
Abstract
For a long time, the number of available bead foam variants limited to standard polymers which restricted their functionality mainly to packaging, thermal insulation (e.g. in construction) and shock absorption (e.g. in transportation). In particular, standard polymers such as expanded polystyrene, expanded polyethylene and expanded polypropylene were used for components requiring good insulating properties and high energy absorption at low cost. Mainly since the last two decades, new polymer variants have found their way into the world of bead foams and are currently adding further functionalities, such as sustainability, flame retardancy, increased thermal stability and enhanced mechanical performance (e.g. improvements in energy absorption and impact resistance). Versatile fields of application open up, revolutionizing both industry and design sectors. This review article emphasizes the special development progress of new bead foam variants and their processing technologies. Upcoming opportunities of digital methods for modelling and simulation are highlighted.
Keywords
Introduction
The bead foaming technology is a very established process which combines the low density reached by a modern foam extrusion process and the potentially complex part shapes of the foam injection moulding process.
1
In contrast to foam extrusion and foam injection moulding, the bead foaming technology is a two-step manufacturing process which involves (i) moulding and (ii) sintering of tiny foamed beads into plastic foam components through steam chest moulding. With this process, three-dimensional foam products with very low densities in the range of 15–120 g/L can be produced.
2
The balanced property profile (thermal and acoustical insulation, high energy absorption, heat resistance and light weight parts with complex geometries) enables applications ranging from insulating materials in the construction sector, packaging, transport containers, furniture and sport to automotive and aerospace.
3
The success story of bead foams, which has now lasted for over 70 years, began in 1949 with the coincidental invention of expandable polystyrene (EPS) by Dr. Fritz Stastny at BASF, thus heralding the birth of bead foams. EPS is nowadays well-known as Styropor® (BASF SE). He and his scientific team had succeeded in impregnating polystyrene (PS) granules with a hydrocarbon as blowing agent and welding them into a foam by heating.
4
Today the global demand for EPS with a wide spectrum of different densities is already at nearly five million tons annually, with the construction industry in particular appreciating EPS for its excellent insulating properties.
5
In the mid-1970s, a new bead foam was developed in both Europe and Japan: expanded polyethylene (EPE).
6
Due to its good shock-absorbing properties, its visco-elastic deformation behaviour and its great flexibility, EPE has found a wide field of applications, especially for the protection of shock-sensitive goods.
7
A significant increase in performance in the field of bead foams was achieved from the 1980s onwards with expanded polypropylene (EPP). The EPP beads built on the positive material properties of conventional plastic foams and extended these by recyclability and extensive design options for the creative industry.
8
While EPS has been widely used in low cost and mainly disposable packaging, heat and sound insulation applications in construction, EPE and EPP bead foam products have been used in applications such as packaging of more valuable goods, cushioning, exterior and interior automotive parts and many other commodity applications. Remarkably, only these standard polymers have been used in the first 50 years in the history of bead foams, established as expanded/expandable beads and therefore still have the right to cover a constantly growing range of applications. However, this little number of variants of polymers also show limitations, especially if special applications need to be realized in an age of increasing requirements. Since 2010 (Figure 1) there has been movement in bead foam research, so that recently new polymer bead foams have been established and are used commercially in an continuously increasing number of cases. Progress in the development of bead foams in recent years. Copyright (2021) University of Bayreuth, Department of Polymer Engineering.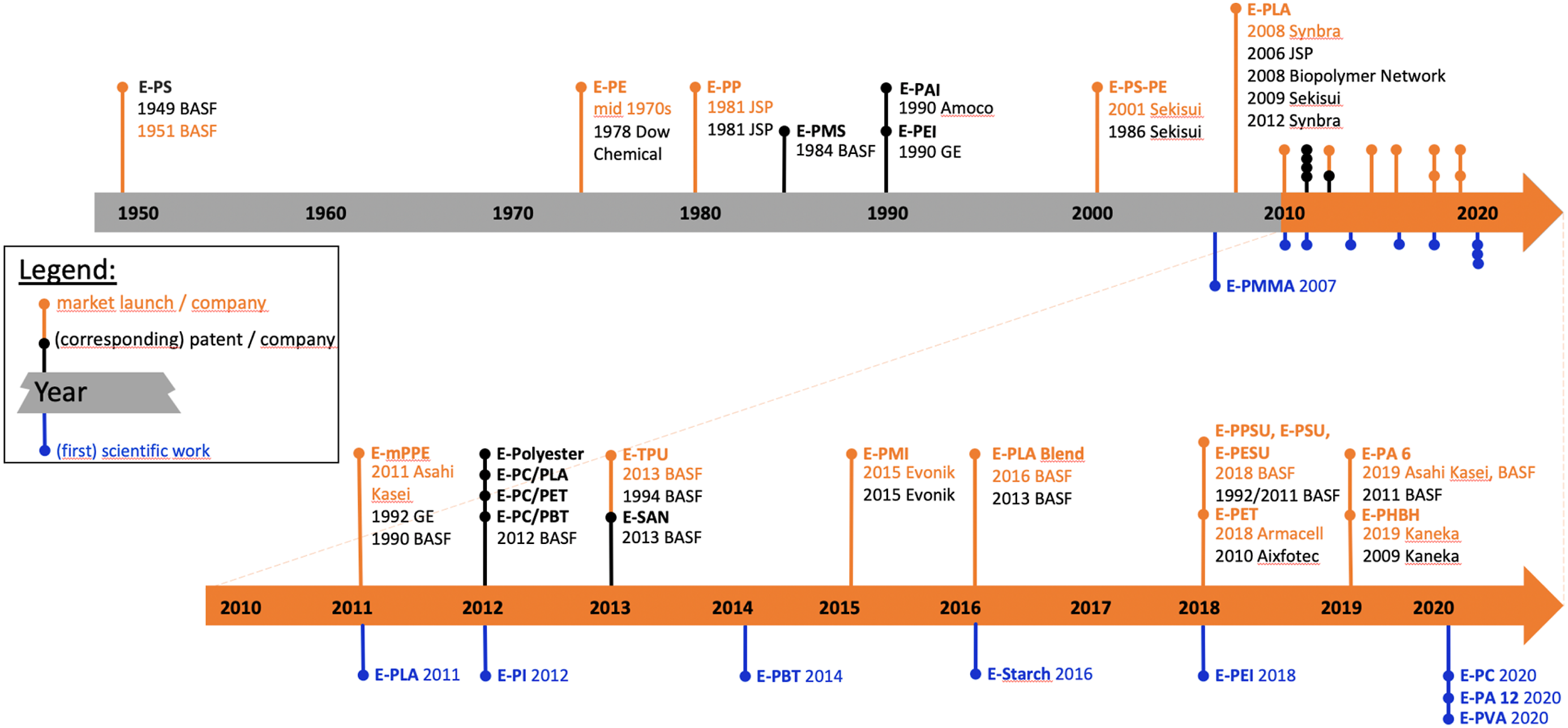
Up to date, scientific literature on bead foams is mainly focused on the understanding of structure property relationships as well as with trends and perpectives of state of the art materials (EPS, EPE, EPP).1,3,7,9–11 In the recent past, research focus shifted to various areas: in addition to more sustainable bead foams made from renewable raw materials, there are also bead foams available nowadays which have a significant higher temperature resistance. Further research focuses on the development of new bead foams with special mechanical properties or on the use of halogen-free flame-retardants to expand the range of applications. In addition, research approaches exist to capture the process steps of bead foaming with simulation methods. Furthermore, current developments focus on making the steam-based standard processing of bead foams more energy-efficient and establishing new processing techniques without the use of steam in the market.
This review article deals mainly with trends in bead foams based on new material variants. In particular, the essential developmental progress in the course of ever-increasing demands and the research focus of the last few years, in particular in the fields of sustainability, temperature stability, special mechanical properties, flame retardancy, digitalization of processes and future trends are presented. Furthermore, the research and development work of the past years in the field of bead foam processing technology is highlighted.
Standard bead foams – materials and processes
In general there are two different types of bead foams, which are divided into expandable and expanded beads. The classification often depends on the thermal properties of the polymer.
The class of expandable beads is represented by amorphous polymers such as PS. During the production of expandable beads (e.g. suspension polymerization 12 ) a blowing agent (e.g. pentane) is trapped into the amorphous regions of the polymer in the solid state. The release of the blowing agent is hindered since the glass transition temperature T g is higher than the storage temperature. The gas-loaded polymer granules can be stored and expanded in a separate step prior to the moulding process. Alternative methods for the production of expandable beads are described in detail by Raps et al. 1
Semi-crystalline polymers store less amounts of the blowing agent in the solid phase due to their crystalline domains. The expansion is limited with partial crystallines in pre-foaming and due to the plasticisation effect, the glass transition temperature is often below room temperature, which makes the storage of blowing agent more difficult. Consequently, they are foamed immediately after gas absorption, resulting in expanded beads. 13 For the production of EPP, the polypropylene micro-granules are usually foamed in an autoclave, 14 less commonly by extrusion. 9
Once beads are produced (expandable or expanded), parts from bead foams with complex geometry and low density can be manufactured in a subsequent steam chest moulding process.
1
The energy introduced in the welding process, usually via hot steam, causes the surface of the individual foam beads to soften. First, surficial wetting happens and weak van-der-Waals forces appear, which are too low to ensure sufficient adhesion of the beads.
