermal sintering in Figure 10 the deformed powder again stands out by a more pronounced shrinkage. Even after 48 min of sintering, a much higher shrinkage rate can be observed, which increases with the green density. The literature offers different mathematical descriptions of isothermal shrinkage. Among those, the power law proposed by Exner
3
is chosen to represent the results for axial shrinkage:

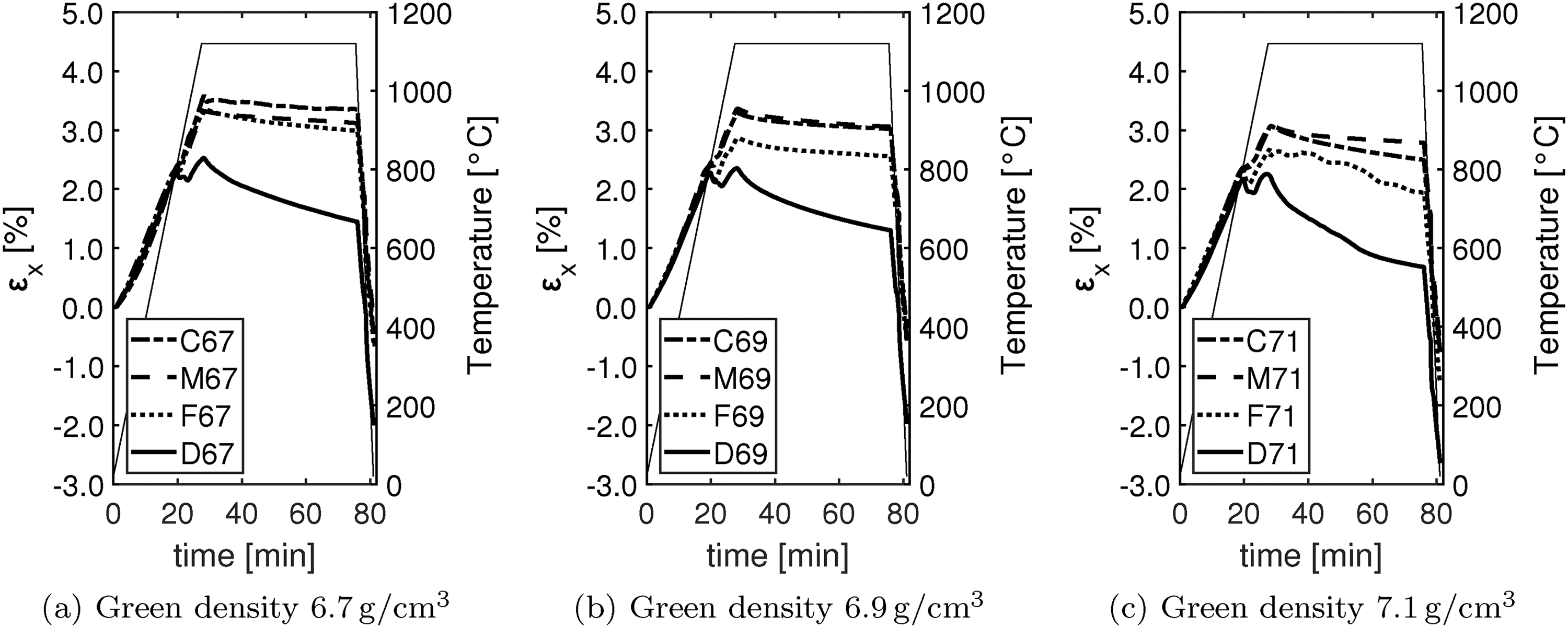
Axial length change during the experiments: (a) green density 6.7
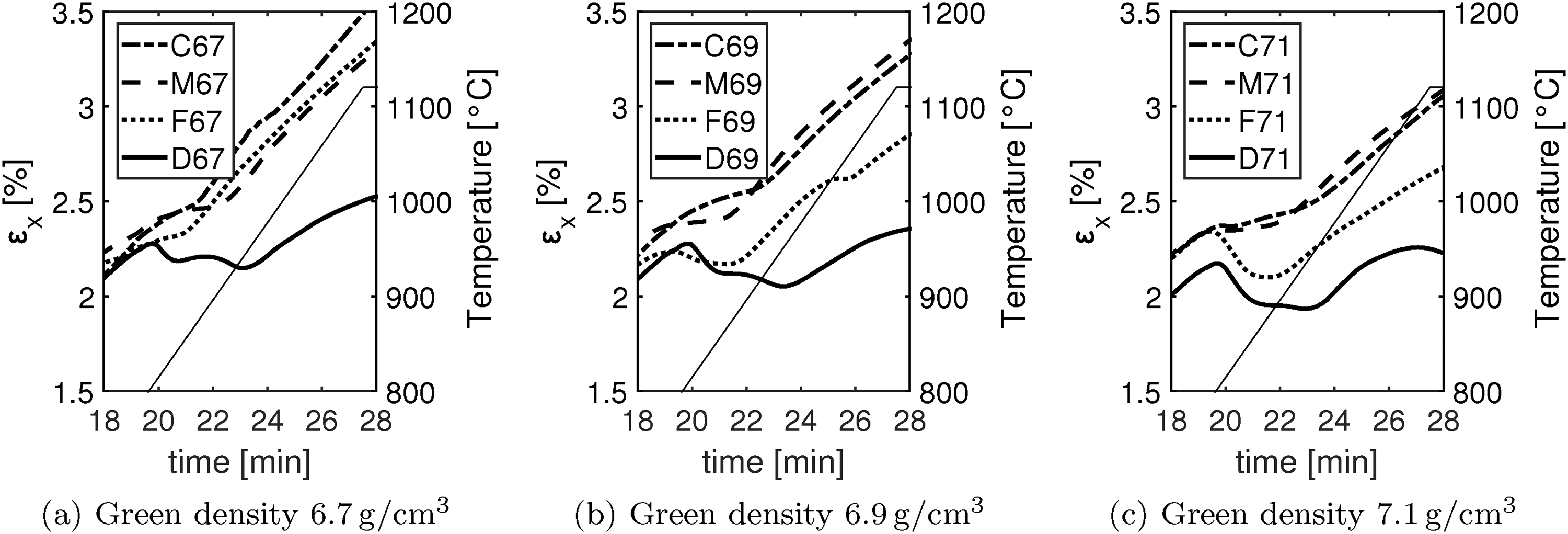
Axial length change in the region of the
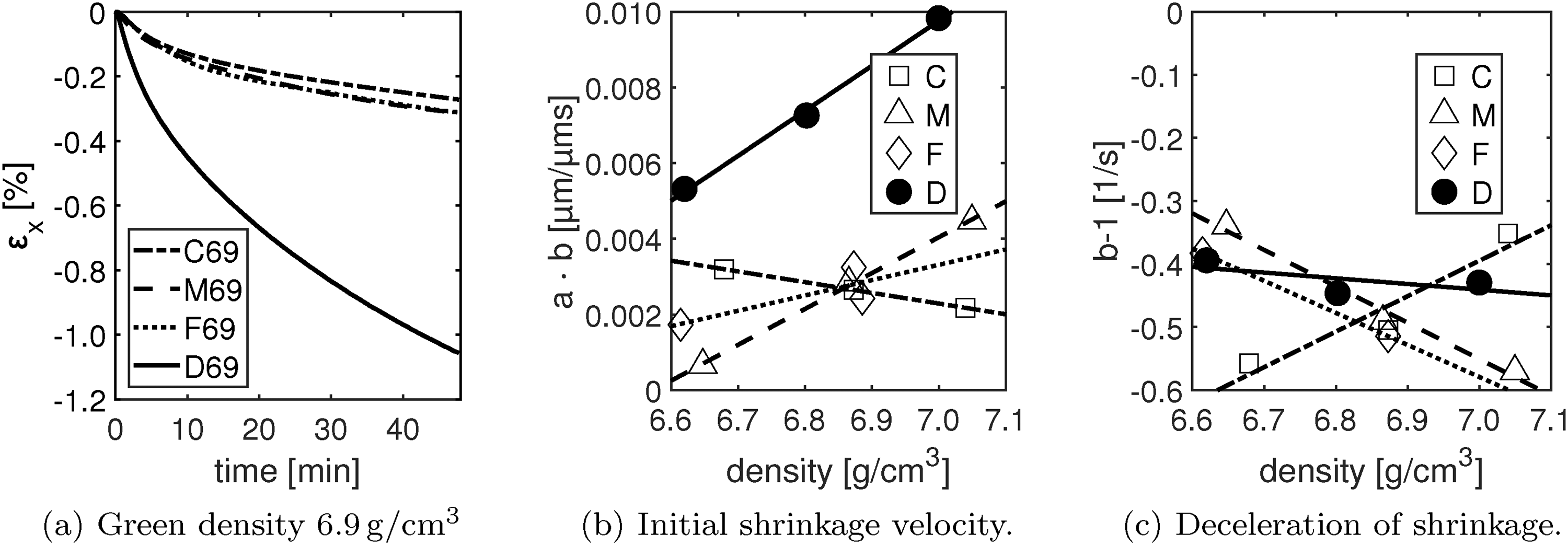
Evaluation of isothermal shrinkage: (a) green density 6.9
The relative axial length 
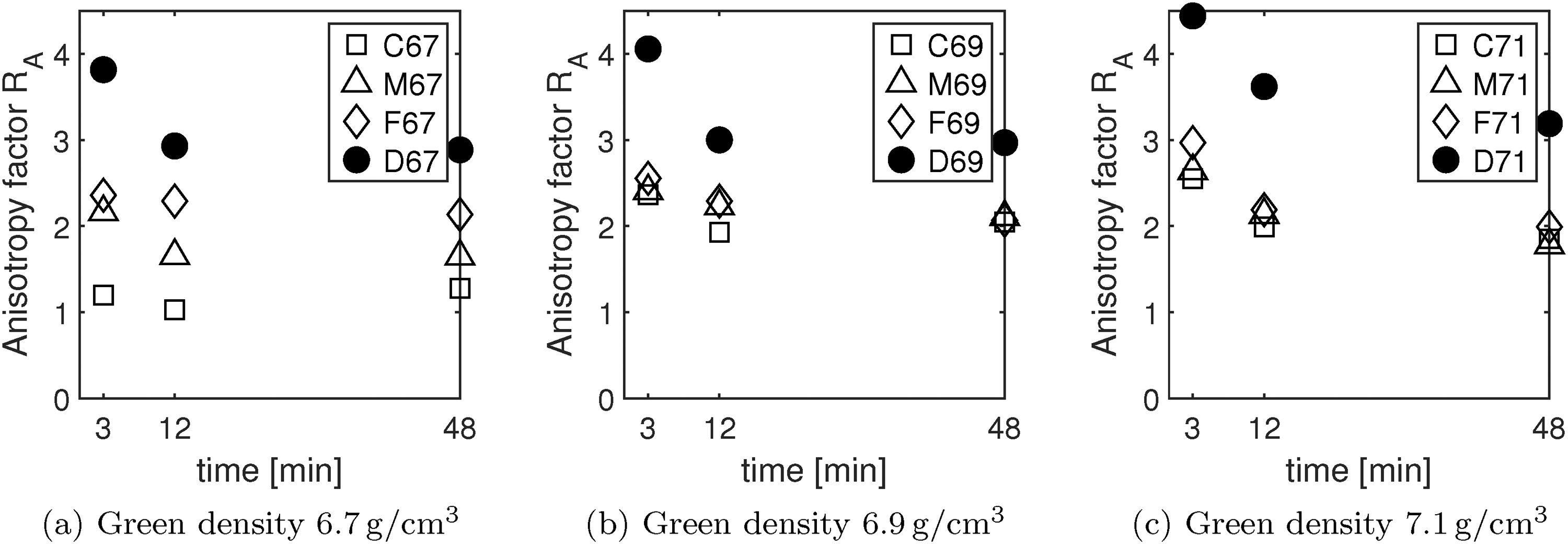
Influence of density and particle size on anisotropy: (a) green density 6.7
In order to relate these results to the assumptions stated at the beginning, the orientation of powder particles in a cross-section parallel to the direction of compaction is evaluated. As Figure 14 clearly indicates, the deformed particles are elongated and orientated perpendicular to the direction of compaction. This tendency cannot be found in any other sample made of conventional powder.
