
Abstract
For the strong noise gear fault vibration signal is relatively weak, and the transmission path is complex and variable, in the case of composite faults, the modulation of different fault characteristics of the frequency, coupling, resulting in the actual acquisition of the fault characteristics are difficult to extract and separate. Aiming at fault feature extraction and separation, an adaptive threshold denoising fault detection method based on Maximum correlated kurtosis deconvolution (MCKD) and Empirical wavelet transform (EWT) is proposed. Firstly, envelope entropy and information entropy are used as fitness functions, and the parameters of the MCKD algorithm are optimized by the improved particle swarm algorithm, then the empirical wavelet decomposition is carried out on the signals, and finally adaptive wavelet threshold denoising is carried out on the decomposed Intrinsic mode functions (IMFs) components. The results of experimental data analysis show that compared with the feature extraction methods such as spatial scale threshold EWT-MCKD and Complete Ensemble Empirical Mode Decomposition (CEEMDAN)-MCKD, the proposed method is more suitable for the diagnosis of gear composite faults in a strong background noise environment, the noise interference is effectively suppressed, and the extraction effect of gear composite fault features is more obvious.
Introduction
As one of the important components of rotating machinery, gears are widely used in modern industry, and unplanned downtime can be avoided by monitoring operating conditions. 1 Failures occurring during the actual operation of the gear drive system are usually compound faults coupled by multiple faults. 2 Complex faults possess characteristics such as high dimensionality, hybrid nature, and sparsity, making it difficult to accurately describe them through a linear combination of individual faults. In the actual collected vibration signals, the characteristic information of the gear running state is usually flooded by the background noise, and it is difficult to extract the state information of the gear. At present, the gear fault feature extraction methods are mainly divided into analytic model-based methods, signal processing-based methods and artificial intelligence-based methods. Analytic model-based methods require accurate mathematical modeling, and AI-based methods require a large amount of labeled data, 3 which leads to the fact that these two methods are not as widely used in practical engineering as signal processing-based methods.
McDonald et al. 4 proposed the MCKD algorithm which can extract weak periodic faults from signals. The use of MCKD algorithm first requires the determination of the filter length L as well as the displacement M and the deconvolution period T as three parameters. Yuanyuan et al. 5 utilizes MCKD for the extraction of bearing fault features, but the selection process of its parameters is difficult.
In order to solve the problem of difficult parameter selection of MCKD, the researchers used heuristic algorithm to select two parameters in MCKD, but did not consider the results of the third parameter after processing MCKD.6–9 Tang et al. 10 used Sparrow Search Algorithm (SSA) for adaptive selection of the three parameters in MCKD for each IMF component signal after Variational Modal Decomposition (VMD), but the fault features in the decomposed IMF components are weak, which is easy to cause misjudgment.
EWT and VMD are both adaptive decomposition methods for signals, which can decompose signals according to their local characteristics. The VMD decomposition signal needs to set the number of decomposition layers and the penalty factor, which will have a serious impact on the decomposition result if these two parameters are not set properly. Lei et al. 11 used the Proboscis Raccoon Algorithm (COA)-VMD-wavelet threshold denoising to analyze the acoustic signal of the high-voltage shunt reactor, which can reduce the reconstruction error of IMFS and improve the strength of the useful components in the signal. The computational complexity of EWT is lower than that of VMD, but the segmentation of the spectrum is susceptible to noise, resulting in overdecomposition problems. At the same time, the EWT algorithm requires a priori information that presets the maximum number of splits in the frequency band. Ling and Yuanyuan 12 used EWT for rotor fault signal analysis. Kedadouche et al. 13 demonstrated that EWT has better results than EMD in fault feature extraction, but the EWT decomposition process is based on the spectrum maximum, dividing the frequency components that should have been assigned to the same IMF component into multiple components. Li et al. 14 performed MCKD processing on the synthesized signal, and this method discarded part of the IMF component, so that the signal lost the original information. Zhang and Jing addresses the impact of noise on EWT decomposition results by modifying the spectral partitioning in EWT. After undergoing MCKD processing, the weak periodic faults in the signal are highlighted, effectively avoiding the issue in EWT decomposition where frequency components that should have been grouped in the same IMF are divided into multiple components. 15 Chegini et al. 16 employs wavelet thresholding denoising on the IMF components obtained from EWT decomposition, successfully extracting bearing fault features.