1
As a result of the further increasing energy (usually introduced by the steam), the chain mobility increases and interdiffusion and entanglement of the polymer chains across the interfaces of adjacent foam beads occurs and forms a strong physical bonding (Figure 2).15,16 Interdiffusion of polymer chains across bead interfaces. Copyright (2021) University of Bayreuth, Department of Polymer Engineering.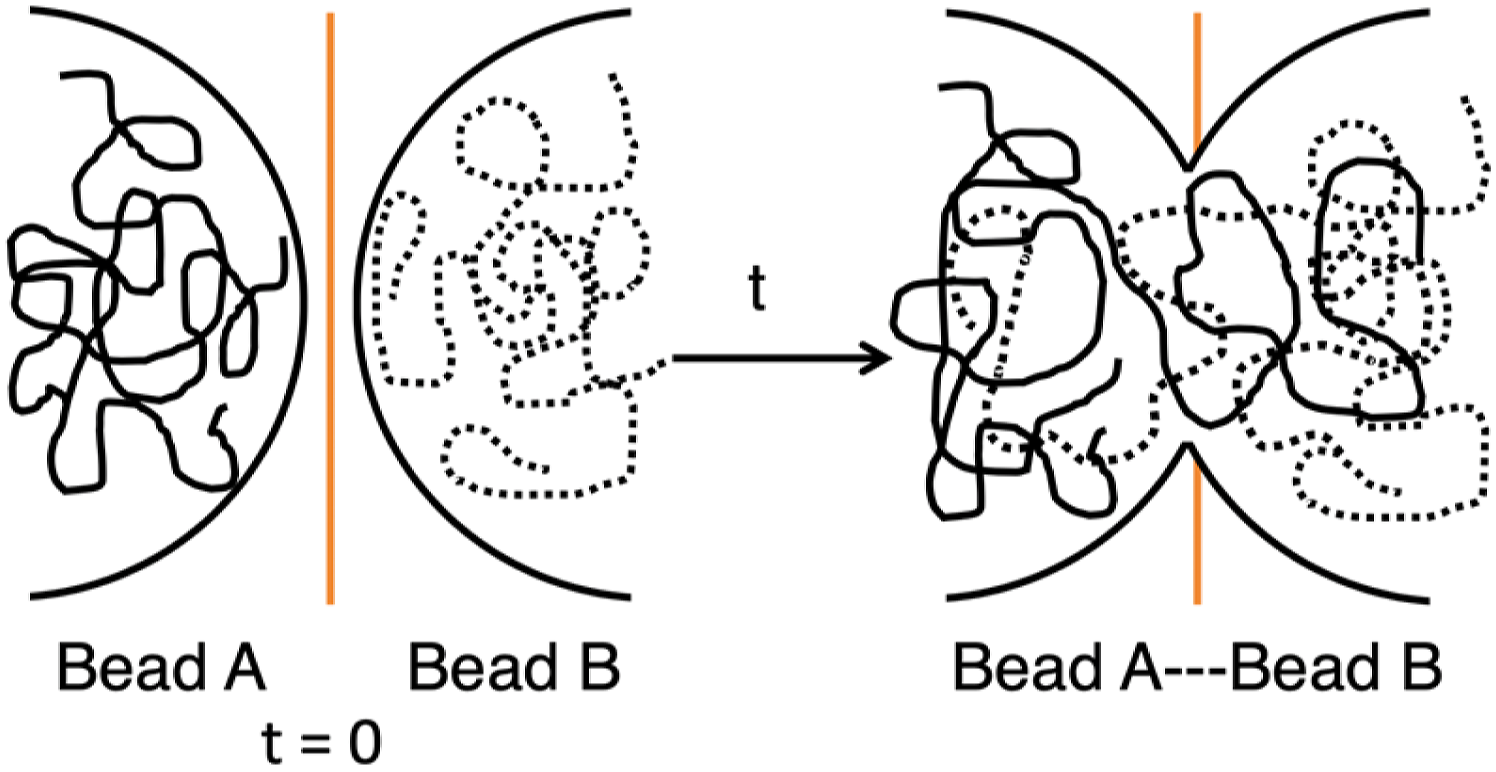
The steam-chest moulding of amorphous materials takes place above their glass-transition temperature (for EPS between 100°C and 110°C) (Figure 3). At this temperature, the chain mobility is so pronounced that the chains can become entangled with each other across the bead borders. At the same time the mechanical stiffness is still high enough to ensure sufficient stability of the entire foam structure. Plasticizers are often used as coating agents for EPS beads before steam-chest moulding. Typical representatives are glycerol tri- and monostearate, magnesium stearate, zinc stearate and silica, which ensure better welding and processability of the material.
17
Important factors that have influence on the interdiffusion and thereby on the fusion quality are the applied energy (i.e. steam temperature/ -pressure and steaming time), surface conditions, molecular weight (and distribution) and residual blowing agent (e.g. pentane).15,18–21 However, if the steam conditions are too harsh (i.e. too high pressures and/or steaming times), the foam structure is deteriorated and the part quality significantly decreases.
19
Moulding conditions of an amorphous polymer. (a) Thermal characteristics and (b) storage modulus (E′), the fusion conditions are located above the glass-transition temperature Tg. Copyright (2021) University of Bayreuth, Department of Polymer Engineering.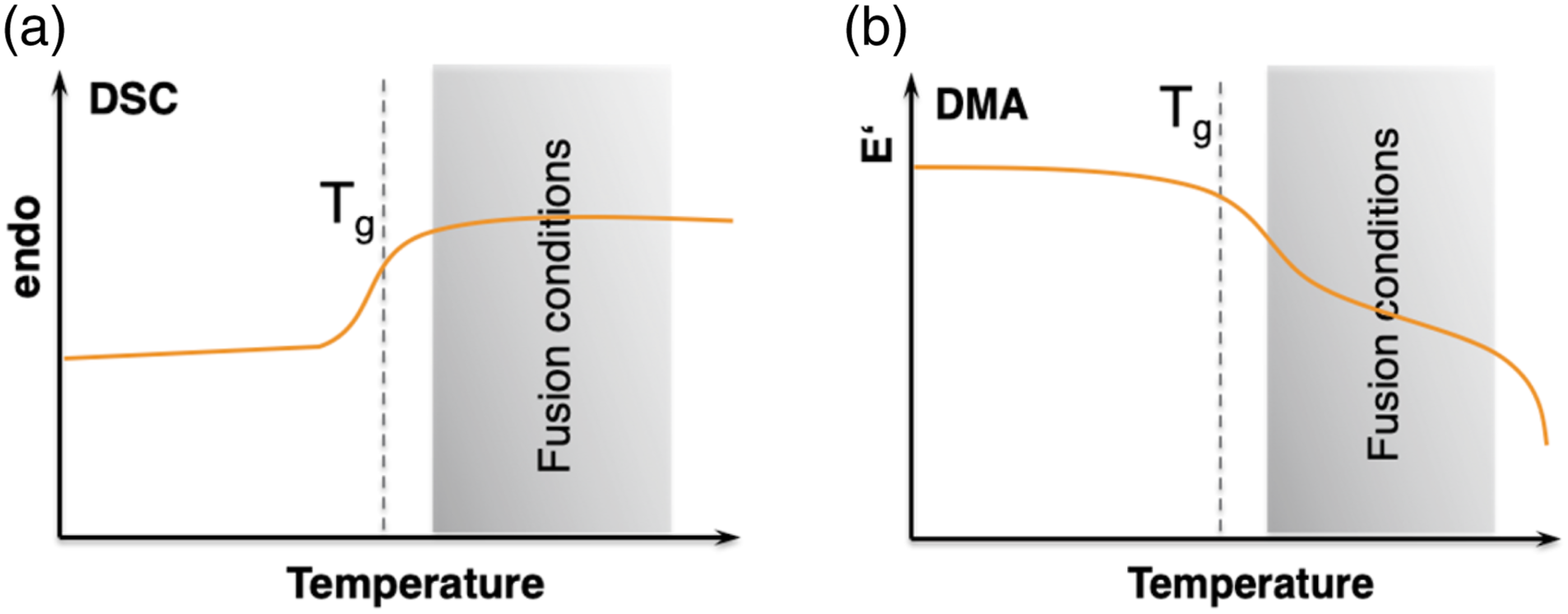
In the case of semi-crystalline polymers EPP, the batch-based bead foaming process leads to the formation of a double crystal melting peak (Figure 4) which is beneficial for a good moulding process.
22
During the saturation the higher melting peak Tm-high is formed due to perfection of crystals by the applied heat treatment. The low melting crystals Tm-low are formed by cooling during foaming. In between these both melting peaks lies the ideal welding temperature.
9
Several studies were conducted how the saturation conditions can influence the crystallization behaviour.9,18,21,23,24 Double crystal melting peak of foamed PP beads measured with DSC.
25
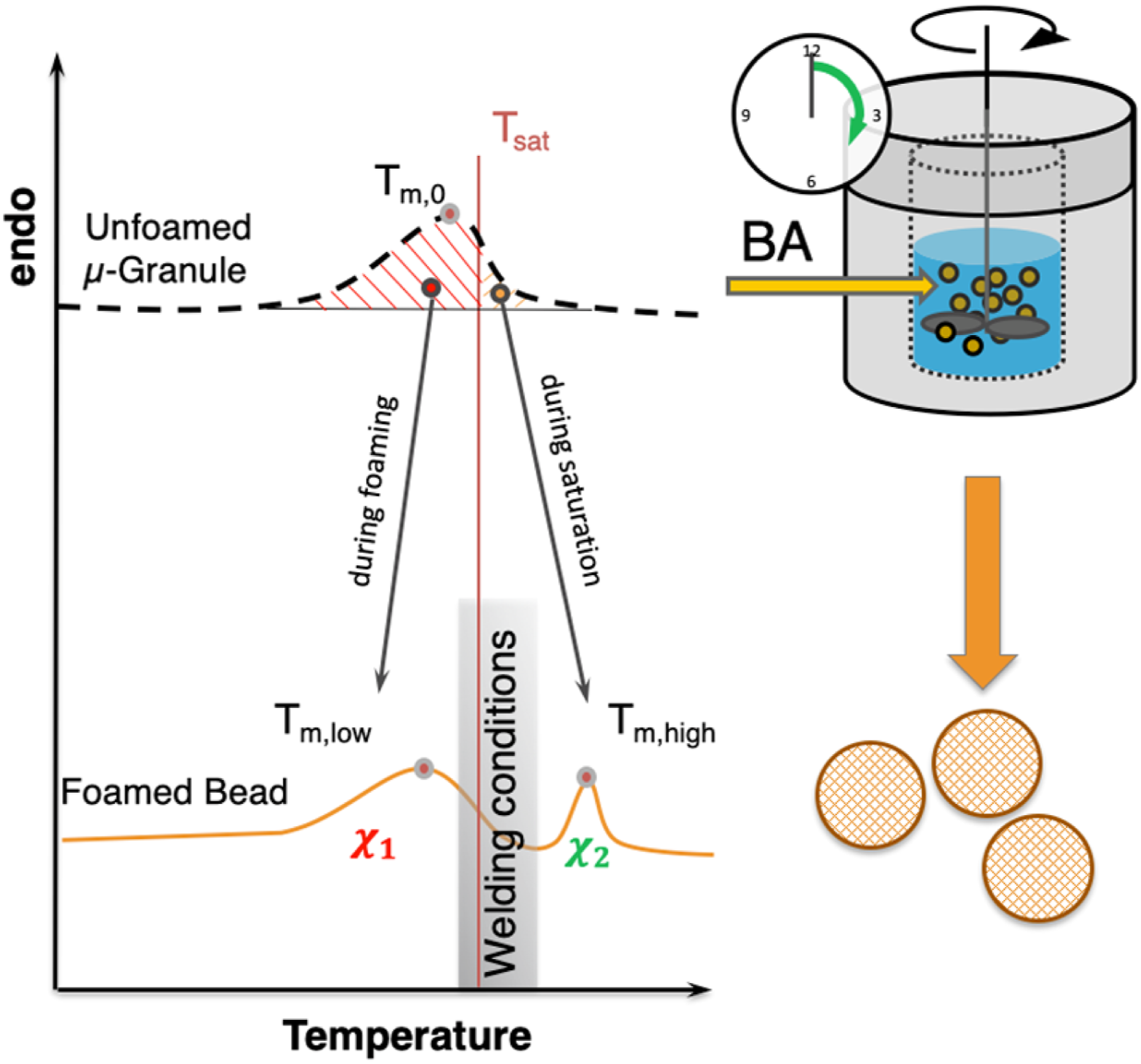
These crystals (Tm-low) are molten during the welding process leading to chain interdiffusion across the beads. Crystals associated with Tm-high which are formed during the isothermal heating in the batch process, remain unmolten and retain the overall cellular morphology.