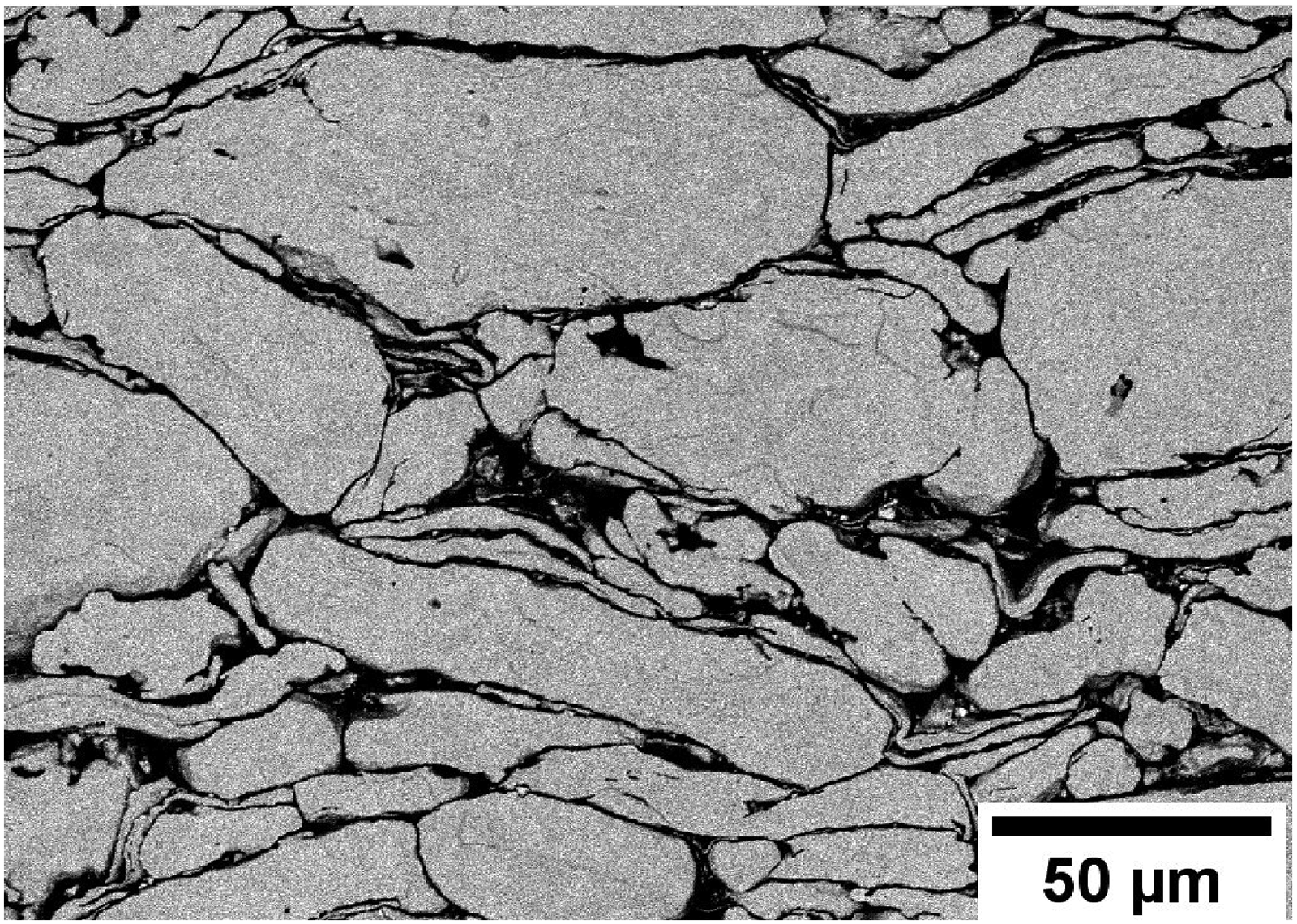
Microstructure of a green sample D71. The vertical axis corresponds to the direction of compaction.
