
Abstract
The mechanical characteristics of natural fibre composites (NFCs) are closely linked to fibre-matrix and fibre-fibre interactions. This work investigates the improvement of tensile properties of a flax/epoxy composite through the application of click chemistry reaction to a unidirectional-mat (UDM) reinforcement with modifications made on the short fibre mat and unidirectional flax fibre phases of the reinforcement. The surface of short flax fibres was fibrillated to increase the accessibility of hydroxyl groups for all preliminary reactions and the final click chemistry cross-linking, which creates stable covalent triazole bonds between azide and alkyne groups. A small percentage of treated nanocellulose was incorporated to further enhance the reinforcement properties. FTIR and EDX analysis confirmed the presence of the various functional groups on the surface of nanocellulose and flax fibres with very high degrees of substitution. The treatment significantly improved the mechanical properties of the dry reinforcement, including a 220% mean increase in the tensile strength. However, the treatments, particularly the addition of nanocellulose, resulted in a reduction in the permeability to liquid resin of the reinforcements, highlighting the need for compromises in their manufacture. Nonetheless, marked improvements in tensile strength and Young’s modulus were obtained for composites made of pre-compacted and cross-linked fibre preforms. Increases in elastic modulus, strength and strain at break of up to 50.1%, 53.8% and 10.1% were obtained, respectively.
Introduction
In recent years, the shift towards sustainable development has intensified the search for environmentally friendly materials that do not compromise performance. Because of their interesting properties, natural fibre composites are increasingly used in various sectors such as automotive, construction, aerospace, and electrical engineering. 1 Like most natural fibres, flax offers a renewable alternative to synthetic fibres with the added benefits of a low density, high strength-to-weight and stiffness-to-weight ratios, and lower carbon footprint. 2 In the composites industry, flax fibres are valued for their potential to create strong materials, a crucial characteristic in many industries like transportation and aerospace. 3 Despite their promising attributes, flax fibres face inherent challenges that limit their application in demanding environments. These include lower mechanical strength and modulus compared to synthetic fibres, as well as a natural tendency to absorb moisture, which adversely affects their compatibility with hydrophobic polymer matrices such as epoxy. 4 This incompatibility often leads to poor interfacial adhesion, a critical factor for the mechanical properties of composites. Moisture sensitivity can also induce swelling and microbial degradation, further compromising the long-term integrity of the material. In consequence, enhancing the surface properties of natural fibres through mechanical or chemical treatments is essential to improve interfacial adhesion and directly impact the mechanical performance and durability of the composite.5–8
Typical mechanical treatments, such as fibrillation, increase the surface area of fibres, allowing an increased mechanical interlocking with the matrix. This process not only enhances the fibre-matrix adhesion, but also improves the distribution of stress within the composite, leading to higher strength and toughness.9–12 Fibre preform compaction compresses the fibre bed to promote fibre-fibre contact thereby improving the mechanical properties of composites. 13 Other mechanical treatments, such as electron beam 14 and gamma rays, 15 can also improve the properties of natural fibre composites. However, mechanical treatments alone fall short in tackling specific challenges, such as the hydrophilic nature of natural fibres and their vulnerability to environmental degradation. 16 To overcome these limitations, a wide range of chemical treatments have been extensively investigated. 17 For instance, alkaline treatment can remove lignin, hemicelluloses, and other fibre impurities, increasing the surface roughness while exposing more cellulose reactive hydroxyl groups.18,19 This treatment often improves interfacial bonding between the fibres and matrix, thus enhancing the composite strength and stiffness.20,21 Acetylation involves treating fibres with acetic anhydride, substituting hydroxyl with acetyl groups on the fibre surface. By reducing the hydrophilicity of fibres, acetylation decreases moisture absorption and enhances the compatibility with hydrophobic polymer matrices to provide improved dimensional stability and mechanical properties.22,23 Silane coupling agents, like 3-aminopropyl triethoxysilane, can form a molecular bridge between the fibres and the polymer matrix by hydrolysis of the silane compound to form silanol groups that can react with hydroxyl groups on the fibre surface.24,25 This significantly enhances the interfacial adhesion, mechanical properties and hydrophobicity in flax fibres-based composites 26 and in sisal fibres reinforced PLA. 27 Surface of fibres can also be oxidized to introduce functional groups such as carboxyl and carbonyl groups. This process increases the surface roughness and fibre reactivity, improving the fibre-matrix adhesion, leading to an increase in tensile strength of 106% by improving the interfacial adhesion strength to 532%. 28 Finally, other chemical treatments, including benzoylation,29,30 peroxide, 31 and isocyanate, 32 can improve the fibre-matrix compatibility by introducing reactive sites that can form covalent bonds.4,33–36 However, these treatments often have drawbacks such as requiring harsh reaction conditions, and the potential for incomplete reactions, which can limit their effectiveness and practicality. More recently and compared to these conventional chemical treatments, advanced chemical methods like click chemistry have been increasingly considered in the development of composite materials, in particular for their high efficiency, specificity, and ability to form robust covalent bonds under mild conditions, outperforming traditional chemical treatments.37–39 Click chemistry stands out due to its exceptional reactivity under mild conditions, often proceeding at room temperature and in aqueous media, making it more environmentally friendly and safer to handle. The reaction involves the selective formation of covalent bonds between specific functional groups, limiting unwanted side reactions and ensuring a high degree of cross-linking within the fibre network. The triazole bonds formed during this process are chemically and thermally stable, offering enhanced durability and long-term performance, which contribute to improve the mechanical properties and consistency of the final composite. 40 A high-performance cellulose nanofibre (CNF)-based composite was developed by Zhang et al. 41 through a combination of click chemistry, coordination reactions, and solvent exchange. The obtained CNF-composite exhibited excellent thermal stability below 230°C, and its mechanical stability was achieved through the robust three-dimensional CNF-based crosslinking network created via the click chemistry process. In previous works,42,43 it was shown that click chemistry can form fibre-fibre covalent bonds and improve the mechanical properties of kraft pulp fibre sheets and short fibre mat reinforcements. Compared to the untreated samples, the stiffness of the treated kraft sheets increased by 44%, the tensile and burst strengths by 75% and 193% respectively, and the elongation at break reached a notable increase of 111%. 42 Tests conducted on dry flax mats (short fiber mats) subjected to click chemistry and compaction showed increases of 519%, 355%, 201%, 304%, and 421% in tensile, elongation at break, tensile stiffness, burst, and tear indexes respectively, while tensile tests on composite plates revealed improvements of 41.5% in tensile modulus, 64.3% in strength, and 30.8% in strain at break. 43 Incorporating nanoparticles (e.g., nanocellulose) in composites can further enhance surface properties by introducing nanoscale features improving the interaction between fibres and matrix.44,45
Previous works by the authors were dedicated to the development of a unidirectional (UD) flax fibre reinforcement using kraft pulp or short flax fibres as a binder for the UD layer, commonly referred to as a UD-mat (UDM) reinforcement.46–48 In other studies, the click chemistry reaction was applied to kraft pulp fibres only, for the fabrication of stronger paper sheets, 42 and to short flax fibre mat reinforcements to enhance the properties of the dry mat and its composite materials. 43 In the present work, the same chemical treatments are applied to more compact UD-mat reinforcements to increase the tensile properties of a UD flax-epoxy composite for eventual uses in more structural applications. First, surface fibrillation is performed on the short flax fibres to expose more reactive sites, facilitating the creation of covalent bonds during the click chemistry reaction. This treatment also enhances the fibre-matrix interaction. Then, propargylation is performed on the UD fibres, azidation on the short fibres of the mat phase, so the click chemistry reaction occurs between the mat and UD phases in the UDM reinforcement. Azidated nanocellulose is also incorporated to some reinforcements before molding to evaluate how it can contribute to create more covalent bonds with UD fibres and enhance the composite properties. Its nanoscale dimensions and high surface area, combined to the surface fibrillation of the short fibres and fibre preform compaction are expected to improve the overall tensile performance of the flax-epoxy laminates.
Experimental methods
Materials
Flax fibres were obtained from Safilin Inc. (Szczytno, Poland). A Tex 5000 ribbon, cut into short fibres approximately 6 ± 1 mm in length, was used in the mat layer of the reinforcement, and a low twist Tex 400 yarn was used for the unidirectional (UD) layer. For the preparation of nanocellulose, the commercial bleached softwood kraft pulp was provided by Fraser Paper (Thurso, Canada). Reagents were purchased from different suppliers: propargyl bromide (80% in toluene), p-toluenesulfonyl chloride, and sodium azide (Alfa Aesar); sodium hydroxide and copper sulphate pentahydrate (Acros Organics); sodium bromide (Fisher Scientific) and dimethylformamide (DMF), 4-acetamido-TEMPO, sodium ascorbate, and triethylamine (Sigma-Aldrich). Sodium hypochlorite (6% v/v) was purchased from a local store. The resin system used for composite plates was composed of SikaBiresin CR72 resin mixed with SikaBiresin CH72-3 hardener at a ratio of 18 g of hardener per 100 g of resin, both supplied by Sika Advanced Resins (USA). All chemicals were used without further purification.
Preparation of nanocellulose
A nanocellulose gel (Nano-OX) was prepared from oxidized kraft pulp fibres using shear processing with an IKA defibrillation system, according to the procedure described by Lassoued et al. 49 First, kraft pulp fibres (30 g dry) were dispersed in deionized water. Concurrently, 2.2 g of 4-acetamido-TEMPO and 5 g of sodium bromide were dissolved in a minimal volume of deionized water. This solution was then introduced into the reactor. Additional deionized water was added to adjust the total volume to 3 L at 1% consistency. The mixture was held at 25°C and pH between 10 and 11. The oxidation reaction was initiated by adding 250 mL of sodium hypochlorite and allowed to proceed for 2 h. The reaction was terminated by adding 75 mL of 3% hydrogen peroxide to neutralize any remaining sodium hypochlorite. The oxidized pulp was then filtered and transferred to a Plexiglas tank connected to a defibrillation system including a pump, a defibrillator, and a bubble cooler to control the heat generated. The defibrillation process lasted 2 h and resulted in the formation of a 2.5% nanocellulose gel with a carboxylate content of about 1560 mmol/kg.
Pretreatment and processing of flax fibres for the UD-mat reinforcement
A series of mechanical and chemical treatments were carried out to prepare and modify the flax fibres and nanocellulose before proceeding with reinforcement fabrication. Each intermediate chemical and mechanical treatment performed on the fibres and UD-mat reinforcement was also tested to verify its influence on the permeability to liquid resin and tensile properties of dry reinforcement, allowing the final choice for the preparation and testing of composites.
Alkaline pretreatment and surface fibrillation of flax fibres
The fibre pretreatment process begins with the surface fibrillation of short fibres, followed by an alkaline treatment (Figure 1). Fibrillation was performed using a Paper and Fibre Research Institute (PFI) refining mill (Noram Quality Control and Research Equipment Limited, Canada) according to the procedure described by Amir et al.
