
Abstract
When processing powder metallurgy (PM) steels, the conventional press and sinter route can reach a relative density up to 95%, which is insufficient for applications when dynamic mechanical performance is critical. In this study, a novel route is demonstrated consisting of cold isostatic pressing (CIP) followed by sintering and capsule-free hot isostatic pressing (HIP), allowing to achieve full density PM steels. Water-atomized steel powder admixed with 2 wt.% Ni was subjected to CIP and followed by sintering in 90N2/10H2 atmosphere at 1120 and 1250°C, and in vacuum (10−2 mbar) at 1250 and 1350°C, respectively. At the highest explored CIP pressure of 600 MPa, the three high-temperature sintering runs at 1250°C in 90N2/10H2 atmosphere and vacuum, and 1350°C in vacuum resulted in relative density of ∼94% and closed surface pores. This condition with necessary closed porosity then allowed subsequent capsule-free HIP after sintering, resulting in full densification of the components.
Keywords
Introduction
Powder metallurgical (PM) steels are attractive for high-performance applications. This is mainly due to the ability of PM processes to produce components with complex shapes in high volume at better cost effectiveness than other conventional metal forming techniques with adequate mechanical strength and low energy consumption.1–4 To achieve even better mechanical properties, especially when it comes to dynamic properties such as fatigue, one of the essential characteristics for high-performance PM products is to exhibit high relative density.5,6 It is well documented that mechanical properties such as tensile strength,2,7–9 hardness, 4 toughness,8,9 and magnetic performance 10 rely on the density of the material. Compared to wrought counterparts with the same composition, PM steels with porosity values ranging from 3 to 15 vol.% have lower mechanical properties.11–13
Press and sinter (P&S) processing route is typically applied for high-volume production with part weighing up to 1–2 kg. In this process, density gradient throughout the sample from surface to core is caused by the friction between die walls, punches, and metal particles, thus featuring directional properties. 14 Moreover, conventional PM technologies relying on only press and sinter are unable to provide near full densification, which prevents them from meeting demands on highest performance parts. 1
Other PM processing routes such as double-press/double-sinter (DPDS), 15 powder forging (PF), 5 high-velocity compaction (HVC), 16 copper infiltration (CI), 17 cold isostatic pressing (CIP), 18 and hot isostatic pressing 19 have been developed to achieve high densification towards closed porosity or even full theoretical density. Powder consolidation by means of HIP utilizes a capsule in which powder is filled, which enables making fully dense parts weighing from less than 100 g to 30 ton. 20 Although production technologies such as PF and HIP provide full densification, their processing costs are higher than conventional PM technologies. The HIP processing requires closed porosity of the compacted components or the use of capsules, which imposes limitations on the shape of the components. In the HIP of encapsulated components, the productivity is limited by the need to remove the capsule material from the processed part after the HIP process. In this case, HIP is applied directly to encapsulated water-atomized powder, due to the presence of higher oxygen content in water-atomized powder results in rather high fraction of oxide inclusions after HIP, particularly on the prior particle boundaries, resulting in inferior properties. 21 These oxides are typically removed by sintering atmosphere during conventional press & sinter, that is not possible during direct HIP of encapsulated water-atomized powder as there is no access to reducing sintering atmosphere. The CIP process could be a better alternative over P&S process for producing compacts without lubricant, involving uniform isostatic densification and possible manufacture of large components. Components with dimension of 470 mm in diameter could be CIP processed at 600 MPa, much larger in comparison with conventional P&S.
One solution to avoid the use of capsules (capsule-free) and attain full density is to use compacts sintered to the closed surface porosity, for further HIP processing.18,22 This could be achieved by controlled sintering conditions at elevated temperatures. Presence of surface oxide layers and particulate oxides on the powder affects the sinter neck development during sintering.23,24 Eliminating surface oxides during sintering process is possible, for example, by utilizing appropriate reducing atmospheres or vacuum where carbothermal reactions are dominant. In addition, the reduction of surface oxides becomes more efficient when sintering is performed at high temperatures. 25
In this study, CIP is used for manufacturing green compacts. This method applies isostatic pressure on flexible rubber moulds filled with powder. The main advantage of CIP is the absence of die wall friction that aids to achieve uniform strength and density, and as a consequence there is no need for lubricant, otherwise used in conventional die pressing. The CIP process normally produces green density of 75–85% relative to the theoretical material density depending on applied isostatic pressure around 400 MPa and the powder characteristics. 18 In this study, CIP pressure of up to 600 MPa was employed, and the effect of sintering is explored using two alternative routes: atmospheric sintering in 90N2/10H2 and sintering in low vacuum at 10−2 mbar. In either case, the scope is to reach closed porosity, whereafter capsule-free HIP can be applied to reach full density. The approach has been demonstrated before on PM-steel alloyed with 3% Cr, 0.5% Mo, and 0.4% C, where full density is reached. 26 In the present study, the scope is extended to processing of PM steel starting from powder, pre-alloyed with 1.8% Cr, and admixed with 2% Ni and 0.3% C. This material is intended for a case-hardened application and the key role of Ni in enhancing sintering and microstructure development is depicted. With the overall goal of achieving full densification through the CIP, high temperature (HT) sintering, capsule-free HIP route, the influences of CIP pressure, sintering temperature, and sintering conditions are explored.
Materials and methods
Powder
Water-atomized Cr-alloyed powder with 1.8 wt.% chromium, admixed with 2 wt.% nickel and 0.3 wt.% UF-4 natural graphite was provided by Höganäs AB. Table 1 presents the chemical composition of the powder mix.
Composition (in wt. %) of Cr–Ni-alloyed PM steel powder with admixed nickel and graphite.
C* = carbon in the form of graphite.
Cold isostatic pressing and sintering
Rubber moulds of 27 mm height and 19 mm inner diameter were used for producing cylindrical samples using CIP by applying different pressures, namely 300, 450, and 600 MPa. The CIP trials were performed in QFP35L-600 equipment at Quintus Technologies AB, Sweden, by placing the rubber moulds filled with powder samples in vacuum-sealed bags using water as a pressure media for 120 s of holding time. Sintering trials were performed in a Netzsch dilatometer (DIL 402C) instrument under 90N2/10H2 atmosphere with purity of 5.6 for N2 and 5.5 for H2, at different sintering temperatures of 1120 and 1250°C and in vacuum at 10−2 mbar at different sintering temperatures of 1250 and 1350°C. In all cases, 60 min of holding time was kept for the isothermal stage. For both the atmospheric and vacuum conditions, heating rate of 10°C/min and cooling rate of 30°C/min were applied. The capsule-free HIP of the sintered samples was then carried out in QIH21 furnace at Quintus Technologies AB, Sweden, using argon gas by applying pressure of 100 MPa at 1150°C for 120 min. Figure 1 illustrates the processing route following the stages of CIP – sintering – capsule-free HIP.
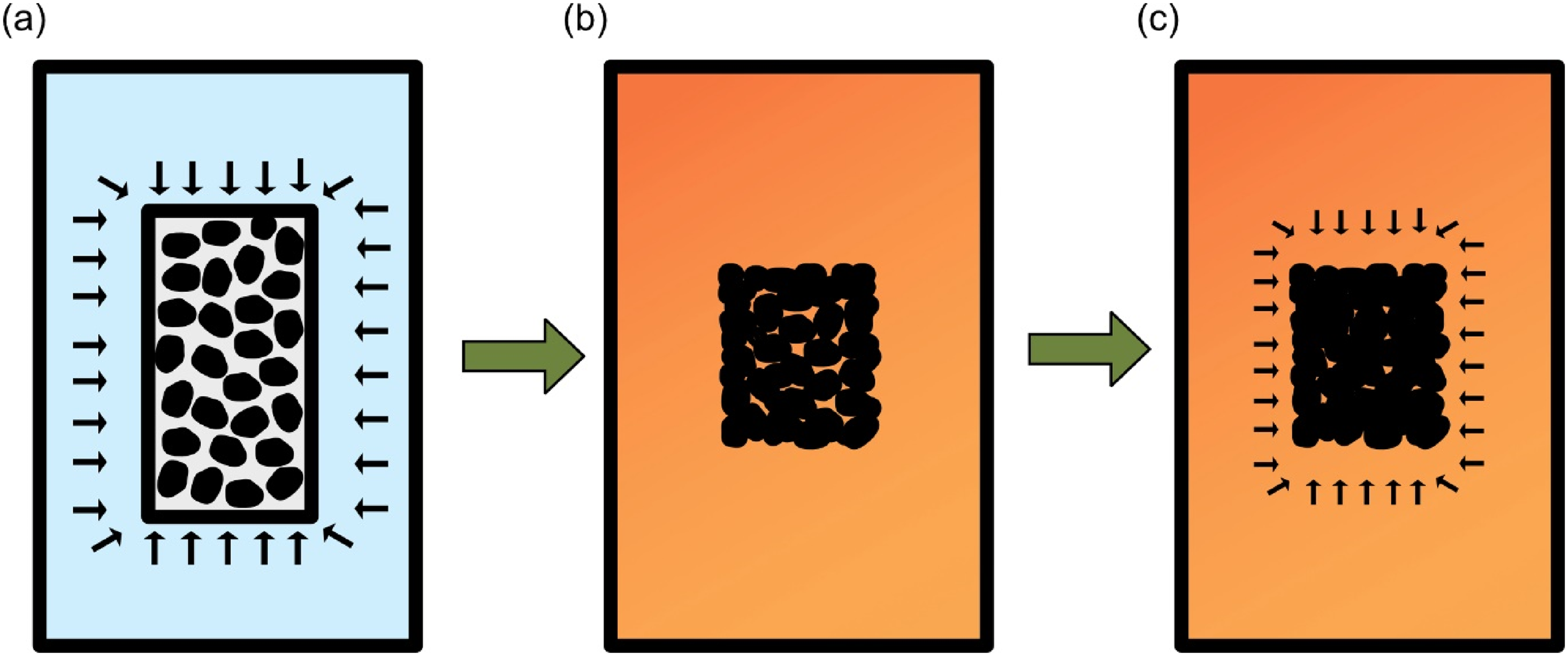
Schematic representation of the consolidation process to obtain high density studied in this work (a) cold isostatic pressing (CIP), (b) sintering, (c) capsule-free hot isostatic pressing (capsule-free HIP).
