
Abstract
Two ester-based and one ether-based thermoplastic polyurethane grades have been used to produce thermoplastic polyurethane foams. The foaming process comprised pressure-induced batch foaming, foam extrusion, and bead foam extrusion by using an underwater granulator. Foam density and morphological properties, such as cell size, cell size distribution, and cell density, were measured through different analytical methods. Through autoclave batch foaming a minimum cell size of 10 µm and density of 202 kg/m3 is obtained, which is lower than the densities previously reported in the literature for thermoplastic polyurethane. Extrusion foaming however could not achieve the same range of foam expansion given that the lowest density achieved is 635 kg/m3 and a minimum cell size equal to 46 µm. The production of thermoplastic polyurethane bead foams is also reported for the first time. The minimum density of the obtained foamed beads is 306 kg/m3 and the lowest cell size is 55 µm.
Introduction
Thermoplastic polyurethane (TPU) foams have been recently receiving increasing attention due to their vast range of properties that renders them relevant to several industries. Foaming of TPUs has been reported in the literature, although few, by different processing methods such as autoclave batch foaming, injection foaming, or extrusion foaming.1–3 Beside the processing conditions, the foaming behavior of TPUs is highly related to their specific macromolecular structure.
TPUs are block copolymer chains with alternating hard segments (HSs) and soft segments (SSs). The presence of HSs and SSs, which are microphase separated at room temperature, leads to the elastomeric nature of TPU. 4 The HSs consist of crystalline rigid segments responsible for thermoplastic behavior, while the extensible SSs contribute to the elastomeric properties. HSs almost always contain diisocyanate units that are connected by short-chain diol molecules known as chain extender. On the other hand, SSs usually consist of long-chain polyethers or polyesters.5–9
The ratio of the HS to the SS (HS/SS ratio) significantly affects the processing condition and foaming behavior of TPU.10–15 Hossieny et al. 1 have shown that broader HS domains present in the microstructure of TPU lead to higher nucleation rate. They tried to foam TPUs containing different crystallinity ranges with butane in an autoclave batch foaming process. The interpretation of these results suggests that the HSs can play the role of nucleation sites in a gas-loaded system and promote the cell nucleation rate.
In addition to the foaming behavior and foam morphology, the HS/SS ratio affects the mechanical properties of the final foamed product. It is know that in a compact polymer, crystalline structure has a higher strength than elastomeric amorphous structure. In order to evaluate this effect of crystallinity on the strength of foamed TPUs, Mi et al. 10 blended a soft (A) and a hard (D) TPU grade at different ratios prior to microcellular injection molding. The increasing influence of HS/SS ratio on the measured Young’s moduli of the compact and foamed samples can be clearly observed in Figure 1. It is also interesting to note that the difference between the moduli of compact and foamed samples is quite low. This can be due to the so-called structural foam effect, i.e. a final part with compact skin layer and a cellular core. In fact, the specific modulus of the foamed samples is higher than that of compact samples. (The focus of this work has been on autoclave batch foaming and extrusion foaming, therefore, for further reads on foam injecting molding and structural foams one can refer to Wu et al. 16 and Mi et al.17,18.)
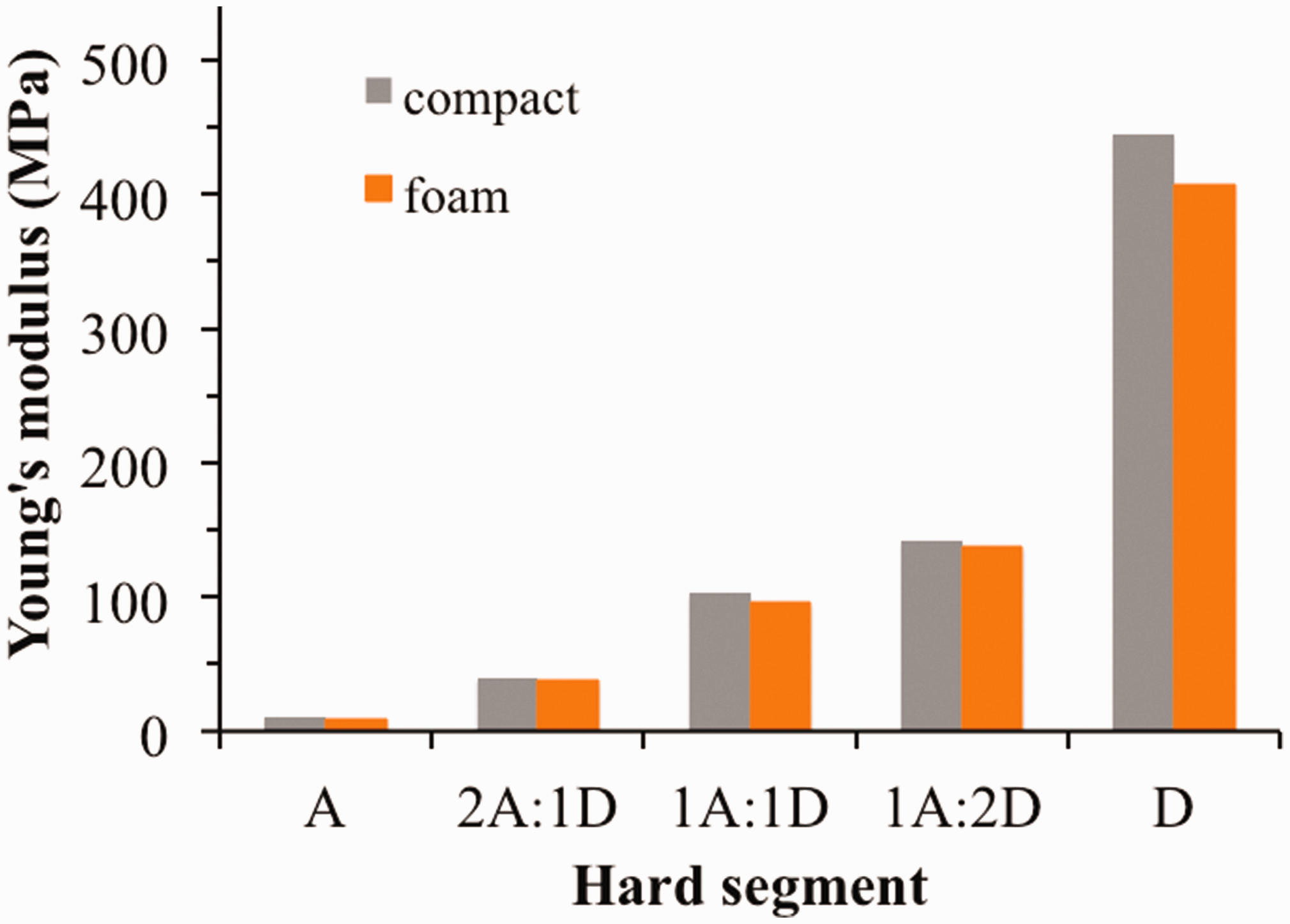
Effect of HS/SS ratio on the mechanical properties of compact and foamed TPUs produced by injection molding (A: soft grade, B: hard grade). 10
Among the available foam processing methods, autoclave batch foaming offers a convenient and economical way for an initial evaluation of the polymers’ foaming behavior.19–22 Therefore, it has been used in several research works for foaming TPUs, and thermoplastic elastomers in general.23,24
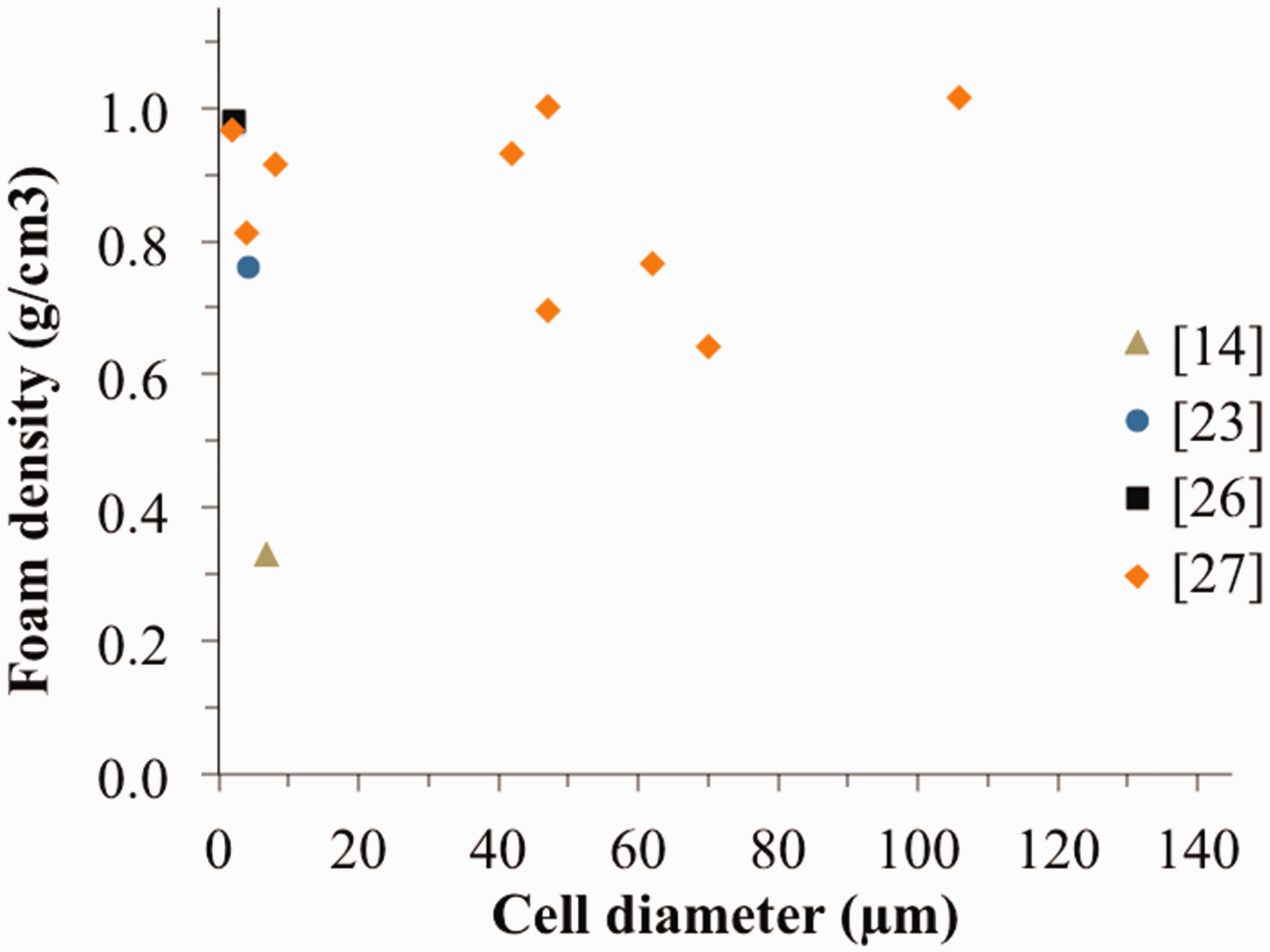
The most influential processing parameters in autoclave batch foaming are temperature, pressure of the gas, and the pressure drop rate. 25 Variation of these parameters leads to creation of TPU foams with different morphological properties. Therefore, it can be concluded that by a careful choice of the processing parameters and the chemistry, the properties of TPU foams can be tailored. A compilation of the density of batch foamed TPUs is illustrated in Figure 2. It is noteworthy that obtaining low-density TPU foams seems quite challenging while most values reported in the literature are above 0.5 g/cm3.