12
25 g dry of short flax fibres (Figure 1(a)) were immersed in 2 L of deionized water and soaked for at least 4 h. The dispersion was then mixed in a standard pulp disintegrator for 10 min at 1000 rpm (Figure 1(b)) and fibrillation was performed in the PFI refiner (400 revolutions, 800 rpm, Figure 1(c)). After fibrillation, the fibres were subjected to an alkaline treatment using a NaOH solution to clean the fibres and facilitate subsequent chemical reactions. They were dispersed and stored for 24 h in a 5% w/w NaOH (Figure 1(d)). Then, the fibres were thoroughly rinsed with deionized water, acidified water (pH around 4) to neutralize any remaining NaOH, and again with deionized water. Steps in the mechanical and alkaline pretreatment process of the short flax fibres. (a) short flax fibres, (b) standard disperser, (c) PFI refining mill and (d) alkaline treatment of fibrillated fibres.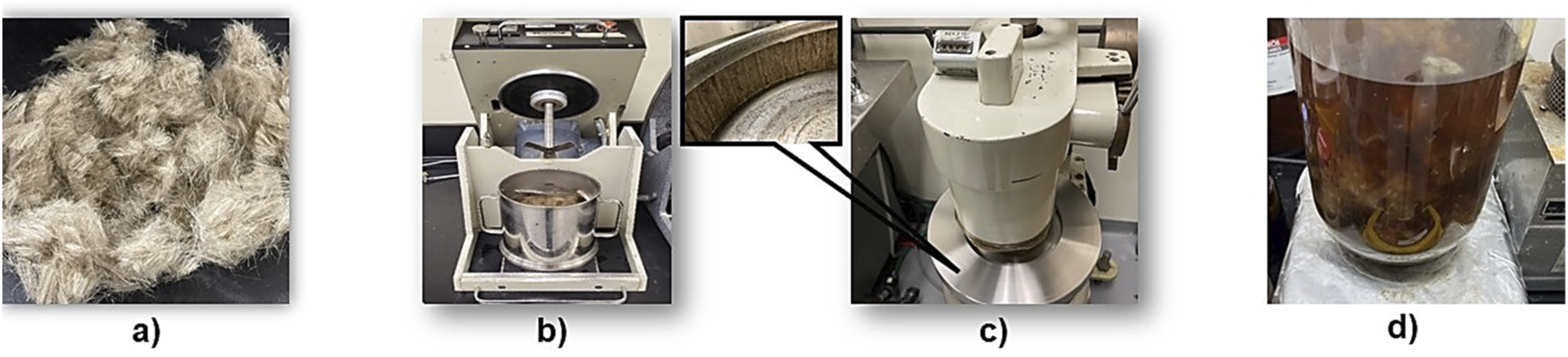
Preparation of modified fibres and nanocellulose for the click chemistry reaction
Figure 2 illustrates the schematic representation of the chemical treatments applied to flax fibers and nanocellulose for the click chemistry reaction. Three types of flax fibers were prepared following the protocols detailed by Blal et al.42,43: propargylated (FLAX-Pr), tosylated (FLAX-Ts), and azidated (FLAX-Az) fibers. Similarly, nanocellulose underwent tosylation (Nano-Ts) and azidation (Nano-Az) treatments to enable its participation in the click chemistry reaction with UD fibres. It is important to note that the nanocellulose and short flax fibres were azidated while the continuous UD fibres were propargylated. This created covalent bonds (through the click-chemistry reaction) between the short fibres and nanocellulose on one side, and the UD fibres on the other side. These treatments are summarized in the subsections below, and the reader is invited to refer to Refs. 42,43 for further details on the experimental procedures. Experimental flowchart of flax fiber and nanocellulose treatments.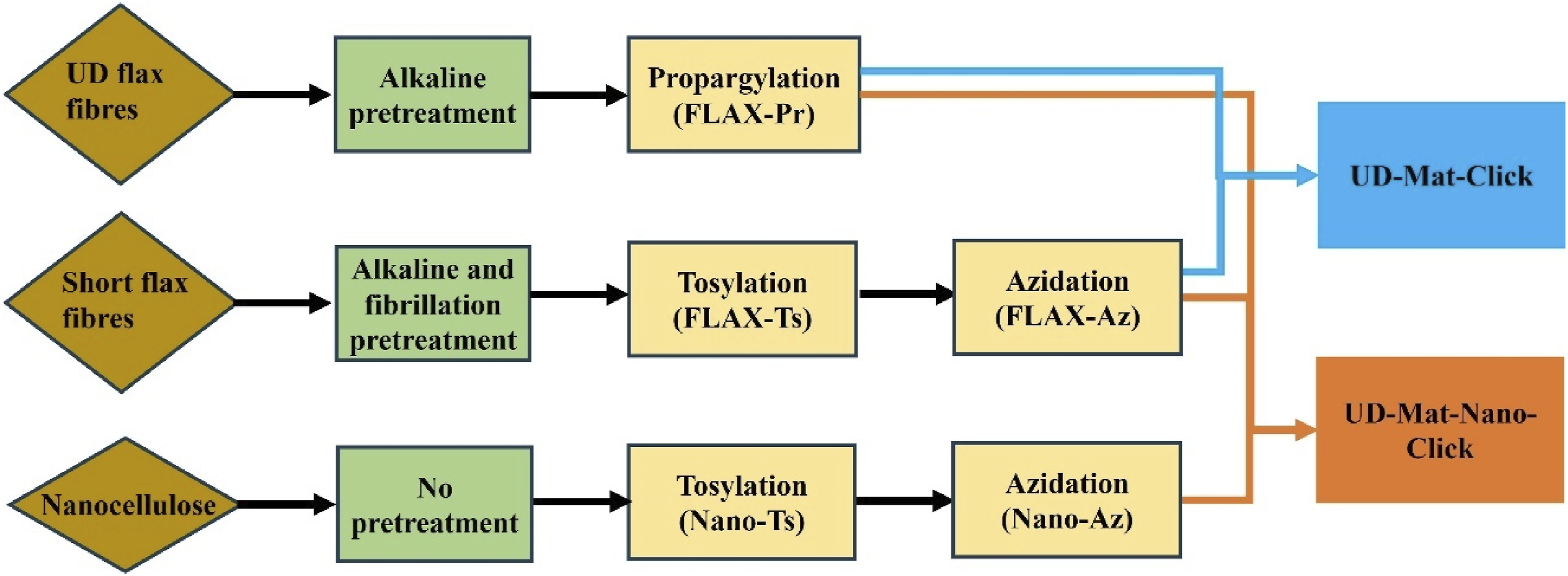
Preparation of propargylated UD flax fibres (FLAX-Pr)
Tex 400 flax yarns were first aligned on a flat winder made with holes (shown in the upper left corner in Figure 3) to facilitate the circulation of the reagent solutions. Propargyl bromide (230 mL) was added to 20 L of 2.5% w/v NaOH containing the flat winder with a 56 g layer of UD flax fibres. The reaction medium was left at room temperature without mechanical stirring for 10 days. Then, the mixture was diluted with 2 L of deionized water, left to rest for 4 h, and the fibres washed with 2 × 10 L of hot water and 4 L of hot ethanol 95%. Dynamic former process for the preparation of the UDM flax reinforcements.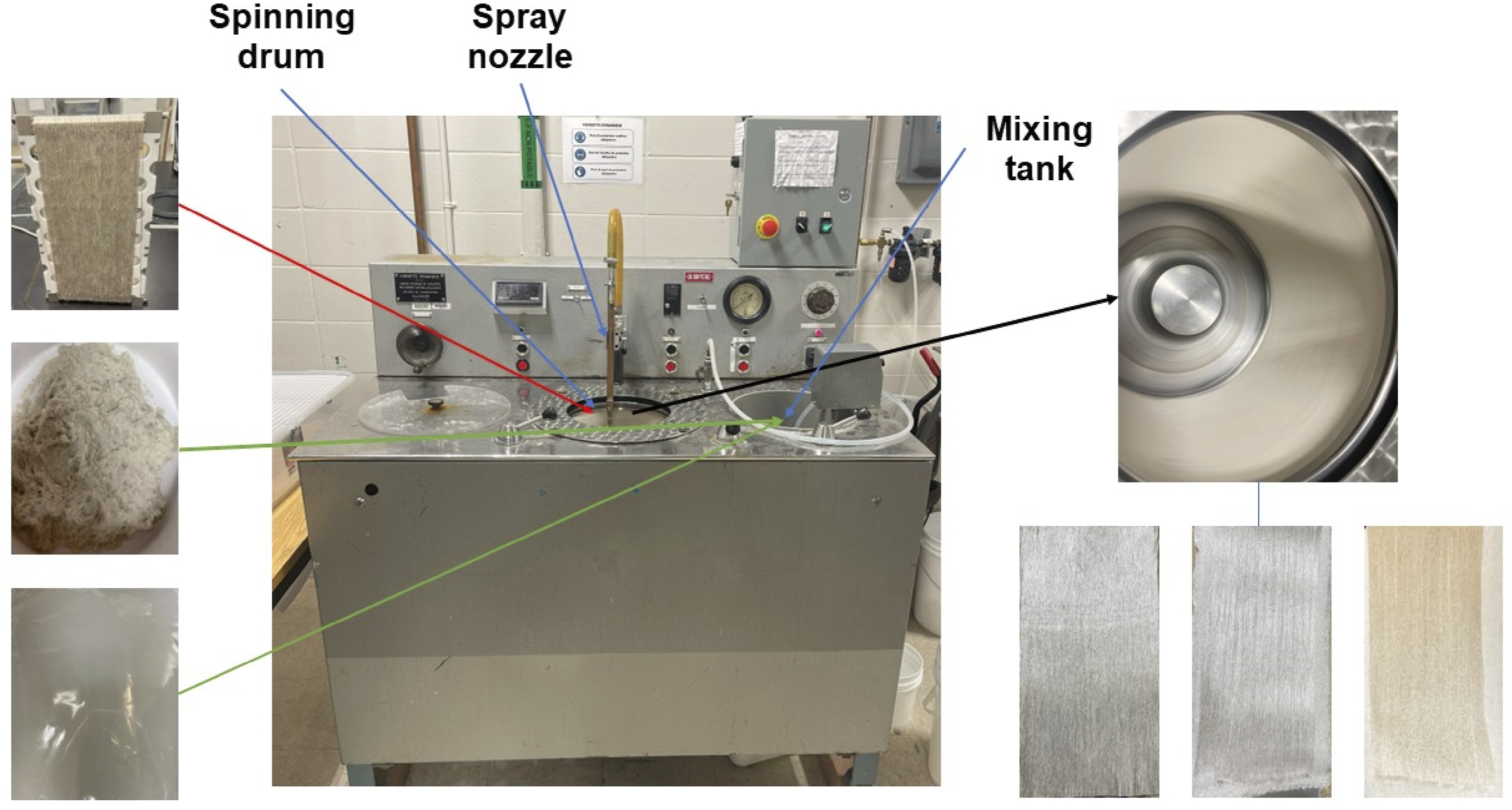
Preparation of tosylated short flax fibres (FLAX-Ts)
Triethylamine (83 mL) and tosyl chloride (110 g) were added to 3 L of a dispersion containing 12 g of the short, pretreated flax fibres in 2.5% w/v NaOH and left under mechanical stirring at room temperature for 10 days. The mixture was then diluted with 2 L of deionized water and the fibres were filtered, washed with 3 × 1 L of hot water and 2 L of hot ethanol 95%, and stored in a desiccator.
Preparation of azidated short flax fibres (FLAX-Az)
Sodium azide (27 g) was added to 12 g of tosylated flax fibres dispersed in 2 L of DMF and left under magnetic stirring at 75°C for 10 days with a condenser to prevent evaporation. After cooling, the mixture was diluted with 2 L of deionized water. The fibres were filtered and washed with 2 L of hot water and 2 L of hot ethanol 95% and stored in a desiccator. The 10 days reaction time for propargylated, tosylated and azidated fibres was chosen based on our recent work on short flax fibres. 43 We observed that it was necessary to increase the reaction time from 7 days for short kraft pulp fibres 42 to 10 days for short flax fibres. This extended duration was found to increase the degree of substitution in flax fibres, which require longer reaction times compared to kraft pulp fibres due to their structure and composition. For sure, such treatment durations may present challenges for high volume productions required in some industries. So future works will be required to optimize the reaction time while maintaining high functionalization efficiency to address this limitation.
Preparation of tosylated nanocellulose (Nano-Ts)
Triethylamine (52 mL) and tosyl chloride (72 g) were added to 475 mL of 2.5% w/v NaOH containing 10 g of nanocellulose and let to react under mechanical stirring for 24 h at room temperature. The dispersion was then added in 500 mL of a (50–50) water/ethanol 95% mixture. The solids were filtered and washed with 500 mL of hot water and 500 mL of ethanol 95%.
Preparation of azidated nanocellulose (Nano-Az)
Sodium azide (22 g) was added to Nano-Ts (8 g) dissolved in 240 mL DMF and let to react for 24 h at 75°C. After cooling, the mixture was precipitated in 500 mL of distilled water and filtered. The precipitate was washed with 500 mL of hot water and 500 mL of ethanol 95%.
