
Abstract
We investigated the effect of high-energy ball milling (HEBM) on the microstructure and mechanical properties of powders and spark plasma sintered samples of an Al–Zn–Mg–Cu–Si alloy. HEBM produced a nanocrystalline powder with an average grain size of 0.16 μm while increasing the amount of solid solution and the formation of fine amorphous aluminium oxide. The sintered alloy without HEBM consisted of η-Mg(Zn,Cu,Al)2, T-Mg32(Al,Zn)49, β-Mg2Si, and Q-Al5Cu2Mg8Si6 phases. The grain size of the sintered alloy decreased from 2.66 to 0.40 μm due to the application of HEBM. The amorphous aluminium oxide phase in the milled powder was transformed into MgO particles during sintering. The formation of MgO particles caused the depletion of Mg solid solutions, which resulted in the formation of Mg-free phases during sintering. High-energy ball milling (HEBM) improved the microhardness of the sintered alloy from 94 to 134 HV owing to grain refinement and the formation of fine secondary phases and MgO particles.
Keywords
Introduction
Al–Zn–Mg–Cu (7xxx) alloys are extensively used in the aerospace and transportation industries owing to their high strength and excellent formability.1–3 The excellent mechanical properties of the Al–Zn–Cu–Mg alloys originate from metastable precipitates of various precipitates (e.g. η-MgZn2, T-Mg32(Al,Zn)49, θ-Al2Cu, etc.) formed by proper heat treatments.4–6 As the demand for lightweight materials increases owing to stringent environmental regulations, the development of advanced 7xxx alloys with excellent mechanical properties is essential.7–10
Powder metallurgy (PM) is a promising method for the fabrication of ultrafine metallic alloys with excellent mechanical properties.11,12 High-energy ball milling (HEBM) of metal powders in PM form nanocrystalline grains through repeated welding, squeezing, fracturing, and dynamic balancing processes. 13 Spark plasma sintering (SPS) is a promising sintering process owing to its very short sintering time by uniaxial compression and heating with a plasma formed between the powder particles, which improves the mechanical properties by inhibiting grain growth.14,15 Recent studies on 7xxx PM alloys have shown that HEBM results in the dissolution of precipitates present in powders and a more homogeneous distribution of solutes.16,17 The oxide and nitride surface layers of the powder can be introduced into the matrix during milling, which plays an important role in maintaining the fine grain structure and dispersion strengthening in sintered and heat-treated alloys. 18
Al alloy powders have also been used in additive manufacturing (AM) processes for applications in the aerospace, defence, and automotive industries.19,20 However, high-strength 7xxx alloys have a large solidification range and high-temperature cracking problems caused by the segregation of alloying elements along the grain boundaries, limiting their application in AM processes. 21 It has been reported that the addition of Si mitigates hot cracking during AM of 7xxx alloys owing to the formation of a eutectic Si segregation network in the intergranular regions. 22 Therefore, Si-added 7xxx alloys have attracted considerable attention as advanced PM alloys. Meanwhile, the addition of Si significantly affects the microstructure (secondary phase and precipitate) and mechanical properties of the 7xxx alloys.23,24 For instance, Guo et al. 24 reported that the addition of Si enhanced the alloy strength by forming a Guinier–Preston–Bagaryatsky-II (GPB-II) zone during aging. In addition, the evolution of the oxide phase during HEBM could affect the microstructure and mechanical properties of the 7xxx alloys. However, the effect of HEBM on the microstructural evolution of Si-added 7xxx alloys is not entirely discerned, which may limit the development of high-strength ultrafine-grained PM alloys.
Therefore, we systematically investigated the evolution of microstructures during the HEBM and SPS processes of Si-added 7xxx PM alloys. The mechanisms of the HEBM-induced changes in the grain structure, constituent phase, and oxide phase of the powder and sintered alloy are discussed.
Materials and methods
Si-containing AA7075 powder (Avention, Siheung, Republic of Korea) with a chemical composition of Al–5.9Zn–2.9Mg–1.4Cu–3.2Si–0.3Fe (wt-%) was used in this study. Following the addition of 2 wt-% stearic acid (CH3(CH2)16CO2H) as a process control agent, HEBM (FRITSCH, Pulverisette-6) of Al–Zn–Mg–Cu–Si alloy powder (∼20 g) was performed using stainless steel balls with a ball-to-powder ratio of 30:1. Ball milling was performed for 6 and 12 h at a rotation speed of 200 rpm. Ball milling was repeated for 30 min at 90 min intervals to prevent overheating. The HEBM process was performed under optimal conditions. 25
The powders, with and without HEBM, were placed in a graphite mould (inner diameter of 10 mm) inside an SPS instrument (ELTEK Korea Co., Anyang, Republic of Korea). The powders were then heated to 500 °C at a rate of 50 °C min−1 in a vacuum atmosphere and held for 10 min at an applied uniaxial pressure of 80 MPa during SPS. The sintered samples (Φ 10 × 4 mm) were cooled in a chamber.
To investigate microstructural evolution during HEBM and SPS processes, X-ray diffraction (XRD; Shimadzu, XRD-6100) analysis was performed using a Cu-Kα target (λ = 1.5406 Å) in the 2θ scan range of 20°–90° with a step size of 0.02°. The Al–Zn–Mg–Cu–Si alloy powders with and without HEBM were observed by scanning electron microscopy (SEM; HITACHI SU-70) and energy-dispersive X-ray spectroscopy (EDS). The powder was mechanically polished and the microstructure of the powder cross-section was investigated using SEM. The microstructures of the sintered samples were observed using a HITACHI SU-70 and ZEISS Gemini 500 SEM equipped with an EDS system and electron backscattered diffraction (EBSD). Backscattered electron (BSE) and secondary electron (SE) imaging were used to examine the secondary and oxide phases, respectively. The EBSD analysis was performed on SEM images at ×5000, ×10,000, and ×20,000 with step sizes of 0.10, 0.05, and 0.03 μm, respectively, and the obtained data was analysed using TSL OIM software.
The microstructures of the milled powder and the sintered samples were investigated by JEOL ARM200F transmission electron microscopy (TEM) operated at 200 kV. The TEM specimens were prepared using a focused ion beam milling technique. High-angle annular dark-field (HAADF) scanning TEM (STEM) and high-resolution TEM (HRTEM) were used to identify the constituent phases. To evaluate the effect of HEBM on the mechanical properties, the matrix hardness of the sintered alloy was measured 10 times for each sample using a Vickers hardness tester (TIME, TH-715) under a load of 0.01 kgf.
Results and discussion
Thermodynamic calculation
Figure 1 shows the equilibrium phase fraction as a function of temperature for the Al–Zn–Mg–Cu–Si alloy calculated using MatCalc software 26 with the MC-Al thermodynamic database. Fe-rich phase (α-Al8FeMnSi2) was formed at 622 °C as a primary phase during solidification, followed by the formation of α-Al(Cr,Fe,Mn)Si and β-Mg2Si phases at ∼568 °C, for the Al–Zn–Mg–Cu–Si alloy. Unlike conventional low-Si AA7075 alloys, significant amounts of β-Mg2Si, Si, and Q-Al5Cu2Mg8Si6 phases with a total fraction of ∼5 wt-% were formed. The calculated formation temperatures of the β-Mg2Si, Si, and Q-Al5Cu2Mg8Si6 phases were 568 °C, 534 °C, and 524 °C, respectively. In addition, the θ-Al2Cu and η-MgZn2 phases formed at temperatures below 284 °C and 232 °C, respectively.