Foam extrusion is more costly and less accessible compared to autoclave batch foaming, but provides a higher control over the processing parameters and fine-tuning of the formulation, additives, and blowing agents content. In one of the few scientific works on TPU foam extrusion, Kropp and Michaeli 28 investigated the foamability of different thermoplastic elastomers by using CO2 as a blowing agent. They reported foam densities of 760, 670, and 400 kg/m3 for a PP/EPDM blend, an SEBS, and a polyether-based TPU, respectively. At the optimized processing conditions, TPU shows an excellent foamability and reaches a more homogenous morphology compared to two other thermoplastic elastomers. The processing parameters that have the highest impact on foam morphology are melt temperature, die temperature, melt pressure at die, materials throughput, and the blowing agent content. 19
Similarly, Dai et al. 12 have produced microcellular TPU fibers with supercritical CO2 using a single screw extruder combined with a fiber winder. They have managed to produce cell sizes from approximately 50 µm to sub-micron cell sizes by including nano-clay in the system as a heterogeneous cell-nucleating agent. An optimum filler content of 1.0 wt% was determined to achieve the optimum morphology. The inclusion of fillers provided finer cell size and more uniform distribution of cells at the cross-section of the filament. Other fillers such as multiwall nanotubes and carbon black are reported as nucleating agent for TPU and TPEs.14,29
Production of TPU bead foams has been discussed in the one patent by BASF, where different grades, different blowing agents and nucleating agents for TPU bead foams have been discussed. However, no scientific literature could be found on this topic. 11
In the present work, TPU has been foamed by autoclave batch foaming, extrusion foaming, and bead foam extrusion. For each processing method, the processing parameters have been defined and methodologically tuned to achieve the lowest possible density and the most homogeneous cell structure. For each sample foam density, average cell size, cell size distribution, and cell density have been measured. The morphological properties have been analyzed by scanning electron microscopy (SEM). In addition, further characterization has been carried out to evaluate the foaming relevant properties of the TPU such as thermal properties, rheological properties, and blowing agent uptake.
Materials and methods
Materials
Three TPU grades from the Desmopan material series were generously provided by Covestro AG. Two of the grades, ES-Soft and ES-Hard, are similar in chemistry (Table 1), but have different HS/SS ratio, which leads to different shore hardness. The third grade, ET, has the same shore hardness as ES-Soft but with different chemistry. ET has ether as SS while the two other grades have an ester. The HS for all three grades is methylene diphenyl diisocyanate. The material grades and the nomenclature used to refer to each grade are given in Table 1.
Thermoplastic polyurethane grades.
MDI: methylene diphenyl diisocyanate.
Talc (Luzenac 1445) was used as nucleating agent with the median diameter and the density of 10 µm and 2.78 g/cm3, respectively. Carbon dioxide (CO2) has been the main physical blowing agent. In addition, isopropyl alcohol (IP) from VWR chemicals was used as co-blowing agent for the following potential effects
30
: Improvement of the cell nucleation, Enhancement of the plasticization, which means foaming can happen at lower temperatures, Decrease in CO2 escape (diffusion) out of the melt.
Processing
Autoclave batch foaming
Pressure-induced batch foaming was performed using a high-pressure autoclave (Figure 3) with temperature and pressure control units. TPU granules were hot pressed in the form of round pastels (Ø: 25 mm, L: 3 mm) and put into the autoclave under pressurized CO2 and, after the saturation time, the foaming was induced by thoroughly opening the release valve. For these experiments, the saturation time, pressure, and temperature were varied until the optimal parameters for each material were identified. The procedure for optimizing the processing parameters is explained in the “Results and discussions” section.
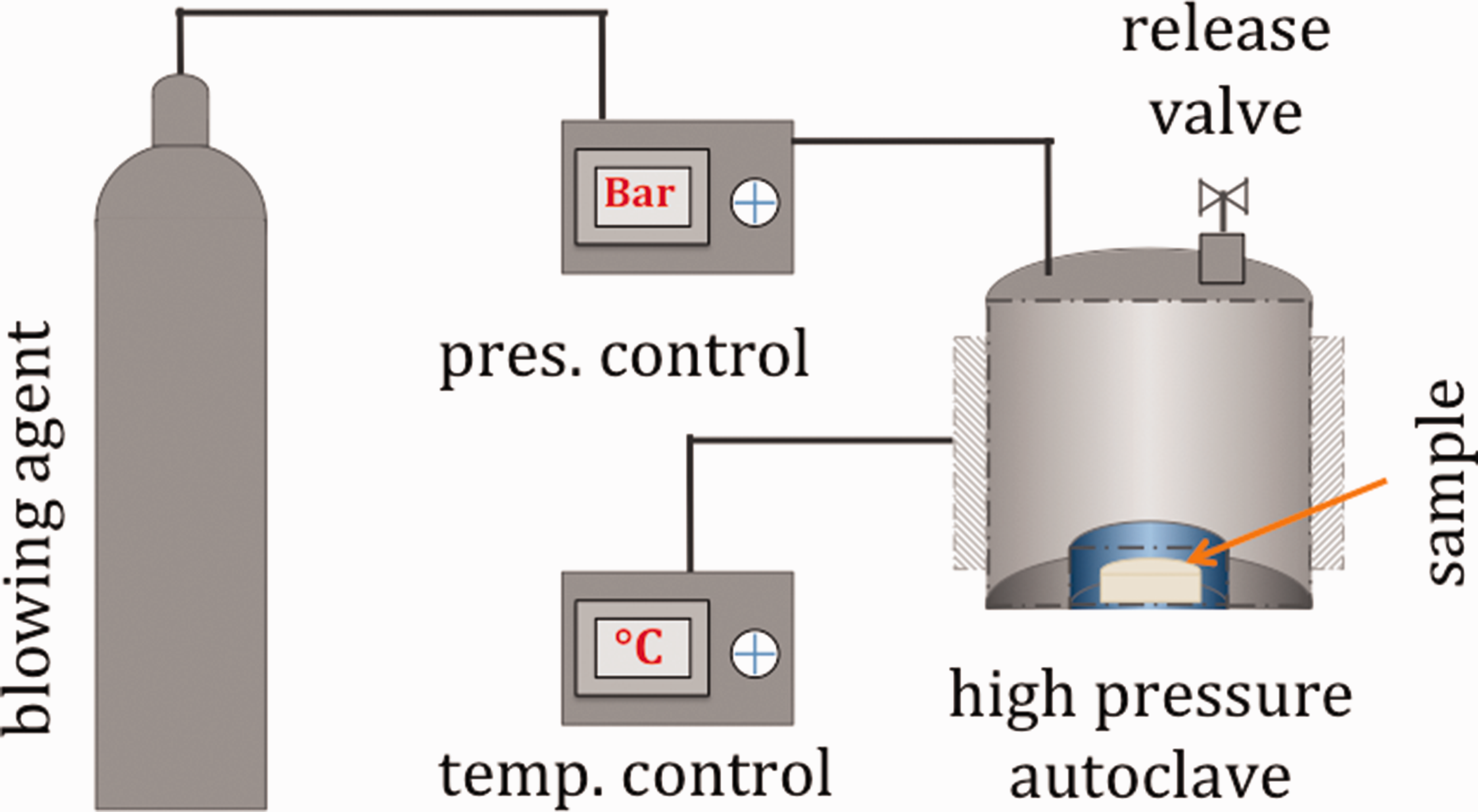
Schematic illustration of the experimental setup used for pressure-induced batch foaming.
Compounding
The nucleating agent (Talc) was incorporated into the TPUs using a lab-scale twin-screw extruder (Brabender DSE 20/40) equipped with a granulator to obtain 25 wt% talc rich masterbatches. A water bath was used to cool the material in order to ensure good granulation of the materials.
Extrusion and bead foaming
A Collin ZK25P tandem foam extruder is used for foam extrusion trials (Figure 4). Initially, the TPU granules and the nucleating agent are fed into the A-extruder. The material melts down by heating the extruder and then the blowing agent is injected into the system. For a precise dosing of blowing agent, a gas-dosing unit is used to control the injection of supercritical CO2, and an High-performance liquid chromatography (HPLC) pump to feed the liquid co-blowing IP.