26
In a work by Gensel et al.,
27
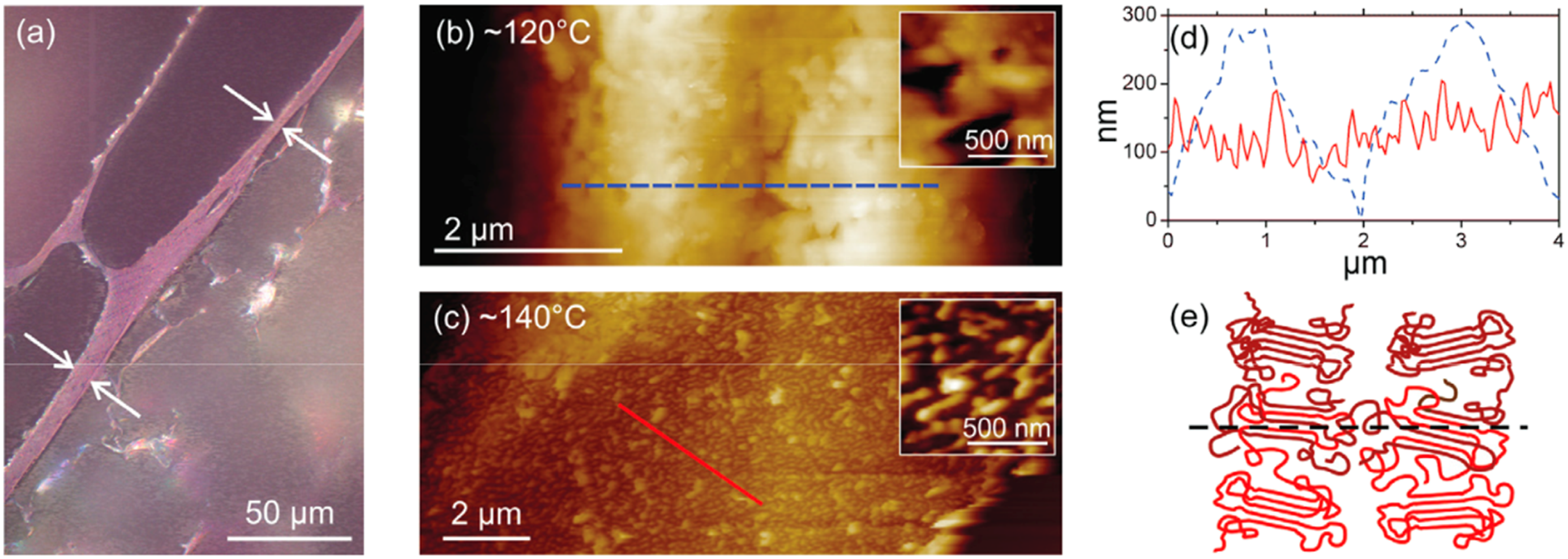
the welding lines of EPP moulded at different steam temperatures were investigated by AFM (Figure 5). The samples were plasma etched prior to the AFM measurement to remove amorphous material. By this advanced method evidence was found that re- and/or co-crystallization additionally takes place in the area of the welding line under the condition of a sufficiently high steam temperature (e.g. 140°C). a) Microscope image of welding line between two EPP beads. b) and c) AFM images of the welding lines for EPP fused at 120 and 140 °C steam temperature, respectively d) the corresponding cross-sectional height profiles e) sketch of the hypothesized interface structure that involves re- and/or cocrystallization.
27
Progress in the development of new bead foams
Advanced mechanical properties
Moulded parts made of bead foams can be produced in a wide density range between 15 and 350 g/L, which means that the mechanical properties of the moulded parts can be specifically adapted to the respective application. Bead foams are increasingly pushing into areas of application where for example cyclically recurring load situations occur over long periods of time, sometimes due to their high damping capacity compared to compact polymers. Classic foams such as EPS or EPP cannot always meet these special mechanical requirements, necessitating special bead foams are used, which have their qualities in different applications.
One example is Piocelan, a PS-PE copolymer from Sekisui Plastics Co. Ltd.
28
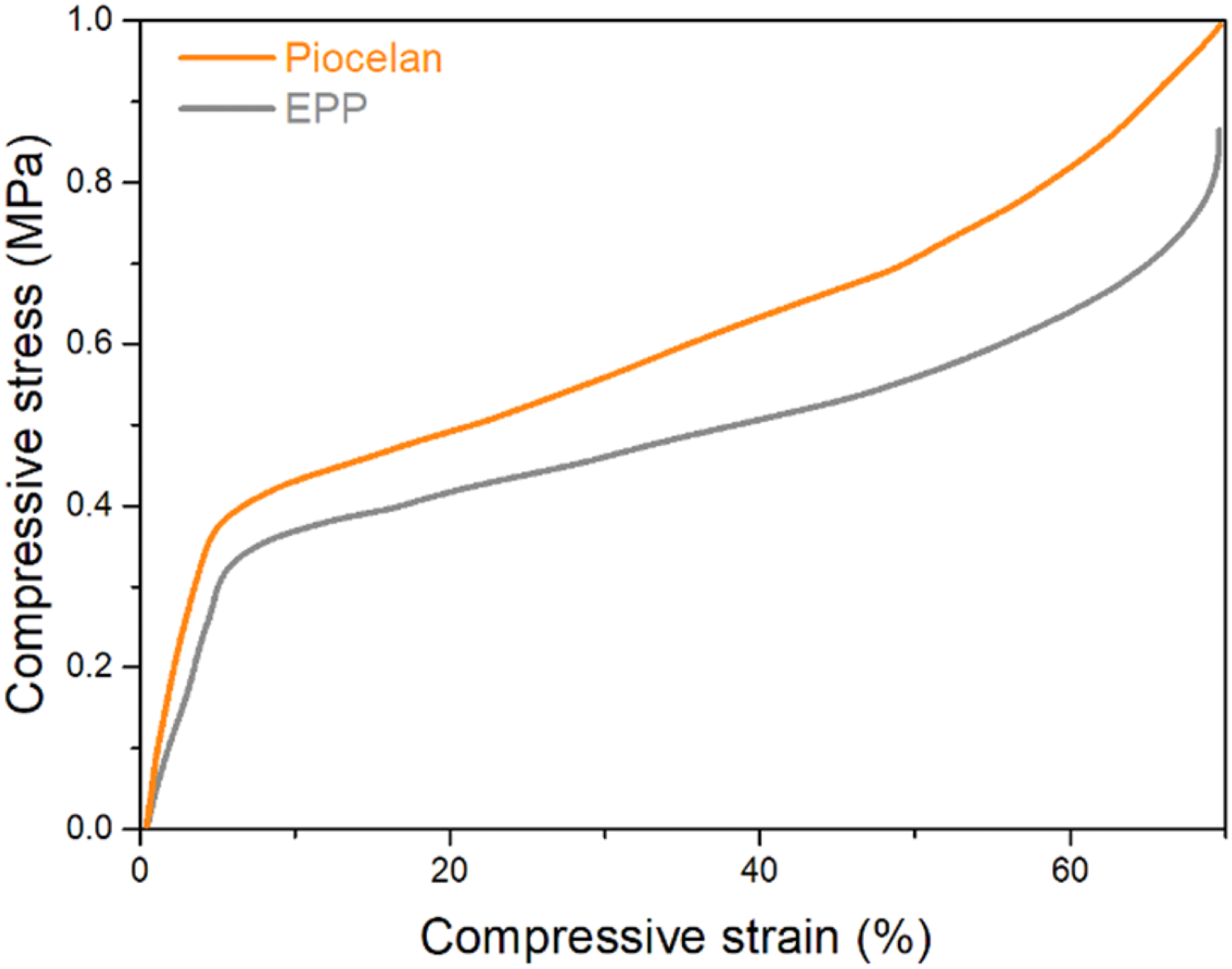
In combination with the polyethylene, the typical advantages of expandable polystyrene such as low density and stiffness are retained, but known weaknesses such as low chemical resistance and low resistance to abrasion are significantly improved. The automotive industry also makes use of the advantages of this foam. The foam can be easily deformed and is used in the processing of car door upholstery, interior of bumpers and serves as a shock absorbing material underneath a car. Due to the excellent impact resistance of the innovative foam, the car is also well protected in case of accidents. People and cars are thus protected in the possible case of a crash. The compressive strength is about 20% higher than that of EPP (Figure 6). Comparison of the compressive stress between Piocelan and EPP.