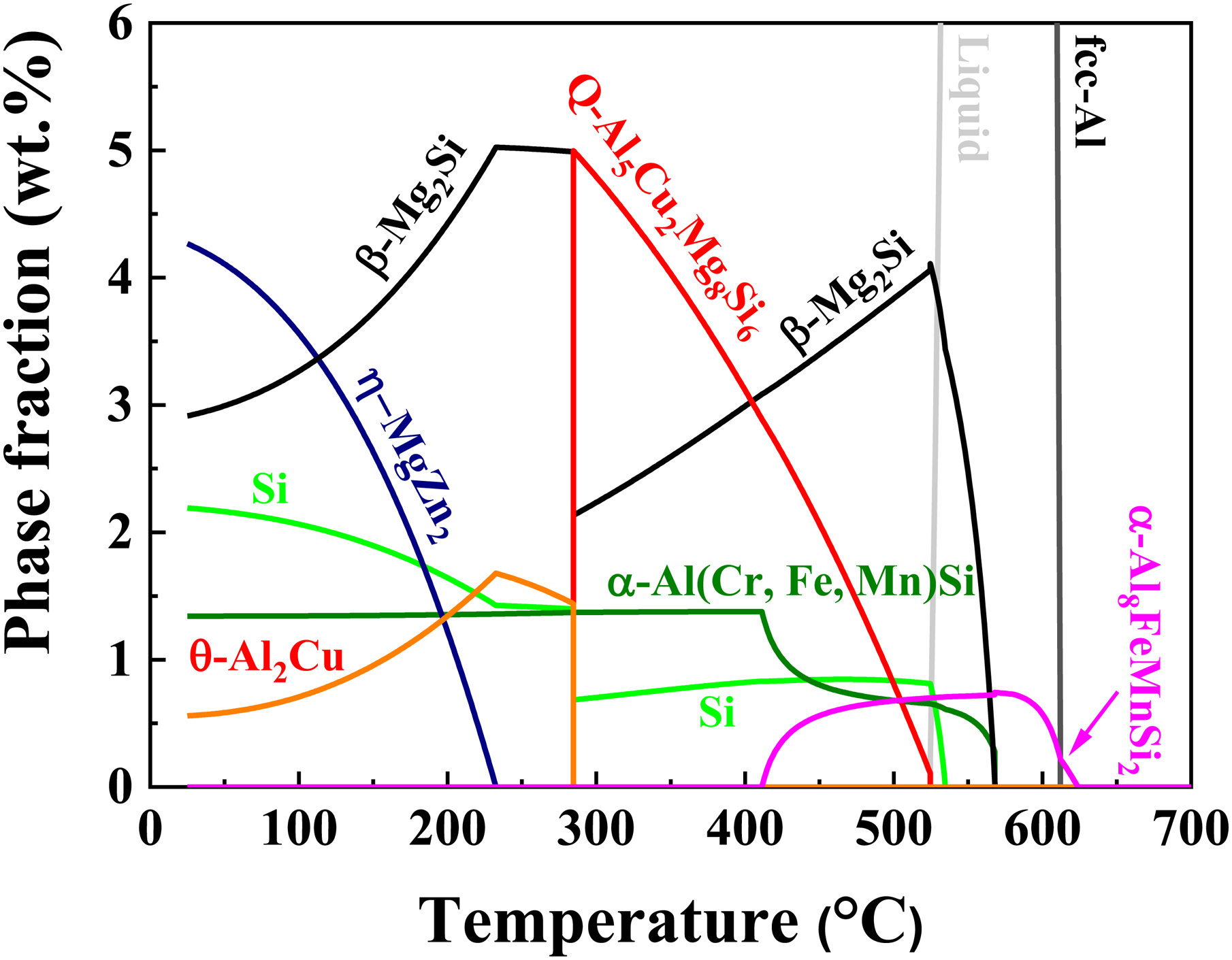
Equilibrium phase fraction of Al–Zn–Mg–Cu–Si alloy at different temperatures.
Figure 2(a) shows the SEM image of Al–Zn–Mg–Cu–Si alloy powders; the powders are mostly spherical and have a powder size of 14.7 ± 5.6 μm (inset of Figure 2(a)). Figure 3(a) shows an SEM image of the powder cross-section, demonstrating interconnected secondary phases along the cell boundaries. Energy-dispersive X-ray spectroscopy (EDS) elemental mapping results show that the secondary phases are rich in Zn, Mg, Cu, and Si. This indicates that various phases are formed during the solidification of the Al–Zn–Mg–Cu–Si alloy during atomisation. A relatively small amount of powder (inset of Figure 3(a)) contains a fine secondary phase with a discrete morphology owing to the high cooling rate of solidification. The XRD results (Figure 4) indicate that the atomised powder comprises various secondary phases, including the typical η-Mg(Zn,Cu,Al)2 (P63/mmc; a = 0.523 nm, c = 0.856 nm),
27
T-Mg32(Al,Zn)49 (Im
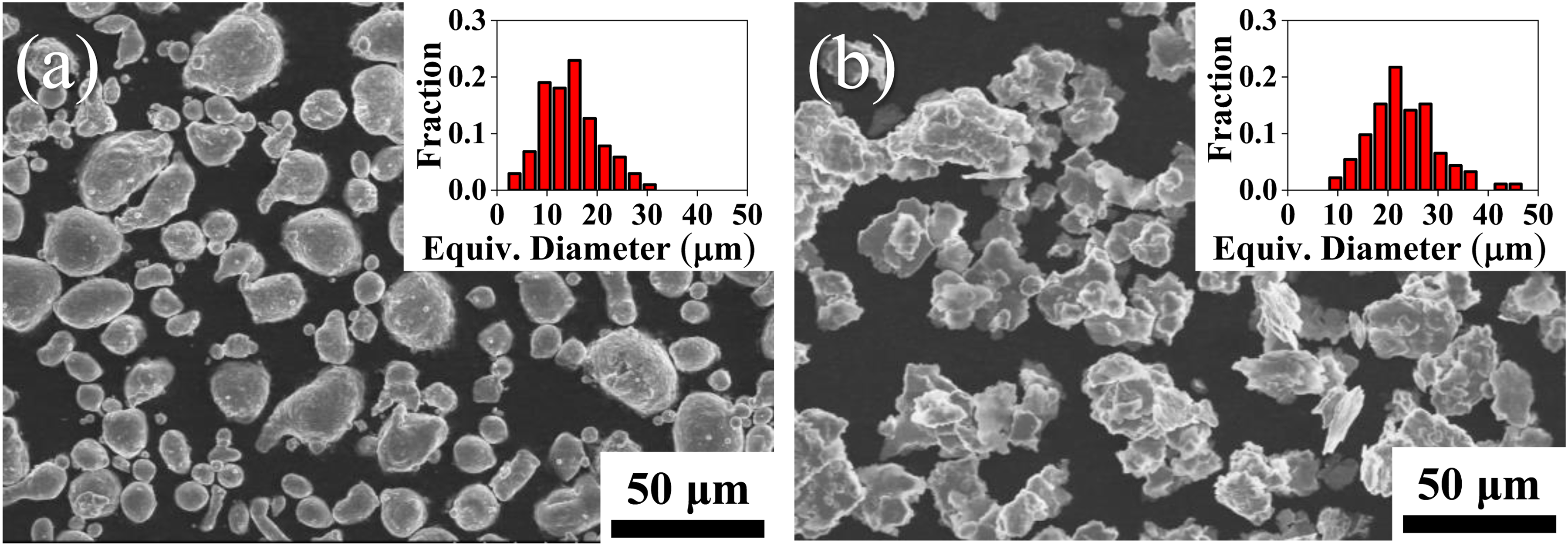
Scanning electron microscopy (SEM) images (inset: powder size distribution) of (a) un-milled and (b) milled powders for 12 h.