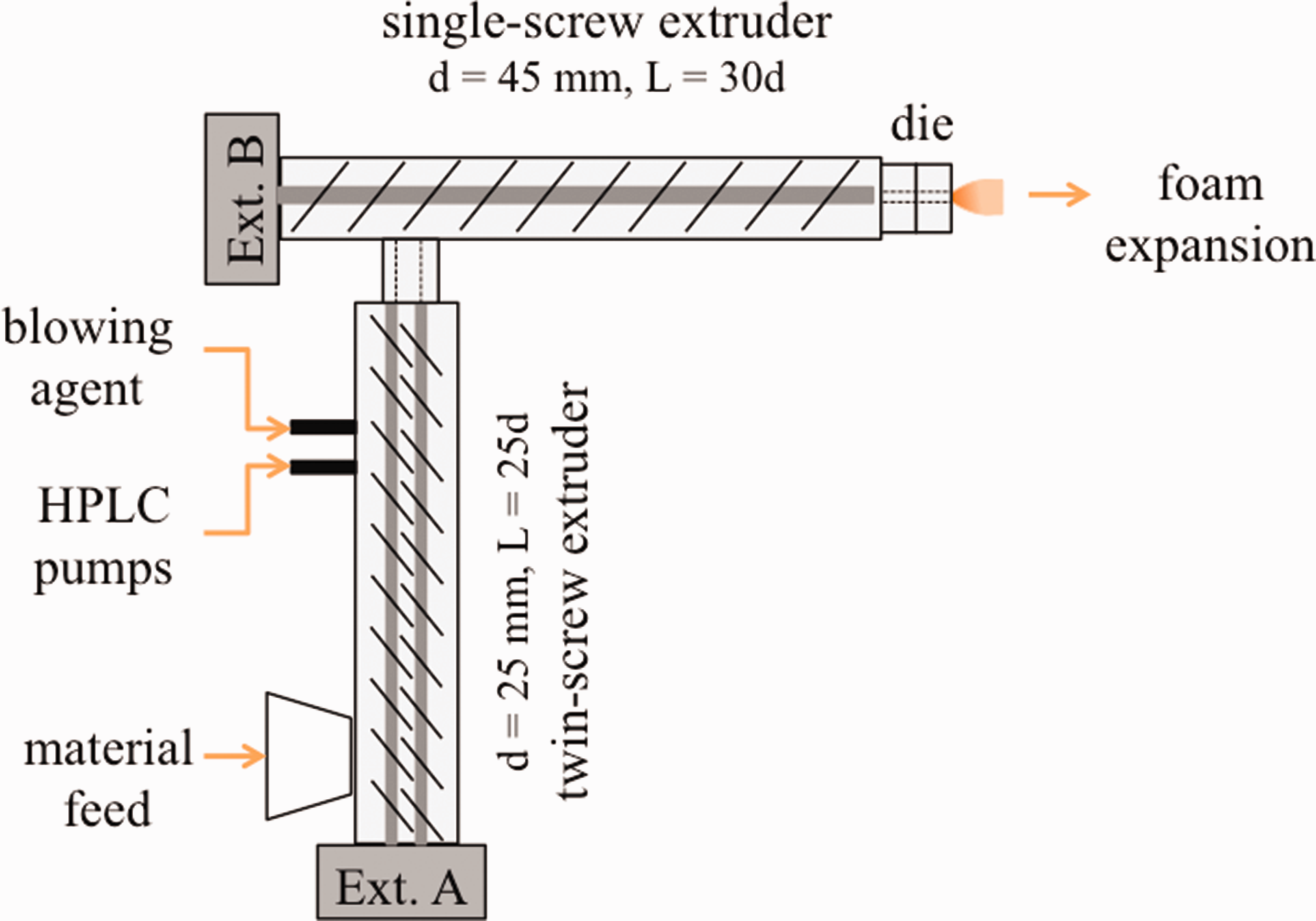
Schematic illustration of the tandem foam extruder.
The plasticized melt is then transferred to the second extruder (Extruder B), where the polymer/blowing agent mixture is cooled down for three main reasons: The solubility of the blowing agent in the system increases The viscosity decreases and the pressure of the melt at the exit of the die increases, which leads to higher expansion The cell stabilization happens faster and more efficiently
Finally, the melt is extruded out of a die, where the foaming occurs.
For producing bead foams, the die was replaced by an underwater granulator (UWG) unit from GALA (Figure 5). The melt coming out of the extruder goes through a perforated plate, usually referred to as “breaker plate” (holes diameter: 1.3 mm) and foams in the form of strands. The strands are then immediately pelletized by the rotating knives while the expansion of the beads in water continues. Subsequently, the pelletized foams are cooled, stabilized, and transported through by the water stream, separated from water and collected at the end.
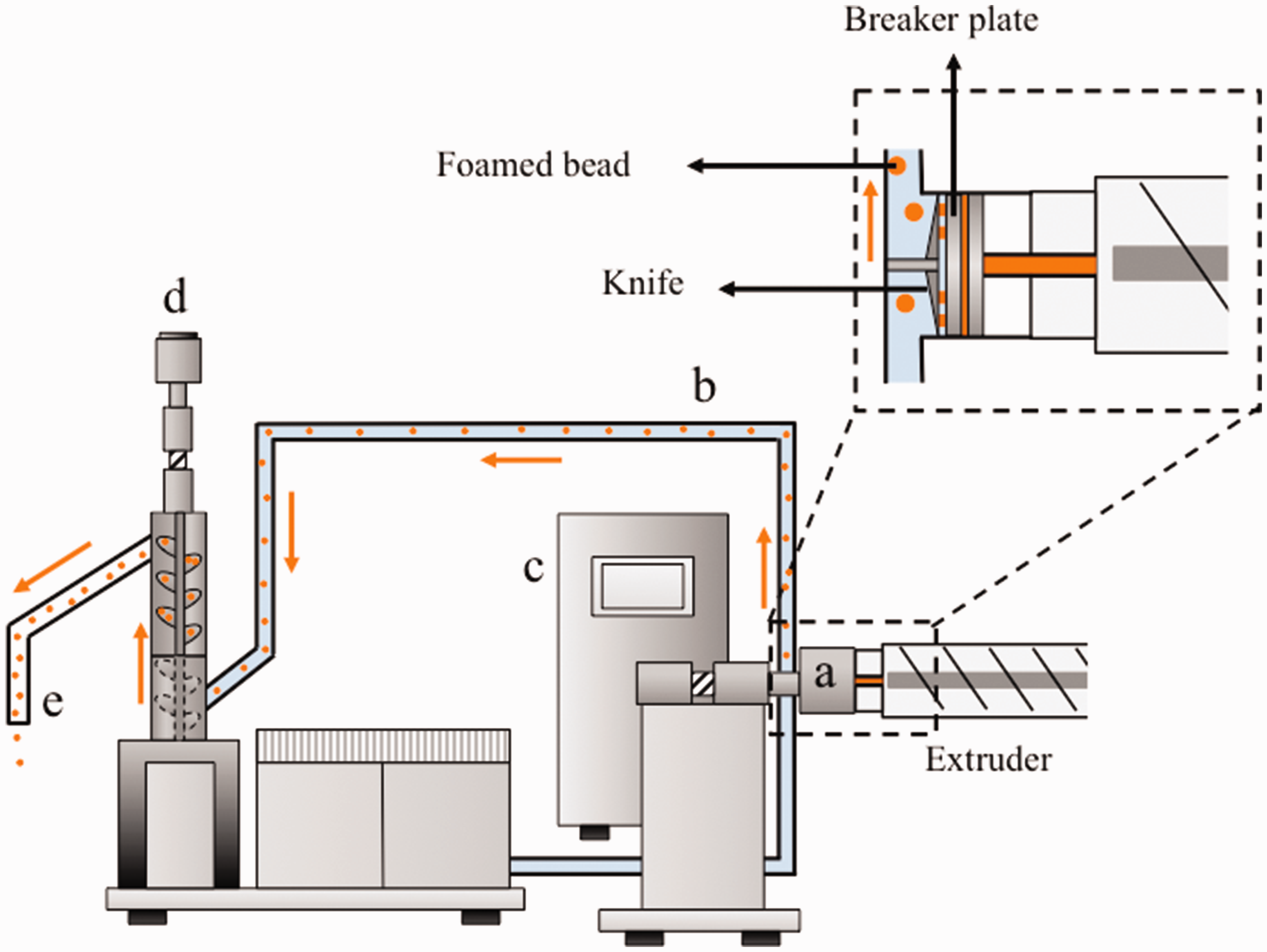
Schematic presentation of an UWG unit. a—breaker plate and rotating knives, b—water conveyor, c—control unit, d—bead separator, and e—bead collection.
Analysis
Thermal analysis
The decomposition behavior of the materials was characterized via thermo-gravimetric analysis (TGA—Mettler Toledo SDTA 851e). The measurements were performed on samples weighed between 10 and 20 mg, with a heating rate of 10 K/min up to 600°C.
The melting temperature of materials was measured by differential scanning calorimetry (DSC—Mettler Toledo DSC1). A two-run cycle between −80 and 250°C was performed at 10 K/min.
Blowing agent uptake
A lab autoclave from Berghoff (max pressure 200 bar, max temperature 230°C, volume 700 ml) was used to measure the blowing agent uptake of the polymers. The pressed samples were dried and put into the autoclave for 24 h. During the first 6 h, samples were rapidly taken out of the autoclave and weighed with a balance every 1 h. Then, the samples were left in the autoclave through the night and then weighed again the day after.
Density
The average density of the foamed materials was measured by a density balance (Density scale Mettler Toledo AG245) for at least five different samples.
Morphology
The morphology of the foams was characterized by SEM (Jeol JSM-6510) on cryogenically broken samples and sputtered with a thin layer of gold. The mean cell size (dC) and cell density (ρC) were calculated by the following equations

Results and discussions
Thermal characterization
HSs and SSs are thermodynamically incompatible, resulting in their microphase separation. This separation induces a two-step thermal decomposition, where each step is representative of one segment. 31 Usually, urethane bonds (in the HSs) have lower decomposition temperatures (300–375°C), whereas the SSs decompose at higher temperatures (400–450°C).6,15,32
The difference in decomposition temperature of HSs and SSs has been used here to determine the amount of HSs and SSs in the materials under study. The evaluation was carried out at the minimum between the two peaks in derivative curves of TGA (dTGA), where the entire HS is already dissociated and thus directly correlates to the amount of HSs (Figure 6). The results for each grade are presented in Table 2.