28
Bead foams made from thermoplastic polyurethane (ETPU) were released in 2013. 29 The beads were developed by BASF SE already in 2008 30 and are used for example by sports goods manufacturer adidas as midsoles in running shoes due to their special properties. The beads are sold under the trade name Infinergy® and the shoes are called adidas energy boost.
Today two different production methods are used 31 : a discontinuous suspension and a continuous foam extrusion process. 32 The suspension process is a batch foaming process, where TPU pellets were impregnated with a blowing agent (n-butane30,33 or carbon dioxide34–36) under high pressure. Depressurizing of the systems leads to expansion. Nofar et al. 37 showed that the composition of the TPU, namely the ratio of hard and soft phase, influences both the processing as well as the bead properties.
The continuous bead foaming process 38 used here is hardly comparable to the manufacturing process of other polymer bead foams. First different monomers and oligomers are dosed into an extruder and the reaction to a TPU is continuously performed in the first extrusion line. This TPU is directly transferred to another extrusion line. Here the blowing agents are introduced. The polymer melt containing the blowing agent is extruded through a die plate, expanded and is cut into beads with an underwater pelletizing system. The beads with a bulk density between 100 g/L30,39 and 250 g/L30,40 can be moulded either via standard EPP steam-chest moulding machines40,41 or via a steamless process. 42 Final parts have a density from 110 g/L up to 300 g/L.31,40 Currently, there is no literature about the welding process itself. Ge et al. 40 formed a hypothesis stating, that the crystalline domains are stabilizing the bead and the amorphous domains diffuse across the bead interface and only the low viscous amorphous domains weld the beads together.
As already mentioned, ETPU has some very specific mechanical properties. In comparison to other bead foams such as EPP or EPE, ETPU achieves a rebound of about 55% (Figure 7).
39
Comparison of rebound behaviour of EPP, EPE and ETPU. The tested plates have a moulding density between 30 g/L and 265 g/L.
29

This rebound behaviour was measured by Ge et al.
40
in a cyclic 200-fold compression test. Figure 8 shows the initial curve in comparison to a curve measured 12 h after the last cycles. Stress-strain curve of moulded TPU. Initial curve compared to a curve measured 12 h after a dynamic 200-fold test.
40
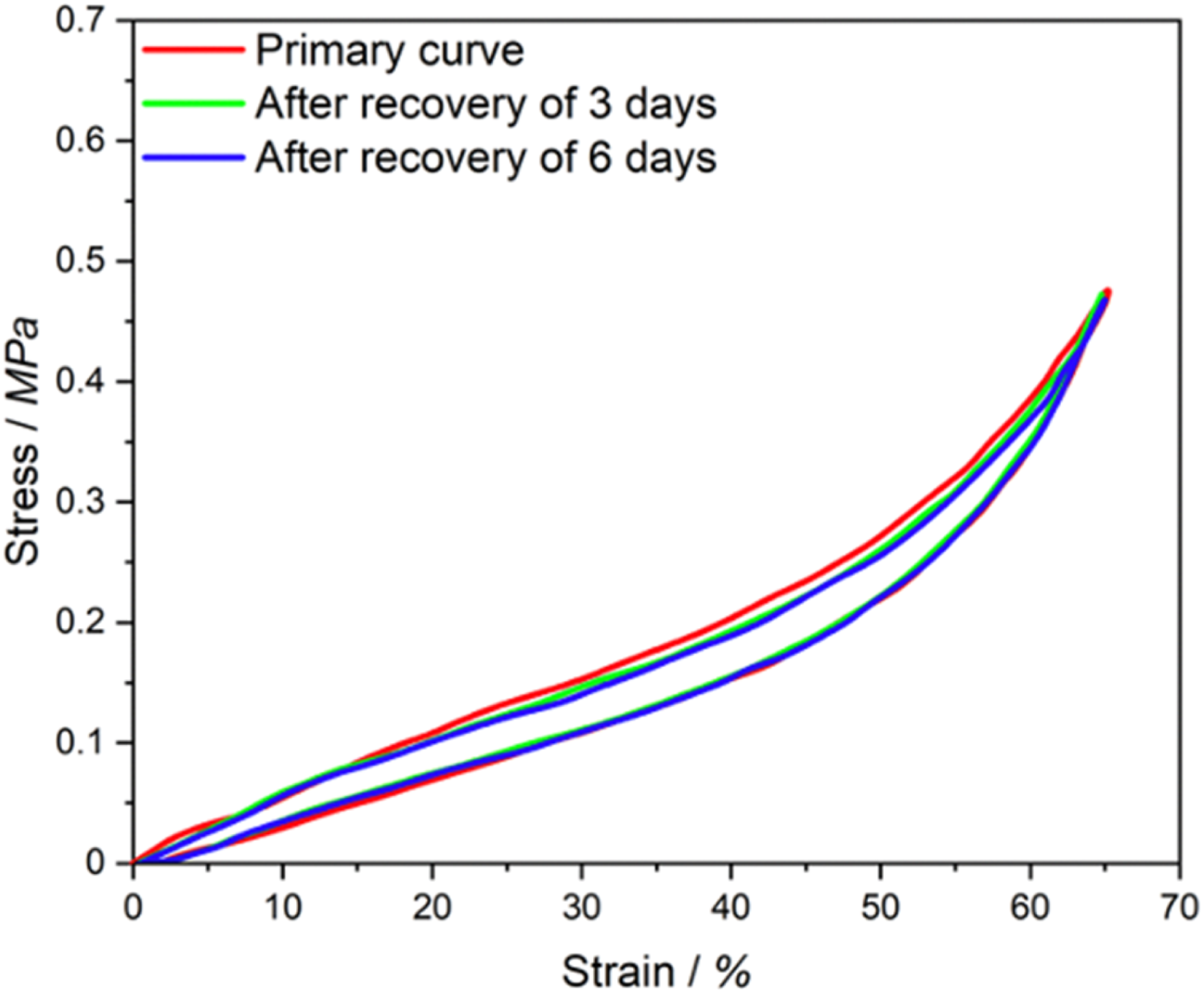
Nearly no difference can be detected in the curves, demonstrating the high durability of the material. Furthermore, it can be seen, that the area between the curves is rather small. The stored energy during compression is almost totally returned. The high energy return combined with a high durability makes ETPU an interesting mid-sole material for running shoes. Besides the good mechanical properties under compression, ETPU shows a good performance in tensile tests, either (Figure 9).39,40 Stress-elongation curve of EPS, EPP and ETPU.
39
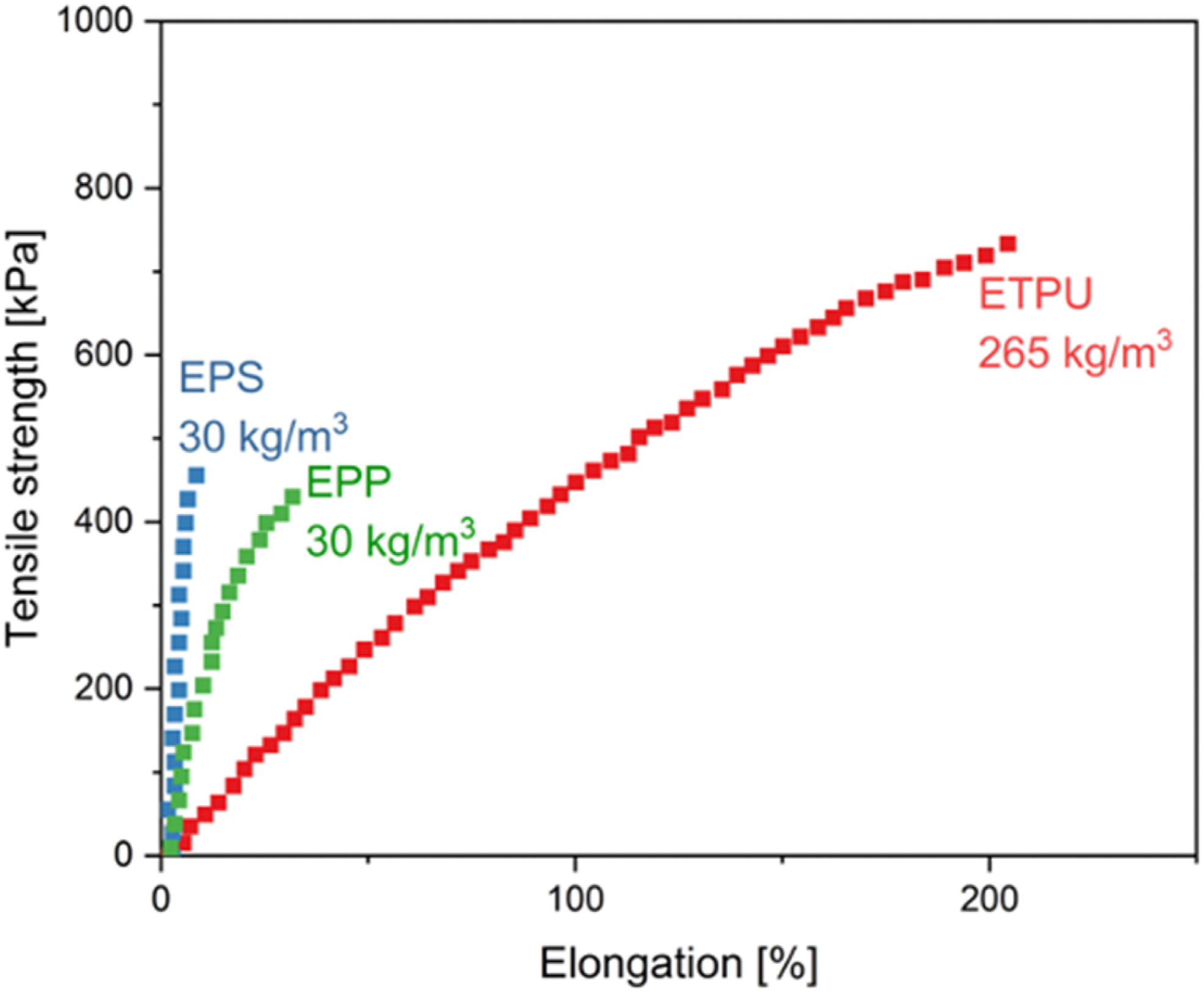
The high deformation combined with a high tensile strength leads to robust ETPU parts. The overall performance of both beads, batch foamed and extruded, is similar. Nevertheless, the batch foamed beads show an increased strength under tensile and compressive load. 31
Besides the application as mid sole in sport shoes, parts made of ETPU can be found in different other applications, mostly in the sports industry. For example, as core material in tennis rackets, damping insulator in bicycle saddles and tyres, base material for playground and sport flooring or as pet toys. 41
Biopolymer-based bead foams
Sustainability is a recent trend addressed by bead foam development. Mainly polylactide (PLA), as a bio-based and under certain conditions also bio-degradable polymer, is in the focus of research as can be seen by numerous publications and patents from different companies. Polylactide has similar mechanical properties like polystyrene 43 and - according to the manufacturer – a lower carbon foot print.44,45 Interestingly, several routes can be used to achieve PLA bead foams as summarized in one of our previous works. 25 Yet, there are techniques for expandable and expanded beads which can be attributed to PLAs complex crystallization behaviour which is dependent on the D-content. 46 Currently, E-PLA is commercially available from Synbra Technology BV 47 and BASF SE. 48 Both products are expandable beads similar to EPS and can be processed with the same standard equipment. The material of Synbra BV is produced via impregnation of PLA granules, which is an approach that can be also found in other patents, e.g. from JSP Corp, Biopolymer Network Ltd.49,50 and Parker et al. 51 However, in the patent of Synbra BV, an additional step to enable fusion by a coating of polyvinyl acetate solution is described. E-PLA from BASF SE is actually a blend of PLA and PBS modified with an epoxy-based chain extender. Blowing agent impregnated microgranules are produced by a continuous extrusion process coupled with an underwater granulator. The usage of pentane as entrapped blowing agent for these expandable beads allows storage of the unfoamed material for several weeks or even months prior to the pre-expansion and moulding at the costumer. 13
Additionally, E-PLA can be produced similarly to EPP, that is, in an autoclave process that allows the formation of a double melting peak within an isothermal saturation phase under CO2 loading, as it was shown by Nofar et al. 52 Another way was described by Sekisui Co., Ltd., 53 where PLA bead foams can also be produced directly by foam extrusion coupled with an underwater granulator. Independently from the processing method, densities even below 30 g/L were reported for E-PLA. 25