Analysis
Chemical analysis for carbon and oxygen content was carried out using LECO TC-600 and LECO CS-844 instruments by Höganäs AB. Density measurements were performed according to ASTM B328 using Archimedes’ water displacement method on samples after each step following the sequence of CIP, sintering, and capsule-free HIP. The AccuPycII 340 He-gas pycnometer was used for assessing amounts of closed pores after sintering and capsule-free HIP treatments by Höganäs AB. Struers TegraPol-31 was used at Chalmers for grinding and polishing of metallographic samples to surface finish and Zeiss Axioscope 7 light optical microscope was used for investigating the pore size and morphology. Furthermore, apparent hardness measurements were evaluated using HV10 according to ASTM E384–17 by means of Struers DuraScan-70 G5 using Vickers diamond indent.
Results and discussion
Cold isostatic pressing
Compressibility curve for the studied powder mix at CIP pressures of 300 MPa, 450 and 600 MPa is shown in Figure 2. As can be seen from the figure, the green density increases from 6.5 to 7.2 g/cm3 as the pressure is raised from 300 to 600 MPa. With increased isostatic pressure, the metal particles rearrange and undergo increasing amount of plastic deformation, resulting in high green density.1,27 The water-atomized Cr-alloyed steel powder with admixed Ni exhibits good compressibility in isostatic pressing, which agrees with previous studies. 26 As explained in the previous study, 28 the densification involves plastic deformation of the metal particles regardless of the high hardness.
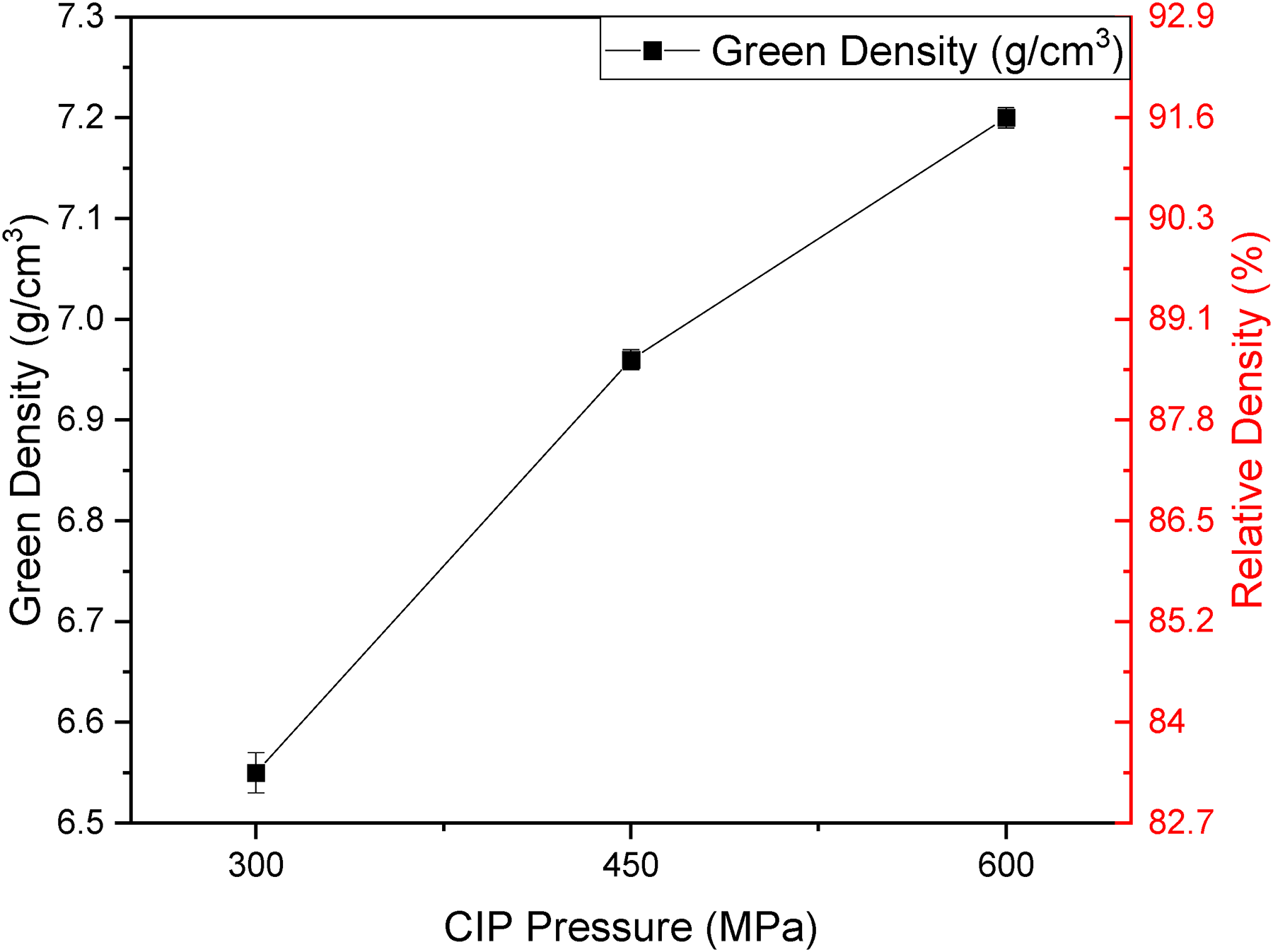
Compressibility curve of CrA-2Ni-0.3C at different CIP pressures.
Sintering and porosity
Figure 3 presents the results of open and closed porosity for the sintered CrA-2Ni-0.3C samples along with the total porosity. For a given sintering condition (temperature and atmosphere), the increase in isostatic pressure from 300 to 600 MPa caused significant reduction by at least 7% in total as-sintered porosity. Furthermore, as shown in Figure 3(a) and (b), the effect of increasing sintering temperature (from 1120 to 1250°C for sintering in 90N2/10H2 and from 1250 to 1350°C for sintering in vacuum at 10−2 mbar) on overall reduction in porosity by increment of 0.5–1.5% is also clearly observed but has limited influence when compared to the effect of CIP pressure. Nevertheless, this reduction can be attributed to a significant impact on mass transport with increasing temperature 29 and thus evidences the good achievable sinterability.
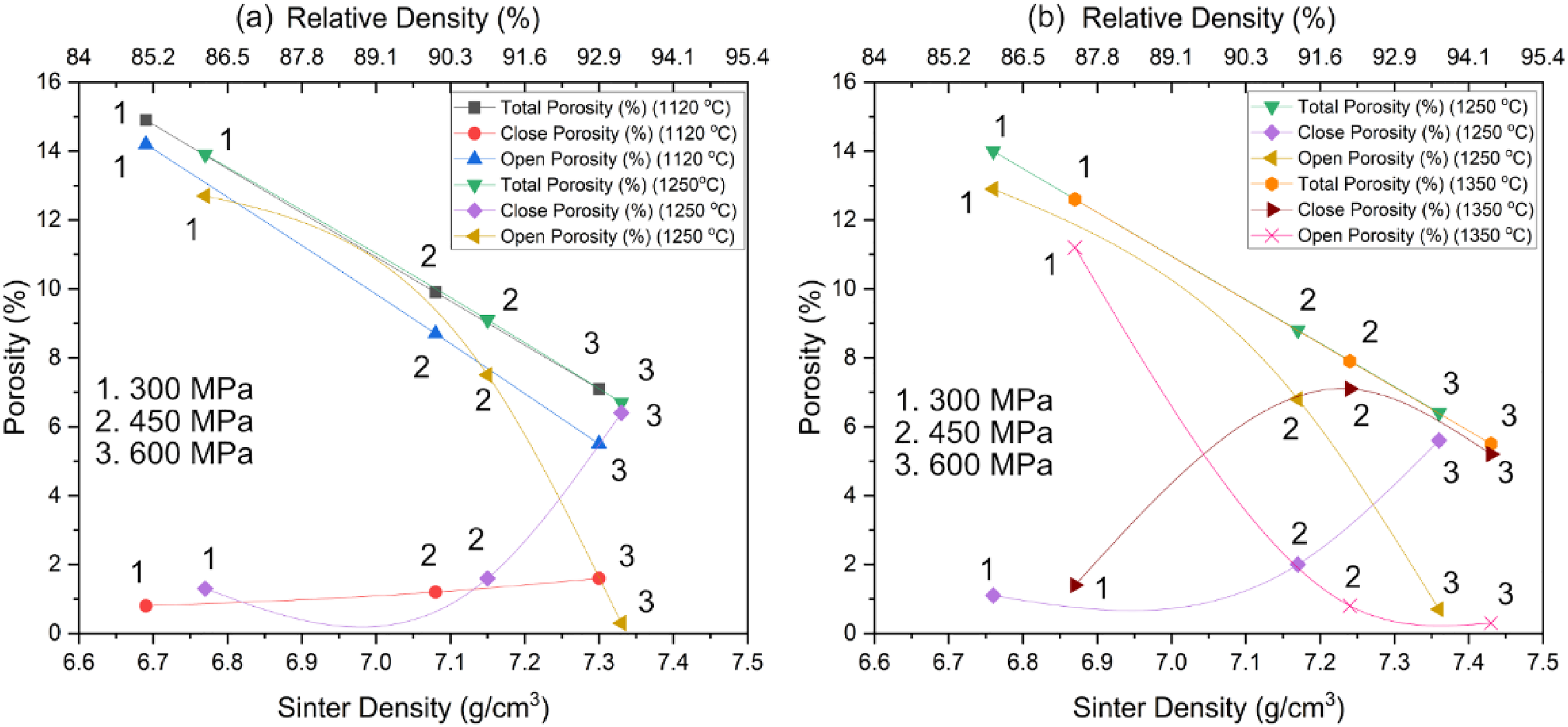
Plot of measured densities by pycnometer and Archimedes method as a function of open and closed porosity after sintering in (a) 90N2/10H2 (90/10) and (b) vacuum conditions (10−2mbar).