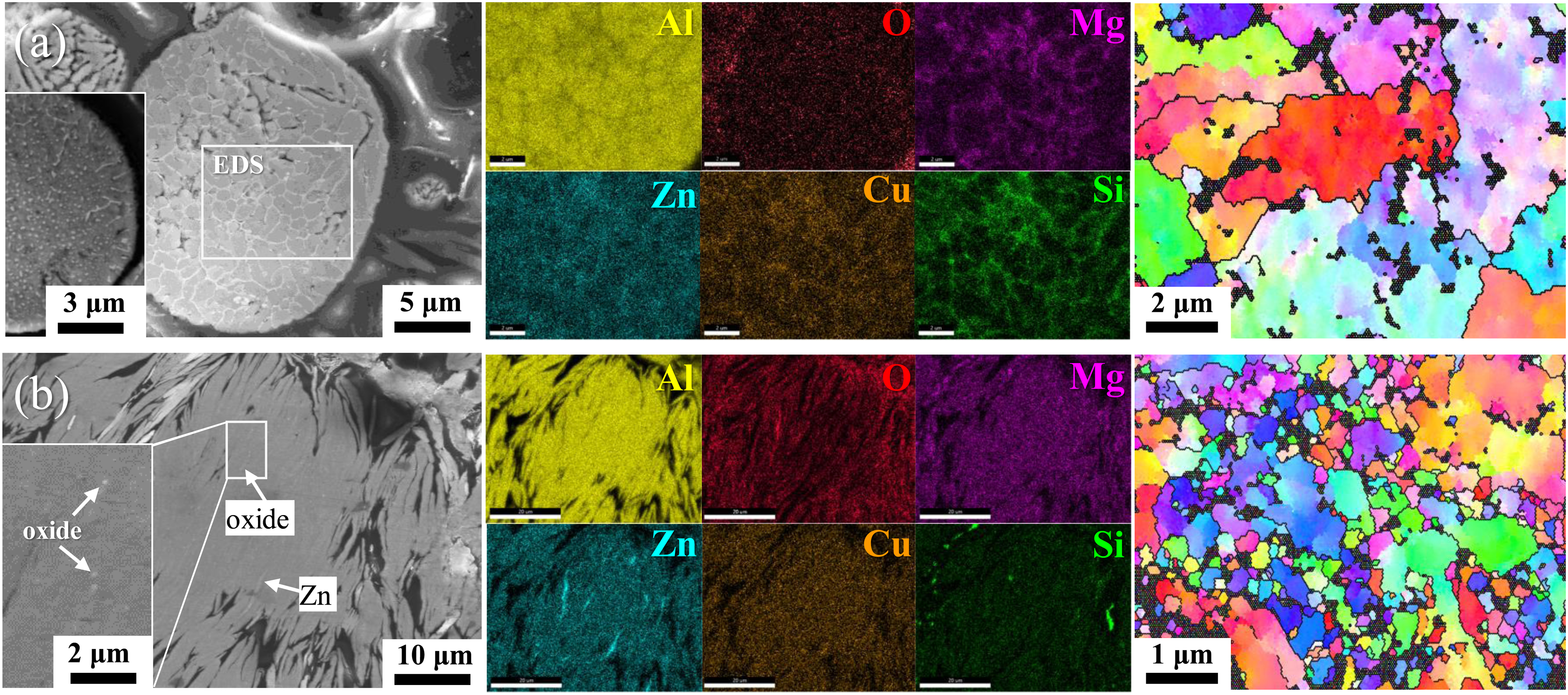
SE-SEM image, EDS element mapping, and EBSD IPF map of a cross-section of (a) raw, and (b) for 12 h milled powders.
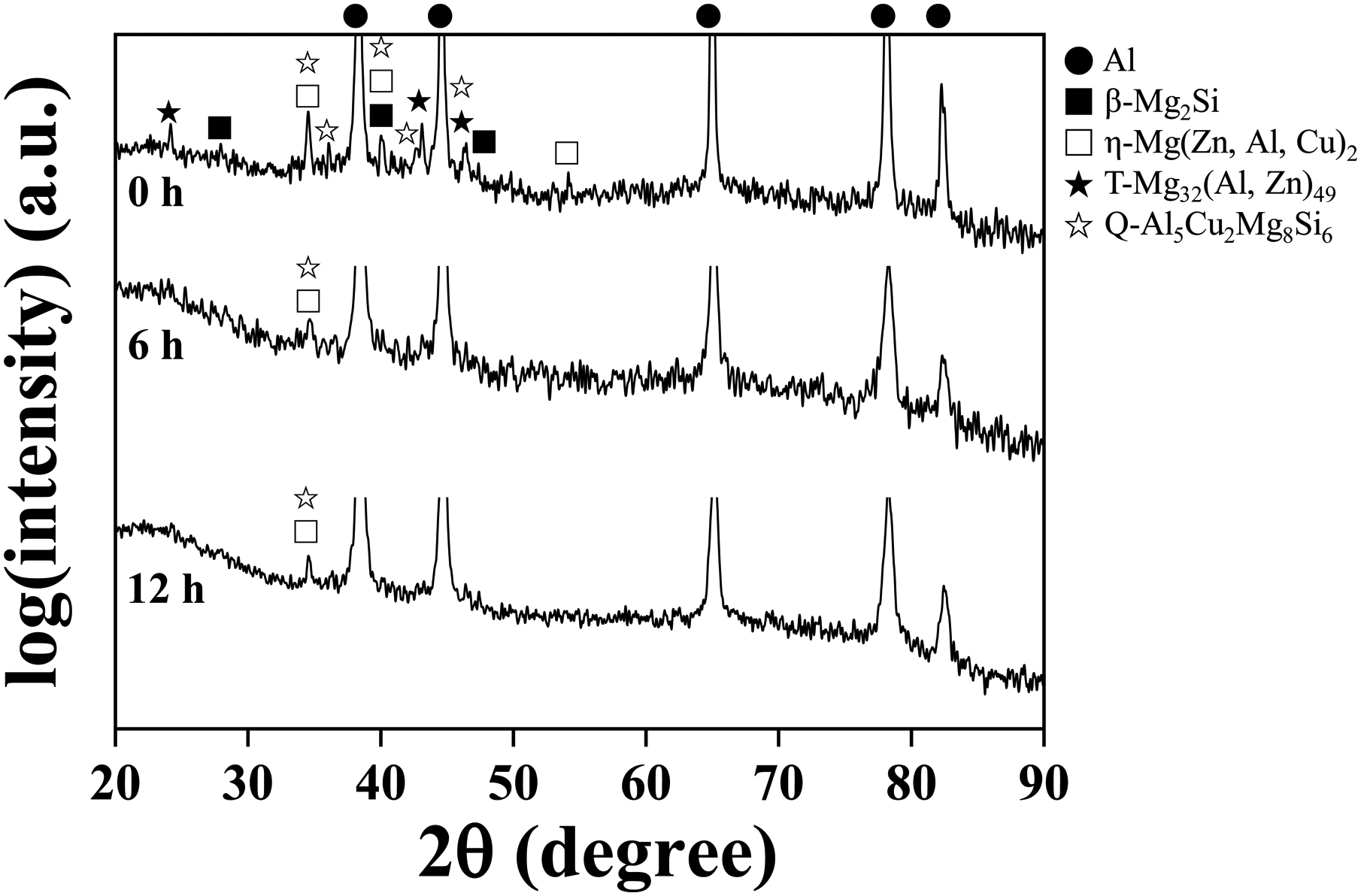
XRD patterns of the Al–Zn–Mg–Cu–Si alloy powders with different HEBM times.