Besides PLA the market of biobased and biodegradable bead foams is rather small. In 2018, a bead foam made of poly(3-hydroxyalkanoate) (P3HB/PHB) was presented.54,55 PHB belongs to the huge family of polyhydroxyalkanoates and is produced by bacterial fermentation. 56 The great advantage of PHB is its biodegradation under both aerobic and anaerobic conditions. Even in cold sea water this polymer is claimed to be completely degradable. 57 However, the low thermal stability of this polymer class is mentioned as a major disadvantage.56,57 Expanded PHB is produced via standard batch foaming in a high pressure autoclave58,59 and moulded to parts with a density of about 50 g/L on standard moulding machines.55,60 The final part properties are similar to EPP.55,60 In a recently published scientific study, Xu et al. 61 presented another interesting representative of a biodegradable bead foam. They realized the development of PVA bead foam products based on microwave foaming and sintering. Also some research on starch as base material for bead foams was conducted. 62
Temperature resistant bead foams
Bead foams made of standard polymers like EPS, EPP and EPE are produced at large volume and widely established in many applications, but possess a rather low heat resistance. For instance, the heat deflection temperature of EPS and EPP is approximately 80°C and 110°C, respectively.63,64 However, for certain applications (e.g. close to the engine, so-called under-the-hood applications) and some processes (e.g. cathodic dip painting and subsequent IR drying) these polymers reach their limit and therefore bead foams with higher thermal resistance are necessary. Therefore, engineering or high performance thermoplastics are increasingly coming to the fore. The processing of engineering thermoplastics with a comparatively high melting or glass transition temperature usually requires higher processing temperatures, which cannot be achieved with standard processing equipment. Research and development work in the field of alternative processing technologies is described in more detail in chapter 3.6.
Bead foams of poly(meth)acrylamide (PMI) are commercially available since 2015 (Evonik AG). Only one patent describes the production of PMI-E. 65 With a temperature resistance up to 190°C and a pressure resistance up to 35 bar these beads can be used for fast curing processes such as RTM (with commercially available resins such as epoxy resins compatible) or wet pressing. 66 Sandwich components for the automotive industry, for example in car bodies, chassis and add-on parts are out of foam cores with various cell sizes and densities from 32 to 200 g/L. 67
Another high performance thermoplastic bead foam based on polyethersulfone (PESU) was patented by BASF in 2011, 68 commercialized in 2018 and is known under the trade name Ultrason® E. Due to the high glass transition temperature (T g = 225°C), PESU is characterized by its high temperature resistance. The mechanical and dielectric properties also show only a slight dependence on the temperature. In addition, this bead foam is inherently flame-retardant, making the bead foam suitable for use in the automotive and aviation industries. Other areas of application include electronics, membranes for water filtration and components in contact with hot water and food.
In 1990 the Amoco Corporation published the first patent about a bead foam made of high-performance thermoplastics. The production of polyamide-imide (PAI) bead foams consists of heating commercial Torlon® 4203 polyamide-imide (density of 1400 g/L) in a steel mould to 350°C. During an isothermal step the pellets are getting softened and fused. Absorbed and volatile substances expand the softened pellets. By this expansion process, the mould gets filled leading to an open-cell foam structure with a density of about 250 g/L. 69 Polyamide-imide has aromatic building blocks in the polymer chain and is thus highly thermally stable compared to other carbon-based polymers. In addition, PAI is highly resistant to chemicals and abrasion. Further properties such as low dielectric constant, superior flame retardancy, less smoke generation and above all the high thermal stability (450°C) make the family of polyimide foams into a suitable material for applications such as aerospace and high-speed vehicles. 70
So far, no polyimide (PI) bead foams are commercially available, but first production methods are known from the scientific literature. The fabrication of a PI bead foams was first published in 2012 by Zhai et al. using a solid-state foaming process followed by a moulding process. 71 The solid-state foaming process included three steps: (i) the PI granules were saturated in a high pressure vessel at 80°C with CO2 in combination with tetrahydrofuran as a co-blowing agent at 50 bar for 1 week, (ii) after the samples had been fully saturated a thermodynamic instability was performed by a rapid pressure drop release (20 bar/s) and dipping the samples in a pre-heated oil bath (270°C) for 60 s to induce foaming, (iii) cell stabilization was conducted by cooling to room temperature. For the bead foam moulding process first the PI bead surfaces had been coated by a gel consisting of a polyetherimide (PEI)/chloroform solution in order to have the possibility of forming effective interbead bonding among the beads. Afterwards the coated beads were compressed in a mould cavity at 200°C and 20–80 bar. Bending and compression properties showed a strong dependence on the thickness of the coating layer, the interbead bonding regions and the compression forces.
Recently, the bead foaming capability of PEI was studied by Li et al.
70
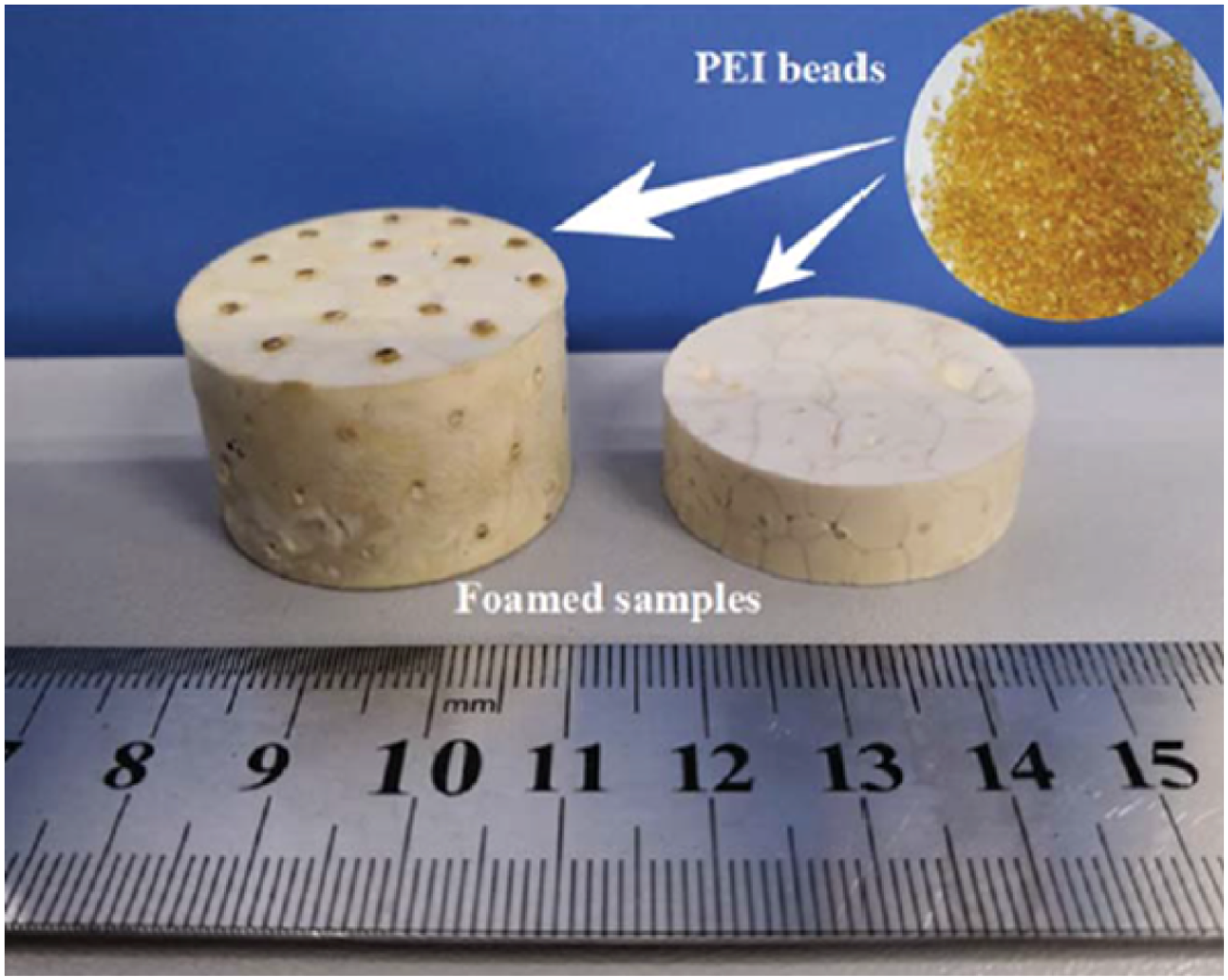
This amorphous high-performance thermoplastic is characterized by its intrinsic flame retardancy, less smoke generation and temperature resistance above 200°C. Li et al. developed PEI bead foams using supercritical CO2 (scCO2)/ethanol (EtOH) as co-blowing agent in a mould assisted batch foaming process. PEI granules were filled into a steel mould which was placed inside a high-pressure vessel and were then saturated at 190°C and 80 bar for 90 min (45% EtOH). By the following pressure release (drop rate 50 bar/s), foaming and interbead fusion were initiated simultaneously. PEI-foamed parts (expansion ratio up to 7.1) with an average cell size of 59 μm and cell density of 3.7 × 106 cells per cm3 could be achieved (Figure 10) with excellent mechanical strength (6.6 MPa tensile strength and 6.9 MPa compression strength) indicating a good interbead sintering behaviour.