Preparation of the UD-mat flax reinforcement
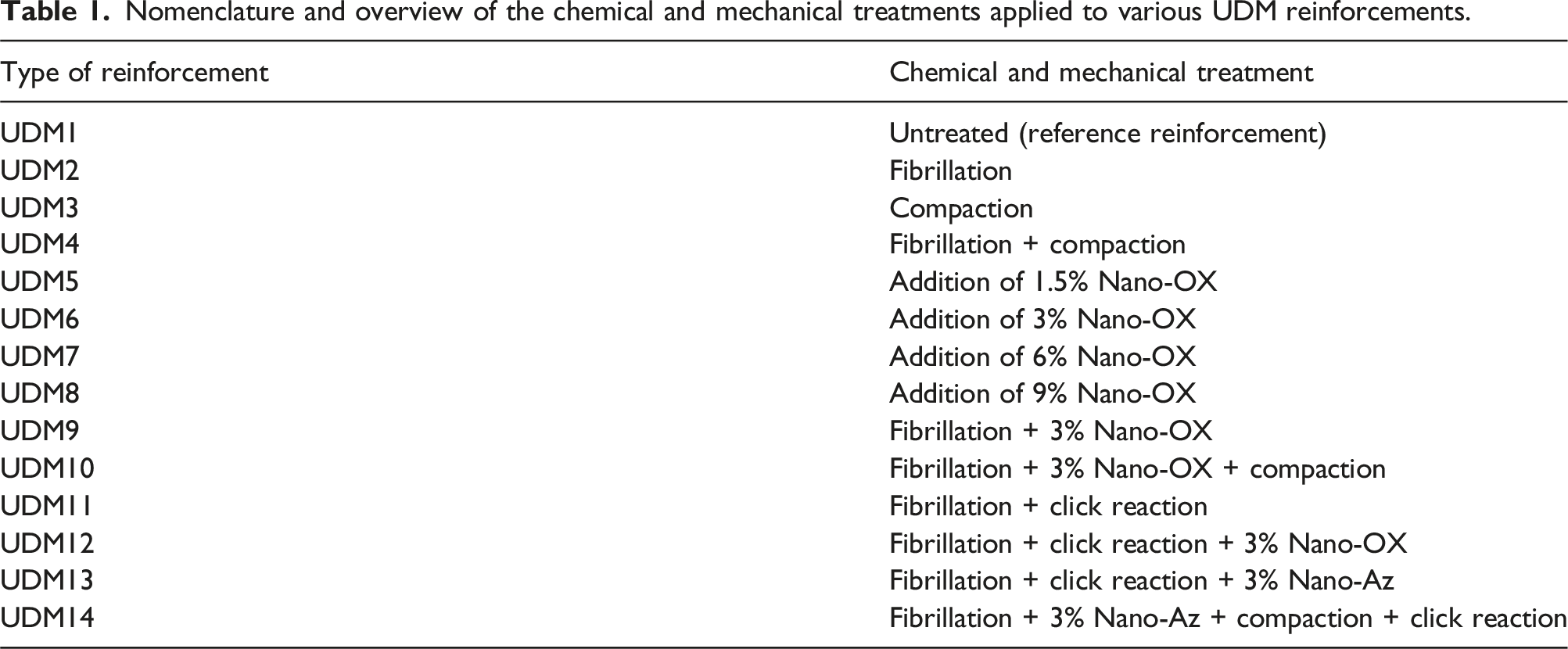
Nomenclature and overview of the chemical and mechanical treatments applied to various UDM reinforcements.
Composite plate molding
Composite plates were molded using the resin transfer molding (RTM) process, with the same mold and procedure detailed in previous works.12,13 Before molding, the 300 g/m2 UDM reinforcements were dried at 70°C for 2 h. The mold cavity thickness was adjusted using aluminium shims positioned between the mold halves to maintain a consistent fibre volume fraction (Vf) around 40% for all plates. Vf was calculated using equation (1),
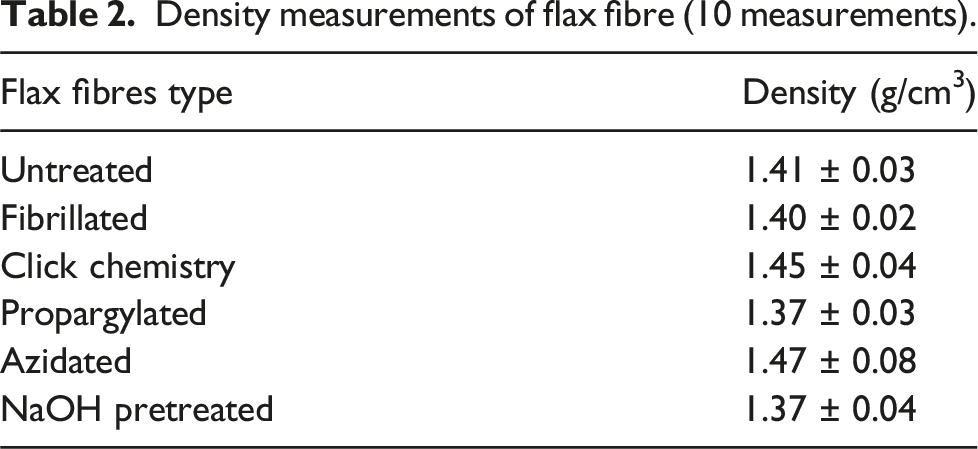
Density measurements of flax fibre (10 measurements).
Characteristics of composite plates made of different UDM reinforcements.
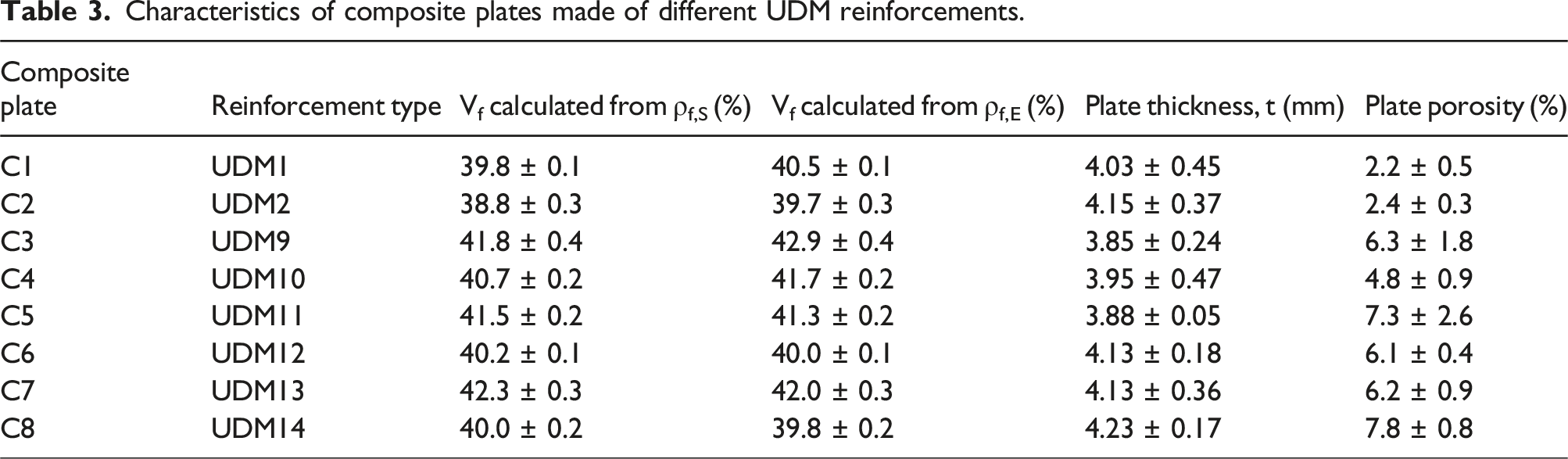
The reinforcements chosen for the plates allowed to evaluate and compare the effects of each treatment on the final properties of the composites. The low influence of the treatments on the fibre density results in fibre volume contents all around 40%, except for C7 with a value slightly higher at 42%. Thus, and considering the standard deviations, fibre treatments had no significant effect on Vf. Porosity was calculated from the volumes of resin and reinforcement in each plate, obtained by dividing their weight by their respective density. Comparing the sum of these volumes to the volume of the molded plate allowed to estimate the plate porosity. As observed, porosity is quite high for tests C3 to C8, especially for C8 at 7.8%. This point will be discussed when comparing the permeability data with the tensile tests results.
Characterization of fibres, reinforcements and composite plates
Treated fibres, reinforcements and composites were characterized using chemical analysis (on treated fibres), permeability tests (on dry reinforcements), porosity tests (on composites) and tensile testing (on dry reinforcements and composites). The chemical analysis was realized to confirm the successful propargylation, tosylation, and azidation of kraft pulp and flax fibres as previously demonstrated.42,43 Permeability and tensile tests performed on dry UDM reinforcements provided insights into the effects of treatments and nanocellulose incorporation on the molding and on reinforcement themselves, helping to select the reinforcements for the molding composite plates. Finally, tensile tests on composite plates allowed to evaluate the effect of the different treatments on the final properties of composites, with particular attention to the combined effect of click chemistry and mechanical treatments.
Chemical characterization
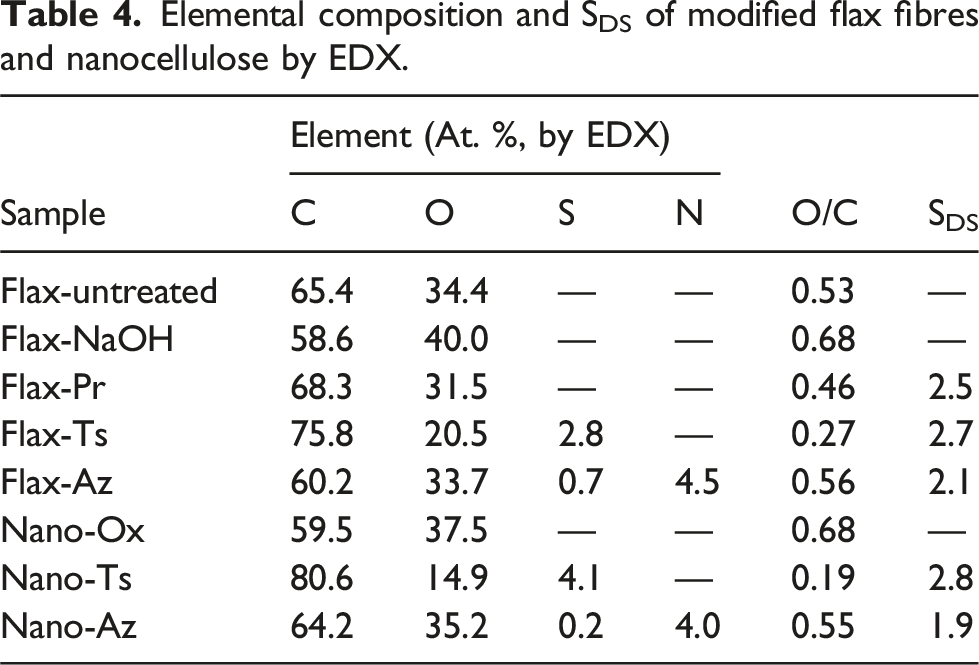
Infrared spectroscopy was performed using a Thermo Scientific Nicolet iS10 FTIR spectrometer, with 32 acquisitions at room temperature and a resolution of ±4 cm−1. These tests allowed to identify the functional groups introduced onto the flax fibres and nanocellulose surface. Scanning electron microscopy (SEM) assessed the effect of click chemistry and its precursor chemical treatments on fibre morphology. SEM images were obtained using a Hitachi SU1510 microscope operating in secondary electron mode with a beam current of 100 mA and an accelerating voltage of 15 kV. The microscope was equipped with an energy-dispersive X-ray spectroscope (EDX, Oxford Instrument X Max 20 mm2) for a detailed elemental analysis of the fibre surface. To enhance the SEM image quality and facilitate EDX analysis, fibres were sputter-coated with gold. This involved preparing a pellet-like compact sample from the treated fibres, which was then coated with a thin layer of conductive metal to prevent charging effects, ensuring accurate imaging and analysis. EDX analysis data complemented the FTIR findings, providing evidence of successful modifications. The functional groups on the surface of propargylated, tosylated, and azidated fibres mainly comprised carbon, sulphur, nitrogen, and oxygen.