Noise reduction technology is widely used in fault diagnosis, signal processing, image processing, biomedical signal processing17,18 and other fields. Wavelet threshold noise reduction has been widely used in the field of fault diagnosis by setting an appropriate threshold and modifying the wavelet decomposition coefficient of the signal according to the selected threshold function to remove noise, and has achieved good results. Guo et al. 19 used the wavelet scattering transform to extract the scattering coefficient of the vibration signal of the bearing composite fault, and then performed soft threshold denoising on the scattering coefficient, and the results extracted the bearing fault characteristics. Bayer et al. 20 proposed a wavelet threshold denoising method based on control chart method, which was used for ECG signal noise reduction and achieved good results, but the method needs to give the control limit in advance, and the selection of the control limit directly affects the effect of noise reduction.
In summary the author proposes a composite fault feature extraction method for gears based on MCKD-EWT adaptive wavelet threshold noise reduction. In order to obtain better results for the noise reduction of MCKD and wavelet threshold, the heuristic algorithm is used to select the parameters, and the improved particle swarm optimization proposed by Haoran 21 is used to select the parameters of MCKD and the threshold of wavelet threshold denoising, which improves the problem that the traditional method is easy to fall into local optimum. Firstly, using the envelope entropy and information entropy as the fitness function, the parameters of MCKD are optimized by the improved particle swarm algorithm, followed by EWT decomposition of the signal, and then adaptive wavelet threshold denoising of the decomposed IMF components, synthesis of the IMF components as well as envelope spectral analysis. The results of analyzing the experimental data show that the method has a good effect on the composite fault diagnosis of gears in a strong background environment and effectively suppresses the noise interference.
Technical background
Maximum correlated kurtosis deconvolution

Where: y is the vibration signal collected by the sensor; h is the transfer function of the vibration signal in the transmission process; x is the original signal generated by the mechanical vibration; e is the noise.
The correlated kurtosis is defined as follows 4 :

where:
The principle of the MCKD algorithm is to recover as much as possible the original signal generated by the mechanical vibration by constructing a FIR filter f to maximize the correlated kurtosis value of the original signal generated by the mechanical vibration, that is 4

where: L is the FIR filter length.
In order to find the optimal


where:
Empirical wavelet transform
Empirical wavelet transform decomposes a signal into a series of detail components by constructing a set of orthogonal filter banks. The detail coefficients are denoted as

where:
The approximation factor

where:
The reconstruction formula for the IMF component is 11 :

Adaptive thresholding wavelet noise reduction
Conventional wavelet thresholding denoising
Wavelet thresholding denoising is the denoising of a signal based on the spectral characteristics of the signal and noise. By choosing the appropriate wavelet, the number of decomposition layers and the threshold value, the noise is filtered as much as possible to retain the effective signal. The selection of the threshold size determines the effect of noise reduction, and the commonly used threshold selection methods include fixed threshold, extreme value threshold, and so on. The steps of wavelet thresholding denoising are as follows:
(1) Decomposition process: First select the wavelet basis function and the number of decomposition layers to decompose the signal by wavelet.
(2) Thresholding process: The wavelet coefficients are processed by different threshold determination methods and threshold processing methods.
(3) Reconstruction process: Reconstruct the processed wavelet coefficients to obtain the denoised signal.