Under 90N2/10H2 atmosphere (Figure 3(a)), sintering at 1120°C in the case of all the CIP-compacted samples at various pressures did not eliminate open pores. Sintering at 1250°C of the CIP-compacted samples at 300 and 450 MPa did not close the surface pores either, while prior CIP at 600 MPa followed by sintering at 1250°C gave almost complete elimination of open porosity, leading to relative sintered density of 93.3%.
The results in Figure (3b) for vacuum sintering show that starting with samples CIP-compacted at 600 MPa means that open porosity was basically eliminated during the sintering and thus the surface pores were effectively closed at both 1250 and 1350°C, whereby relative densities reached were 93.6 and 94.5%, respectively. It can be concluded that sintering at 1350°C in vacuum at 10−2 mbar is therefore not necessary since sintering at 1250°C in fact provides the required densification to closed porosity also in the case of vacuum sintering. From Figure 3(b), it is illustrated that CIP sample processed at 450 MPa showed low value of open pore fraction of around 1% after sintering at 1350°C, whereas sample CIP-compacted in the same way exhibited open pore percentage of 7% after sintering at 1250°C. However, the level of open pores of samples priorly CIP-compacted at 300 MPa remained the same irrespective of the sintering temperatures applied. Consequently, a minimum of 600 MPa is a must irrespective of sintering approach applied. Thus, these results show the apparent effect of green density and sintering temperature (HT sintering at 1250 and 1350°C compared to conventional in the PM industry sintering at 1120°C) on the sintered density of low-alloy steels.
Carbon and oxygen content after sintering and capsule-free HIP
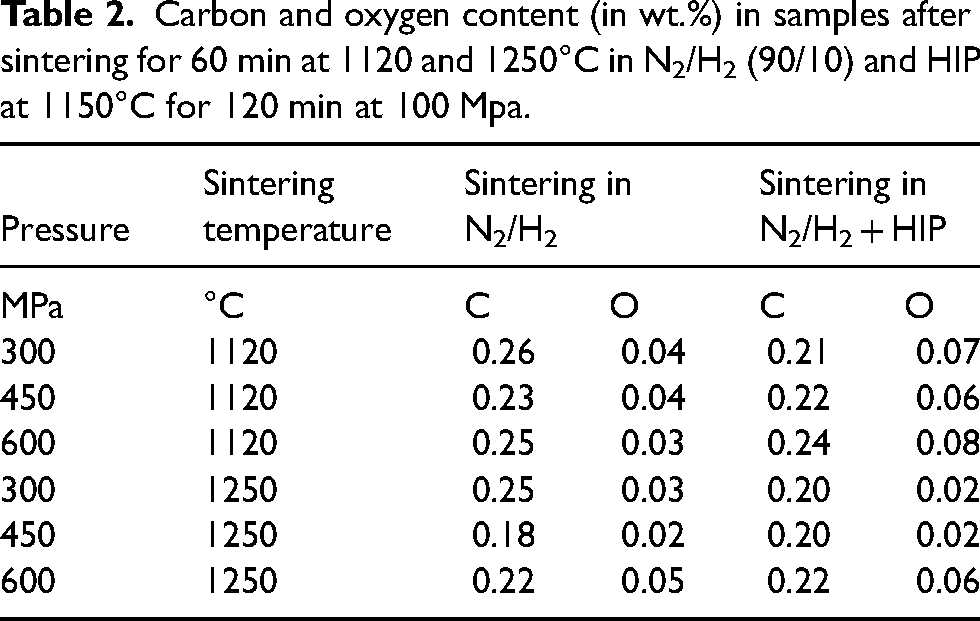
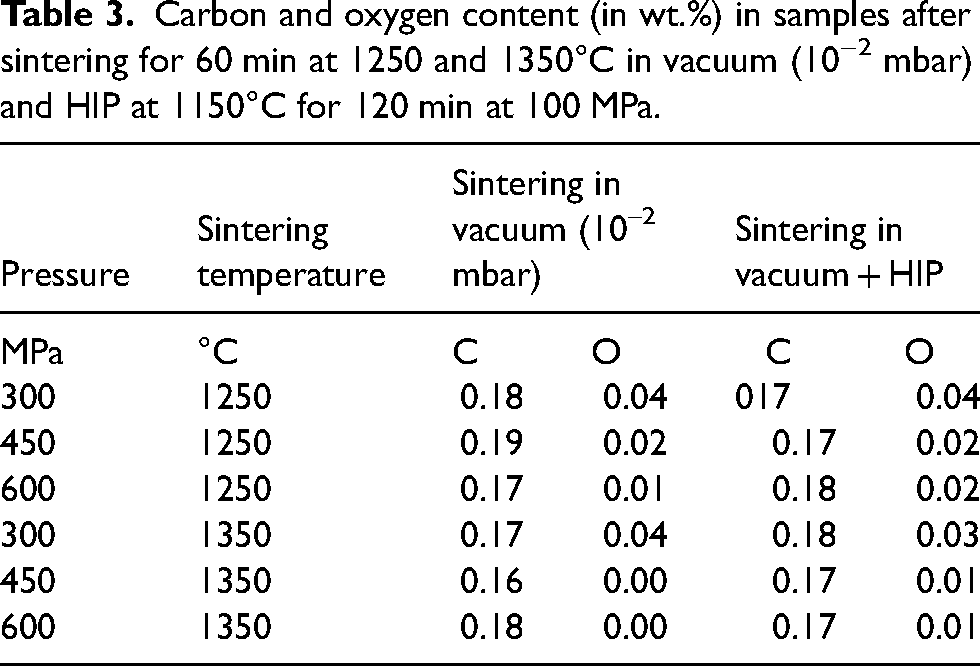
Table 2 shows that the carbon content for almost all samples after sintering at 1120 and at 1250°C in 90N2/10H2 atmosphere is between 0.18% and 0.26%. After sintering in vacuum (10−2 mbar), carbon content was 0.16–0.19% as can be seen in Table 3. This appeared slightly lower for corresponding temperatures to the gaseous sintering. Possibly, there is more deoxidation taking place through carbothermal reduction, resulting in higher carbon loss.30,31
Carbon and oxygen content (in wt.%) in samples after sintering for 60 min at 1120 and 1250°C in N2/H2 (90/10) and HIP at 1150°C for 120 min at 100 Mpa.
Carbon and oxygen content (in wt.%) in samples after sintering for 60 min at 1250 and 1350°C in vacuum (10−2 mbar) and HIP at 1150°C for 120 min at 100 MPa.
Oxygen values for all the samples after sintering at 1120°C in 90N2/10H2 were between 0.03 and 0.04 wt.% and after sintering at 1250°C, they were between 0.02 and 0.05 wt.%. For samples sintered in vacuum, for both temperatures (1250 and 1350°C), oxygen values ranged from zero to 0.04%. As discussed in Vattur Sundaram et al., 31 closure of surface pores at higher temperatures in gaseous atmosphere could prevent active constituents from escaping through the sintered piece due to the inability to reach the microclimate for reduction to take place inside the part. Reaching oxygen level of 0.05 wt.% or less when sintering in 90N2/10H2, when starting from 0.15 wt.% for the powder, means that significant reduction of surface oxides has despite of this been achieved. This reduction can be divided into two parts, the low-temperature hydrogen-driven reduction of nanometric Fe-oxide layer, covering major part of the powder surfaces and the carbothermal reduction of more stable oxide products at elevated temperatures. 32 There is also clear carbon loss of around at least 0.05 wt.%. Taking the O/C mass ratio in CO as indicator, such carbon loss would correspond to an oxygen level reduction of (16/12) × 0.05 = 0.067 wt.%. Hence, this suggests that both mechanisms are active in the case of the 90N2/10H2 sintering.