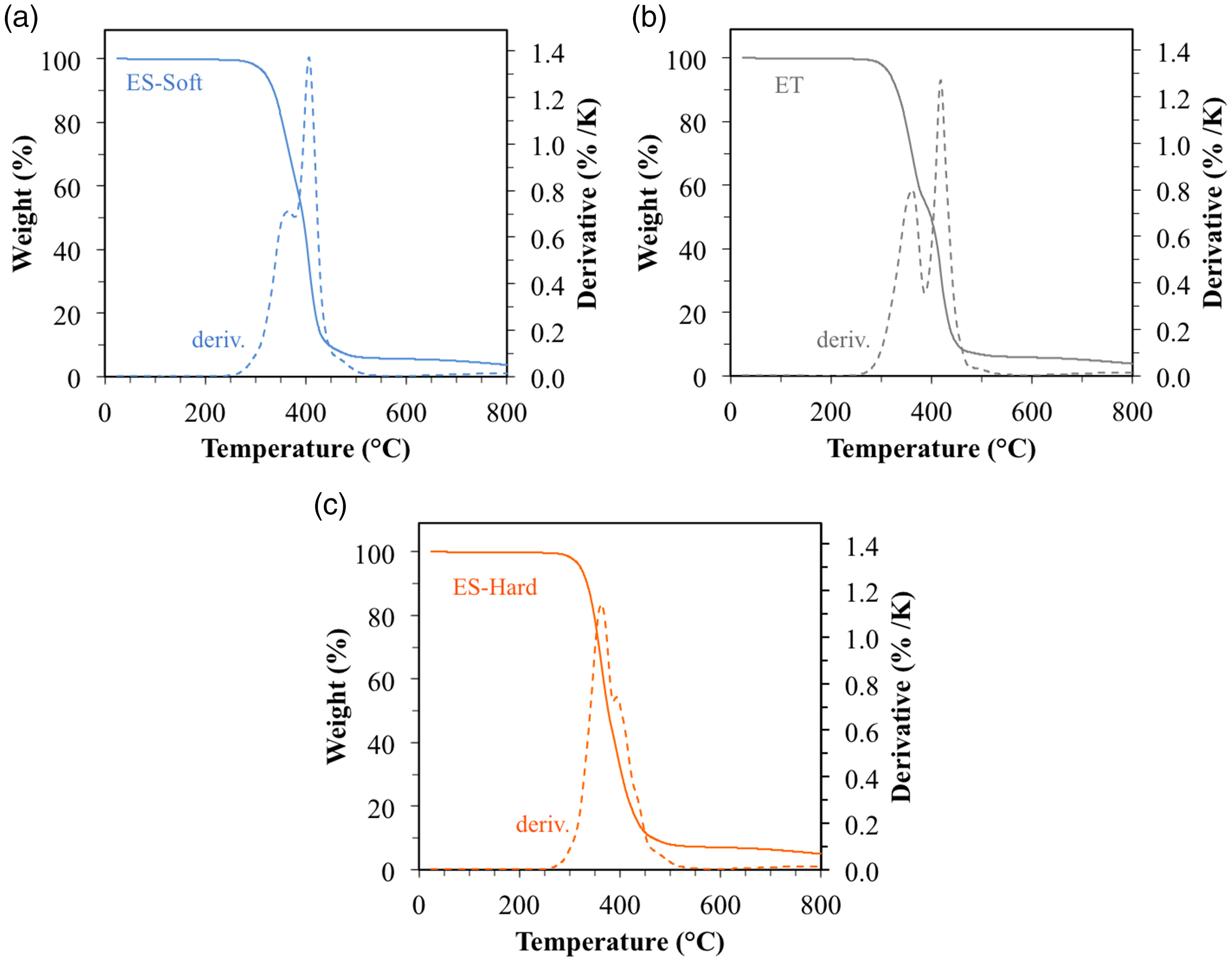
TGA and dTGA curves of (a) ES-Soft, (b) ES-Hard, and (c) ET.
HS ratio and thermal properties of the TPU grades.
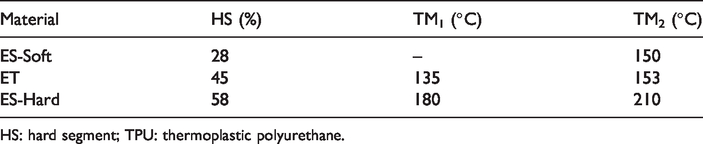
HS: hard segment; TPU: thermoplastic polyurethane.
The melting behavior of TPU grades has shown that a distinct double melting peak can only be observed in the case of ES-Hard at 180 and 210°C which has the highest HS (Figure 7). ET shows a two small and closely overlapped peaks at 135 and 153°C, and ES-Soft shows a very small crystal peak around 150°C. This is as well in accordance with the TGA results showing that ES-Soft has the lowest content of HS.
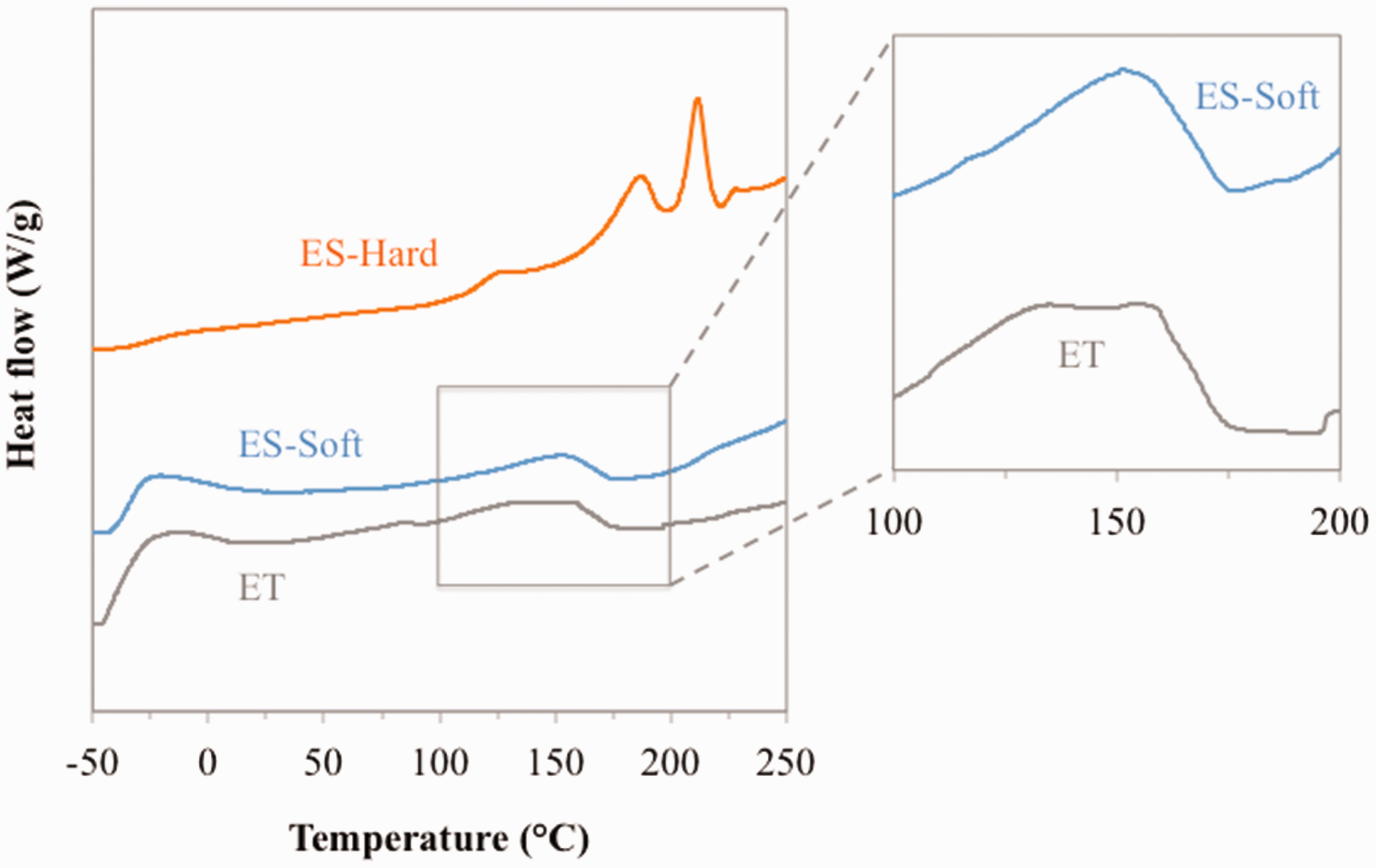
Melting behavior of the TPU grades measured by DSC.
CO2 sorption
Figure 8 shows the CO2 mass uptake of the samples measured at room temperature and 50 bar pressure as a function of time. A higher mass uptake is observed for the ES-Soft grade, which has the lowest fraction of HSs. This confirms that the penetration of CO2 in the HS is hampered by its crystalline structure, which is explained by the much lower free volume available in the crystalline regions. 33 Thus, the CO2 uptakes of the three TPU grades are different and correlate well with their compositions in terms of HS/SS ratio.
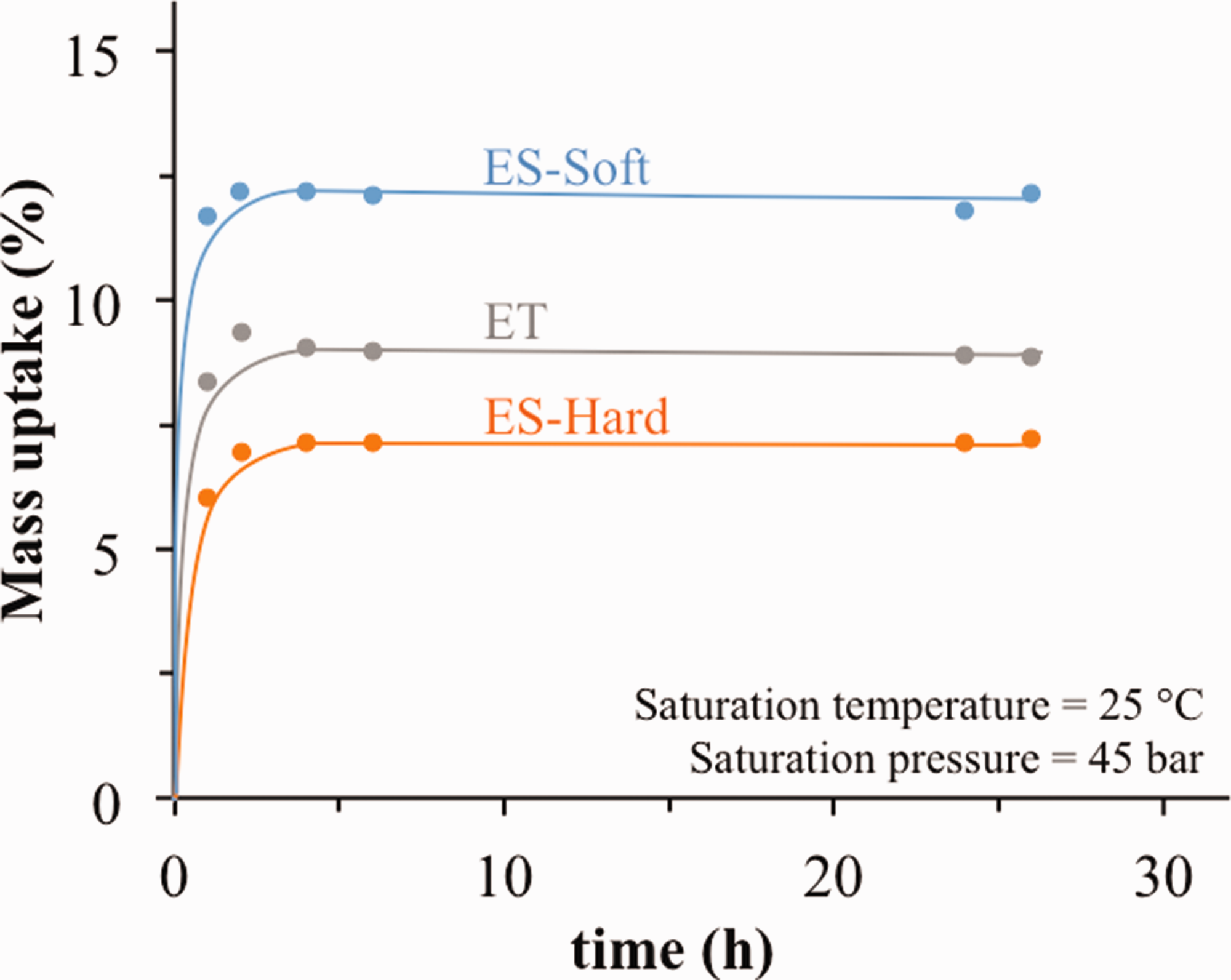
CO2 sorption of the chosen TPU grades as a function of time.