Tensile testing of UDM reinforcements
Tensile tests were conducted on dry UDM reinforcements on samples measuring 25 mm by 150 mm to evaluate the tensile stiffness (TS), strain at break (SAB), and maximum force per unit width (FUW). These tests were performed following TAPPI T 494 om-01 test method using an Instron-U150 LM equipped with a 10 KN load cell, at a constant speed of 2 mm/min. Six (6) samples were tested per reinforcement type in Table 1.
Permeability measurement of UDM reinforcements
The planar permeability of UDM reinforcements was measured using the radial flow method, allowing measurements in both the longitudinal (UD fibre direction) and transverse directions. A 20 W-50 grade motor oil, chosen for its hydrophobic nature and low viscosity (440 MPa-s at 21°C), was used to mimic the liquid epoxy resin. The test sample consisted in a stack of five layers of reinforcement, each 140 mm by 140 mm, centrally perforated with a 12 mm diameter hole serving as injection cavity. The evolution of the flow front was recorded on video and transformed into a sequence of images taken at one-second intervals. Measurements of the Rx and Ry radii derived from the ellipses allowed the determination of permeability in the longitudinal (Kx) and transverse (Ky) directions following the well-known procedure. 52 Three (3) tests were realized per reinforcement type in Table 1.
Tensile testing of composites
Tensile tests were conducted in compliance with ASTM D3039 for tension testing of polymer matrix composite materials. At least five (5) tests were realized per composite plate in Table 3. Coupons 254 mm long per 254 mm wide were tested with an Instron-U150 LM testing machine, equipped with a 50 kN load cell. The axial extension was measured with a 50 mm Instron 2620 extensometer. The tests were conducted at a constant velocity of 2 mm/min, adhering to the standard specifications.
Results and discussion
Characterization of modified fibres and nanocellulose
FTIR spectroscopy analysis
The FTIR spectra of untreated and modified flax fibres show the different functional groups added after propargylation, tosylation and azidation reactions (Figure 4). The broad peak around 3400 cm−1, attributed to O-H stretching related to alcohol group, is observed in all samples, but more intensely in the NaOH, Pr, and Az treated fibres suggesting changes in hydrogen bonding and the removal of contaminants. The peaks near 2900 cm−1, also found in all samples, corresponds to C-H stretching. Flax-Pr shows a new peak around 2108 cm−1 attributed to C≡C alkyne stretching, confirming the addition of propargyl groups. Flax-Az shows an absorption peak at 2037 cm−1, characteristic of N=N=N azide stretching, verifying the presence of azide groups. FTIR spectra of flax fibres with different chemical modifications, in particular 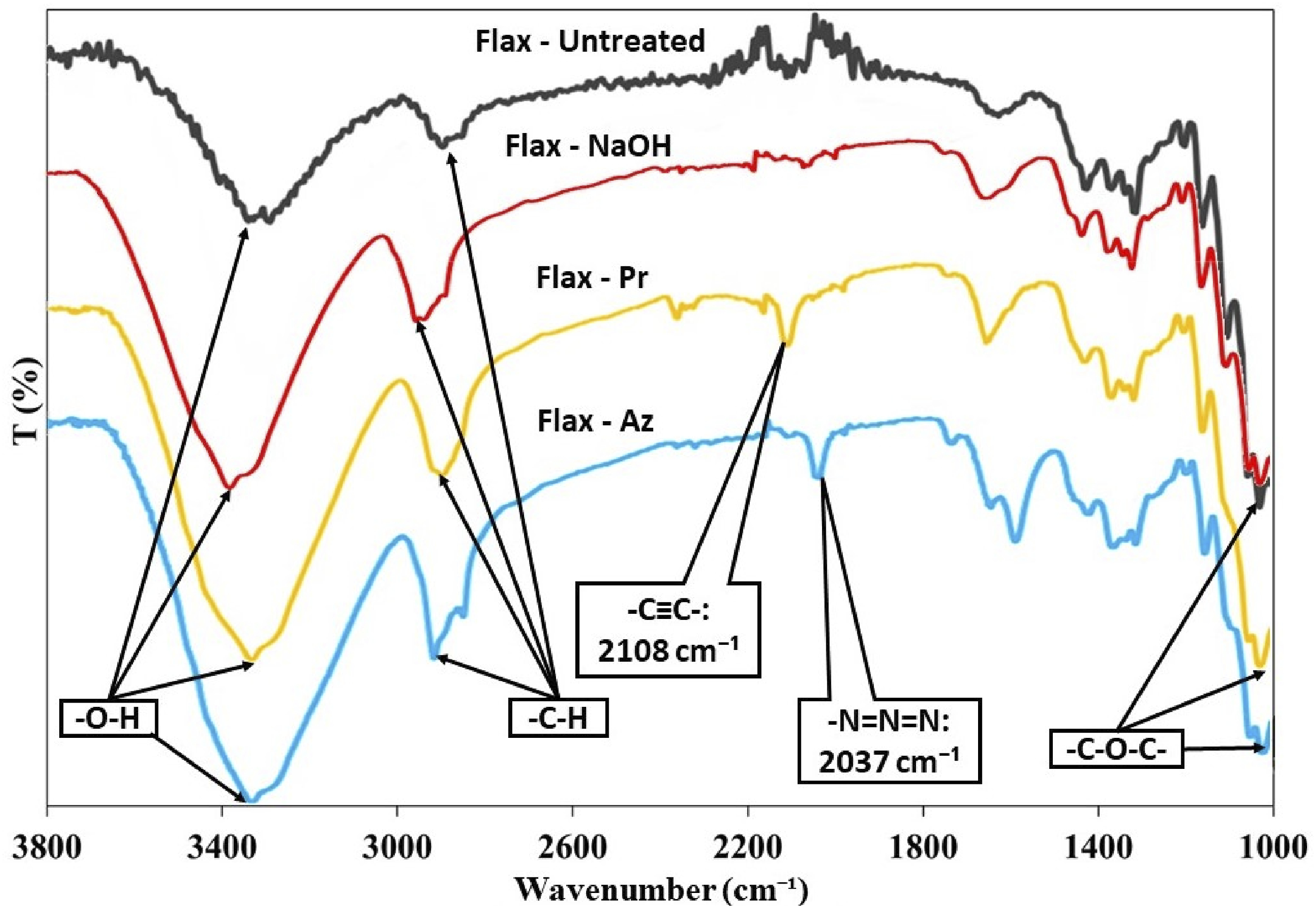
In Figure 5, the FTIR spectra of oxidized and modified nanocellulose (Nano-OX, Nano-Ts and Nano-Az) provide a clear contrast between the chemically modified nanocellulose gels. The spectra reveal the characteristic peaks of the functional groups introduced during the chemical modifications. For Nano-OX, the broad peak around 3300 cm−1 corresponds to hydroxyl groups and the peak at 1600 cm−1 to carboxylate groups from the oxidation of kraft pulp fibres. The Nano-Ts spectrum shows -S=O peaks around 1137 cm−1 and 1336 cm−1, confirming the tosylation process. Azidation is confirmed by a strong sharp peak at 2045 cm−1, not present in untreated nanocellulose. FTIR spectra of chemically modified nanocellulose, showing key absorption bands such as 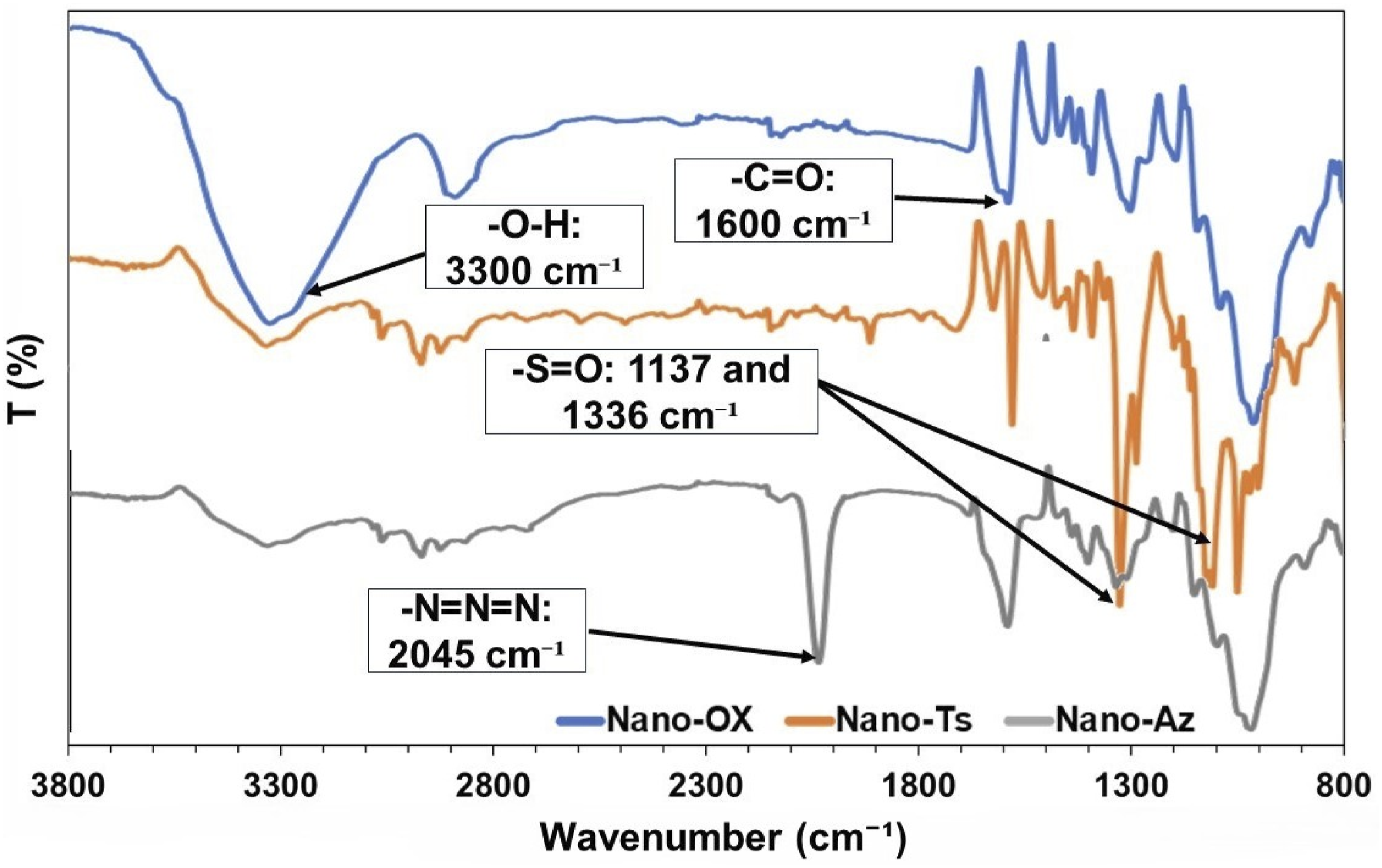
SEM and EDX elemental analysis
Elemental composition and SDS of modified flax fibres and nanocellulose by EDX.