For vacuum sintering, the low-temperature reduction is basically eliminated. The vacuum condition (10−2 mbar) is such that no effective dissociation of oxide would take place during heating to the sintering temperature. Hence, only the carbothermal reactions are active, but supposedly also much more efficient. Oxygen levels are at <0.01% after sintering at 1350°C in vacuum for high-density samples that were CIP-compacted at 450 or 600 MPa. This clearly demonstrates the effectiveness of the carbothermal reduction reactions during the heating stage to remove Fe-oxide layer from the powder surfaces. 30
Considering the balance between carbon loss and oxide reduction, the depicted carbon loss is about 0.12 wt.%. This represents carbon level reduction from initial 0.3 to 0.18 wt.% or lower (cf. Table 3). Once again, taking the O/C-ratio in CO as metric, the carbon loss would correspond to oxygen removal of (16/12) × 0.12 = 0.16 wt.%. This value predicts complete oxide reduction. In fact, that is supposedly what is achieved considering final oxygen level of <0.01 wt.% when sintering at 1350°C in vacuum. Even at 1250°C, oxide reduction is nominally complete with final oxygen levels down to 0.02 wt.% in both cases. Slight increase in oxygen levels, if any, after capsule-free HIP was noticed. This could relate to environmental conditions in the HIP furnace, although the carbon values are slightly low for low-density samples sintered at 1250°C, remaining samples in Table 3 show nearly constant carbon content due to no further internal carbothermal reaction within the parts being capsule-free HIP-compacted, which has also been observed in previous studies. 29
Pore characteristics of sintered samples
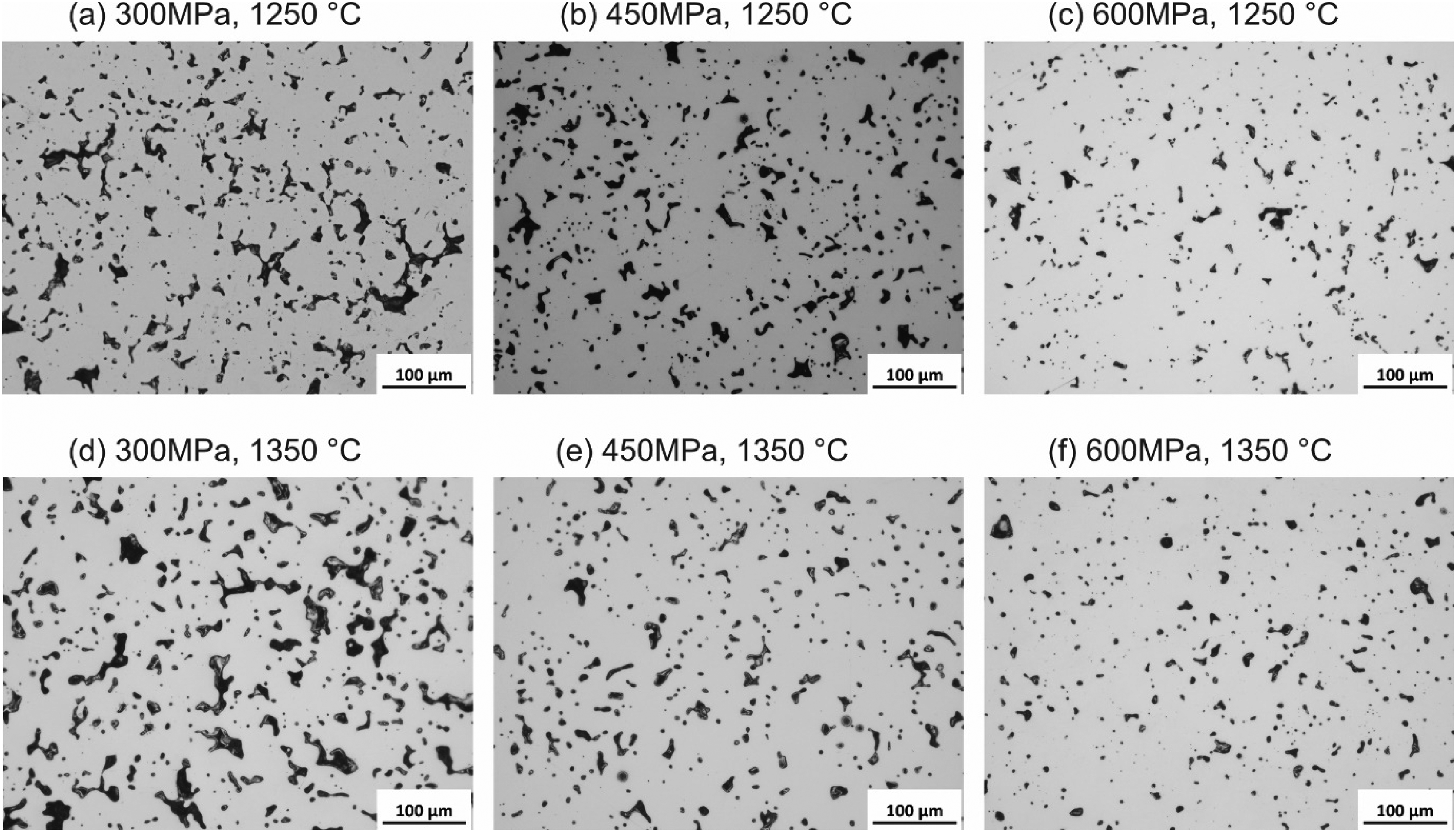
A fundamental scope of the current study is to reassure closed porosity prior to capsule-free HIP besides the previously addressed oxide reduction. Thus, optical microscopy was employed to evaluate the pore characteristics including pore size, pore size distribution and pore fraction. Note that overall porosity (open/closed) was also determined by the Archimedes displacement method and He gas pycnometer measurement, see Sintering and porosity section. Micrographs of CrA-2Ni-0.3C cross-section samples after sintering in 90N2/10H2 atmosphere at 1120 and 1250°C are shown in Figure 4(a)–(f). With an increase in CIP pressure and sintering temperature, the pores reduced in size and interconnected pores disappeared. As seen in Figure 4(f) for the higher sintering temperature, the pores get rounded with fewer sharp edges and corners. The fraction was about 6.4% in area fraction, which tentatively corresponds to the volume fraction of total porosity.
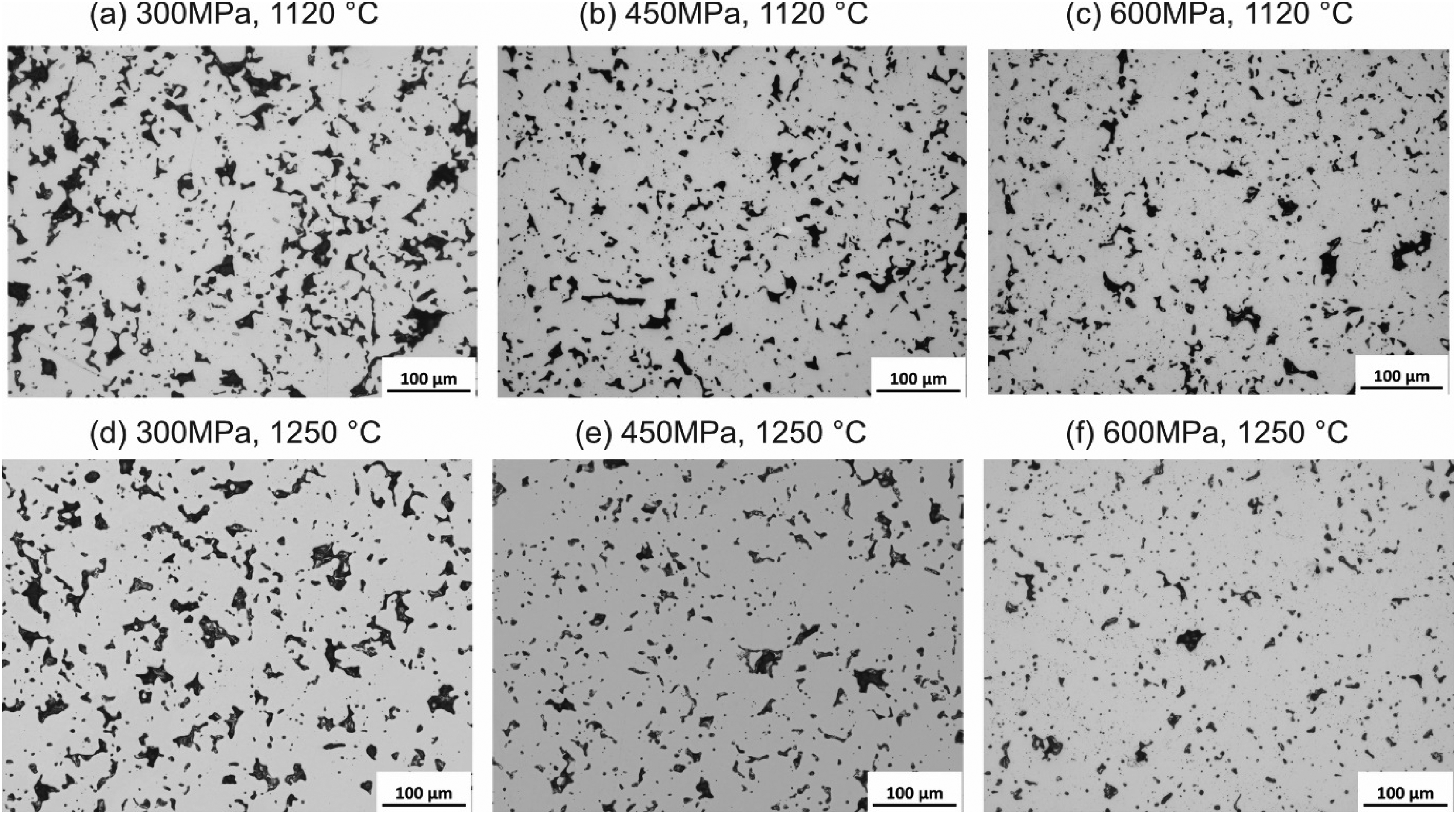
Metallography images of samples (a)–(C) at 1120°C and (d)–(f) sintered at 1250°C, in N2/H2 (90/10) at varying CIP pressures.