The 12 h mechanical milling transformed spherical powder into a flake-like morphology and increased the powder size from 14.7 ± 5.6 to 23.1 ± 6.8 μm due to HEBM-induced cold-welding between the powders (Figure 2(b)). As shown in Figure 3(b), HEBM significantly decreased the fraction of secondary phases, leaving a small number of aligned regions with alloying elements (particularly Zn). Oxygen exists in a fibrous form inside the milled powder, as shown in Figure 3(b). Electron backscattered diffraction (EBSD) analyses indicate that the 12 h HEBM of the powder resulted in significant grain refinement from 2.30 ± 1.45 to 0.16 ± 0.49 μm. This indicates that HEBM causes significant grain refinement in the powders by the impact and deformation caused by the milling balls, as reported for various metal powders.13,33 Milling also introduces a substantial number of crystal defects, as inferred from the XRD peak broadening of the Al matrix. 34
Transmission electron microscopy (TEM) was performed to further examine the evolution of the microstructure during HEBM of the powder. Figure 5(a) shows a HAADF-STEM image of the milled powder for 12 h. The TEM image (Figure 5(a)) and EDS mapping (Figure 5(b)) show that the milled powder still contained secondary phases aligned in the segregation region. The black particles with sizes of 80–150 nm are composed of Mg and Si, indicating that they correspond to the β-Mg2Si phase undissolved after milling. White particles with relatively small sizes of 10–110 nm are observed in the milled powder. Figure 6(a) and (b) shows a magnified HAADF-STEM image and the corresponding EDS mapping of an area rich in fine white particles, respectively. Most particles were rich in Zn, Mg, and Cu, whereas some particles contained only Cu. The HRTEM images and fast Fourier transform (FFT) pattern analyses confirmed that the particles containing Zn, Mg, and Cu corresponded to the η-Mg(Zn,Cu,Al)2 phase. The Cu-rich particles correspond to the θ-Al2Cu phase surrounded by the η-Mg(Zn,Cu,Al)2 phase. Meanwhile, EDS mapping clearly showed elongated regions with significant amounts of oxygen. The oxygen content observed in the EDS maps of the milled powder could be attributed to the amorphous aluminium oxide phase, given that no XRD peaks are observed for oxide phases such as Al2O3 (e.g. face-centred cubic (fcc) γ-Al2O3, hexagonal closed packed α-Al2O3), MgAl2O4, and MgO. This oxide phase might have formed because of the fragmentation and penetration of the surface oxide layer during the HEBM of the powder.
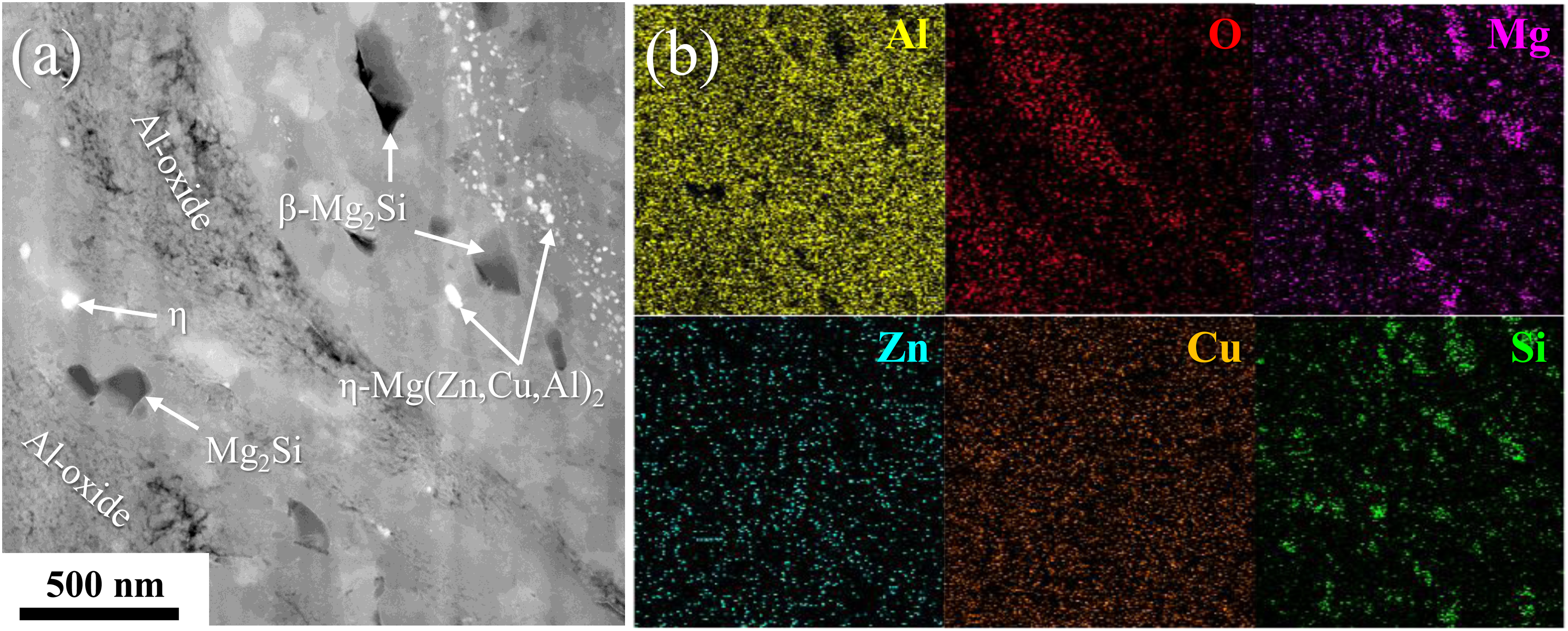
(a) HAADF-STEM image and (b) EDS element mapping of 12 h milled powder.
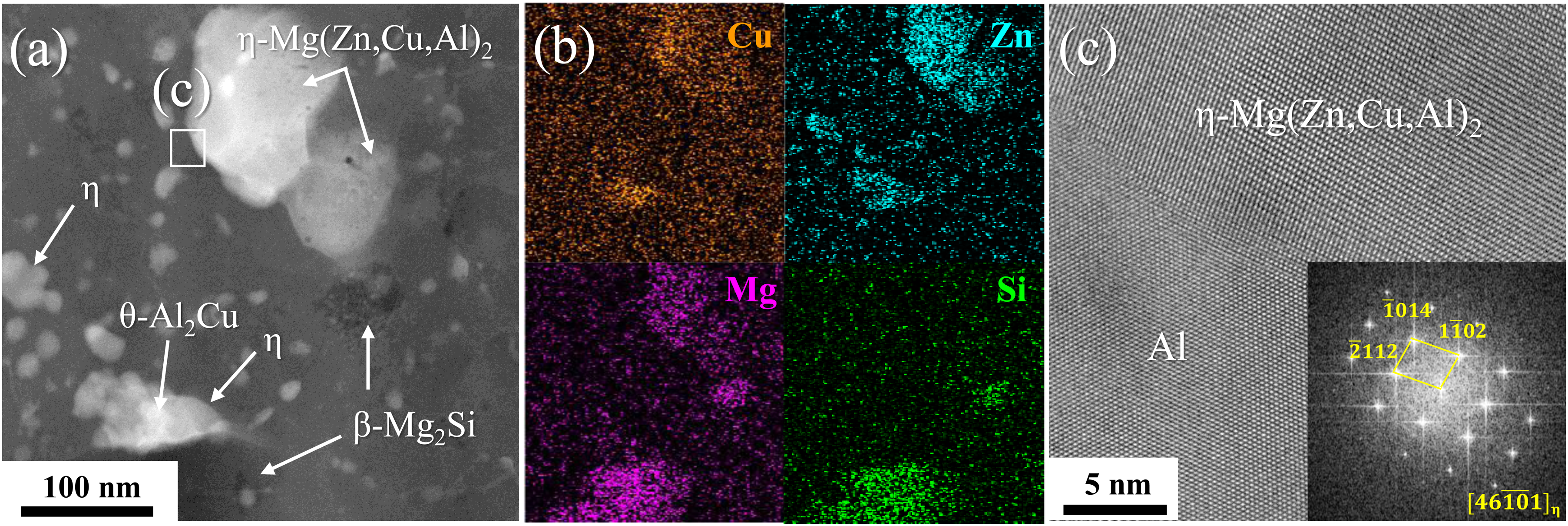
(a) HAADF-STEM image, and (b) EDS elemental mapping showing secondary phases of milled powder for 12 h. (c) HRTEM image and FFT pattern of η phase.
The TEM results indicated that the secondary phases present in the as-atomised powder are crushed and dissolved in the Al matrix during the HEBM process. This is consistent with the XRD results for the milled powder, which show a significant decrease in the fraction of the secondary phase (Figure 4). However, complete mechanical alloying was not achieved during the milling process (up to 12 h), which resulted in the presence of an undissolved secondary phase and an oxide phase non-uniformly distributed in the milled powder.