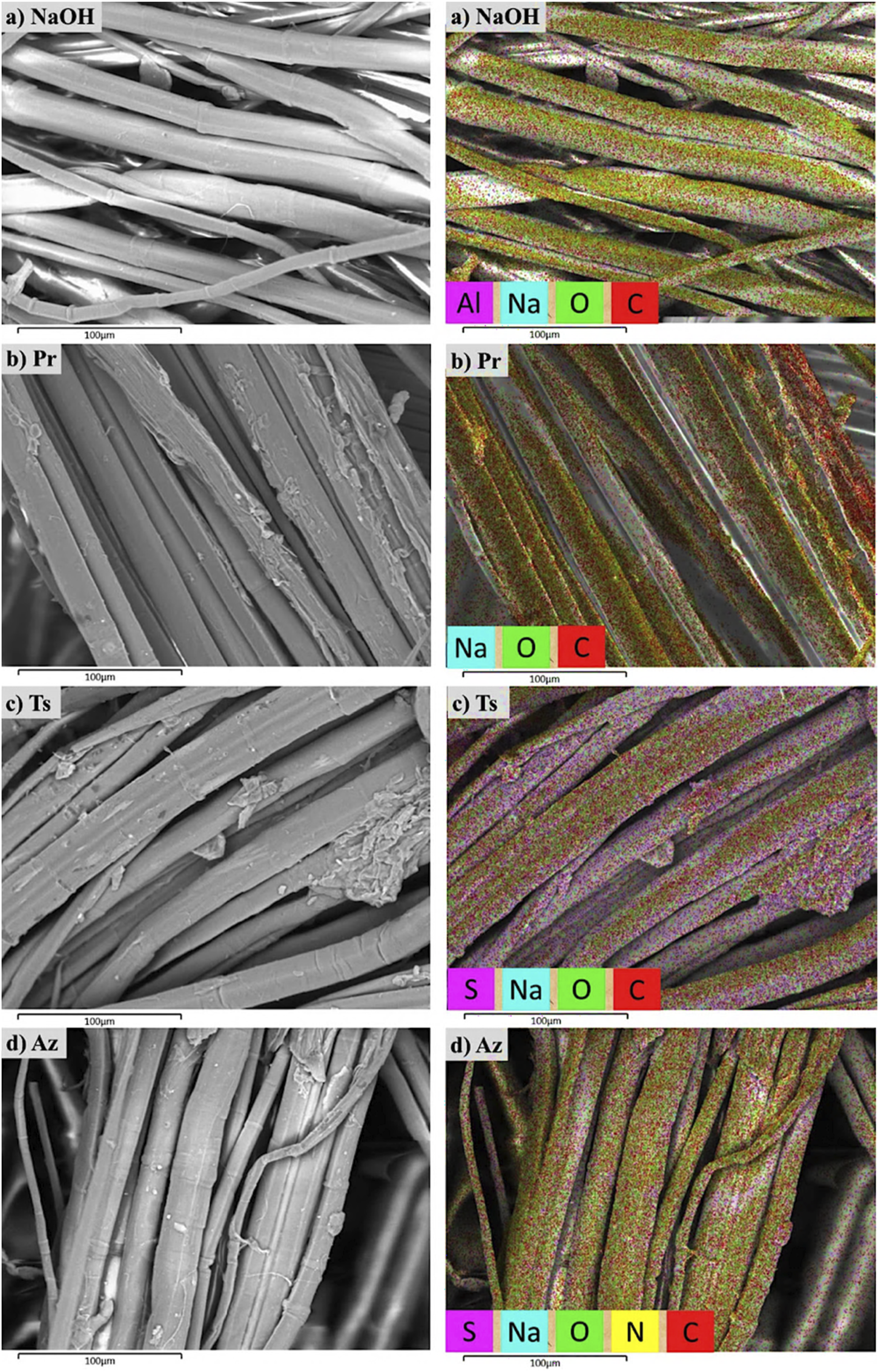
SEM images and EDX mapping of flax fibres: (a) NaOH pretreated; (b) propargylated; (c) tosylated; and (d) azidated.
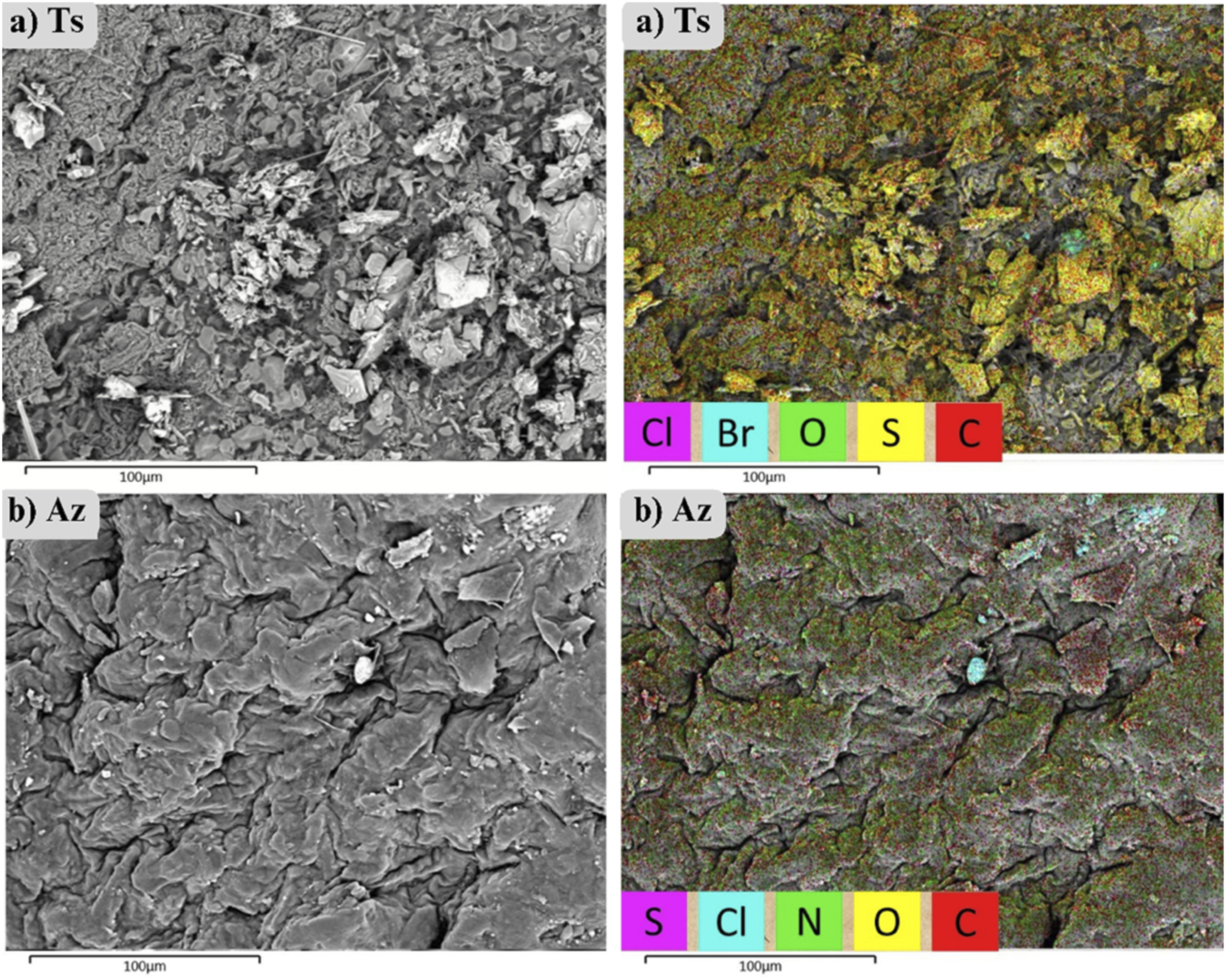
SEM images and EDX mapping of nanocellulose: (a) tosylated and (b) azidated.
Effect mechanical and chemical treatments on the permeability of reinforcements
The permeability values of the UDM reinforcements are shown in Figure 8, with large differences between Kx and Ky highlighting the anisotropy of the UD composite. Untreated UDM1 exhibits the highest permeability values. As observed by Bernaoui et al.,
12
fibrillation (UDM2) does not significantly alter the overall permeability. Compaction (UDM3) also slightly affect permeability by reducing interfibre voids in the preform. Combining compaction and fibrillation (UDM4) leads to decreases of 29% in Kx and 25% in Ky. These results suggest that the effect of mechanical treatments is almost insignificant, except for the combination of fibrillation and compaction. Impact of chemical and mechanical treatments on the permeability of UDM flax fibre reinforcements.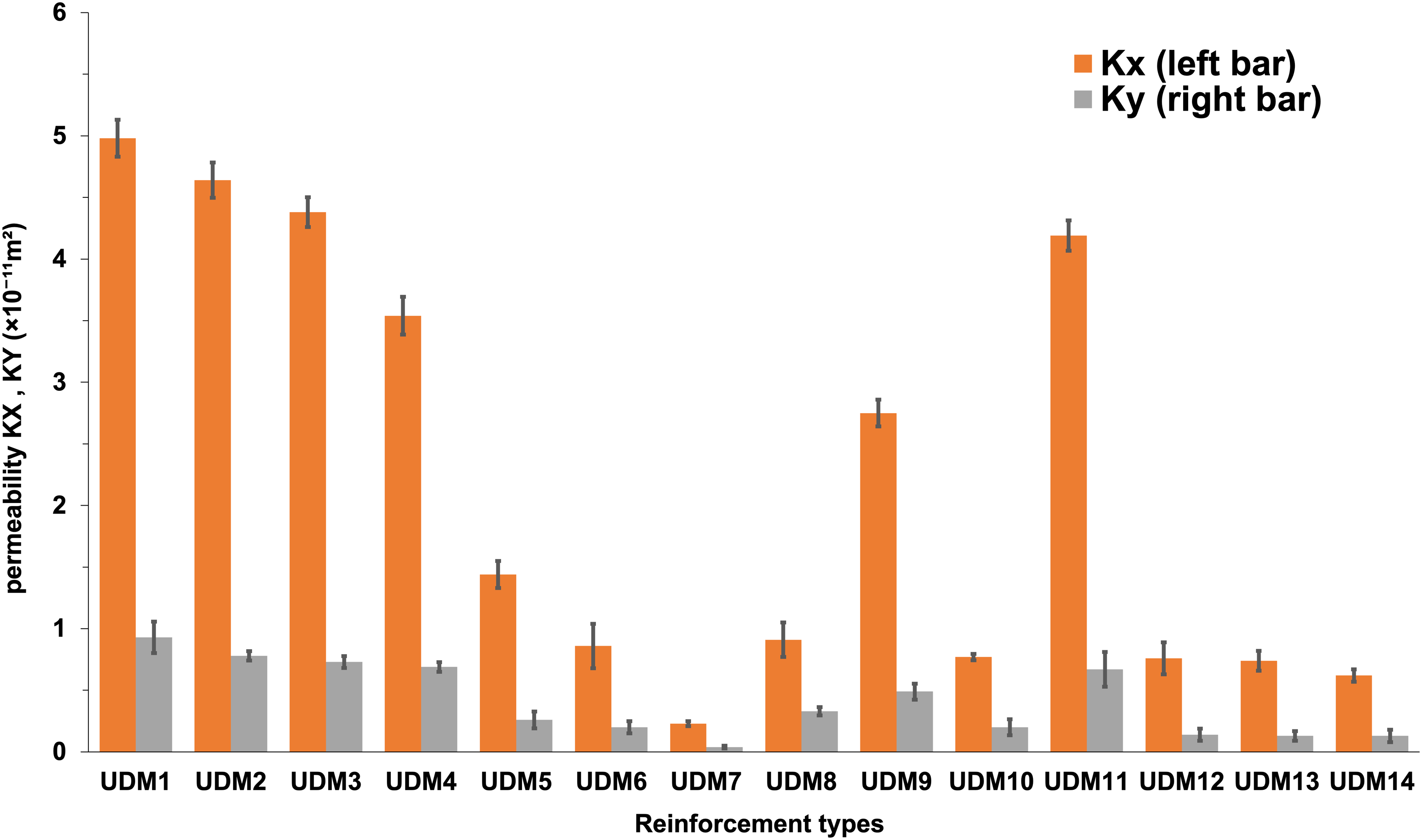
The addition of nanocellulose is detrimental to permeability. As the nanocellulose content increases from 1.5% to 9%, both Kx and Ky decrease markedly, the lowest values are obtained with UDM7 (6% nanocellulose). This reduction is likely due to nanocellulose filling interfibre voids in the preform. However, the formation of nanocellulose clusters was observed in UDM8 reversing the downward trend in permeability. When fibrillation is combined to the adding of 3% of nanocellulose for UDM-9, the permeability re-increases compared to UDM-6, while for UDM-10 including compaction the permeability is almost maintained. So, to limit the permeability reduction,
3% of nanocellulose is here considered a good compromise. This will be confirmed in the next section regarding the tensile tests on dry reinforcements. Reinforcements combining click chemistry, fibrillation and compaction with 3% nanocellulose addition (UDM12 to UDM14) give low permeability values. The lowest values are observed with UDM14 (Kx = 0.62 × 10−11 m2 and Ky = 0.13 × 10−11 m2). These results demonstrate the potential impact of the incorporation of nanocellulose and compaction on resin flow in the molding process. Compared to UDM11, made of fibrillated and cross-linked fibres only (no nanocellulose) and where a very small reduction in both Kx and Ky is observed compared to UDM1, this confirms the weakly negative effect of fibrillation and the strongly negative effect of adding nanocellulose.