The CO2 uptake of ES-Soft is roughly twice the ES-Hard. However, the saturation for all the three grades happens in less than 2 h under the pressure of 50 bar at room temperature, regardless of the amount of HSs or the base chemistry of the TPUs.
Pressure-induced batch foaming
To begin with the procedure of process optimization, the influence of saturation time on foam density was examined with time intervals of 30 min at 200°C and 200 bar. At this temperature, ES-Soft and ET are in a molten state, whereas only some crystals (associated with the first melting peak) of the ES-Hard sample are molten (see Table 2). Figure 9 shows that an increase of saturation time from 30 to 60 min leads to a considerable decrease in foam density, while further increase of time has practically no effect on foam density. This time is as well in accordance with the results of CO2 uptake tests, where after 1 h residence in the autoclave, the gas uptake reached over 90% of the saturation concentration.
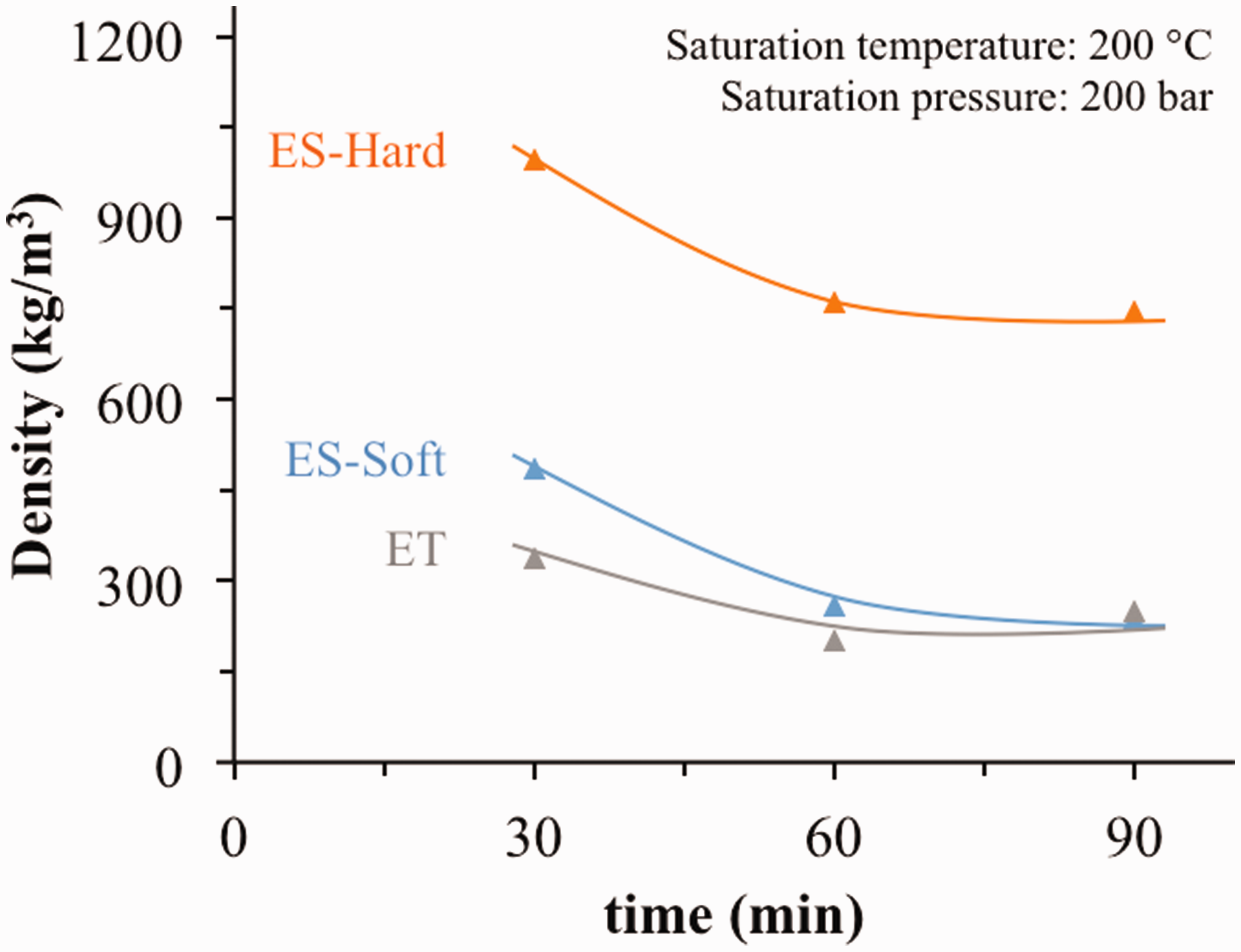
Influence of saturation time on foam density.
In the next step, the foaming temperature was varied, while the saturation pressure and time were kept constant at 200 bar and 60 min, respectively. The results (Figure 10) show that 200°C remains the most suitable saturation temperature for both materials (ES-Soft and ET). For the ES-Hard, on the other hand, the temperature had to be increased up to 260°C, where similar densities as the other two materials could be obtained.
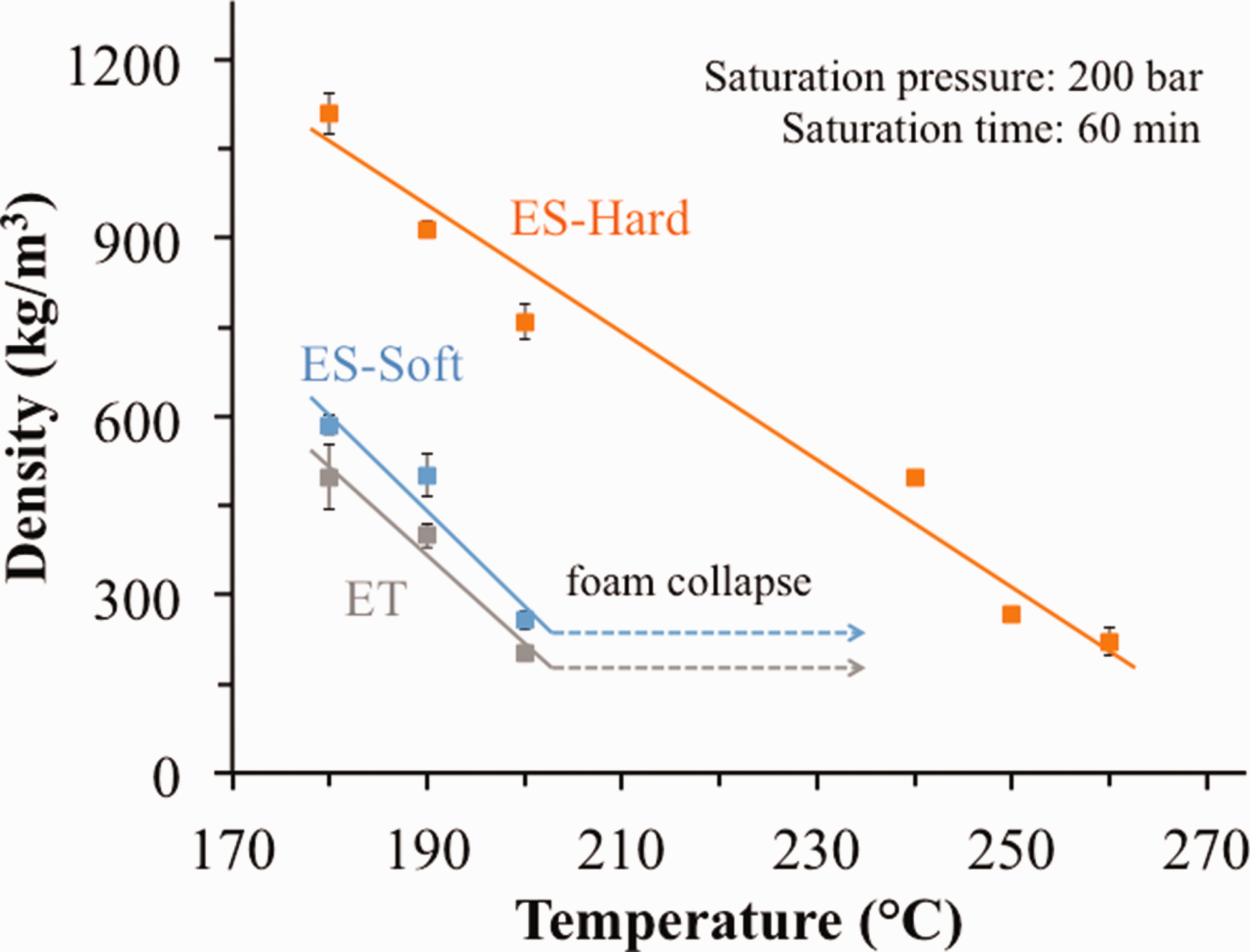
Influence of saturation temperature at optimal saturation conditions.
The influence of saturation pressure was also investigated. The effect of pressure variation (within the functioning capacity of the autoclave) on foam density was insignificant and the results are not presented here. Therefore, a pressure of 200 bar was kept as optimum.
Figure 11 illustrates the SEM images of the TPU foams obtained at optimal saturation time and pressure while changing temperatures. At higher temperatures, the lower melt strength of the polymer leads to higher cell expansion, and potential cell coalescence and, therefore, lower cell density. This effect is more pronounced for ES-Hard. The results of cell analysis and the corresponding density for each sample are presented in Table 3.