Adaptive thresholding wavelet noise reduction
Bayer et al. 20 proposed a wavelet thresholding denoising method based on control chart method, the process is shown in Figure 1 below, firstly, the upper control limit (UCL) and lower control limit (LCL) are derived from the standard deviation as well as the mean value of wavelet coefficients at each layer, as shown in the following equations 20 :


where:
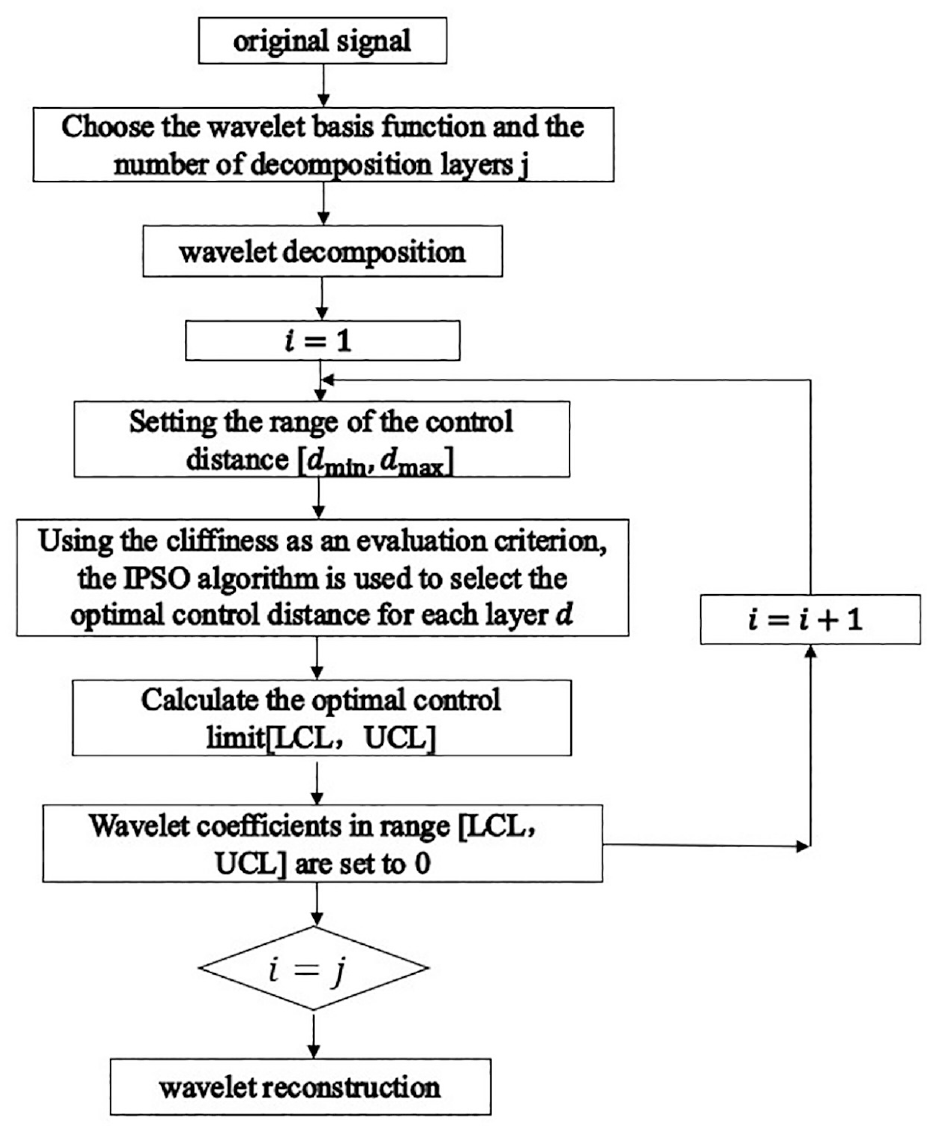
Adaptive wavelet thresholding denoising process flowchart.
The threshold determination method for each layer d given is as follows:
(1) Estimate the standard deviation of the wavelet coefficients over the j-level decomposition.
(2) Calculate the control limits for each level of decomposition.
(3) If a wavelet coefficient exceeds the control limits [LCL, UCL], then set that wavelet coefficient to 0 and repeat steps (1) and (2). If all wavelet coefficients fall within the interval [LCL, UCL], then stop the iteration.
(4) Set all wavelet coefficients within the [LCL, UCL] range to zero.
The method needs to give the control distance d, and the choice of parameter d directly affects the noise reduction effect. Therefore, the author proposes an adaptive wavelet threshold denoising method on this basis. The specific process is as follows:
(1) Select the wavelet basis function as well as the number of decomposition layers to perform wavelet decomposition of the signal.
(2) Setting the range of control distance
(3) Using kurtosis as the fitness function, the IPSO algorithm is employed to select the optimal control distance
(4) Set the wavelet coefficients to 0 for each layer in the range [LCL, UCL].
(5) The noise reduction signal is obtained by reconstructing the processed wavelet coefficients.