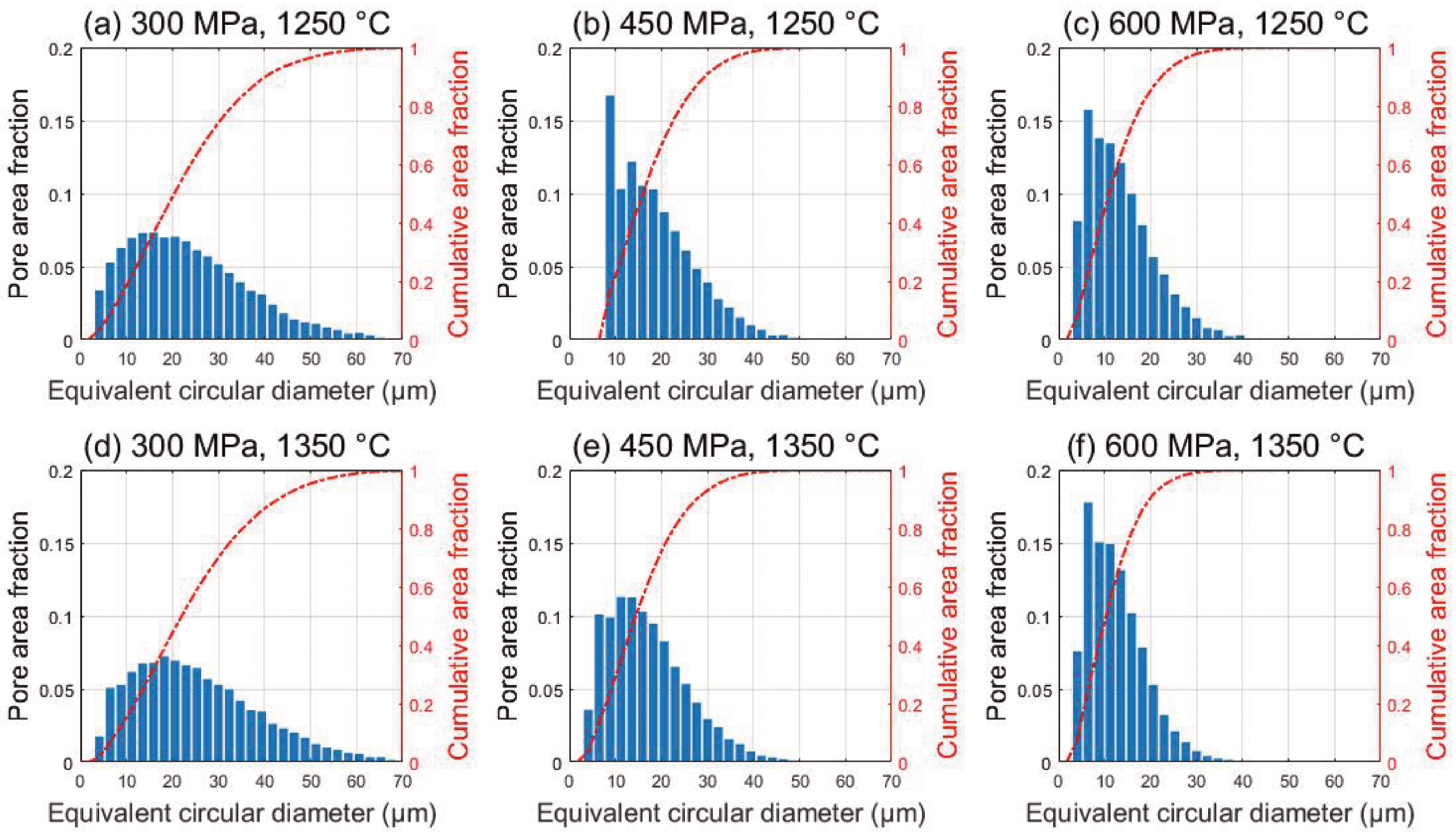
Figure 5 summarizes the effect of CIP pressure and sintering temperature on the pore area fraction (PAF) for all variants sintered in 90N2/10H2. The data shown represents the equivalent circular (pore) diameter (ECD). In Figure 5(a), (b), (d), and (e), the results for the low-density sintered samples, CIP-compacted at 300 and 450 MPa are shown. For these samples, the ECD shows a large spread of between 5 and 70 µm. Contrary to this, the distribution of ECD is much narrower for high-density sintered samples, CIP-compacted at 600 MPa, see Figure 5(c) and (f). For these samples, about 45% and 55% of the PAFs are pores with ECD of below 15 µm after sintering at 1120 and at 1250°C, see Figure 5(c) and (f), respectively.
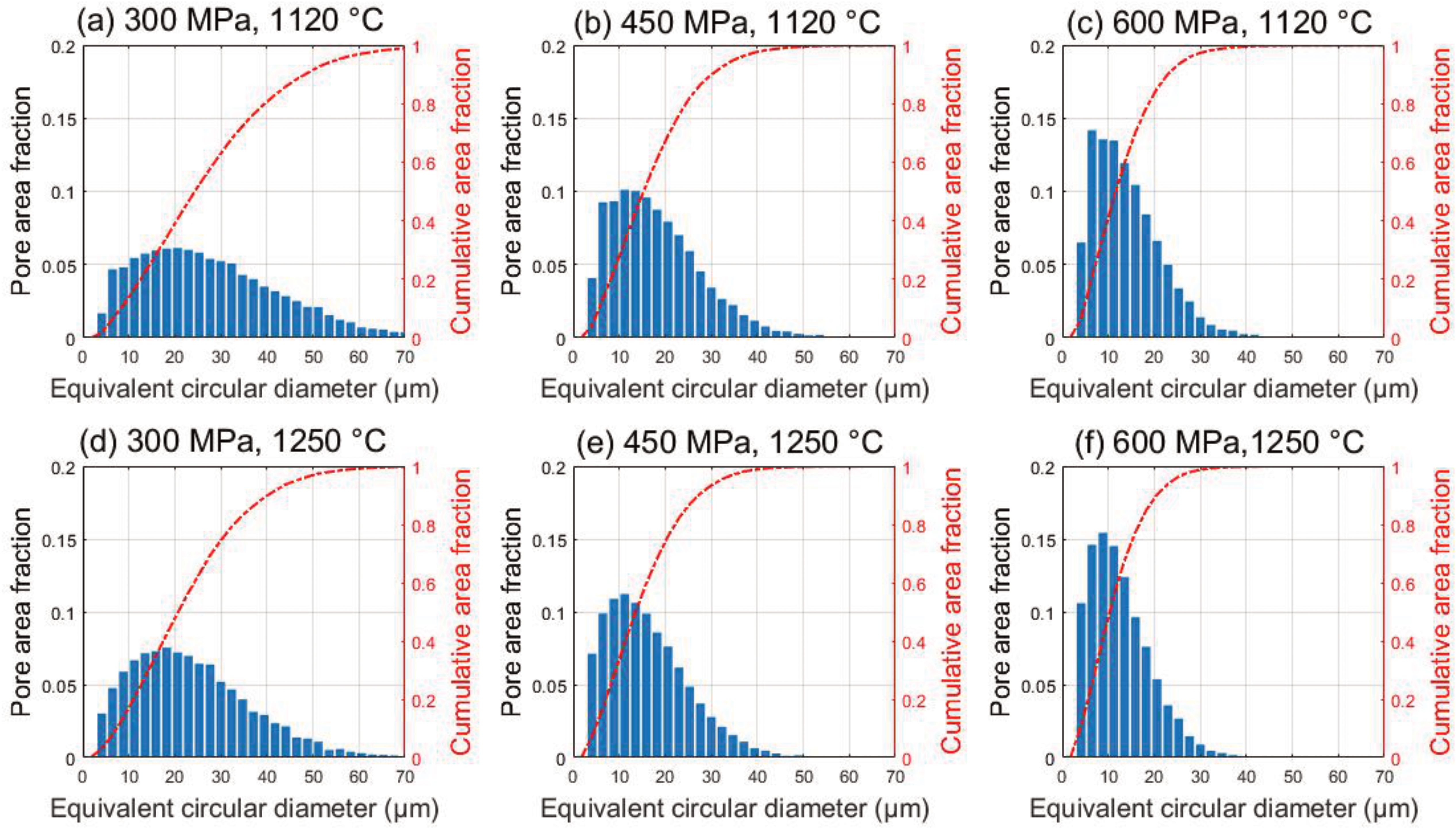
PAF versus equivalent circular diameter (ECD) (in µm) of CrA-2Ni-0.3C samples (a)–(c) sintered at 1120°C and (d)–(f) sintered at 1250°C, in N2/H2 (90/10) at varying CIP pressures.
Micrographs of CrA-2Ni-0.3C sintered at 1250 and 1350°C in vacuum at 10−2 mbar are presented in Figure 6. As for samples sintered in 90N2/10H2 atmosphere, the low-density CIP samples (300 and 450 MPa pressures) contained interconnected pores after sintering. Sintering of high-density samples at 1350°C resulted in pore rounding and isolation, see Figure 6(c) and (f). These results are in line with the observations in Bergman et al. 33 Figure 7 summarizes the pore fractions with the ECD for the corresponding samples after sintering in vacuum. The spread of ECD distribution decreased with increasing CIP pressure. For high-density samples CIP-compacted at 600 MPa, about 65% and 68% of the PAFs are seen for ECD below 15 µm. This holds for sintering at both the temperatures at 1250 and at 1350°C, see Figure 7(c) and (f), respectively.
Micrographs using light optical microscope of samples (a)–(c) sintered at 1250°C and (d)–(f) sintered 1350°C in vacuum at 10–2 mbar at varying CIP pressures.
PAF versus ECD (µm) of CrA-2Ni-0.3C samples (a)–(c) sintered at 1250°C and (d)–(f) 1350°C in vacuum (10−2 mbar) at varying CIP pressures.
Density and hardness after CIP, sintering, and capsule-free HIP
In this section, the overall densities achieved in the different stages of the process chain are presented and compared with additional assessment of hardness values after different sintering runs and final capsule-free HIP. The scope is to demonstrate the overall development of densification and relate this to general hardness development. It should be noted that hardness values are of course sensitive to cooling rates and resulting carbon content in the case of sintered PM steels and consequently, microstructure control in terms of controlled cooling is not part of the current scope. Hence, to compare the effect of porosity on hardness, all samples subjected to hardness testing were normalized after sintering and after capsule-free HIP, whereby pearlite/ferrite microstructure while preserving some Ni-rich regions would result.
Figure 8 presents the density measurements for samples after CIP at 450 and 600 MPa followed by sintering at 1120 or 1250°C in 90N2/10H2 atmosphere, or alternatively in vacuum at 10−2 mbar at 1250 and 1350°C. Densities measured after subsequent capsule-free HIP at 1150°C at 100 MPa for 120 min following the different sintering routes are presented as well. As can be seen from the figure, all samples CIP-compacted at 600 MPa achieved higher densities along any of the sintering routes compared to samples CIP-compacted at 450 MPa. This also holds for all the capsule-free HIP samples. The influences of green density and sintering temperature on the sinter density have been reported in the literature.6,29 In this study, the sinter density increased with an increase in temperature from 1120 to 1250°C when sintering in 90N2/10H2 and this was also achieved after increasing sintering temperature from 1250 to 1350°C in vacuum. Samples CIP-compacted at 600 MPa reached similar density values in the range of 7.33–7.36 g/cm3 after sintering at 1250°C in 90N2/10H2 and in vacuum, respectively. When sintered in 90N2/10H2 atmosphere, samples CIP-compacted at 600 MPa showed marginally higher density when sintered at 1250°C in comparison to processing at 1120°C, that is, 7.33 g/cm3. Sintering at high enough temperatures is necessary to close pores, which is a pre-requisite for circumventing the use of capsules during HIP process, but also for the effective carbothermal reduction reactions in order to reduce stable oxide particulates at elevated temperature. As can be seen from Figure 8, CIP pressure of 600 MPa and the minimum sintering temperature of 1250°C are required to reach this condition to allow for subsequent capsule-free HIP, either sintering is done in 90N2/10H2 atmosphere or vacuum. Nominally full densification has then been achieved after capsule-free HIP for such samples.