Tensile testing of UD-mat reinforcements
The thorough testing conducted on UDM dry reinforcements is important to guide the selection of treatments for composite plate fabrication, not only in terms of ease of molding via the permeability values, but also because the increased strength and stiffness of the reinforcement will partly transfer to composite laminates. Additionally, stronger reinforcements could contribute to the preparation of geometrically consistent fibre preforms for liquid molding processes like RTM. So, it is important to examine how these treated reinforcements behave individually, which is the object of this section.
The tensile properties of UDM reinforcements described in Table 1 are presented as bar charts in Figures 9–11. To ease the reading and clarify the analysis, the three groups mentioned in Section Preparation of the UD-mat flax reinforcement have been used. As a reminder, test UDM1 (the untreated UDM) serves as the base reference. Force per unit width (KN/m) in the fibre direction of various UDM flax fibre reinforcements after different chemical and mechanical treatments. Tensile stiffness (kN/m) of various UDM flax fibre reinforcements after different chemical and mechanical treatments. Strain at break (%) of various UDM flax fibre reinforcements after different chemical and mechanical treatments.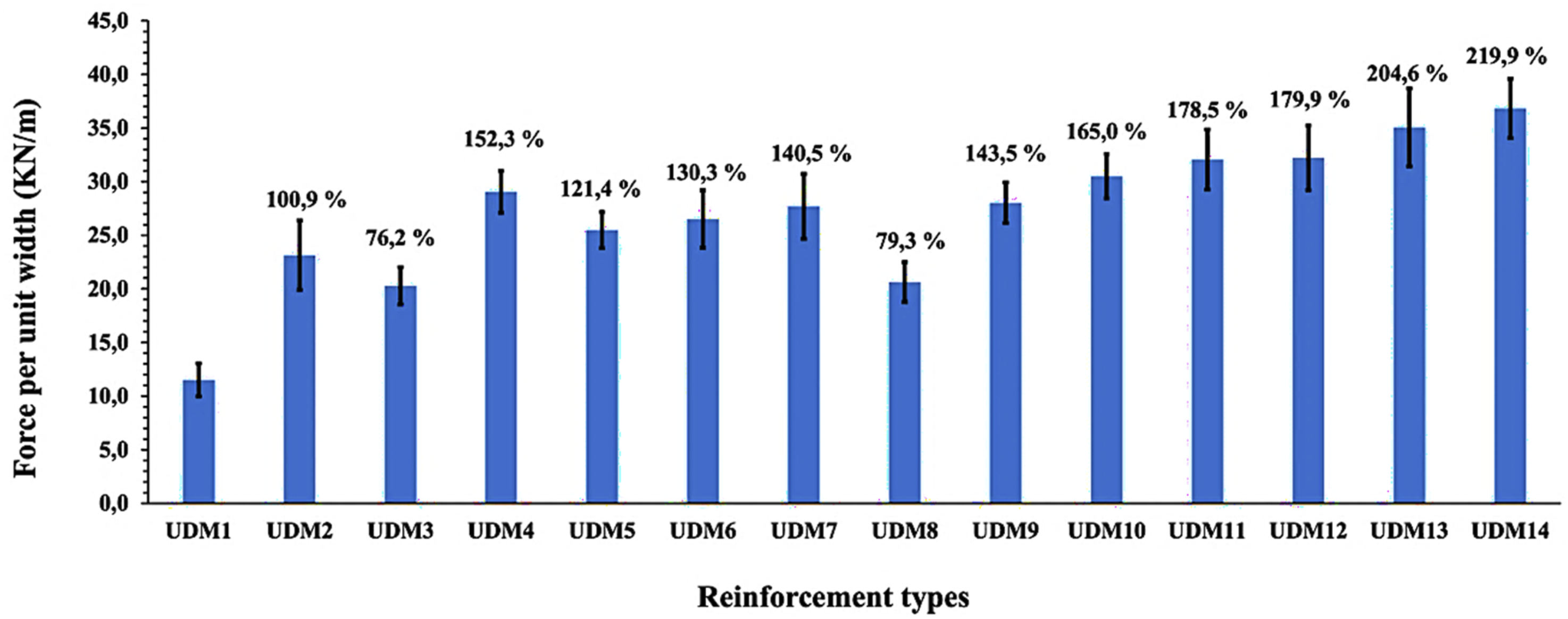
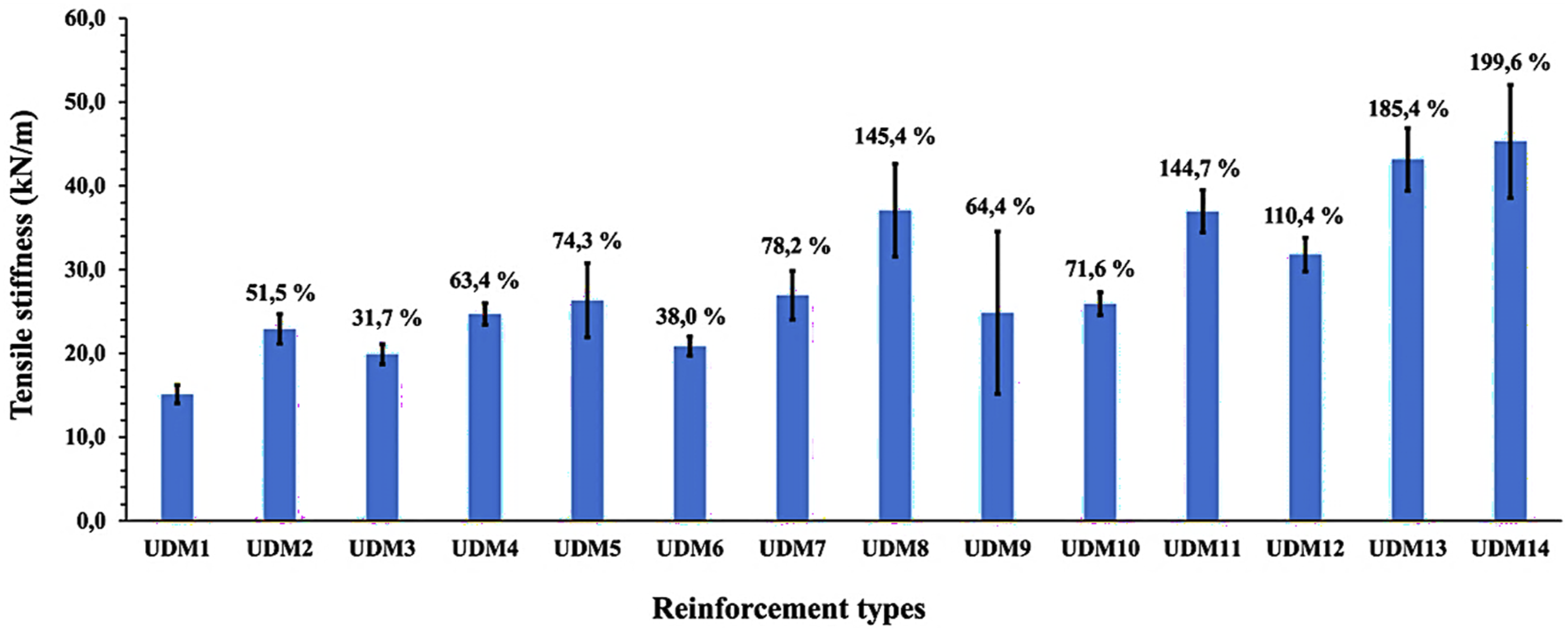
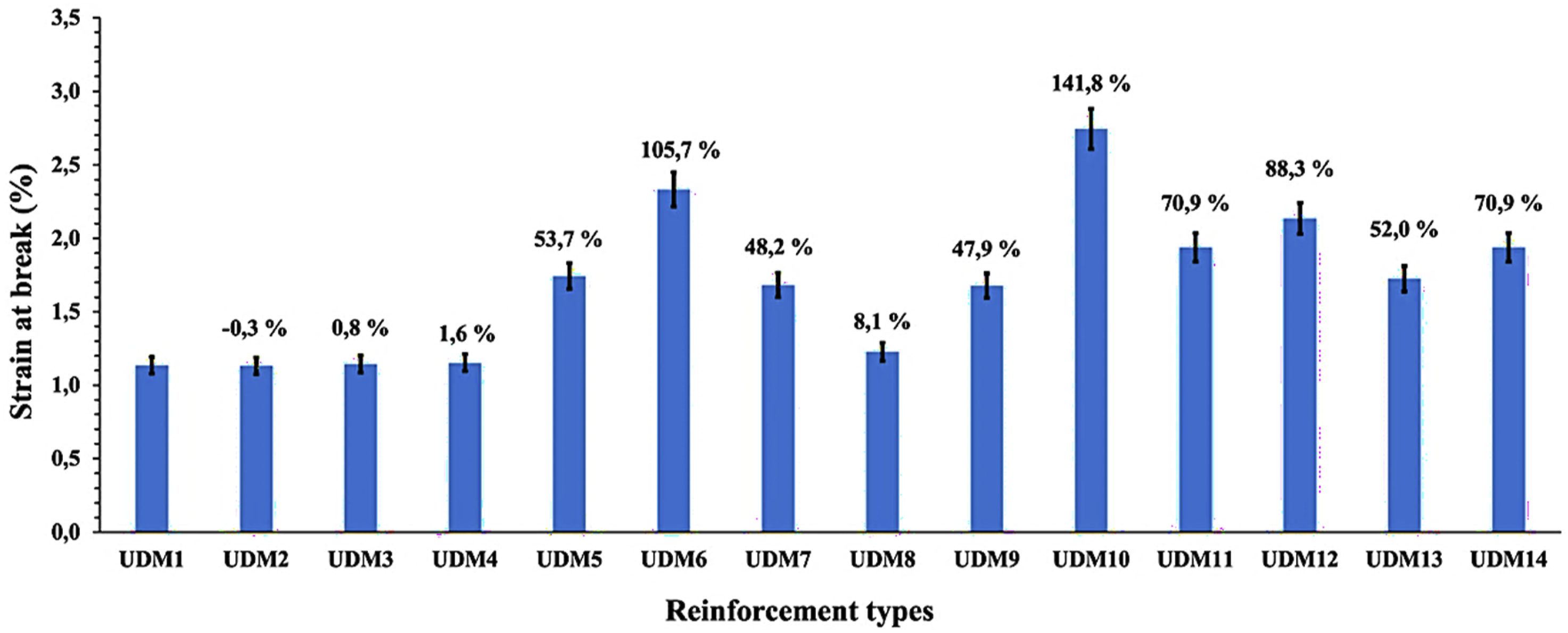
Next, UDM2 to UDM4 (group 1) correspond to tests comprising mechanically treated reinforcements only. UDM5 to UDM10 (group 2) correspond to those for which nanocellulose was added. Finally, group 3, UDM11 to UDM14 (the click treatment group), correspond to tests where the click chemistry reaction occurs between the propargylated and azidated fibres, with or without nanocellulose and reinforcement compaction. The tested properties are the force per unit width (FUW), the tensile stiffness (TS) and the strain at break (SAB). The percentages indicated correspond to the variations compared to UDM1. First, all samples show increases in FUW (Figure 9) and TS (Figure 10). Mechanical treatments of group 1, especially tests UDM2 and 3, caused lower increases in FUW and the lowest increases in TS and SAB compared to the samples of groups 2 and 3. Nevertheless, UDM2 and UDM3 show improvements of 100.9% and 76.2% in FUW and of 51.5% and 31.7% in TS compared to UDM1. These improvements are attributed to increased interfibre contacts due to compaction and fibre entanglement promoted by fibrillation.12,43 However, this means that considered separately, fibrillation and compaction would be less effective at improving FUW and TS than when they are combined in UDM4 showing the highest increases of the group. They are also less effective at improving FUW and TS than when combined with nanocellulose. This is observed with the results of UDM9 and UDM10 where fibrillation is combined with compaction and the addition of 3% Nano-OX. In these samples, FUW increases up to 165.0% for UDM10, along with TS and SAB increases of 71.6% and 141.8% respectively. Comparing UDM4 (fibrillation + compaction) with UDM10 (fibrillation + compaction + 3% Nano-OX), the adding of nanocellulose on the increase of properties seems negligible considering the variability of the results, except for the SAB where a 141.8% increase is observed for UDM10. This means adding nanocellulose has a large influence on the deformability of the dry reinforcement, so globally combining fibrillation, compaction and the addition of a low amount of nanocellulose result in significant improvement of the tensile properties.