Composite fault feature extraction for gears based on MCKD-EWT adaptive wavelet threshold noise reduction
In response to the challenge of weak and difficult-to-extract compound fault features in high-noise environments, the author proposes a method for extracting compound gear fault characteristics based on MCKD-EWT adaptive wavelet threshold denoising, the process of the method is shown in Figure 2. The specific process of this method is as follows:
(1) The search range of L, M, and T required for different fault locations is given in advance before the MCKD is used to process the gear composite fault signal. Then, MCKD is used to deal with the fault characteristics at different locations.
(2) The parameters of MCKD were selected by IPSO algorithm using envelope entropy and information entropy as fitness function.
(3) The signal initially noise reduced by MCKD is decomposed using spectral maxima using the EWT algorithm. The periodic fault component of the vibration signal is strengthened after MCKD processing, and the EWT decomposition can divide the strengthened periodic fault information into different IMFs, and the fault characteristic information is more obvious in the IMF.
(4) The improved wavelet threshold noise reduction was carried out for the decomposed IMF. The denoised information minimizes interference while preserving the fault signature information.
(5) Select all the IMF components for signal reconstruction.
(6) Perform envelope spectrum analysis.
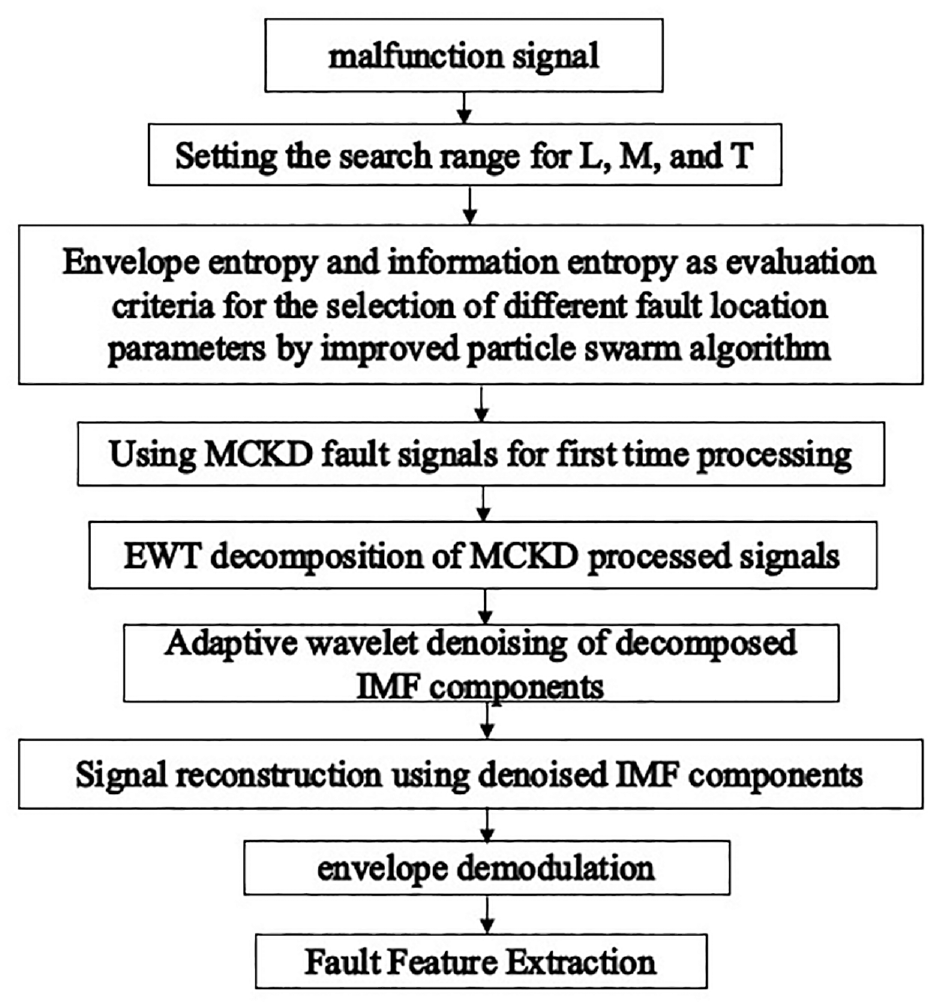
Flowchart of composite fault feature extraction for gears based on MCKD-EWT adaptive wavelet threshold noise reduction.