72
PEI bead foaming sample developed by the mould assisted batch foaming process.
72
The interest in engineering polymers (e.g. polyamide (PA), polybutylene terephthalate (PBT), polyethylene terephthalate (PET) or polycarbonate (PC)) is growing since they could enable further applications for bead foams. Among the engineering polymers, polyesters (e.g. PBT, PET) generally present major challenges for the foaming process. It is well known that they possess a low melt strength which is disadvantageous for foaming and is leading to an undesired foam morphology. 73 In order to improve the melt strength and thus the expansion behaviour these polymers are often chemically modified for instance with peroxides, 74 combinations of pyromellitic anhydrides, bis-oxazolines 75 or triglycidyl isocyanurate 76 or also common with commercial multifunctional-epoxy chain extenders (Joncryl® from BASF SE). 77 Bead foams made of engineering polyesters are less established in the market compared to extrusion foams of the same material.
Since 2011, a number of patents78–80 for bead foaming of PET are known, but have only been commercially available under the trade name ArmaShape (Armacell S.A.) for applications at elevated temperatures since the beginning of 2018. Only one patent describes the production of E-PET bead foams. 81 The PET used here originates to 100% from recycled PET fractions. These bead foams are mainly used for sandwich constructions. Part densities of 70–300 g/L can be realized. Detailed knowledge about processing and properties is limited, as no scientific publications are available on this topic.
Further publications introduce a new type of bead foam made of the engineering plastic polyamide. The first patent on expandable polyamide granules was published by BASF in 2011.
82
However, the world’s first commercial polyamide bead foam was introduced by Asahi Kasei K.K. in 2019 (PA foam). This bead foam made of PA 6.6 are processed in a standard steam chest moulding process and target automotive applications where stiffness, mechanical strength, heat resistance and noise reduction are required.
83
Shortly thereafter, BASF SE released a bead foam made from a combination of different polyamide 6 grades under the trade name Ultramid® to the market in 2019. Ultramid® can be produced in a density range of 150–600 g/L and is characterized by a broad spectrum of properties, including high rigidity and strength, as well as special compression strength and above all a high temperature resistance up to 230°C.82,84 There are also scientific publications on polyamide bead foams. Dörr et al.
85
produced expanded PA12 bead foams (EPA) via foam extrusion with underwater pelletizing. Afterwards, parts with a density of 95 g/L via steam chest moulding could be manufactured. The thermo-mechanical properties (DMTA) of the moulded PA12 beads have been compared with EPP with the same density (Figures 11(a) and (b)). a) DMTA measurement of moulded PA12 beads (ePA) in comparison with moulded PP beads (ePP) and b) appearance of cubes stored for 20 h at 150°C.
85
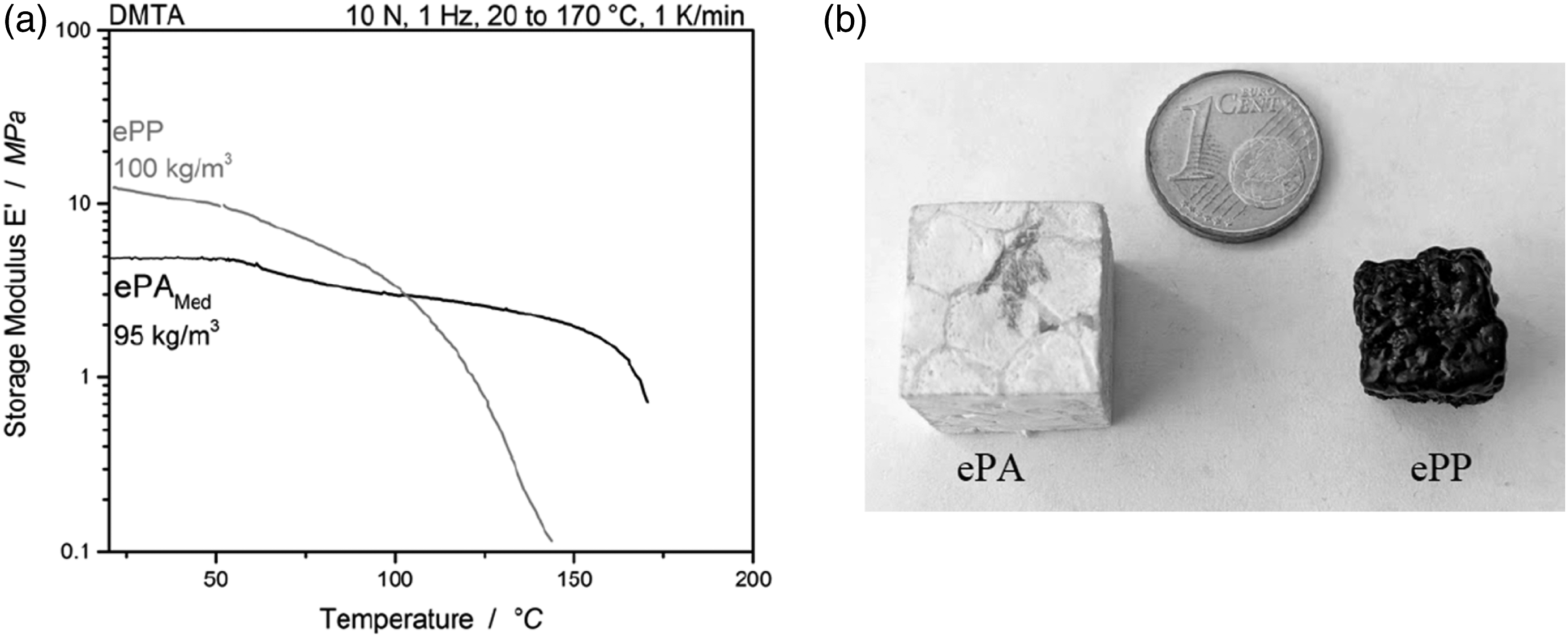
In the DMTA measurements (Figure 11(a)) the storage modulus of EPA remains stable over a wide temperature range, while the thermal stability of EPP is limited to about 100°C. This is demonstrated in Figure 12(b). After a thermal resistance test on cubes of both materials which were stored at 150°C for 20 h, the change in shape/volume was obvious. The EPP cubes show a volume reduction of 60% while the EPA shows a reduction of less than 4%.
85
RVE with Voronoi mosaics (left) and virtual crush test on a RVE (right).
135

Covestro AG has recently introduced a recyclable polycarbonate bead foam with very good mechanical properties over a wide temperature range, excellent impact resistance and good fire protection. In the scientific publication of Weingart et al., the thermo-mechanical performance of EPC under compression, bending, tension, impact loading, and the insulating properties were extensively studied in comparison to EPP and EPET. 86
Polybutylene therephthalate is an engineering plastic and its foaming behaviour is generally less described in the literature. Jeong et al. 87 only achieved intermediate density reduction even with chemical modifications in foam extrusion. In 2014, Köppl et al. 88 made a parameter study on the continuous production of bead foams from PBT with a foam extruder coupled with an underwater granulator. It was found that a sufficient melt viscosity is necessary to achieve a fine foam morphology and density down to 230 g/L. However, it turned out that bead fusion is a major issue. In a later work by us, 89 it could be shown that the use of chemical modification (Joncryl®) enabled further decrease in density down to 170 g/L as a result of the optimized melt strength. Furthermore, it was noted that fusion is only possible for the chemically modified PBT. In a further study 90 first insights into the bead fusion mechanism of PBT were provided which differs from the classical mechanism known for EPS and EPP. At elevated temperatures of up to 150°C, E-PBT shows a higher compressive strength compared to EPP at the same density. 91
Comparing all variants of bead foams with enhanced thermal stability or functionality it becomes evident that there is an urgent need for unified testing methods especially developed to characterize the material used for components made out of bead foams. For example, for the determination of the heat deflection temperature (HDT, ASTM D648, DIN EN ISO 75 and DIN 53461) as well as the Vicat Softening Temperature (DIN 53460 and ASTM D1525, DIN EN ISO 306) both methods are carried out under constant heating in a heat transfer media such as thermal oil. While the HDT test method is an adapted three point bending test, the sample gets penetrated by a needle at the Vicat test. The thermal resistance is subsequently characterized by either reaching a critical value of deflection or the depth of imprint, respectively. However, both methods are actually not suitable for foams as the thickness of the standardized specimen is rather thin in comparison to the bead diameter and cellular samples tend to get penetrated by the heat transfer media. Still, Asahi Kasei used the HDT method with adapted sample geometry (increased thickness) for their data sheet of Sunforce® bead foams. Their density dependent values for the HDT are ranging from 115°C for 350 g/L and 105°C for 100 g/L. However, it has to be emphasized that, depending on the method, significantly deviating results can be expected; for example, a PP-homopolymer can have a HDT of 55°C and a Vicat Softening temperature of 154°C according to the data sheet. 92
DIN 53424 – a foam specific standard – is meanwhile withdrawn. It described either the bending or compression testing of a foam under a defined load of 10 g and a constant heating rate of 50 K/min.