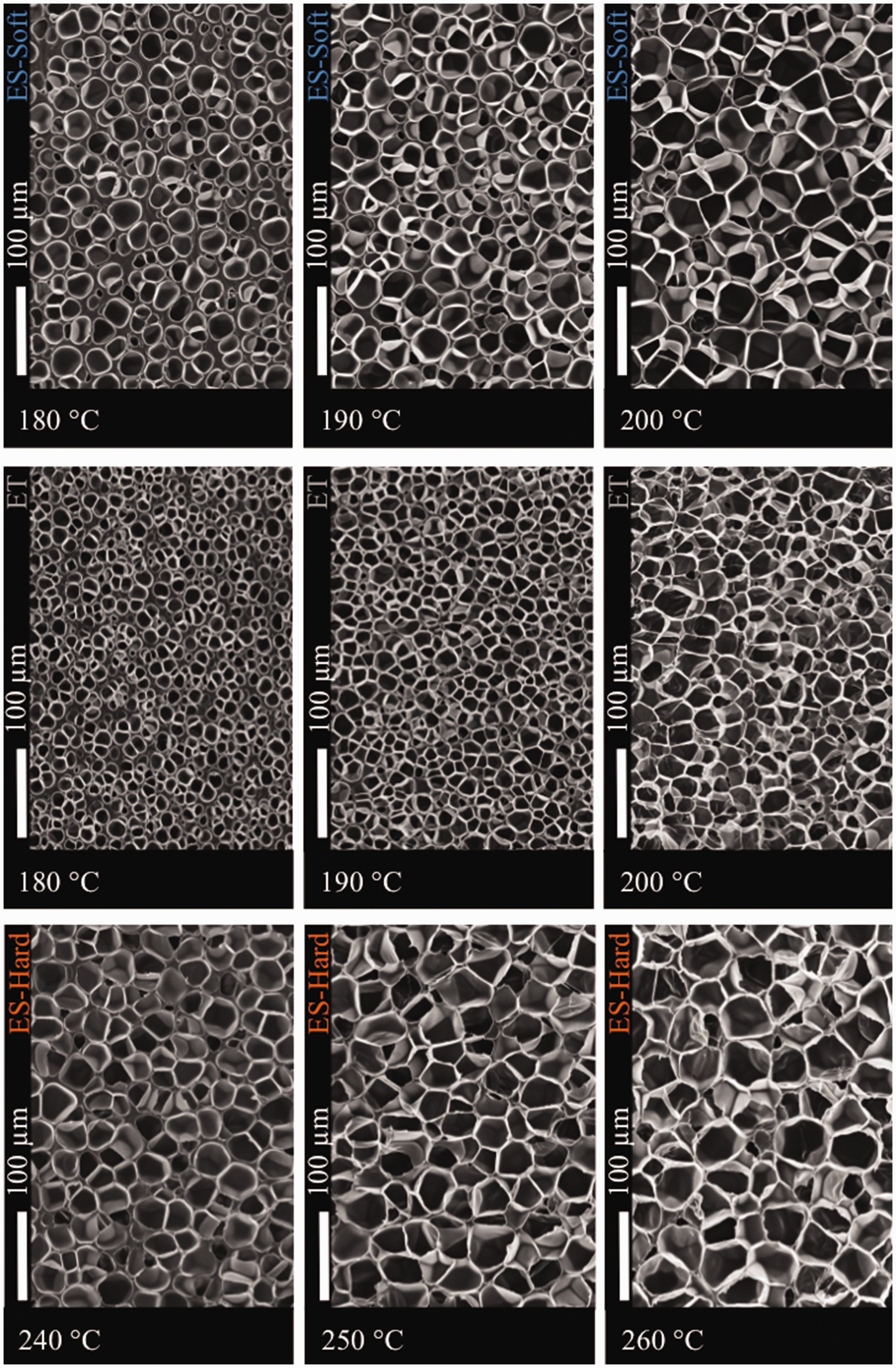
Foam morphology from pressure-induced batch foaming (t = 60 min, p = 200 bar).
Properties of the foams obtained at their optimum autoclave processing criteria.
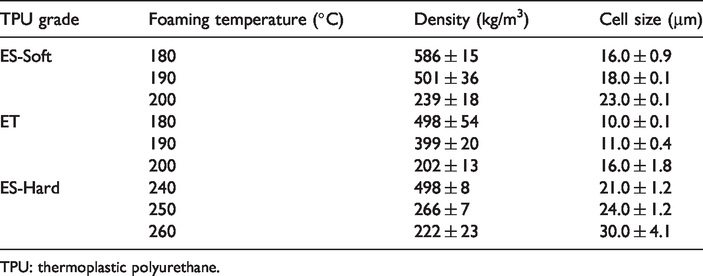
TPU: thermoplastic polyurethane.
Figure 12 compares the properties (density versus cell size) of the foams produced in this work with those previously reported in the literature. In comparison with literature, the foam densities achieved in this work are significantly lower. For all three grades under study, a density close to 0.2 g/cm3 has been achieved by applying the optimal processing condition.
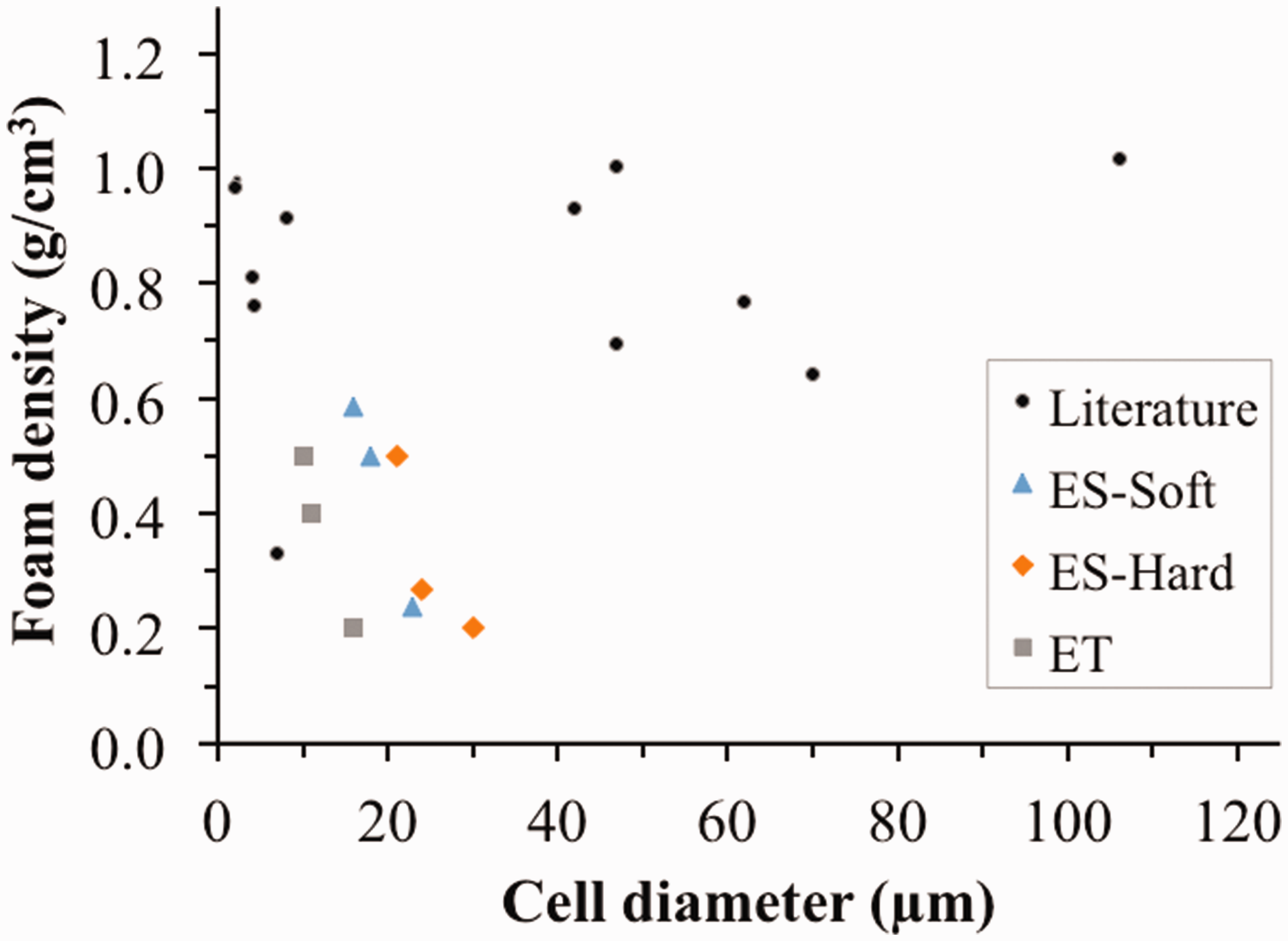
Cell density and foam density for the three TPU grades in comparison with the literature data (for details of literature data, see Figure 2).
Foam extrusion
Following the characterization of the base material and the information generated during the batch foaming experiments, the ES-Soft grade was chosen for foam extrusion trials. This choice was mainly due to the fact that ES-Soft had the highest blowing agent uptake and most suitable melt properties in comparison to the other two grades.
In a series of preliminary foam extrusion experiments, it was found out that dosing of CO2 was only possible at 3 wt%. Below this range, the pressure at the injection zone would be below 70 bar over time, meaning that CO2 was not injected in a supercritical state. On the other hand, if the CO2 concentration exceeded 3 wt%, degassing took place. For these reasons, all experiments were conducted with a constant CO2 concentration of 3 wt%.
For the given configuration of the tandem extrusion line, a constant material throughput of 6 kg/h was used. The melt temperature was then systematically decreased until the minimum value was identified as 160°C. This temperature was the lowest possible, below which the melt viscosity exceeded the torque capacity of the extruder line. The use of circular die leads to formation of foamed strands at the exit of the die.
The lower melt temperatures cause higher pressures at the die and thus higher pressure-drop rate at the exit of the die. This leads to higher expansion ratios of the foam and lower foam densities (Figure 13). In addition, at lower temperatures the polymer melt has higher viscosity and strength resulting in higher resistance against cell collapse during expansion.