The amount of nanocellulose that can be added depends on the results of tests containing only nanocellulose in group 2 (tests UDM5 to UDM8). The gradual addition of nanocellulose increases the FUW up to a maximum of 140.5% at 6% Nano-OX (UDM7). However, considering the very low permeability of UDM7 (Figure 8), the 130.3% improvement in FUW of UDM6 confirms the 3% adding of Nano-OX as compromise for the molding and testing of composite plates. UDM8 shows a drop in FUW due to the formation of nanocellulose clusters, as mentioned previously. There are challenges in achieving uniform dispersion at higher concentrations of nanocellulose. 53 The TS shows dropping amelioration from UDM5 to UDM6 followed by increasing effect with the nanocellulose level up to 145.4% for UDM8, while the SAB follows exactly the opposite trend in Figure 11. It shows increasing amelioration up to 105.7% for UDM6, followed by a drop down to UDM8 with only 8.1%. Again, the formation of nanocellulose clusters in UDM8 weakened the reinforcement. For this test, the relatively high FUW combined with the very low SAB resulted in the highest TS (Figure 10). Globally, UDM6 was considered a good compromise in terms of nanocellulose content for molding the composite plates because of its adequate permeability to resin combined to high FUW and SAB for the dry reinforcement.
Finally, the highest improvement in FUW and TS are obtained in group 3 after the click-chemistry reaction (UDM11 to UDM14), especially test UDM14 with mean increases of FUW and TS around 219.9% and 199.6% respectively, while SAB fluctuates around 70.9%. The direct influence of click chemistry is highlighted by comparing tests UDM10 and UDM14. Both include fibrillation, nanocellulose, and compaction; however, UDM14 also incorporates click chemistry. Very high improvements are observed in Figures 9–11 when using UDM1 as reference. But taking UDM10 as reference, FUW and TS for UDM14 show significant increases of 20.7% and 74.9%, respectively. These improvements are primarily attributed to the formation of covalent bonds through the click chemistry reaction. The higher increase in TS is explained by the combination of increased FUW and decreased SAB observed for UDM14 compared to UDM10 in Figures 9 and 11. Clearly, the click chemistry reaction combined to fibrillation, compaction and the addition of 3% nanocellulose produce the best reinforcement due to the combination of all effects in a same reinforcement. However, for the FUW and considering the standard deviations in UDM11 to UDM14, it is not possible to distinguish the contribution of each individual treatment on the result. Additional analyses will be required to determine the influence of each modification. Potential influences, such as the extent to which cross-linking occurs (degree of cross-linking), the uniformity of the cross-linking throughout the material (homogeneity of cross-linking sites), and how natural fibres, which have uneven (non-isotropic) properties, respond to the formation of covalent bonds.
Tensile testing of composite plates
Figure 12 shows the standard stress-strain curves for the tensile tests conducted on the composites listed in Table 3. The well-known bilinear behavior of UD flax composites is observed for all samples. The curve starts with a first linear portion up to a strain value of approximately 0.15%, referred to as the knee of the curve. This is followed by a second linear portion beyond this point. This behavior is mainly caused by the realignment of microfibrils within the fibres.
54
In the present case, however, the tensile strain at the knee of the curve increases slightly from test to test, starting at 0.16% with C1 up to a maximum value of 0.23% for C8. These values were obtained from the intersection of slopes before and after the transient region delimiting the knee of the curve and are presented in the upper left corner of Figure 12. These results, combined with the increase in elastic modulus measured from the slopes before the knee point, suggest an extension of the elastic behavior to higher stress and strain levels. This improvement is partly attributed to an enhanced fibre-matrix interface in the composites when all treatments are applied, as in the C8 sample (plates made from UMD14 reinforcements). Typical tensile stress–strain curves for untreated and chemical treated flax fibre reinforced composites.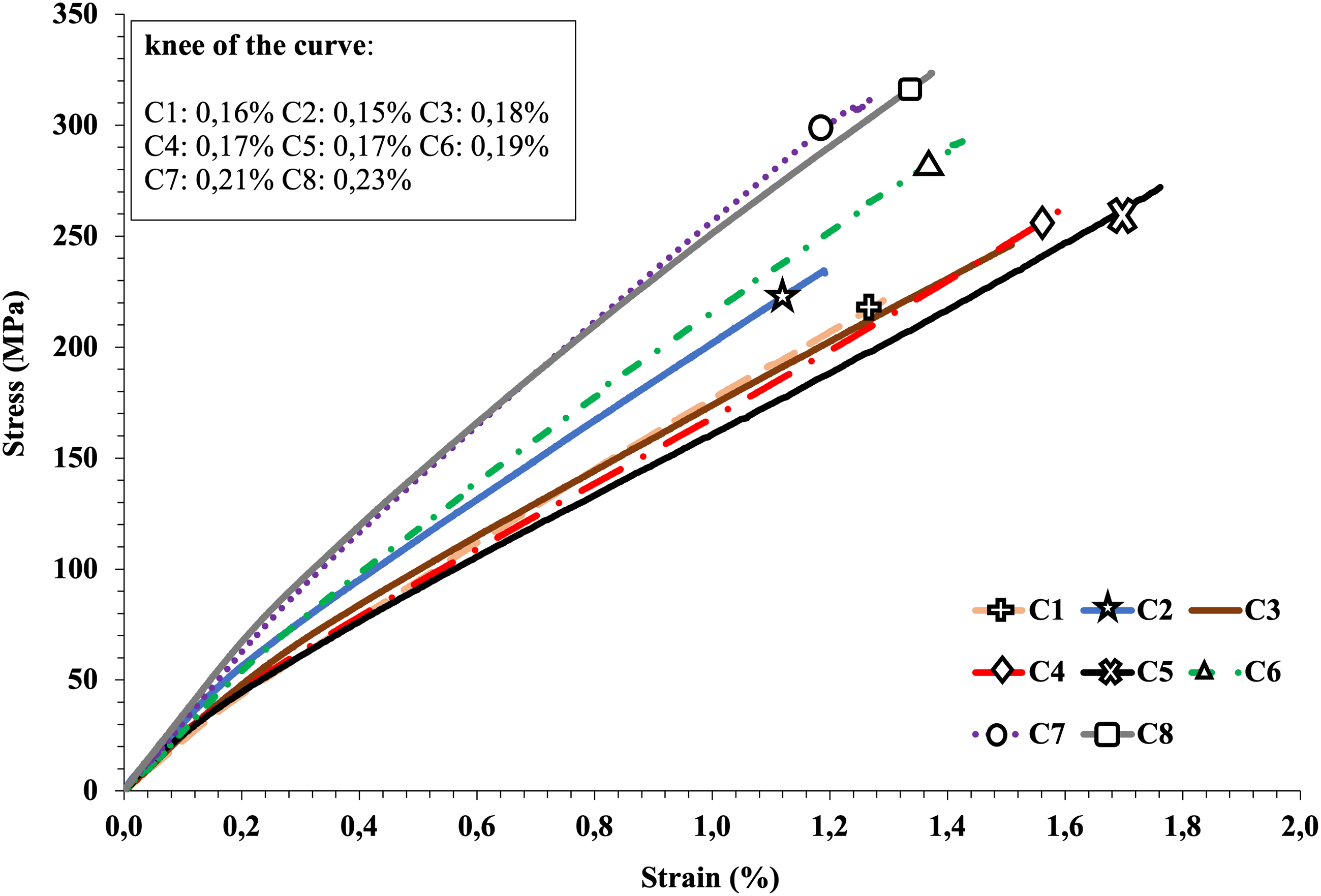
Effect of treatments on the tensile properties of UDM/epoxy composites.
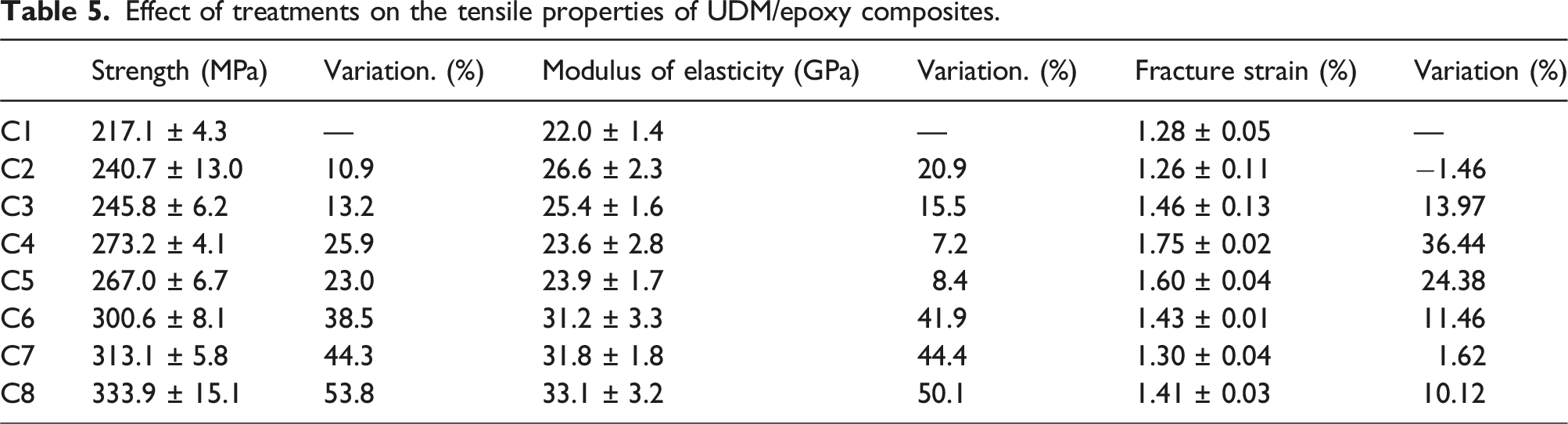
Globally, a continuous amelioration in strength was obtained with additional treatments, starting from fibrillation alone with C2, up to C8 comprising all treatments. These contribute 53.8% of the strength increase while click chemistry alone contributes for 22.2%. The properties of C8 are also a consequence of the propargylation and azidation of fibres, which increase their hydrophobicity and make them more compatible with the epoxy resin. This promotes the wettability of fibres and the consolidation of the interface between the fibres and the matrix, resulting in a more efficient transmission of mechanical loads.55,56
All samples show MOE improvements in the 16 to 50% range, except for C4 and C5 which are below 10%. Samples with the lowest MOE increases are also those with the highest increases in fracture strain. This is partly explained by the fracture strain for these samples which are the highest of all tests. The low MOE of C4, made with the UDM10 reinforcement, is consistent with the high SAB of UDM10, which was the highest of all dry reinforcements. This behavior was attributed to the presence of nanocellulose in this reinforcement. Again, this suggests that the improvements made on the SAB of the dry reinforcement is transferred to composites via higher fracture strain. For all other tests in Table 5, notable ameliorations are observed in the fracture strain, with increases between 10.1% for C8 and 14% for C3. Combined to higher MOE, higher fracture strain resulted in globally higher strengths, as also shown in Figure 12.