Mechanical testing of light weight polymer foams at elevated temperatures is very challenging because the softening behaviour at elevated temperatures is strongly dependent on the density and morphology (cell size, cell size distribution, cell wall thickness etc.) of the foam.93–95 This makes it difficult to achieve comparable conditions for different foams types and densities. Also, the coefficient of thermal expansion can be very different and consequently can affect the results. 96
Flame retardant bead foams
Particularly in the construction, aerospace and automotive industry, fire protection and the associated fire behaviour of foamed materials play a significant role in the development and spread of fire and smoke. In order to achieve a good fire behaviour, intrinsic flame-retardant polymers can be used for foaming. Other possibilities relate to the use of flame retardants such as halogenated-, phosphorous-based flame retardants, metal compounds and further advanced flame retardants as an additive. Within this paragraph, the focus is set on the flame properties and the impact on mechanical properties of the respective bead foams is neglected.
Intrinsic flame-retardant bead foams
Some polymers such as poly(ether imide)PEI, polyphenylenether (PPE) or polyether sulfone offer intrinsic flame retardant properties. Since 2011, Asahi Kasai offers expanded modified polyphenylene ether (mPPE) beads (SunForceTM). In the field of heat management and fire protection, mPPE bead foams offer a special range of properties compared to bead foams made of PS and polyolefins. SunForceTM is the first bead foam that meets the requirements of the UL94 V-0 fire protection class. In addition to the inherent flame properties, this bead foam shows heat resistance up to 90°C, flexibility and light weight (expansion ratio of up to 10 times), thus opening up fields of application in electronics, automotives and home fixtures.97,98 Another bead foam made out of intrinsically flame-retardant polymer is EPESU, (Ultrsason® E) distributed by the BASF SE. 68 However, no detailed information about the flame behaviour is given. Additionally, PEI based bead foams have been produced, moulded and investigated regarding the flame-retardant properties. 99 The PEI bead foams had densities down to 80 g/L and were coated with flame retardant epoxy resin for fusing the beads via compression moulding. It was shown that moulded PEI-epoxy bead foam parts could achieve V0 rating according to UL-94. Additionally, patents are available regarding PEI bead foams, but have not been commercialized yet. 100
Halogenated flame retardants
In contrast to these intrinsically flame-retardant bead foams, the “standard” bead foams need to be modified to achieve good flame-retardant properties. Within this group of flame retardants one can distinguish between chlorinated and brominated flame retardants. Already in the 1970ths 101 and 1990s, 102 expandable polystyrene was modified by halogenated flame retardants as additive. In the past, the halogenated flame retardant hexabromocyclododecane (HBCD) was used in many materials. HBCD was banned 103 after classification by the EU under Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as a substance of very high concern due to its persistence, bioaccumulation and toxicity in 2015. One of the first alternatives 104 have been brominated butadiene copolymers. The use of alternative flame retardants in bead foams is therefore an essential field of research in order to ensure a safe handling and to extend the range of applications of bead foams. Nowadays brominated polymers are used as an alternative. 105
Phosphorous based flame retardants
Due to the REACH classification of halogenated flame retardants, phosphorous based flame retardants got more attention. For expandable polystyrene, hexaphenoxycyclotriphosphazene has been used as a phosphorous-nitrogen flame retardant. Within this study, the additive has been incorporated during the suspension polymerization of the polystyrene. The addition leads to a decrease in the peak heat release rate. However, the incorporation of FR during suspension polymerization brings process related disadvantages. These issues are caused by nonuniform dispersion, aggregation of the FR and other defects. 105 In order to overcome these drawbacks, beads can be coated before moulding them. 106 Wang et al. investigated the flame properties of FR modified EPS. They prepared a halogen-free flame retardant EPS foam by coating the surface. Pre-expanded EPS beads were mixed with macromolecular nitrogen-phosphorus intumescent flame retardant and then expanded through the compression-moulding at 126°C for 10 min. During the combustion process, decomposition products of MNP as nitrogenous gas and other inert gases are released which reduce the oxygen concentration and thus acting as a fire extinguishing effect. Furthermore, a char layer is formed which acts as heat and oxygen insulation preventing polymer melt dripping. Introducing of 30 wt % of MNP increased the limiting oxygen index (LOI) to 28.8% compared to the highly flammable neat EPS foam with a low LOI value of 18.2%. The MNP modification also resulted in a reduction of the smoke density rate and heat-release rate, total heat-release, smoke produce rate and carbon dioxide production so that EPS-MNP, produced in lab scale, reaches the UL94 V-0 fire protection class. 105
Another study by Zhu et al. investigated three highly flame retardant expanded polystyrene foams by coating silicon-nitrogen-phosphorous flame retardants on the bead surfaces of EPS. The influence of three different adhesives, i.e. (1) (poly-N-β-(aminoethyl)-γ-aminopropyl-trimethoxysilane [P(NTMS)], (2) P(NTMS-phosphoric acid) [P(NTMS-PA)], and (3) P(NTMS-phosphorous acid) [P(NTMS-POA) on the retardant flame properties has been investigated by LOI, UL-94 vertical burning test, and cone calorimeter (CC). Up to a P(NTMS) content of 57 wt % the EPS foam could not achieve the guidelines of the UL94 test. On the other hand, with a P(NTMS-PA) content of 57 wt % the UL94 V-0 fire protection class was reached with a LOI of 31%. In the case of P(NTMS-POA) as a suitable adhesive, 40 wt % was already sufficient to meet the requirements with a LOI of 26.5%. Cone calorimeter analysis showed that the peak heat release rate of EPS could be decreased by 62.1% in the case of P(NTMS-PA) and by 68.8% for P(NTMS-POA). 107
Further coatings, consisting out of thermoset resin with inorganic flame retardants on the EPS bead surface have been investigated by Hu et al. 106 They investigated the influence of different halogen-free aluminium phosphinates, i.e. aluminium phosphinate (DEAP) and diisobutyl aluminium phosphinates (DIAP) in combination with expandable graphite (EG) on the flame-retardant properties of EPS. The neat EPS foam has a LOI value of 18% designating a high flammability. By the addition of EG, DEAP and DIAP this value increases to 32.5%, 29% and 27% indicating an improvement of the fire behaviour of EPS. When EG is combined with DEAP (or DIAP) in different compositions, the LOI value decreases gradually when EG is successively substituted by DEAP or DIAP. 106
Metal hydroxides as flame retardants
Besides the halogenated and phosphor-based FR, metal hydroxides play an important role as flame inhibitors. Publications about coating with a resin, in which flame retardants have been incorporated, are described for example by Reuter et al. 108 They developed a flame-retardant hybrid EPS bead foam material coated on a waterborne resin containing different inorganic flame retardants. 108 In the presence of inorganic flame retardants, the hybrid materials are burning slower and also smoke at lower rates. The heat release could be decreased from 661 kW/m2 (neat expandable polystyrene) to 121 kW/m2 (expandable polystyrene with an aluminium hydroxide phenol formaldehyde resin coating).
Overview of scientific literature of flame retardant bead foams, the flame testing and incorporation methods.
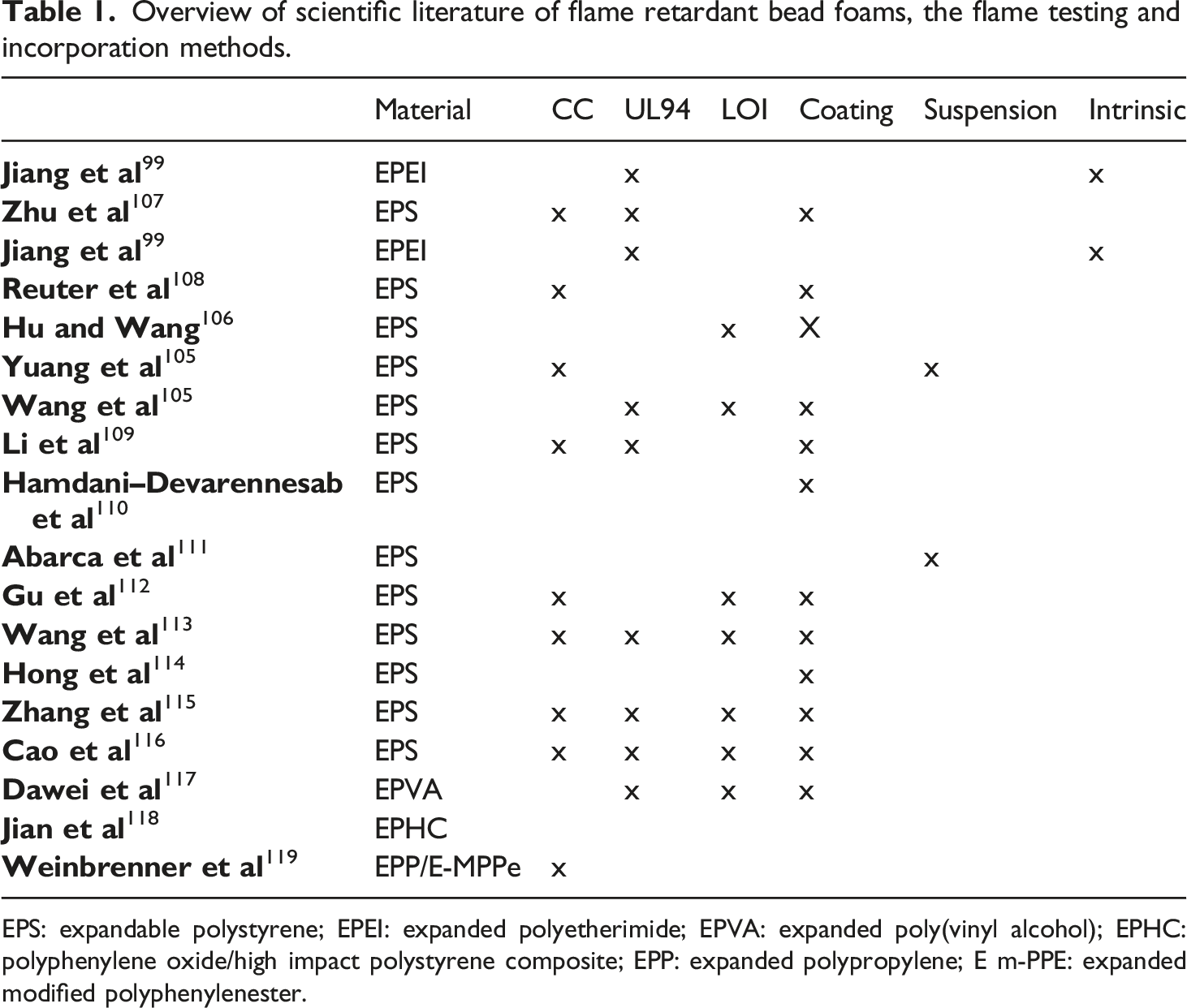
EPS: expandable polystyrene; EPEI: expanded polyetherimide; EPVA: expanded poly(vinyl alcohol); EPHC: polyphenylene oxide/high impact polystyrene composite; EPP: expanded polypropylene; E m-PPE: expanded modified polyphenylenester.