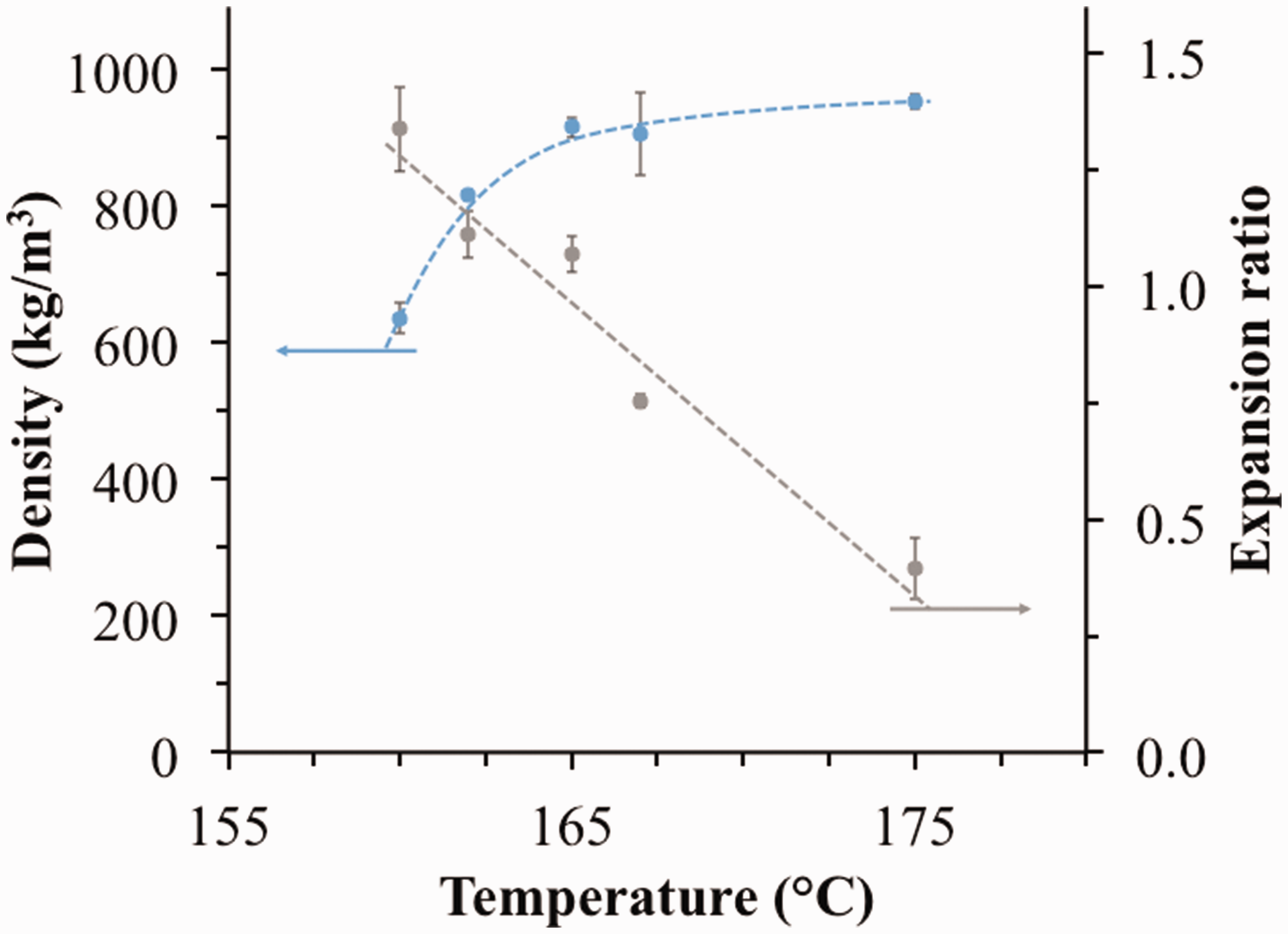
Influence of the melt temperature on foam density and expansion ratio.
Isopropanol (IP) was used as co-blowing agent. The reasons for choosing IP are previously explained in the “Materials” section. SEM pictures of ES-Soft samples in Figure 14 show that addition of 1 wt% of IP increases the number of cells by more than two orders of magnitude from 104/cm3 to 3 × 106/cm3. At the same time, the foam density increases from 635 to 753 kg/m3, while the average cell size decreases from 237 to 46 µm (Figure 15(a)). Higher amount of IP lowers the melt strength of the material and causes a decrease of foam density to 698 and 694 kg/m3 for 2 and 3 wt% of IP, respectively. The average cell size, on the other hand, increases to 104 and 138 µm due to cell coalescence. Another observation is that bigger cells are created in the center of the foamed strand compared to the edge, where the material is cooled down faster (Figure 14).
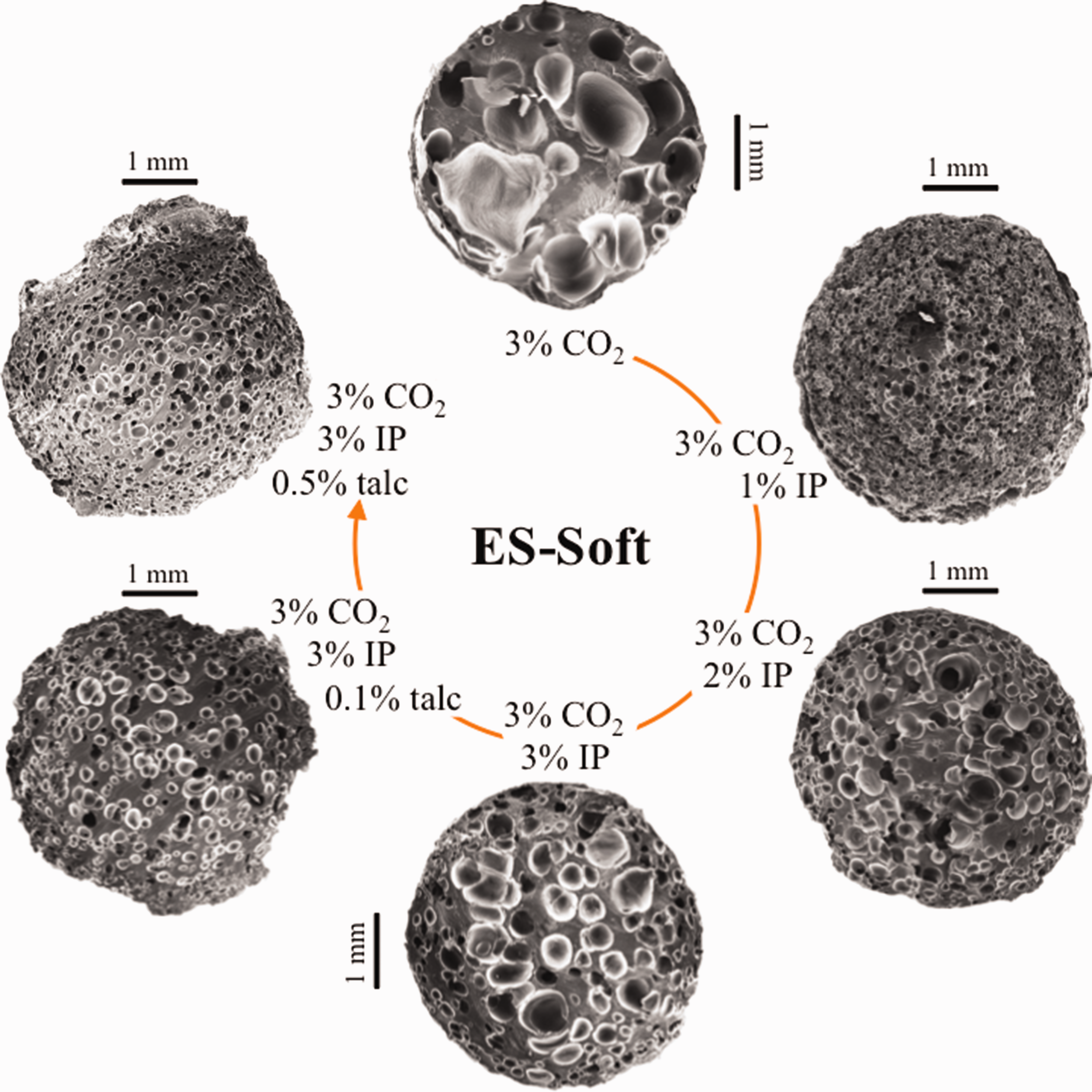
Effect of isopropanol (IP) and talc concentrations on the morphology of TPU extruded foams.
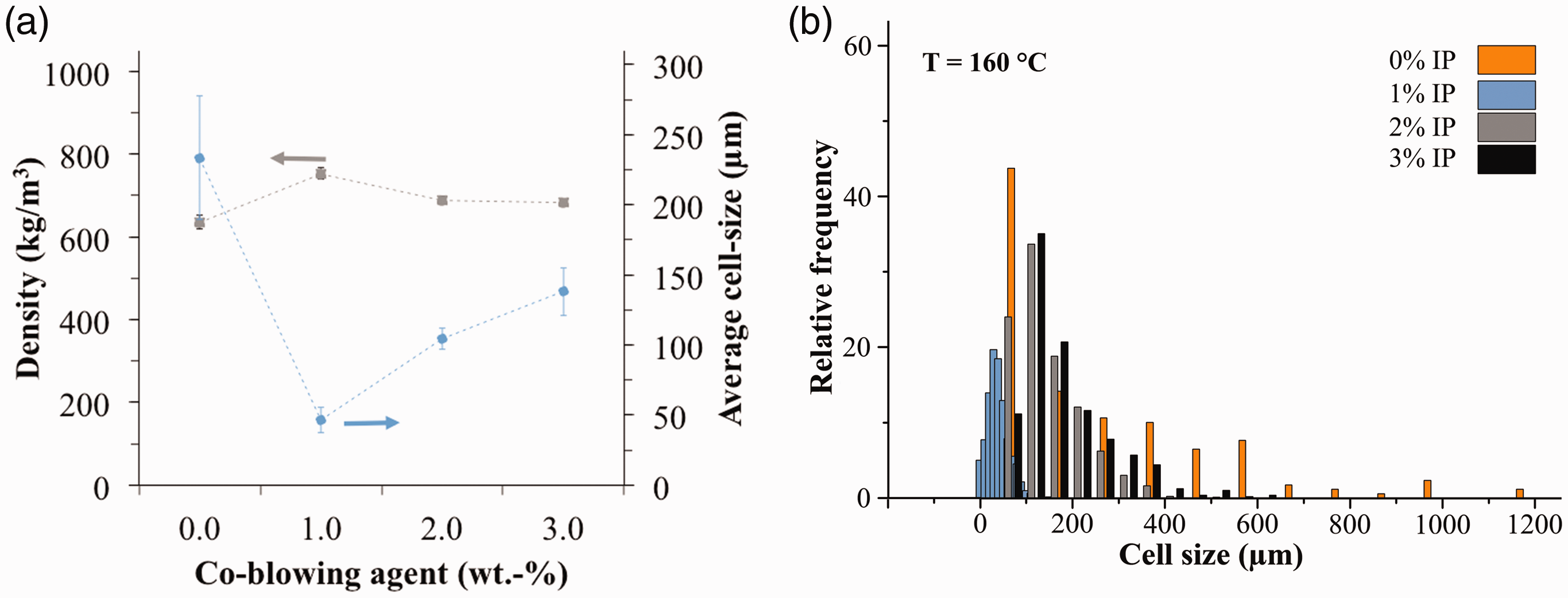
Influence of IP concentration on (a) foam density and foam morphology and (b) cell size distribution.
The influence of the IP concentration on the foam cell size distribution is shown in Figure 15(b). A broad distribution with comparatively large cells is formed if solely CO2 is used. By addition of 1 wt% IP, the distribution shifts significantly toward smaller cell sizes and becomes narrower. Incorporating more IP into the system then again broadens the cell size distribution. This can be explained by the excess amounts of IP, which diminishes the CO2 diffusivity out of the melt and lowers the viscosity of the mixture. Thus, more blowing agent will be available for cell growth, leading to creation of larger but fewer cells. Furthermore, the addition of co-blowing agent prevents the creation of very large cells that were observed in the case of pure CO2.