Figure 7 shows the XRD patterns of the Al–Zn–Mg–Cu–Si alloys after sintering at 500 °C. Sintering the un-milled powders reduced the intensities of the XRD peaks for the T-Mg32(Al,Zn)49 and η-Mg (Zn,Cu,Al)2 phases while increasing those for the Q-Al5Cu2Mg8Si6 and β-Mg2Si phases. In addition, the α-Al17(Fe,Mn)4Si2 phase (Pm
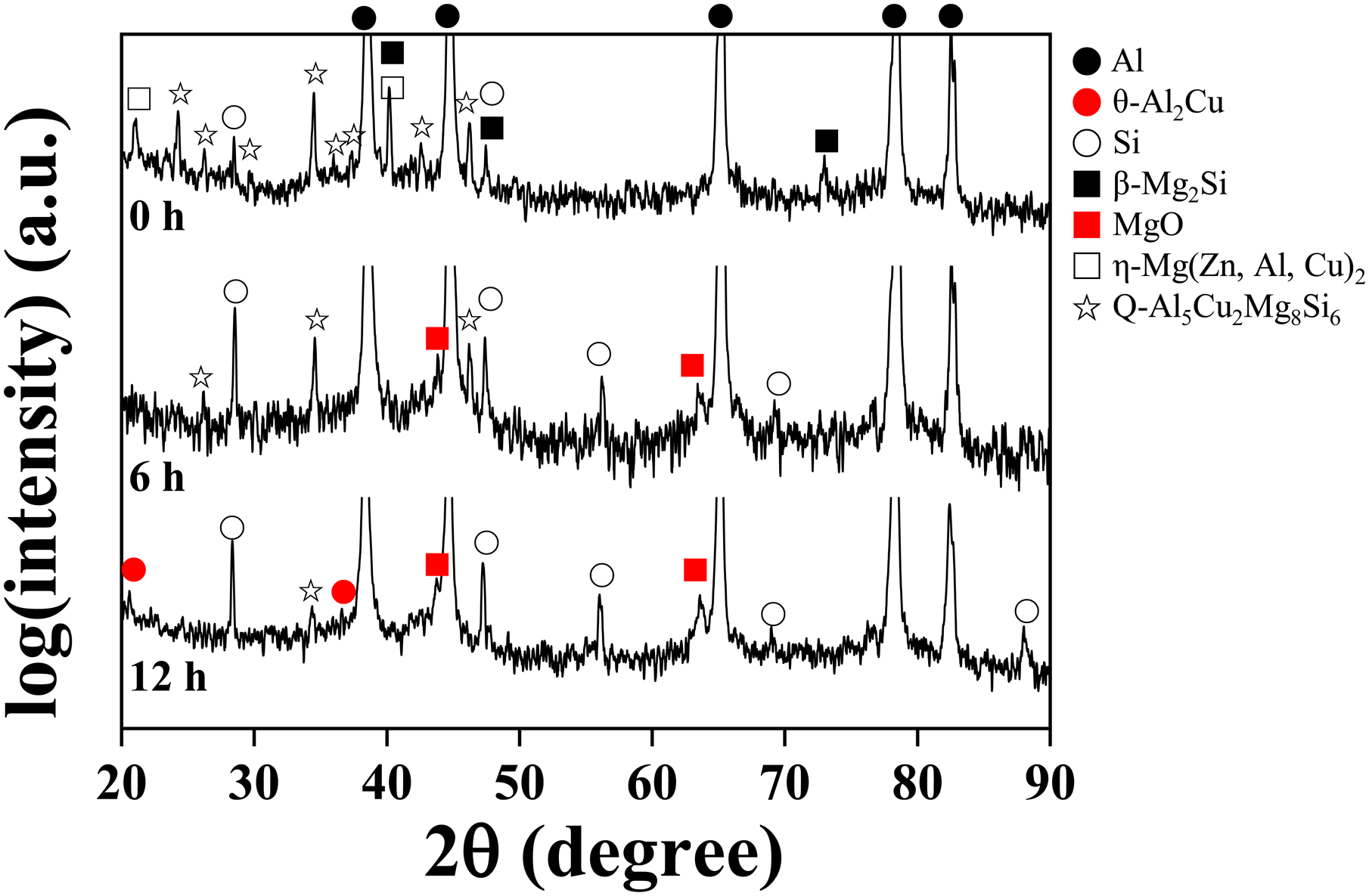
XRD patterns of sintered Al–Zn–Mg–Cu–Si alloys with different HEBM times.
Figure 8(a) shows the BSE-SEM image of the sintered alloy without HEBM, revealing the boundaries of each powder with a size of ∼15 μm. The sintered alloy contains secondary phases with a size of ∼1 μm within the powder and along the powder boundaries, both of which are observed in the high-magnification BSE-SEM (Figure 8(b)) and SE-SEM (Figure 8(c)) images, respectively. Energy-dispersive X-ray spectroscopy (EDS) mapping (Figure 8(d)) indicates that the main secondary phases correspond to the quaternary AlCuMgSi (white particles) and binary MgSi (black particles) phases present in the powder and along the powder boundaries, respectively. The quaternary AlCuMgSi and binary MgSi phases exist differently depending on the powder. The AlCuMgSi phase was not observed in the powders, whereas, the Mg2Si phase was abundant inside the powders. This is most likely due to the inhomogeneity of the chemical composition (particularly for Fe and Si impurities) of the atomised powders. 39 Small amounts of the Si and α-AlFeSi phases inside the powder and oxide layers along the powder boundaries are also observed in the sintered alloy (Figure 8(b) and (c)).
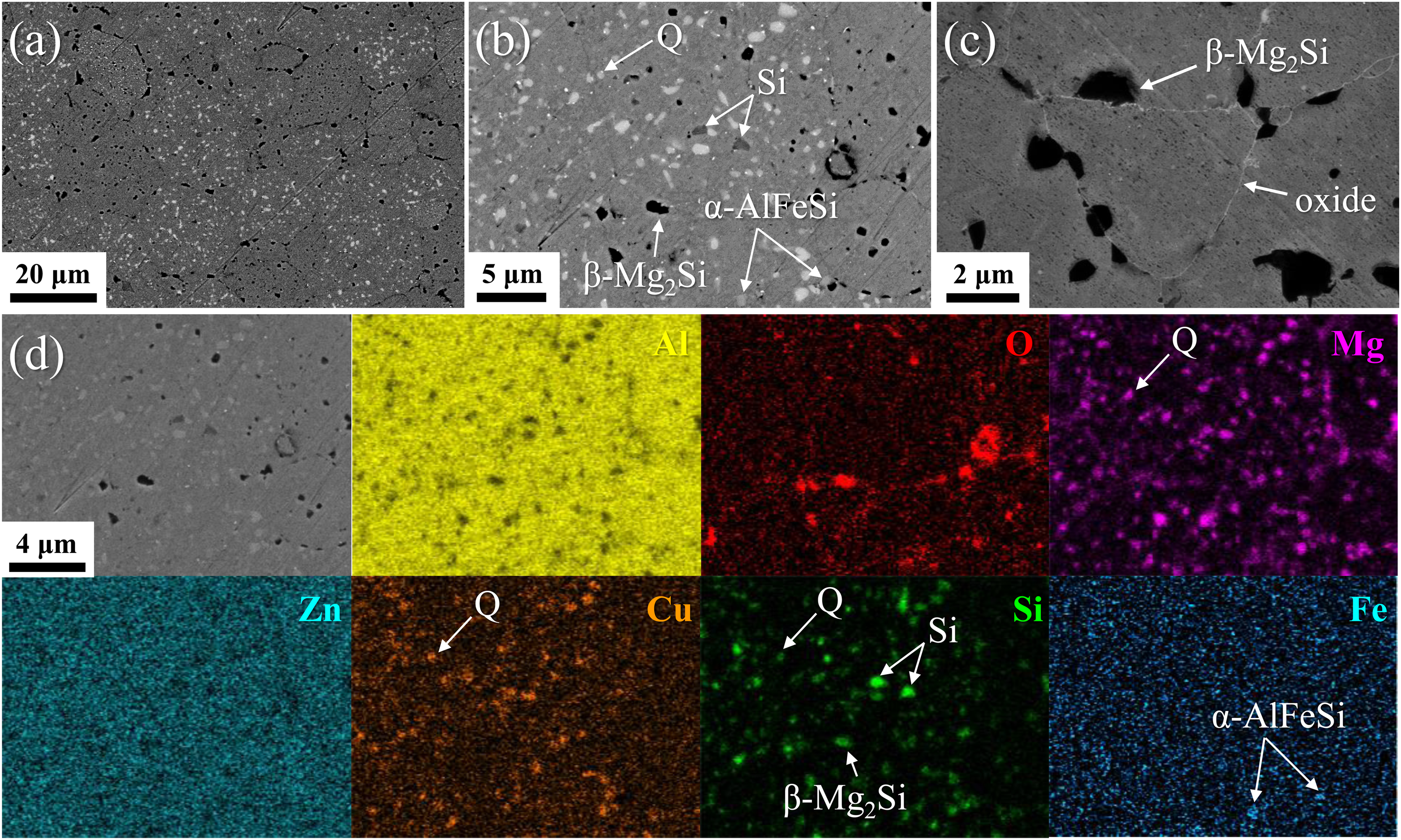
(a, b) BSE- and (c) SE-SEM images, and (d) EDS elemental mapping of sintered Al–Zn–Mg–Cu–Si alloy without HEBM.