Discussion
The independence of the evolution of local curvatures from the particle size and the green density confirms the general assumption that sintering is mainly driven by the gradient of local curvatures. As similar pores were evaluated, each pore has a similar initial condition which causes a nearly invariant initial mass flow that is presumably mainly initiated by surface diffusion. The slight differences that can be observed between the curves are attributed to the influence of the curvature in the third dimension, which cannot be investigated using SEM images.
Considering the neck formation during sintering, the neck growth rate steadily decreases, which can be attributed to the evolution of local curvatures that have been discussed before. The dependence on time and particle size that is observed reflects the mathematical descriptions that were derived for spherical powders quite well. Firstly, Herring’s law in equation (1) can be applied to compare the results for variants F and M. The ratio between the particle sizes is close to 2. Taking
It was observed that there is a noteworthy relationship between the particle size and grain growth which is linear, while the initial austenite grain size was found to be nearly constant for all particle sizes. Consequently, the number of austenite grains within a powder particle increases proportionally to the particle size. As the powder particles can be considered fully dense, grain growth within the particles is hardly impeded, which explains the observed linear increase of the grain growth velocity. Even though an influence of the relative density could not be investigated due to the disadvantages of the experimental setup, the assumption can be made that there is a negligibly small impact by the density at a temperature of 1120
The effect of the deformation of the powder is even more pronounced when the dilatometric results are compared. It was shown that the deformed powder leads to a much faster, higher and more anisotropic shrinkage than it can be observed otherwise, which reflects the microscopic findings, as the macroscopic shrinkage is strongly related to neck formation induced by diffusion through the particle volume. The investigation of the elongation during heating indicates that sintering starts in variant D at much lower temperatures, which could also be provoked in variant F, once higher green densities were considered. The latter suggests a dependency on the compaction pressure. Both the cold working of powder D as well as the increase of compaction pressure are related to a higher dislocation density within the powder particles.34,28 Presumably, this provokes also a higher isothermal shrinkage as well as a higher initial shrinkage velocity, which could be additionally attributed to an increase of contact areas between the powder particles with an increase in compaction pressure. Molinari et al.
11
related the extent of isothermal shrinkage to an effective volume diffusion coefficient that was described as a function of dislocation density. Accordingly, the pre-factor 
Conclusion
A new experimental setup was used to characterise and quantify the microstructural and macroscopic evolution of PM steels during sintering. It was found that neither green density nor the particle size affected the surface diffusion, whereas the neck growth varies with particle size. This indicates the validity of the classical two-sphere sinter model and the associated analytical descriptions for water-atomised powders.
Thermal etching was used to quantify the austenite grain growth and to derive a linear relationship between grain mobility and the powder particle size that corresponds well with the physical boundary conditions of this mechanism that grain growth is limited by the particle interfaces.
On the macroscale, a relationship between green density and differential length change was derived. The results based on deformed powder as well as the quantification of anisotropy indicate an increase of diffusivity that can be attributed to the dislocation pipe diffusion effect. This is well reflected in an increase in neck growth kinetics. Further work is required to investigate the effect of cold deformation of the powder on the sintering process.
Footnotes
Acknowledgements
This work has been carried out within the Cluster of Excellence ‘Internet of Production’ (IoP) at RWTH Aachen University. GKN Powder Metallurgy GmbH is acknowledged for debinding the specimens.
Declaration of conflicting interest
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Supported by the German Research Foundation DFG (Project-ID: 390621612) within the Cluster of Excellence ‘Internet of Production’ (IoP).