In Table 1, the common testing methods for each study are shown, revealing that the cone calorimetry, UL94 and LOI are used in nearly every publication. This shows, that the same testing methods are used for compact materials as well as for bead foams. Next to the flame behaviour itself, it is important to incorporate the flame retardants. In literature, which is only dealing with EPS, two methods have been used. Coating of the EPS beads has the advantage that no further processing unit is needed at the part producer side. The other method, incorporation of the flame retardants as an additive during the processing of the gas loaded pellet, is less frequently used in literature. First of all, more equipment is necessary, because the blowing agent loaded pellets have to be produced. Potential drawbacks such as nonuniform dispersion of the additive, aggregation of the FR and other defects are reported. 105 Furthermore, Reuter could show, that the use of such coating can lead to a continuous thermoset network after welding in the consolidated part. In addition to the improved flame retardant effect introduced by the thermoset nature of the coating, a higher chemical and thermal resistance has an additional advantageous effect. In the case of burning, the thermoset component can resist a higher temperature than the EPS which prevents dripping of the EPS and acts as a load-bearing structure. 120
In a nutshell, the flame retardancy of bead foams has been rarely examined. Mainly EPS and the flame behaviour with different additives has been investigated. However, there is a lack regarding other polymer bead foams such as EPP or other bead foams as mentioned in this work.
Apart from flame retardancy, some other functionalities such as electrical conductivity, EMI shielding121–123 and piezoresistive properties 124 are research areas for bead foams. The literature given here provides a reference.
New bead foam processing technologies
Until a few years ago, the conventional steam chest moulding process of bead foams such as EPP and EPS represented the state of the art. Here the required processing temperature is controlled by the steam pressure and limits of up to 5 bar (160°C) can be achieved on moulding machines. However, for engineering thermoplastics such as PET and PBT with higher glass transition and melting temperatures, much higher processing temperatures are required that cannot be achieved with the usual standard processing techniques.
Neue Materialien Bayreuth GmbH and University of Bayreuth presented a high-pressure steam-based bead foam processing technology in 2016. 125 Using a new type of bead foam cavity made of stainless steel (usually aluminium), pressures of up to 25 bar and thus processing temperatures of approximately 230°C can be achieved. As a result, they were able to show in process studies that it is possible to produce extremely light components made of E-PBT with a density of approximately 150 g/L in a process time of about 180 s.
The reason for research and development work in the field of steamless welding processes is that customers do not have to buy or maintain the entire steam system, which can drastically reduce costs. Also, it is possible to integrate moisture-sensitive components (e.g. electronics) in to the moulded part. For this purpose there are currently three different technologies, which are described in more detail below.
One of these technologies for moulding bead foams is a radio-frequency based method developed by the company Kurtz Ersa GmbH and Co in 2017. 126 The foam beads are heated in a mould by electromagnetic radio waves so that they can weld together. If long-wave radio waves are used, the formation of local hotspots can be avoided. The basic prerequisite for the absorption of electromagnetic radiation is a sufficiently high intrinsic dipole moment of the polymer. If this requirement is not met, polar additives can be added to improve the absorption behaviour.
A further processing method is developed by the company FOX Velution GmbH and is based on steamless bead foam processing using a highly dynamic variothermal system technology. 127 Through a very controlled heating and cooling process of the cavity, the foam beads can be heated by IR radiation from the mould walls and heat conduction so that they weld but do not melt.
More novel process ideas for the manufacturing moulded parts from non-polar and polar foam beads come from the company Teubert Maschinenbau GmbH. 128 In the first step of the so-called ATECARMA process (Activator, Temperature, Efficiency, Combination, Automatization, Resources, Multimaterial, Adaption) foam beads are wetted by a chemical functionalizing agent. After drying welding can take place at low temperatures in the boundary layer created by the coating.
The Hofmann company develops additively manufactured bead foam tools for their variothermal mould technology. Thanks to 3D-printed tools new design possibilities arise for bead foam components, the amount of used tool material is significantly lower, they can be heated or cooled more quickly, which significantly reduces energy consumption and cycle times. Additively manufactured bead foam tools also offer completely new possibilities for the component surface structure. By fine structuring the inner surface of the mould using additive or subtractive processes, vapour-permeable structures can be created that also allow visual applications without incurring additional production-related costs.
In addition to the welding technologies already commercially available, other novel sintering methods such as selective microwave sintering117,129–131 and in-mould foaming techniques132,133 are discussed. The literature given here provides a reference.
Modelling and Simulation
The development process of new bead foams is complex, as manifold parameters interact and influence the final characteristic of the final material. Simulation and modelling of processes and properties provides an efficient tool to streamline and accelerate research. At this stage, the property analysis of moulded parts is predominantly based on experiments. Existing experimental data from various studies can rarely be compared and thus hinder the transfer and generalization of results. A general overview about the possibilities of simulation methods in the field of material engineering was given by Kimming et al. 134 However, although there are many potential advances expected by handling big data amounts collected from processes and characterization, only very limited work about bead foams was done up to now. The lack of simulation tools for foaming, transport and sintering processes as well as their interlinking to a consistent workflow prevents the development of holistic process-structure-property relationships from the basic material to the component. Furthermore, there is no generally valid data format for the acquisition, storage, processing and export of material data. In order to make a step towards reproducible production and to reduce the enormous practical testing effort, suitable simulation methods are required. 135
The Institute for Lightweight Structures and Polymer Technology (ILK) at TU Dresden works on the analysis of bead foam structures by microscopy and computer tomography to gain a thorough understanding of the bead foam process-structure-property relationships. Conventional modelling approaches assume that the deformation behaviour of bead foams can be regarded as a continuum and that data from tests on tensile and compression test specimens are sufficient for their complete description. However, the inhomogeneities contained in the test specimens and the real cell structure are neglected. A first digital approach of the ILK includes the use of representative volume elements based on Voronoi mosaics calibrated according to the foam morphology (Figure 12) and the subsequent virtual testing to determine density specific material characteristics (Figure 12 right).
The foam morphology and, in the case of semi-crystalline materials, the degree of crystallization of the polymer are taken into account as influencing factors. After the virtual test, material maps are transferred to the component simulation. By taking into account locally varying densities, a better match between experimental tests and simulation was achieved. 135
Further research focuses more on the holistic simulation of the individual bead foam process steps. For example, the innovation community for advanced production systems (Inpro) is currently working on a programme for simulating the filling process and positioning the injectors in the mould. The beads are blown into the cavity with air which means that their flight path is determined by the airflow. Therefore, a normal bead simulation is not sufficient, an additional flow simulation is required. Other influencing factors include the friction between the beads, the electrostatic charging or the kinematic entanglement of the beads after their impact on the tool wall. 62
Also, Nakai et al. 136 developed a model to simulate the steam chest moulding process for EPP. Their investigations revealed fundamental aspects of evaporation and condensation of blowing agents and heat conduction. Using the models developed, the internal pressure and the water contents in the cells of the bead foams can be calculated in order to predict the expansion behaviour of cells in the EPP.
Conclusion
More than 70 years after the invention of bead foams, the established materials (EPS, EPE and EPP) are still widely in use and demand is continuously growing. Interestingly, a multitude of innovations appeared only after the turn of the millennium. Innovative bead foams addressing advanced mechanical performance, sustainability, flame retardancy and other features are nowadays in focus of both industry and academia. For this purpose, a variety of material systems and manufacturing routes has been developed. With the introduction of new material processes, also the mould foaming has to be adapted (e.g. higher steam pressures are required) and there is a significant progress in the understanding of fundamental structure property relationships, that is, related to the fusion behaviour of the beads.
Besides research on the material itself, the welding process gets more attention and the several alternative and steamless routes were introduced. Main targets are energy efficiency, improving moulding performance and integration of moisture sensitive components such as electronics. A growing trend is the use of digital methods to model the mechanical behaviour and to simulate the mould filling process. It can be expected, that in the upcoming years more effort will be carried out to use these advanced methods and to gain a deeper understanding of process-structure-property relationships. In summary, even though the class of bead foam materials was invented already, it remains a lively area of research and application for the years to come.
Footnotes
Acknowledgements
The authors like to thank Kathrin Hilgert for support in refining the literature and graphical support for the timeline of bead foam development.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the German research foundation (DFG) in the frame of the projects AL474/34-1 and AL 474/42-1.