The effect of talc as nucleating agent was studied for the formulation 3 wt% CO2 and 3 wt% IP. This is for the reason that with 3 wt% of IP, the material reaches its lowest viscosity, which can moderate the viscosity increase induced by cooptation of the nucleating agent.
The incorporated talc particles act as heterogeneous nucleation sites and increase the cell density of the foam from 0.8 × 104 to 1.0 × 105 (+25%) and 2 × 105 (+150%) for 0.1 and 0.5 wt% of talc, respectively (Figure 16(a)). The foam density as well increases to 702 and 753 kg/m3 with the concentration of talc, mainly due to lower expansion ratio and the minor effect of talc density (Figure 16(a)). Furthermore, the addition of talc leads to a narrower distribution with smaller cells (Figure 16(b)).
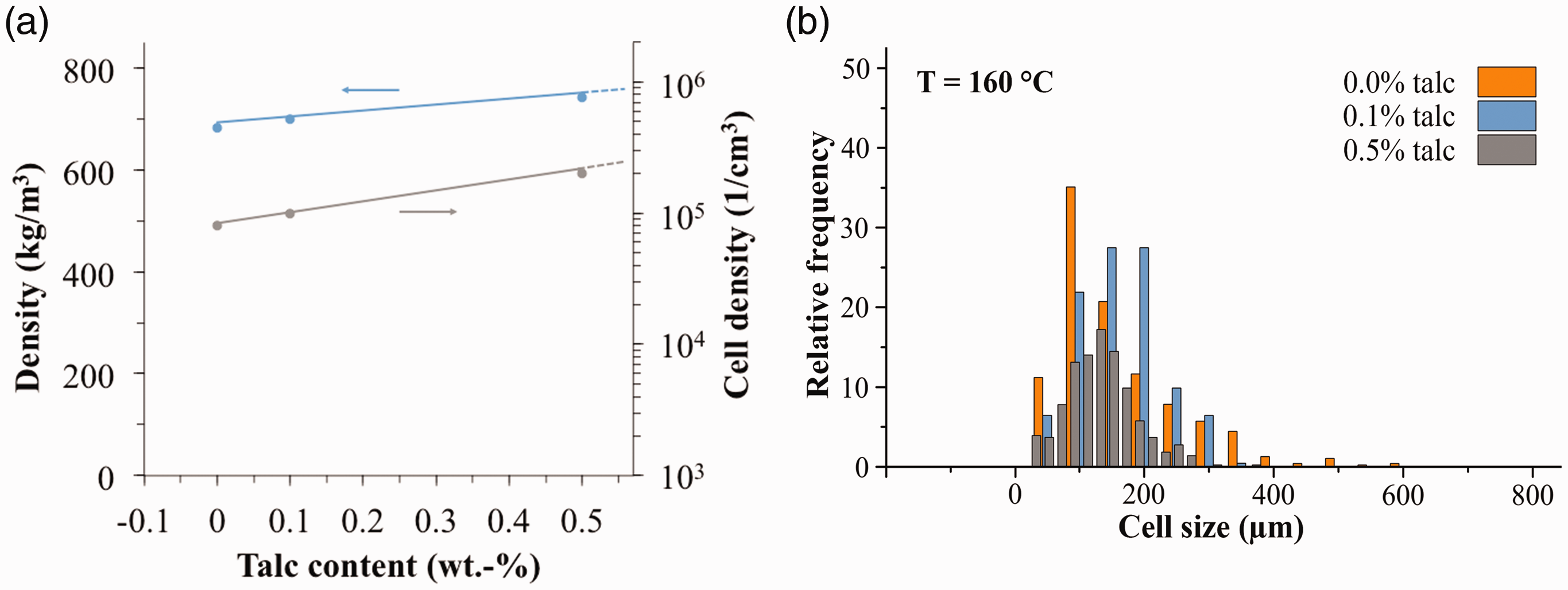
Influence of talc content on (a) foam density and morphology and (b) cell size distribution.
Bead foam extrusion
The optimum processing parameters for foam extrusion determined in the previous section are used here for bead foam extrusion. The round die at the exit of the extruder has been replaced by the UWG. Similar to the foam extrusion process optimization, the UWG parameters must be optimized. These parameters are mainly: Temperature and pressure of circulating water, Speed of the rotating knives, Number of wholes open in the breaker plate.
The process of underwater granulation is very delicate in a way that slight changes in the UWG parameters lead to measurable differences in shape and morphology of the foamed beads. The effect of these parameters is briefly explained in the following paragraphs.
The UWG water temperature has a major effect on the cell and bead stabilization. The higher temperature provides higher time for the gas-loaded polymer to expand and therefore leads to bigger foamed beads and lower density (for constant amount of material). On the other hand, too high temperature will slow down the stabilization process, which can lead to cell collapse and destruction of the cellular structure of bead. The UWG water pressure acts in the opposite direction of temperature, i.e. higher water pressure hinders the expansion of the bead.
Number of holes in the breaker plate, material throughput at the stationary state, and the speed of rotating knife define the amount of gas-loaded polymer in each bead. Different amount of material will result in different shapes of foamed beads. As the amount of material in each bead increases, the shape of bead can change from a spherical to elliptical. This is mainly due to the presence of stretching forces in the direction of extrusion.
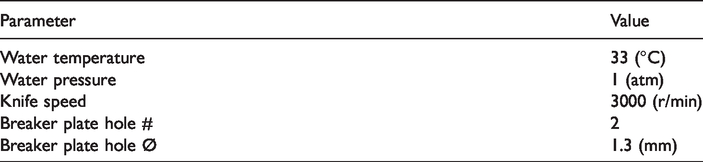
In order to optimize the parameters of UWG, all of the parameters have been kept constant and only one has been changed systematically. In this part however, the process for optimizing the UWG parameters will not be discussed in detail, and only the optimum parameters are given in Table 4.
Optimized parameter for underwater granulation of ES-Soft.
In the bead foam extrusion process, ES-Soft was foamed using the optimized UWG parameters (Table 4). Having found a stable process, talc was fed again as the nucleating agent at a content of 0.1 wt%. The achieved foam densities and the foam morphology of the produced beads are presented in Table 5 and Figure 17. Addition of 0.1 wt% talc increases the cell density by 10%, while the average cell size decreases by a factor of 2.5. These changes in the morphology are accompanied by an increase in the density from 306 to 527 kg/m3. The addition of talc in the system affects the morphological structure of bead foams in two ways. First, the presence of talc as filler increases the melt viscosity and hinders the easy expansion of the cells. Second, talc acts as nucleating agents, which means higher number of small cells and therefore lower expansion.
Morphology and density of foamed beads produced by extrusion.

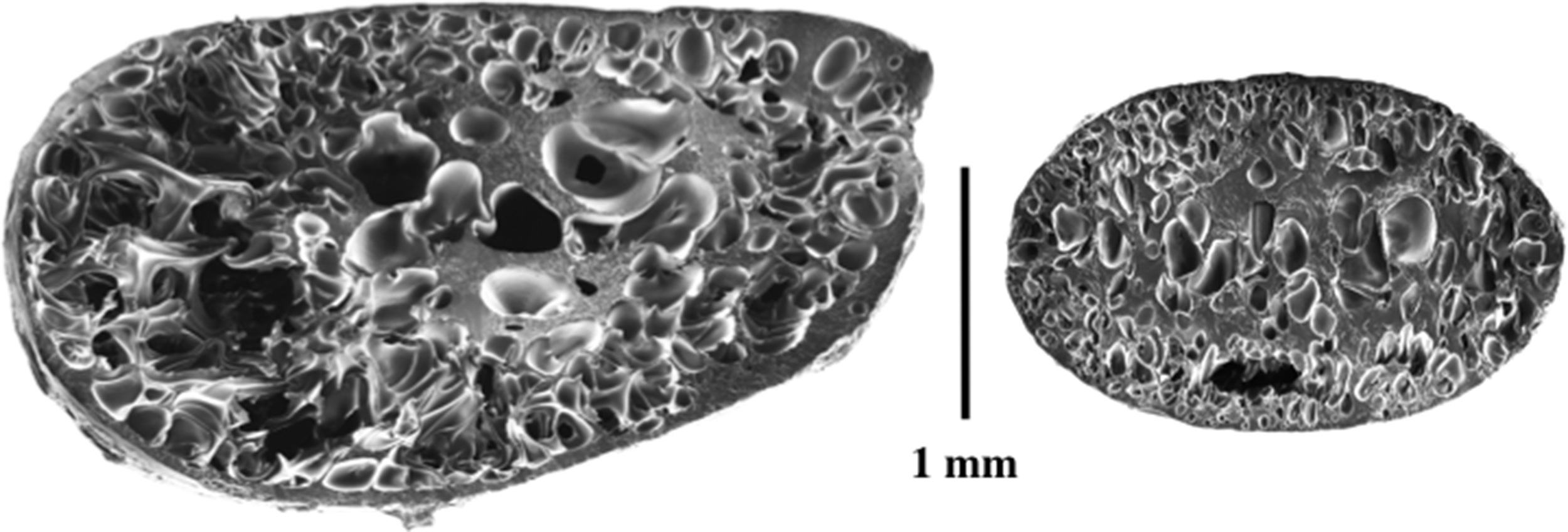
SEM images of the extruded ES-Soft foamed beads. Neat TPU (left), TPU + 0.1 wt% talc (right).
From SEM images in Figure 17 one can clearly see that the addition of 0.1 wt% talc leads to a decrease in the bead size. Similar to the foam extrusion trials, the addition of talc results in higher density, which is caused by lower expansion of the foams. However, this effect is much more pronounced in the case of bead foams. Similarly, the average cell size reduction by addition of talc is more pronounced in the case of bead foams.
Conclusion
The TPU foams were produced by pressure-induced batch foaming, extrusion foaming, and bead foam extrusion. The effect of chemical structure and the ratio of HS to SS on the extensional rheological properties and foaming behavior were thoroughly studied. The grades with higher ratio of HS could absorb lower amount of blowing agent during impregnation, resulting in lower expansion ratios. Therefore, the grade with highest blowing agent uptake was chosen for extrusion foaming.
The densities obtained via batch process can reach as low as 202 kg/m3. The densities of the extruded foams are higher than those obtained by autoclave batch foaming, and their average cell sizes are bigger. However, by adding only 1 wt% of isopropanol as co-blowing agent, the cell size is reduced by more than fourfold due to the cell nucleation capability of the alcohol. Incorporation of 0.5 wt% of talc increased the number of cells by approximately threefold, while slightly increased the density. The presence of both talc and isopropanol led to more homogeneous foam cells and narrower cell size distribution.
Footnotes
Acknowledgment
The authors gratefully acknowledge the support of Covestro AG (Bayer Material Science) in supplying TPU materials.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.