Electron backscattered diffraction (EBSD) analysis was performed to confirm the crystal structure of the secondary phases and the grain structure of the Al matrix of the sintered alloy. Figure 9(a) and (b) shows SEM image and EBSD image quality (IQ) maps of the two major AlCuMgSi and MgSi phases of the sintered alloy without HEBM. The EBSD inverse pole figure (IPF) and phase maps for the same region are shown in Figure 9(c) and (d), respectively. This indicates that the quaternary AlCuMgSi and binary MgSi phases correspond to the Q-Al5Cu2Mg8Si6 and β-Mg2Si phases, which are stable at a sintering temperature of 500 °C (Figure 1). The Kikuchi patterns of the Al matrix (A), Q-Al5Cu2Mg8Si6 phase in the powder (B), and Mg2Si phase along the powder boundary (C) are shown in Figure 9(e). The T-Mg32(Al,Zn)49 and η-Mg(Zn,Cu,Al)2 phases present in the powders are dissolved during sintering because of their poor thermal stability. The EBSD results (Figure 9(c)) also show that the boundaries of the sintered alloy are subdivided into fine grains with an average size of ∼2.66 μm, inherent in the gas-atomised powder.
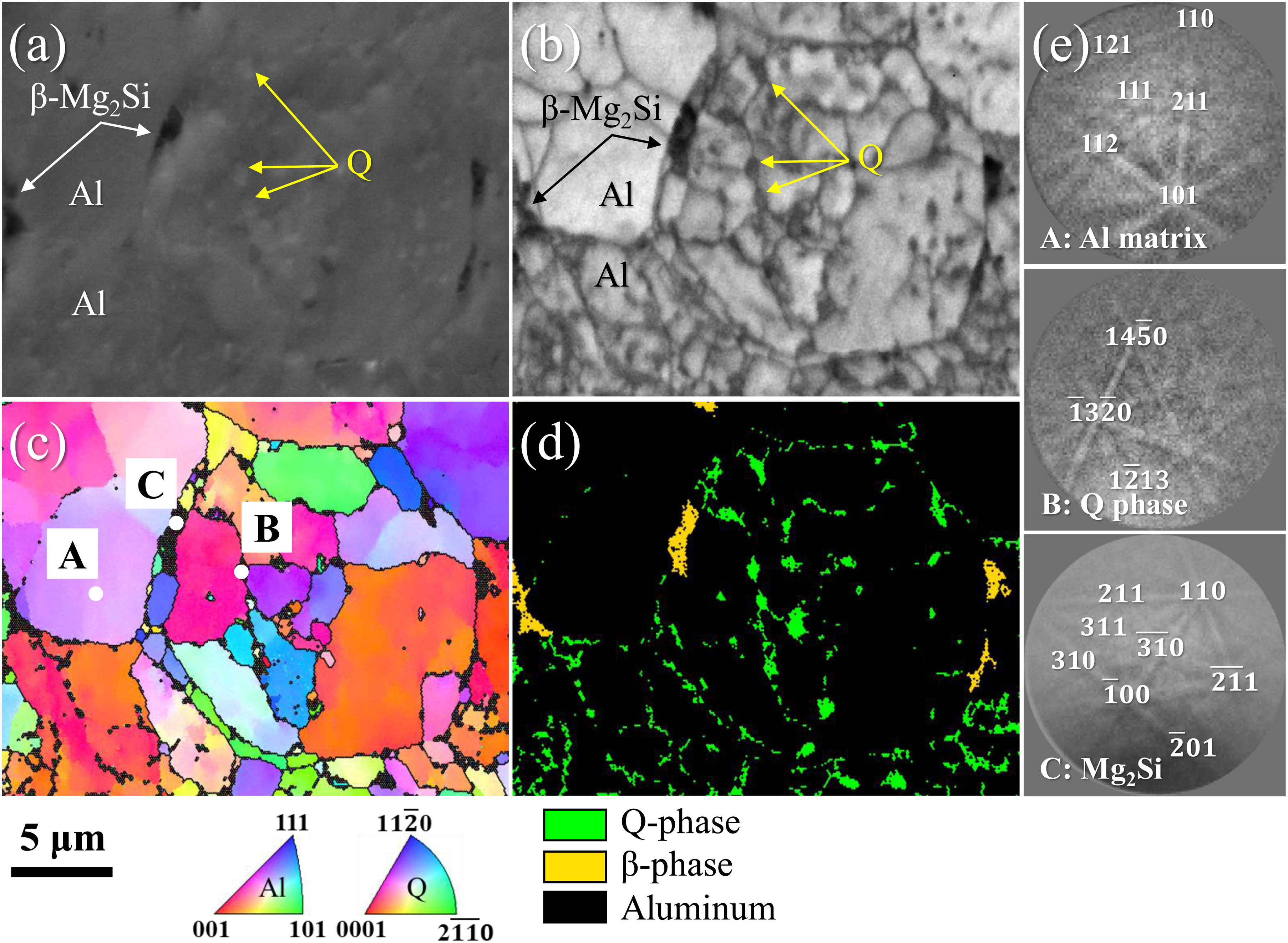
(a) SEM image and (b) EBSD IQ, (c) IPF, and (d) phase maps of the sintered Al–Zn–Mg–Cu–Si alloy without HEBM. (e) Kikuchi patterns of Al matrix, Q phase, and Mg2Si phase in (c).
Figure 10(a) and (b) shows the BSE-SEM images of the 12 h milled and sintered alloys. Various submicron-sized secondary phases are observed in the sintered samples. As shown in Figure 10(c), aligned oxide phases are present in the sintered alloy. The EBSD IPF map (Figure 10(d)) shows that the grain sizes of the milled and sintered alloys are ∼0.40 μm, which is significantly smaller than that (2.66 μm) of the sintered alloy without milling.