Although enhancements around 50% in strength and MOE have been obtained for C8, the compaction stage and especially the presence of nanocellulose reduces the permeability to liquid resin, potentially leading to inadequate impregnation of fibre preforms. This is corroborated by the porosity values of composites (last column of Table 3). An increase in porosity from 2.2% for C1 to 7.8% for C8 was obtained, which is quite high for composites. It is known that to minimize the composite porosity (by improving impregnation quality) during resin injection, the flow rate needs to be adjusted to balance the effect of capillary impregnation (inside fibre yarns) at low resin velocity with that of viscous forces (between reinforcement yarns) at high resin velocity. 57 The aim of the present work was not to enter into a detailed analysis of the impregnation process, but perhaps here reduced impregnation rates could improve the quality of the impregnation. However, and considering the low reinforcement permeability of UDM14 (used for plate C8), reduced impregnation rates mean longer filling times, which were not possible considering the risk of premature resin cure. Nonetheless, the actual improvements in tensile properties of C8 suggest that with lower plate porosities, properties improvements greater than 50% could be obtained. It is therefore crucial to enhance the permeability of the treated reinforcements by modifying the porous structure. This can also be done, partly at least, by optimizing the mechanical treatments, such as fibrillation and compression, as well as the chemical treatments, such as treatment duration and amounts of reagents, to improve the wettability of the fibres by the liquid resin. Finally, it is worth mentioning that the treatments were mainly designed to enhance the mechanical properties of the dry reinforcements by reinforcing fibre-fibre interactions through fibrillation, compaction, nanocellulose addition, and click chemistry. These modifications targeted mainly the internal structure of the reinforcements, focusing on fibre-fibre and nanocellulose-fibre bonds, rather than directly improving the fibre-matrix interface of the composites. As a result, the enhancements observed in the dry reinforcements, such as a 219.9% increase in the FUW (Figure 9), are partly due to the relatively low baseline properties of the untreated reinforcements (UDM1), which amplify the percentage improvements. In composites, the baseline properties (of C1) are inherently much higher, leading to more modest improvements (around 50%) that partly reflect the limitations imposed by the unmodified fibre-matrix interface. This distinction highlights the need for future works to focus on improving the fibre-matrix interface to fully transfer the benefits of the reinforcements’ treatments to the composites. For example, click chemistry or other chemical modifications could be adapted to specifically enhance fibre-matrix bonding, thereby addressing this limitation and maximizing the mechanical performances of composites.
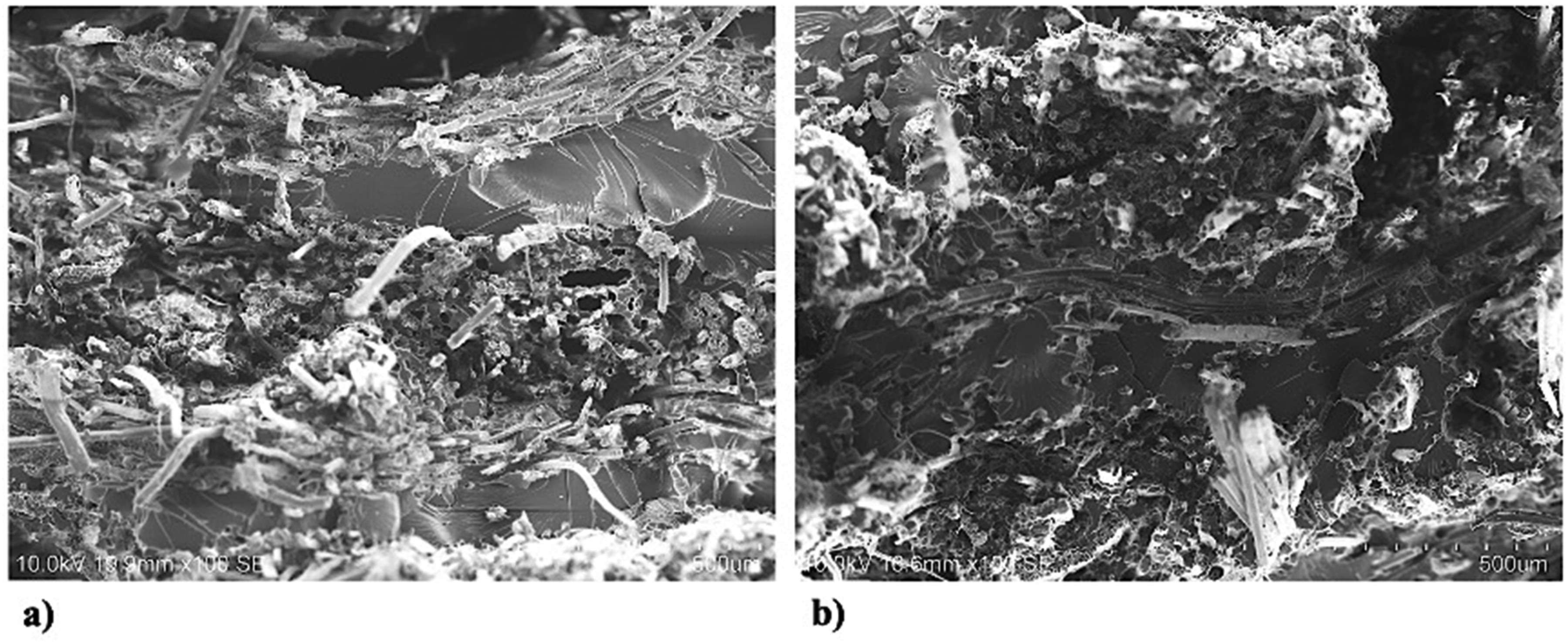
Figures 13 and 14 show the fracture surfaces and micrographs of C1 (untreated) and C8 (fully treated) specimens. C1 clearly shows more fibres protruding from the surface, indicating a significant fibre pull-out and poor fibre-matrix adhesion. In contrast, C8 shows a more uniform fracture surface, suggesting a stronger fibre-matrix adhesion. But as such, the increase in stiffness and strength of the reinforcement alone (without the matrix) is such that these properties are transferred to the final composite, in addition to some improvement in the fibre-matrix interface induced by the treatments. These observations partly explain the tensile strength and fracture strain improvements (Table 5), as the series progresses from mechanical (with or without nanocellulose) to advanced chemical treatments. Fracture surfaces of composite specimens: (a) C1 (untreated), (b) C8 (fully treated). SEM micrographs of fracture surfaces of composite specimens: (a) C1 (untreated), (b) C8 (treated).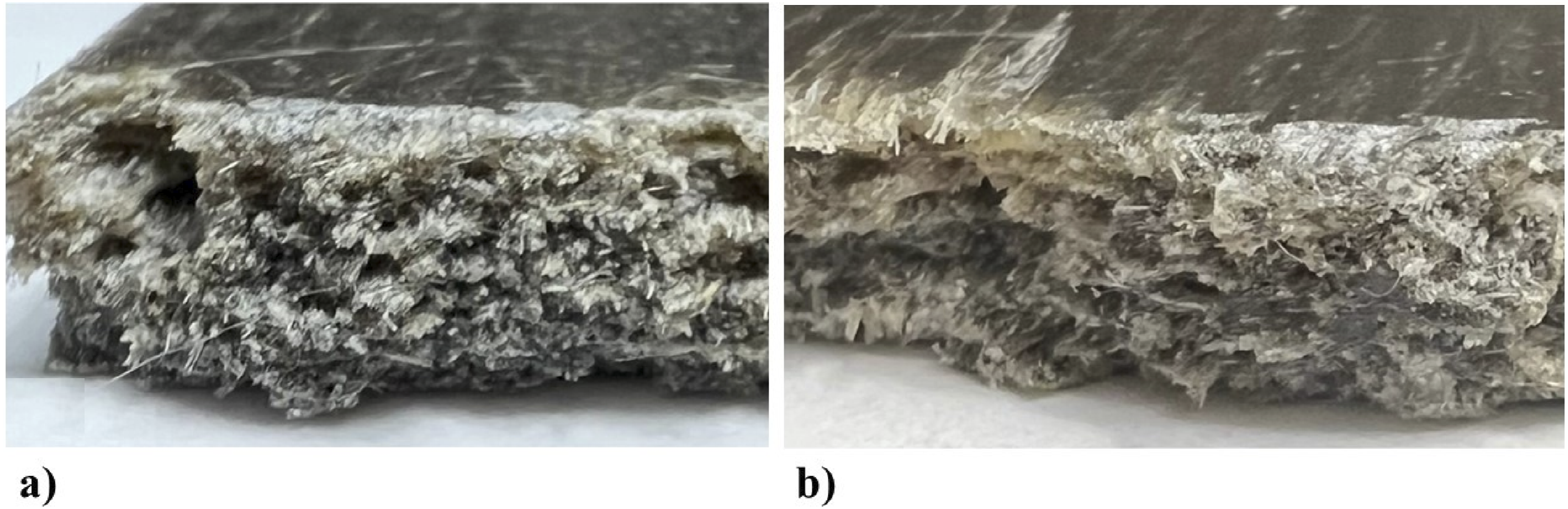
Conclusion
This work focused on the application of click chemistry, combined with short fibre fibrillation, reinforcement compaction and the adding of nanocellulose, to improve the tensile properties of dry reinforcement and flax-epoxy composites obtained from UD-mat reinforcements. Fibrillation was realized to increase the accessibility of hydroxyl groups (for preliminary chemical reactions) and create mechanical interaction with the matrix. Compaction was added to potentially increase the number of covalent bonds (by increasing the number of fibre-fibre contact points) created from the click chemistry reaction. To amplify this effect, the addition of a small amount of nanocellulose was also investigated.
The FTIR and EDX results show that the precursor treatments, that is propargylation, tosylation and azidation of the UD fibres, short fibres and nanocellulose, were efficiently realized with high degrees of substitution. Next, it was observed that the addition of nanocellulose strongly reduces the permeability of the reinforcements, a major drawback for liquid composite molding processes. However, adding 3% was found to be an acceptable compromise for reinforcements fabrication and plates molding. The gradual implementation of treatments, starting with fibrillation alone up to a combination of fibrillation, compaction, nanocellulose and click chemistry, results in gradual increases of the tensile strength, stiffness and strain at break of the dry reinforcements and unidirectional flax-epoxy composites. The most important increases are observed after the click chemistry reaction occurred when all mechanical treatments are applied along with nanocellulose addition to the reinforcement. Compared to the non-treated UDM1 reinforcement, increases in the tensile stiffness (+200%), strain at break (+220%), and force per unit width (+71%) of dry reinforcements confirmed the efficiency of the combined treatments. Examining the effect of click chemistry only, increases of 20.7% and 74.9% for FUW and TS respectively were obtained, confirming the influence of the crosslinking reaction.
The composites made from mechanically and chemically treated UD-mat reinforcements displayed substantial improvements in strength (+54%) and modulus of elasticity (+50%). SEM micrographs of these composites exhibited less fibre pull-out and matrix cracking, which is representative of better fibre-matrix adhesion and an efficient transfer of the dry reinforcement properties to those of the final composite. Despite these promising results, the reduced permeability caused by nanocellulose incorporation poses challenges for resin impregnation during molding. This can lead to increased porosity in the composites, which may compromise their overall performance. Additionally, the extended reaction times required to achieve high degrees of substitution represent a limitation for large volume productions of the UD-mat reinforcement at the industrial scale. Addressing these issues will require optimization, such as modifying the porous structure of the reinforcements, adjusting resin flow parameters, and exploring alternative reaction conditions to reduce process time while maintaining material performance. Moreover, the lower improvements obtained in composites (around 50%) compared to the dry reinforcements (up to 219.9% for the FUW) highlights the need in future work to aim at improving the fiber-matrix interface in order to fully transfer to composites the benefits of treatments performed on reinforcements. For example, click chemistry or other chemical modifications could be adapted to specifically enhance fibre-matrix bonding, thereby addressing this limitation and maximizing the mechanical performances of composites. Nonetheless, this study clearly demonstrates the potential of combining mechanical and chemical treatments to develop higher mechanical properties for high-performance natural fibre composites used in structural applications. It also provides valuable insights into the potential of click chemistry for modifying flax fibres, enabling the creation of materials with improved properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors wish to acknowledge the financial support of the Natural Sciences and Engineering Research Council of Canada (NSERC); RGPIN-2018-06675, RGPIN-2021-02861, RGPIN-2021-3753.
Data Availability Statement
Data will be made available on request.