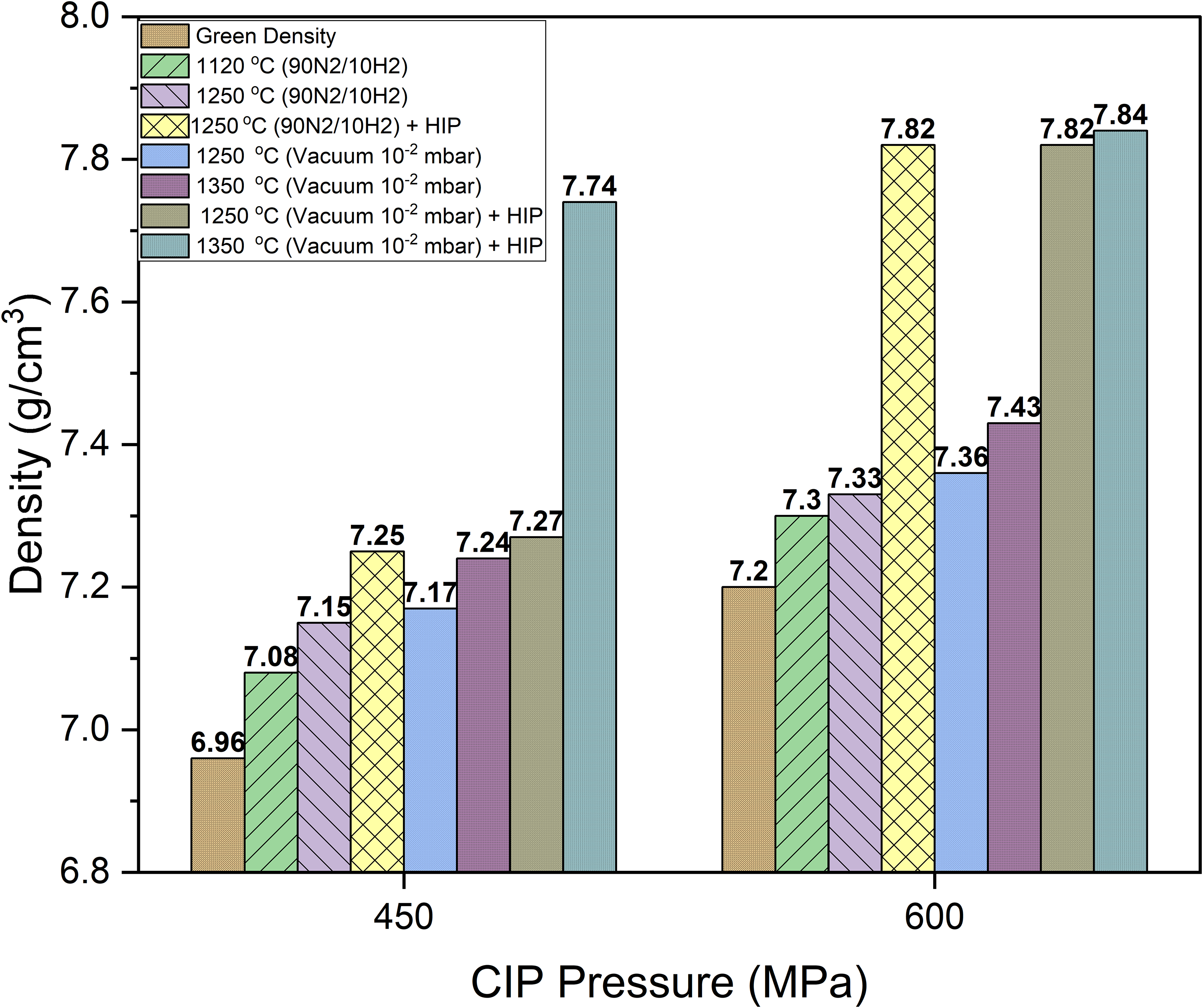
Green, sintered, and HIP densities of CrA-2Ni-0.3C of CIPed samples, 450 MPa, and 600 MPa in 90N2/10H2 and vacuum condition (10−2 mbar), sintered at different temperatures.
It is observed in Figure 3(a) that although the total density for the samples CIPed at 600 MPa and sintered at 1120 and 1250°C is similar, there is a substantial difference between open and closed porosities for these samples. For the sample after sintering at 1120°C, open porosity of 5.5% is observed, unlike for the sintering at 1250°C, after which residual porosity is mainly closed porosity. The pre-condition for capsule-free HIP is to fully eliminate open porosity. Hence, samples CIP-processed at 600 MPa and then sintered at 1120°C are not suitable for capsule-free HIP.
Figure 9 reveals the optical micrographs of the samples following the routes of CIP-compaction at 600 MPa, sintering at conditions mentioned above and final capsule-free HIP. The micrographs show microstructures that relate to the density values presented in Figure 8. It is noticeable that there are no traces of pores in the samples after capsule-free HIP when sintered at the higher temperature of 1250°C in 90N2/10H2 atmosphere, see Figure 9(b). Also, for sintering in vacuum at both temperatures of 1250 and 1350°C, similar full densification is shown after capsule-free HIP, see Figure 9(c)–(d). Presence of some inclusions of submicron size are present, which could possibly be residual oxides, despite the low oxygen levels proven (cf. Tables 2 and 3). As can be seen in Figure 9(e) and (f), the presence of ferrite, pearlite, and bainite is revealed through the microstructures after etching with 2% Nital solution.
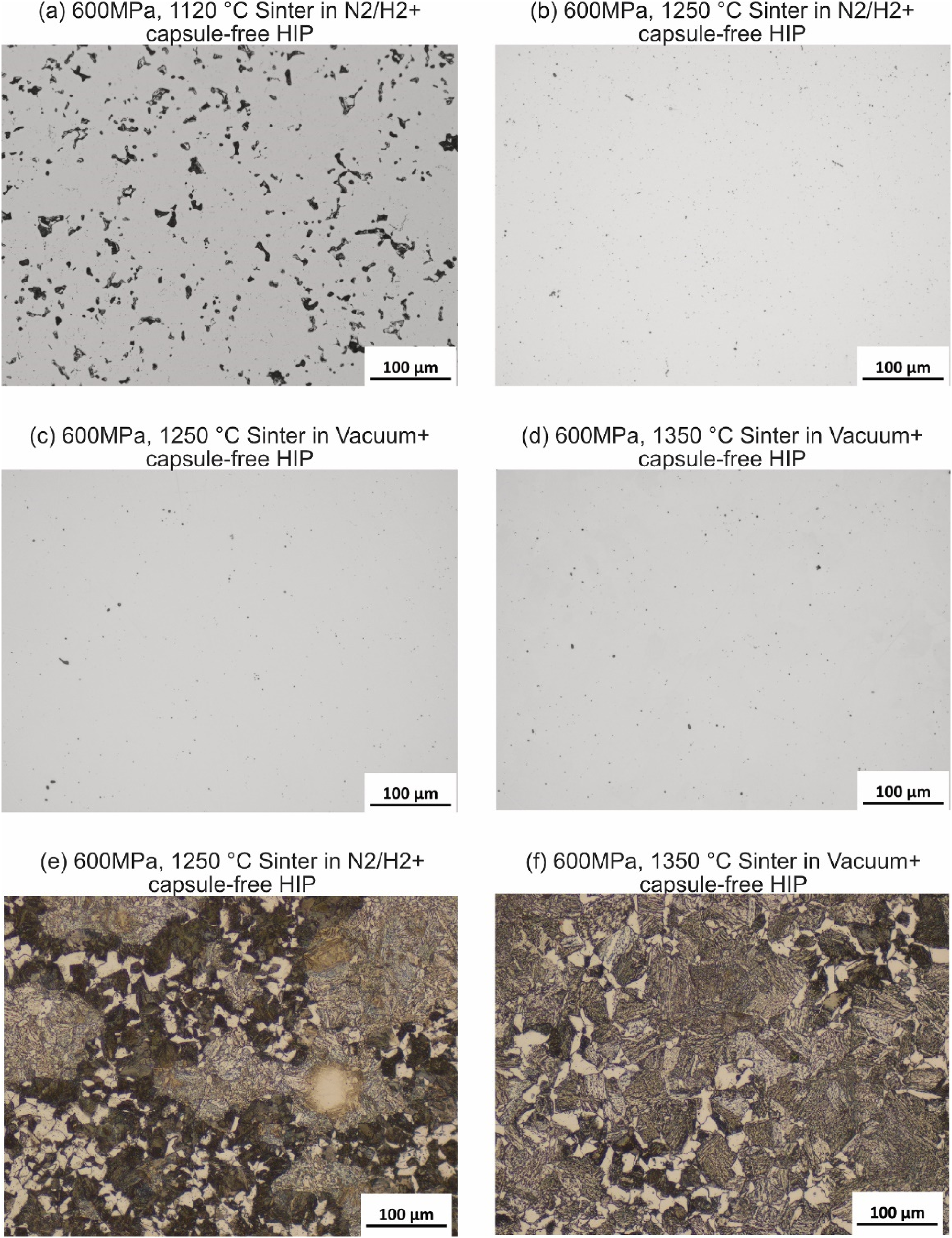
Micrographs using light optical microscope of samples CIPed at 600 MPa and (a)–(b) sintered in N2/H2 and capsule-free HIP samples and (c)–(d) vacuum (10−2 mbar) and capsule-free HIP samples (e)–(f) microstructures of (b) and (d) after etching with 2% Nital solution.
Figure 10 illustrates the hardness values of subsequently heat-treated samples; so-called normalizing by austenitization at 960°C for 60 min followed by cooling at 30°C/min. This allowed to equalize the microstructure as evident from Figure 11, in which samples independent of porosity level are ferritic/pearlitic with some Ni-rich austenite islands. The hardness testing consequently depicts the effect of densification after sintering in 90N2/10H2 (a) and in vacuum (b) as well as after capsule-free HIP. From Figure 10(a)–(b), it is noticeable that the hardness values have increased from 98 HV10 to 266 HV10, with increase in CIP pressure from 300 to 600 MPa. This holds for all the samples sintered in both conditions. The reduction of porosity has a direct influence on the enhancement of material hardness. Samples CIP-compacted at 600 MPa and sintered at 1250°C have closed and isolated pores. This contributes to increase in hardness value to 185 ± 12, see Figure 10(a). Furthermore, the hardness value of capsule-free HIP samples reached 252 ± 22 as the capsule-free HIP further increased the density to the value of near full density of 7.82 g/cm3 (cf. Figure 8).