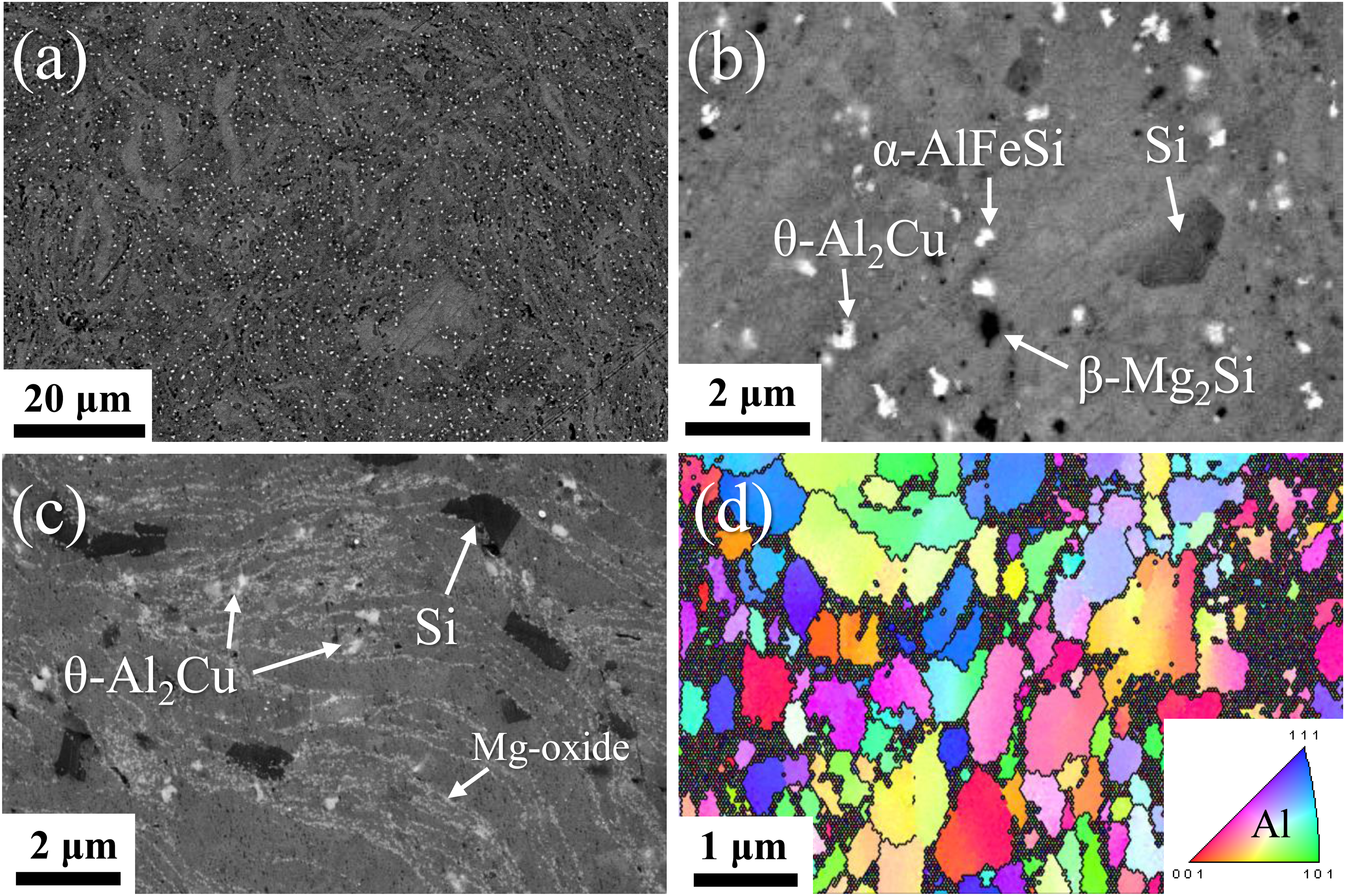
(a, b) BSE-SEM, (c) SE-SEM, and (d) EBSD IPF images of as-sintered Al–Zn–Mg–Cu–Si alloy after HEBM for 12 h.
The HAADF-STEM image and EDS mapping presented in Figure 11(a) and (b), show the submicron-sized secondary phases of the 12 h milled and sintered alloys, respectively. The sintered alloy subjected to HEBM contained Si, θ-Al2Cu, and α-AlFeSi phases, which were completely different from the constituent phases (mainly Q-Al5Cu2Mg8Si6 and β-Mg2Si) of the sintered alloy not subjected to HEBM. Figure 11(c) and (d) shows the TEM image and EDS mapping of the Al grain surrounded by Mg/O-rich phases, respectively. The Mg/O-rich phase was identified as the fcc MgO phase through HRTEM and FFT analyses (Figure 11(e)), which is in good agreement with the XRD results (Figure 7). The MgO phases are present as fine particles with a size of <0.1 μm along the grain boundaries. High-energy ball milling (HEBM) allows the oxide phase to penetrate the powder and increases the amount of Mg solid solution by dissolving the secondary phase. MgO particles are formed by the reaction of amorphous aluminium oxide with solute Mg during the sintering of the milled powder. The formation of MgO particles causes the depletion of the Mg solid solution, resulting in the formation of Mg-free secondary phases (i.e. Si and θ-Al2Cu) in the milled and sintered alloys.
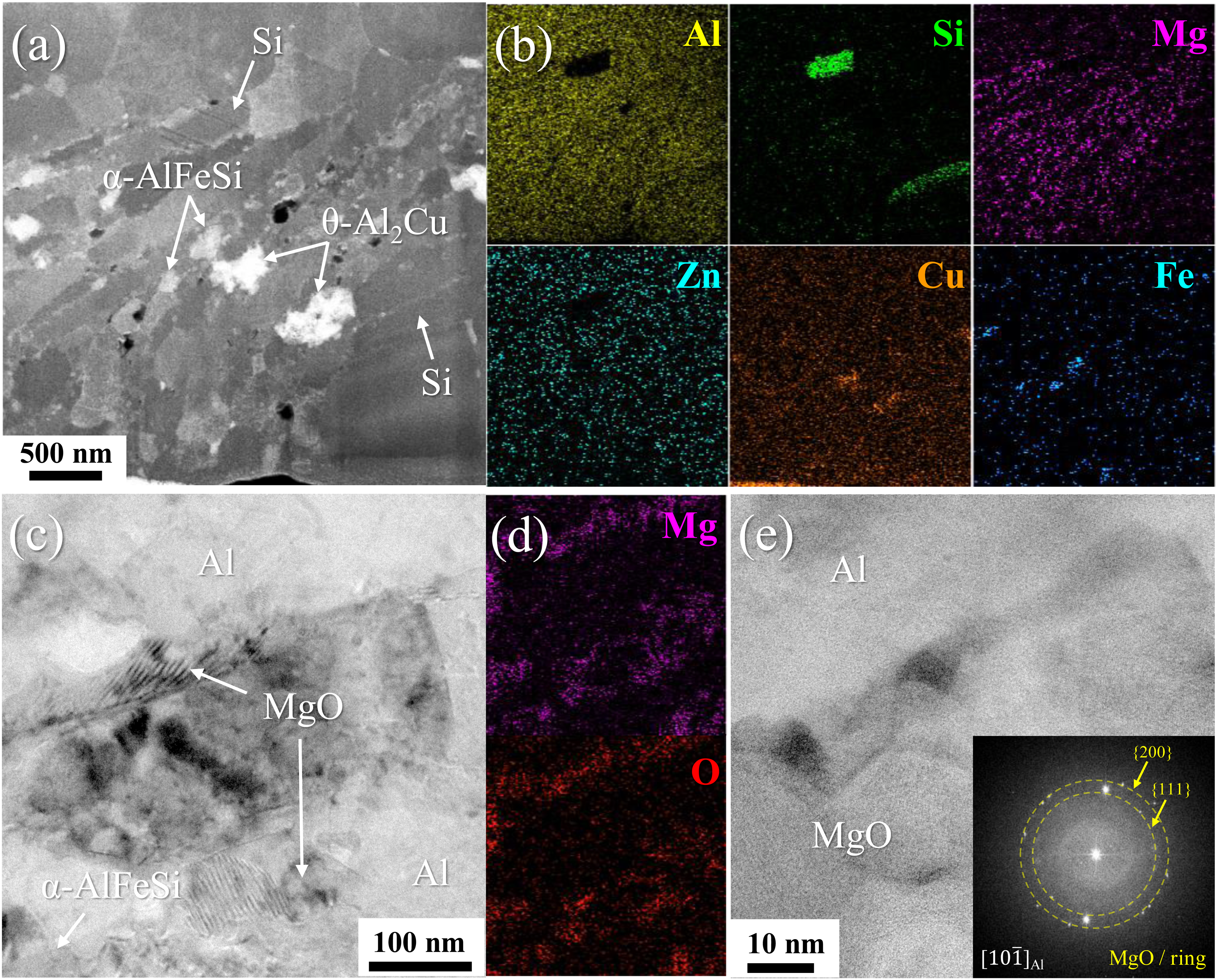
(a) HAADF-STEM image, and (b) EDS element mapping showing secondary phases of as-sintered alloy after HEBM for 12 h. (c) TEM image, (b) EDS mapping of Mg and O, and (e) HRTEM image (inset: FFT pattern) showing the presence of MgO particles along grain boundaries.