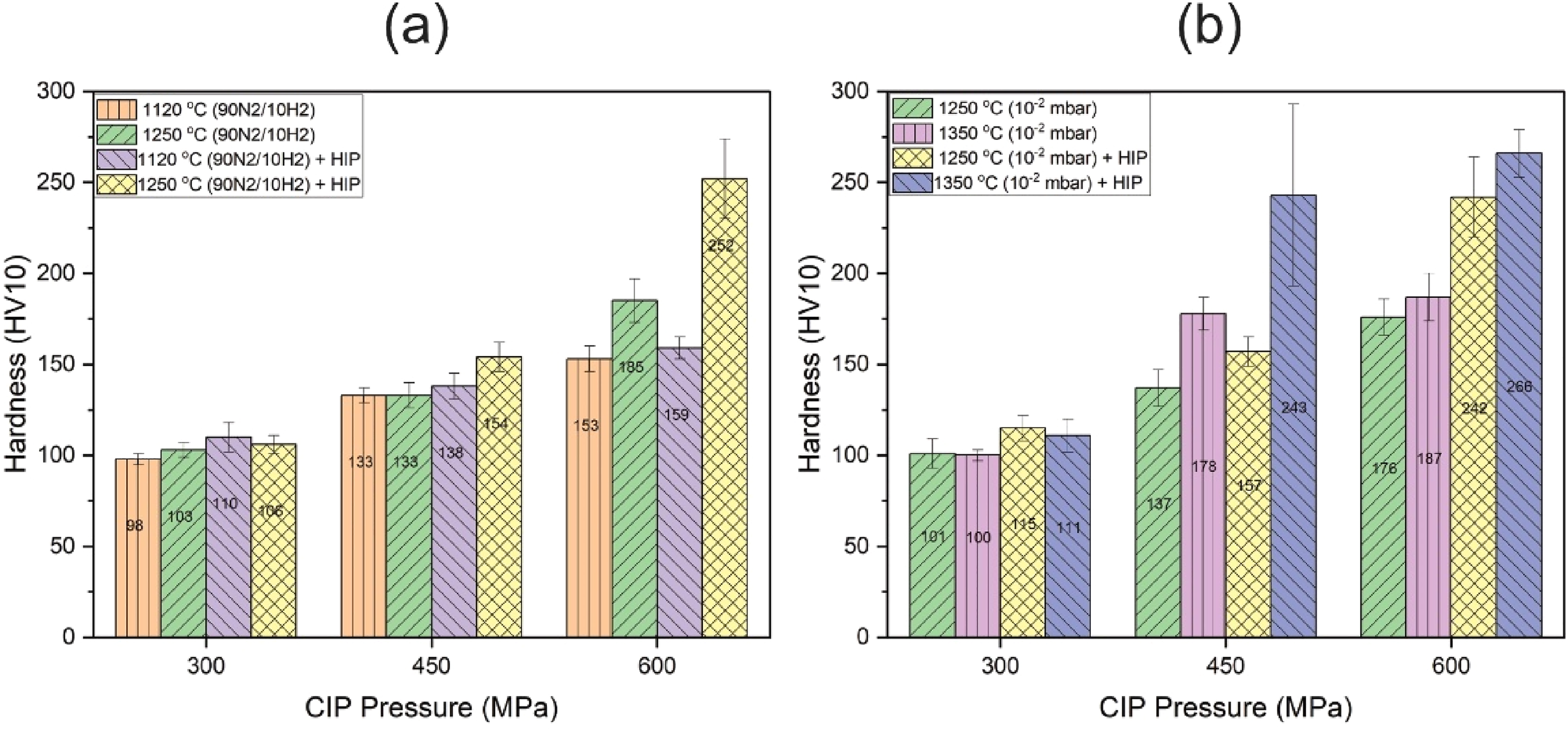
Hardness measurements of CIP samples after sintering (a) in N2/H2 (90/10) and (b) in vacuum (10–2 mbar) and then followed by capsule-free HIP.
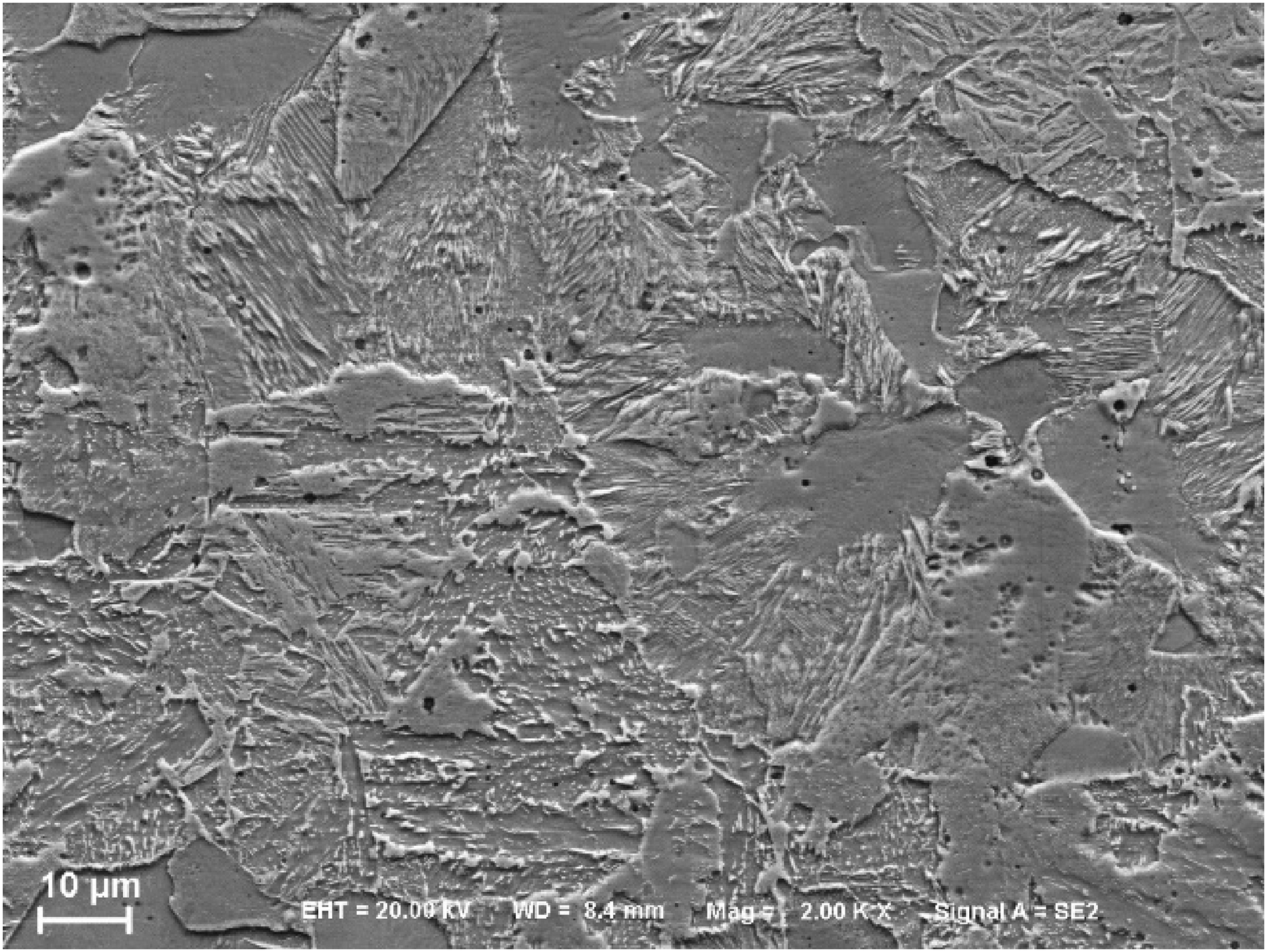
SEM micrograph of CrA-2Ni-0.3C material sintered at 1250°C in 90N2/10H2 followed by capsule-free HIP.
In the case of vacuum-sintered samples, apparent hardness values followed the same trends with increase in sintering temperatures leading to enhanced hardness due to the increase density, see Figure 10(b), as expected. The hardness values were comparable of around 180 HV10 for high-density samples (CIP at 600 MPa) sintered at 1250°C in 90N2/10H2 or vacuum. Also, the vacuum-sintered and capsule-free HIP-compacted samples reached 247 HV, similar level to atmospheric-sintered and capsule-free HIP-compacted samples. For sample, CIP-compacted at 600 MPa, vacuum sintered at 1350°C and then capsule-free HIP-consolidated, the highest hardness value of 266 ± 13 HV was reached, resulting due to the presence of more bainite than pearlite as can be seen in Figure 9(f). Similar studies have been carried out on low-alloyed PM steels through P&S processing route to achieve high-density values using HT sintering at 1250°C. 34 Additionally, the effect of lubricants on the green strength in improving the sinter density has been investigated in the past. 35 In the current study, the need for lubricants is eradicated, thereby enhancing the sustainable approach of this processing route.
Model illustration for sub-surface porosity
Figure 12 illustrates a model to the difference between bulk and sub-surface (rim) density of the samples, isostatically pressed, sintered, and then subjected to capsule-free HIP. Here the model is applied for the findings related to sintering at 1250°C in 90N2/10H2 followed by capsule-free HIP.