Figure 12 shows the microhardness of the Al matrix of the sintered alloys with different HEBM times. The sintered alloy without HEBM exhibits a microhardness of 94 ± 4 HV. The microhardness of the Al matrix gradually increased to 134 ± 5 HV with increasing HEBM time up to 12 h. The HEBM-induced improvement in alloy hardness is attributed to grain refinement (from 2.66 to 0.40 μm), transformation of coarse Q phase (1–2 μm) into fine θ phase (<0.5 μm), and formation of MgO particles (<0.1 μm) along grain boundaries.
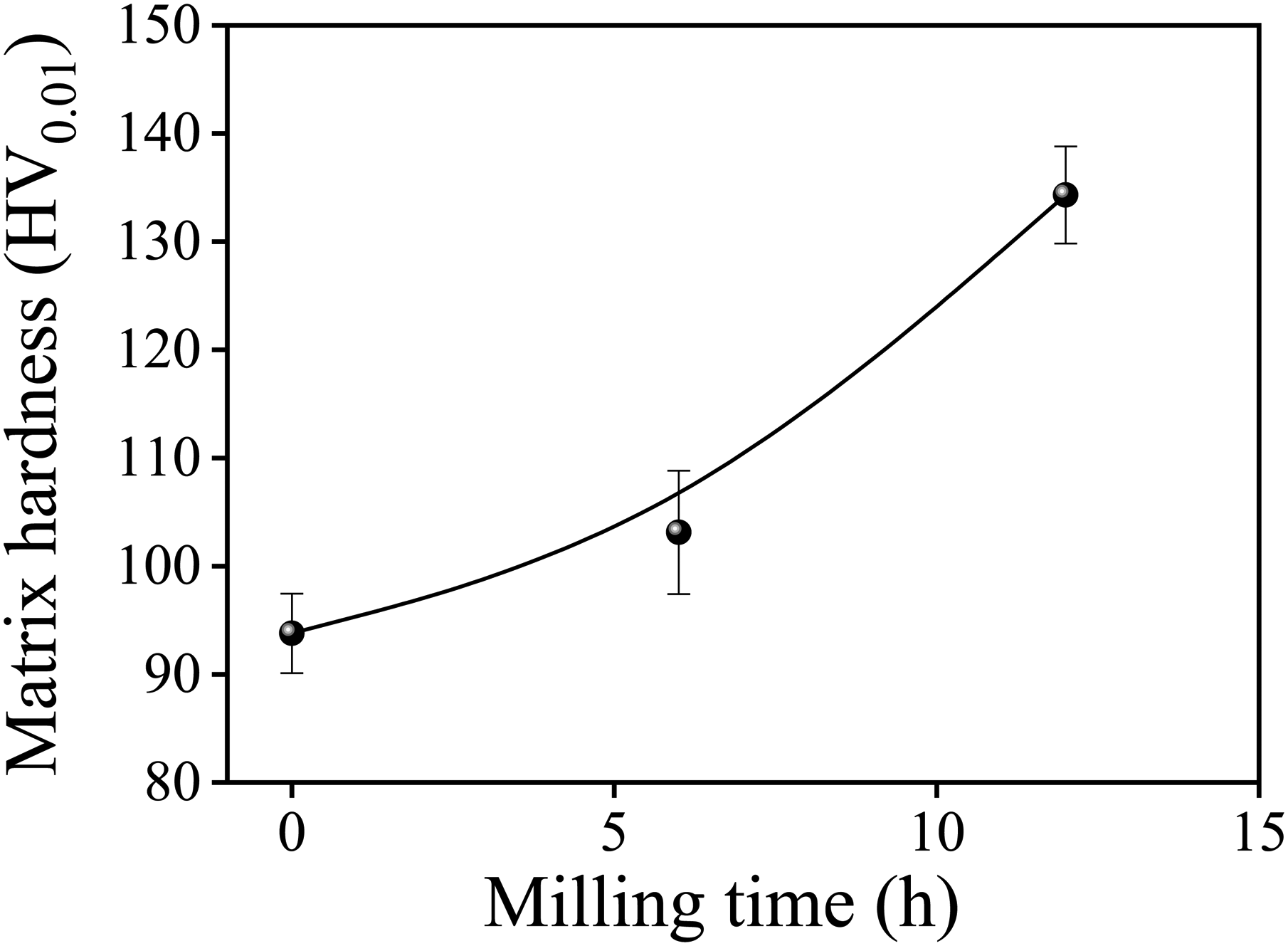
Microhardness of sintered alloy with different high-energy ball milling (HEBM) times.
In this study, we investigated the microstructures and mechanical properties of spark plasma sintered- Al–Zn–Mg–Cu–Si alloys with different HEBM durations using XRD, SEM, EBSD, TEM, and microhardness measurements. The main effects of HEBM on the characteristics of the powder and sintered alloy can be summarised as follows:
The Al–Zn–Mg–Cu–Si alloy powder consists of η-Mg (Zn,Cu,Al)2, T-Mg32(Al,Zn)49, β-Mg2Si, and Q-Al5Cu2Mg8Si6 phases. The HEBM process led to the formation of a nanocrystalline powder with an average grain size of 0.16 μm and increased the amount of solid solution by the partial dissolution of the secondary phases. High-energy ball milling (HEBM) also caused the fragmentation and penetration of the oxide surface layer into the powder to form fine amorphous aluminium oxide phases aligned in the Al matrix. Spark plasma sintering (SPS) of Al–Zn–Mg–Cu–Si alloy powder at 500 °C resulted in the complete dissolution of η-Mg(Zn,Cu,Al)2 and T-Mg32(Al,Zn)49 phases, whereas thermally stable β-Mg2Si, Q-Al5Cu2Mg8Si6, and Fe-rich intermetallic phases were unaltered. Ultrafine-grained alloy with a grain size of ∼2.66 μm was obtained by sintering the powder without HEBM. High-energy ball milling (HEBM) significantly reduced the grain size of the sintered alloy from 2.66 to 0.40 μm. The amorphous aluminium oxide phase in the milled powder was transformed into fine MgO particles during SPS. The formation of MgO particles caused the depletion of Mg solid solutions in the Al matrix, resulting in the formation of Mg-free secondary phases, including Si and θ-Al2Cu phases during sintering. High-energy ball milling (HEBM) substantially improved the matrix hardness of the sintered alloy from 94 to 134 HV owing to grain refinement, transformation of the coarse Mg-containing phase into a fine Mg-free phase, and formation of fine MgO particles.
Footnotes
Acknowledgements
We thank the Center for University-wide Research Facilities (CURF) at Jeonbuk National University for assistance with SEM and TEM analyses. We thank N. Seo, S. Choi, and S. Park (JBNU) for their valuable experimental assistance.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Technology Innovation Program (20020283) funded by the Ministry of Trade, Industry & Energy (MOTIE, Korea).