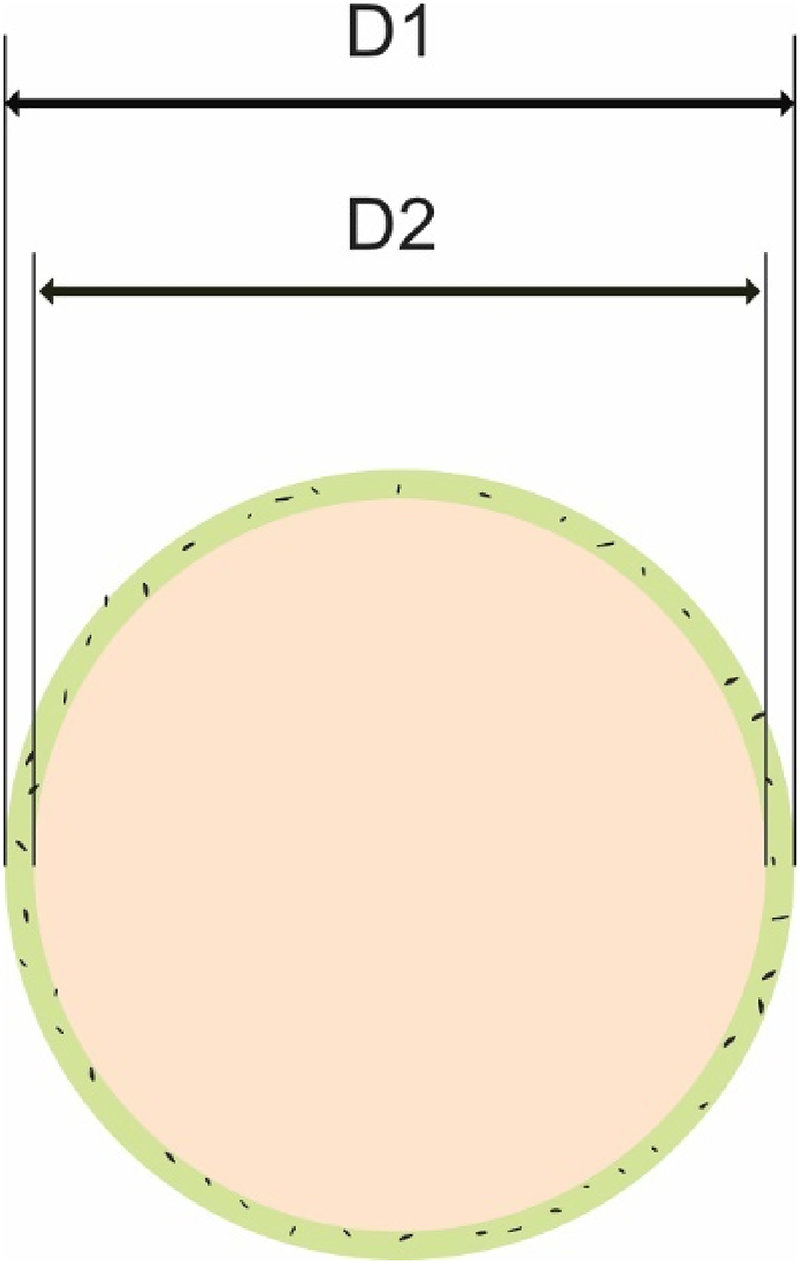
Illustration of model of bulk and sub-surface densification.
Let us assume the presence of porosity in the rim of the sample with the rim represented by (D1–D2) and bulk having full density with diameter D2. Hence, the equation formulated is:
After sintering at high temperature of 1250°C in in 90N2/10H2 followed by capsule-free HIP, it is proven that a nearly full bulk density has been achieved, as can been seen in micrographs and pycnometer measurements used to measure open and closed porosity, as shown in Figure 3. Therefore, bulk relative density of the sample is assumed as 1 (as indicated in equation (1)).
The solving of the equation (1) allows to estimate a local relative density of the rim:

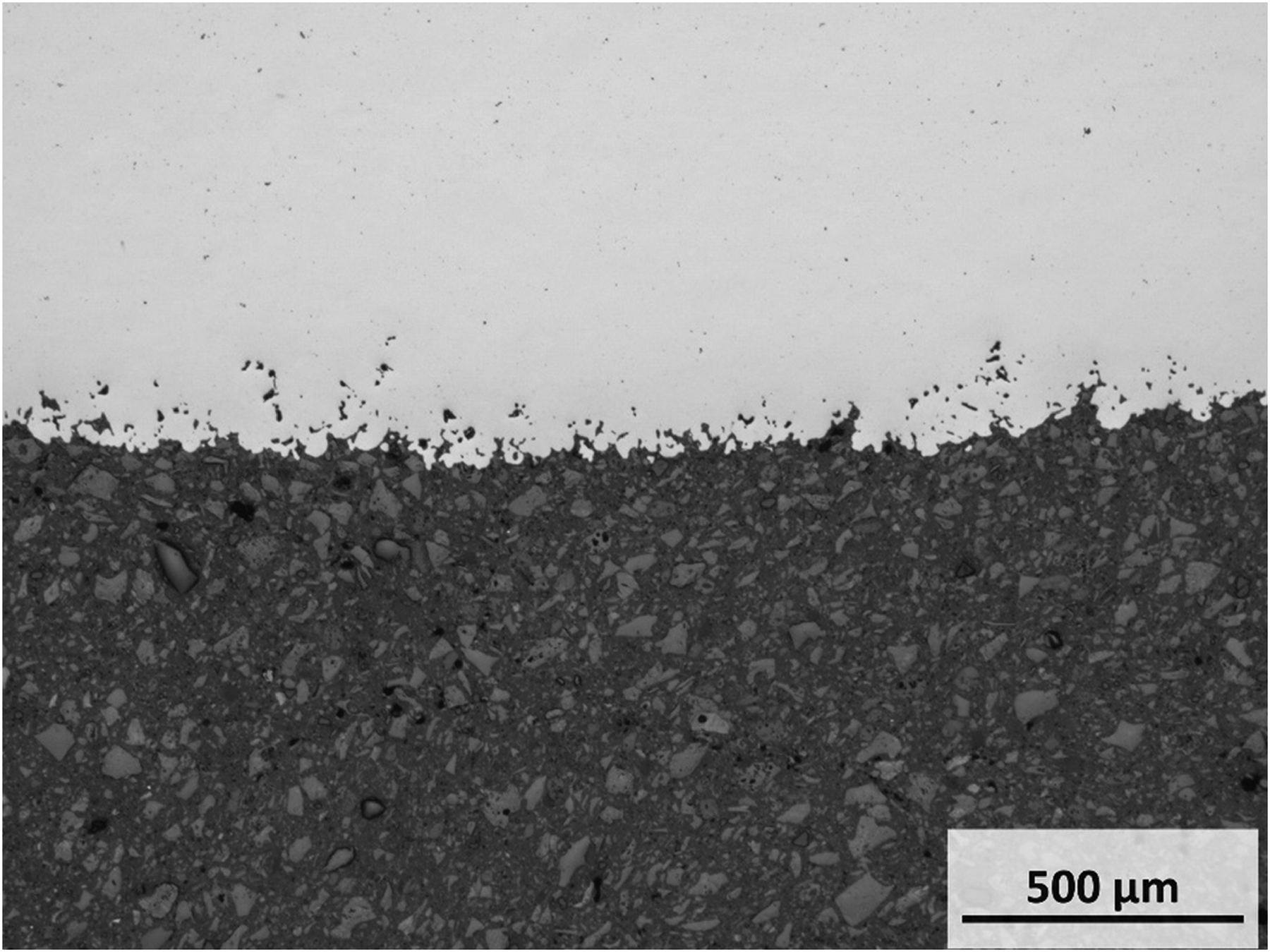
Metallography at surface of CrA-2Ni-0.3C sample (CIP at 600 MPa, sintered at 1250°C in 90N2/10H2 and capsule-free HIP).
In comparison to the metallic moulds used in HIP, flexible rubber moulds used in this study, are characterized by the high surface roughness. This results in high surface roughness of the CIPed compact that is not eliminated after densification. Hence, further optimization of the mould is recommended when it comes to the surface quality. This is believed to mitigate the observed problem and improve surface finishing after capsule-free HIP, but additional surface improvement of the final component can be still needed to get necessary tolerances and surface finish.
Conclusions
In the present investigation, a processing route for achieving full density of Cr-alloyed PM steel intended has been established.
In order to achieve full densification, CIP compaction at high pressure is of vital importance. Minimum 600 MPa is required to provide sufficient green density before sintering irrespective of atmospheric or vacuum sintering, to achieve full densification in subsequent capsule-free HIP. Sintering at relatively high temperature of minimum 1250°C is necessary to close surface pores, regardless of the process sintering in reducing atmosphere or vacuum. Chemical difference between samples sintered in N2/H2 vacuum when it comes to the carbon content, resulting in about 0.05 wt.% higher carbon loss during sintering in vacuum, is noticed. The reason being that carbothermal reduction is more dominant in vacuum sintering since it is the only reducing agent in vacuum conditions. Densities of 93.3% after sintering at 1250°C in N2/H2 and 93.6% in vacuum conditions were achieved and these figures indicate levels of relative density after high temperature sintering that were high enough to reach closed surface porosity enabling successful implementation of the capsule-free HIP. Density of 7.82 g/cm3 (99.5% of relative density) was achieved after sintering at 1250°C in N2/H2 and in vacuum (10−2 mbar) followed by capsule-free HIP. After vacuum sintering at 1350°C, followed by capsule-free HIP, density of 7.84 g/cm3 (99.7% of relative density) was achieved. The hardness values are largely dependent on the evolution of porosity after sintering or after sintering + HIP as well as microstructure. In the present study, only the densification aspect has been addressed and it has been shown that hardness values are determined by the component density and carbon content and are strongly depending on sintering temperature for all the samples after sintering and capsule-free HIP, as expected from the densification results.
Footnotes
Acknowledgements
This study was performed within the project DENSE (contract no. 2018–02371) within the Strategic Innovation programme with support from Vinnova, FORMAS, and Swedish Energy Agency. Technical support from Höganäs AB and support from LIGHTer Academy project (contract no. 2020–04526) within the LIGHTer Strategic Innovation Programme with support from Vinnova, FORMAS, Swedish Energy Agency as well as the Production Area of Advance at Chalmers are acknowledged.
Data availability statement
All metadata pertaining to this work will be made available on request.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.