The proposed method based on MCKD-EWT to improve the adaptive wavelet threshold noise reduction gear composite fault feature extraction method firstly processes the gear vibration signal through MCKD to highlight the strength of the fault information in the signal, which solves the problem of susceptibility to noise interference for the next EWT decomposition. The MCKD-processed signal is decomposed by EWT to decompose the periodic vibration signatures into different IMFs. In different IMF components, the wavelet coefficient of noise interference is usually small, and the IMF is subjected to adaptive wavelet threshold noise reduction to remove noise interference while retaining the outstanding fault feature information. Finally, the denoised IMF components were used for signal reconstruction and envelope spectrum analysis. The results of the test data in Chapters 4 and 5 show strong robustness, and the method can theoretically be extended to the fault diagnosis of common rotating machinery. In this paper, other heuristic algorithms, such as ant colony algorithm and genetic algorithm, can be used to select MCKD parameters and wavelet thresholds.
Simulated signal analysis
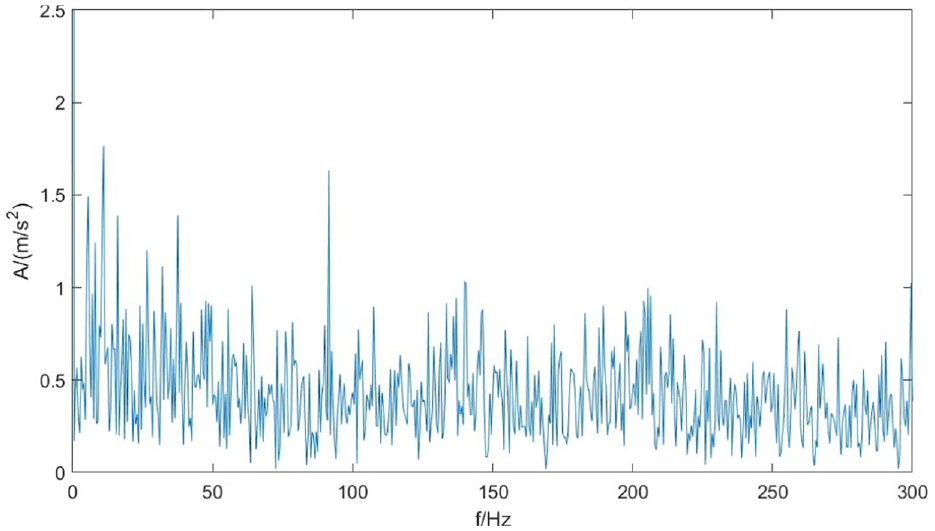
To validate the feasibility of this method, simulation signal analysis is conducted. To construct the simulated signal



According to the formula, the main frequencies
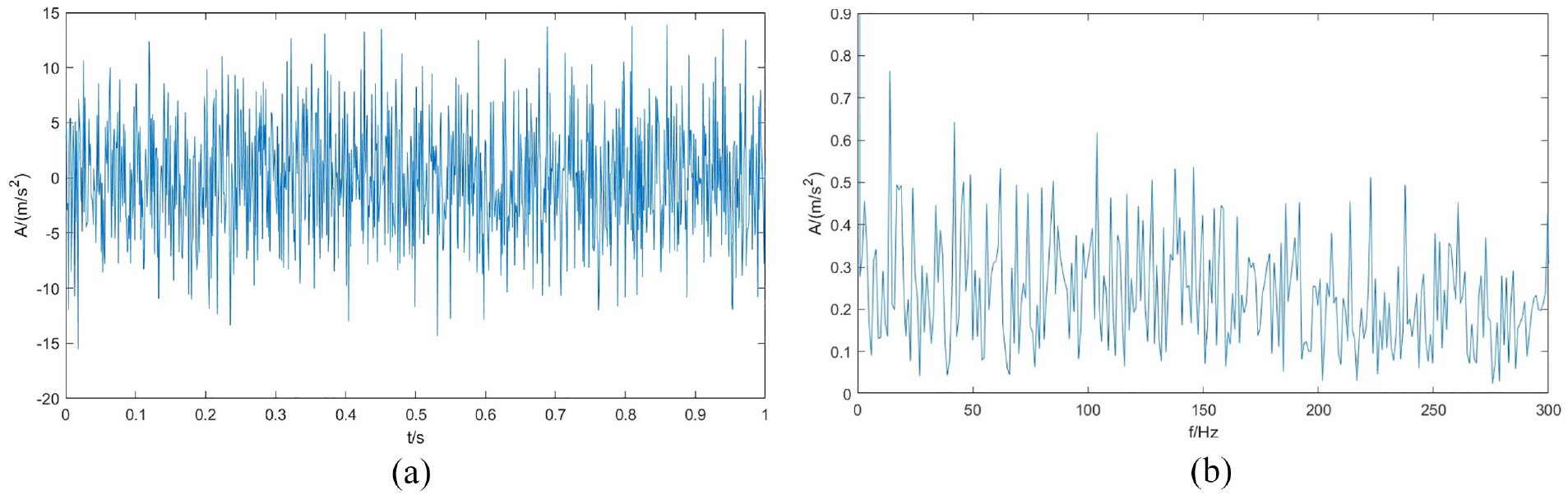
Simulated signal time-domain diagram and envelope spectra: (a) simulated signal time-domain diagram and (b) simulated signal envelope spectra.
As seen in Figure 3, the periodic shock characteristics of the signal are overwhelmed by the background noise and the fault characteristics cannot be identified from it. Therefore it is processed using the analysis method proposed in this paper. Firstly, the IPSO algorithm is used to find out the optimal parameters for MCKD processing of the two main frequencies
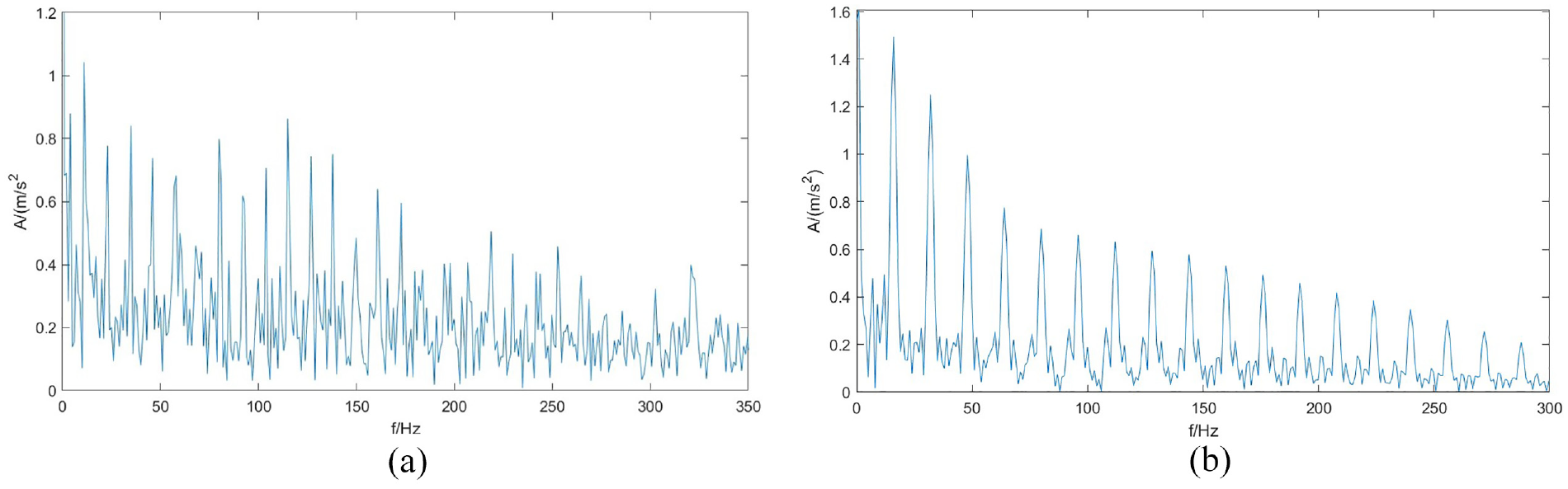
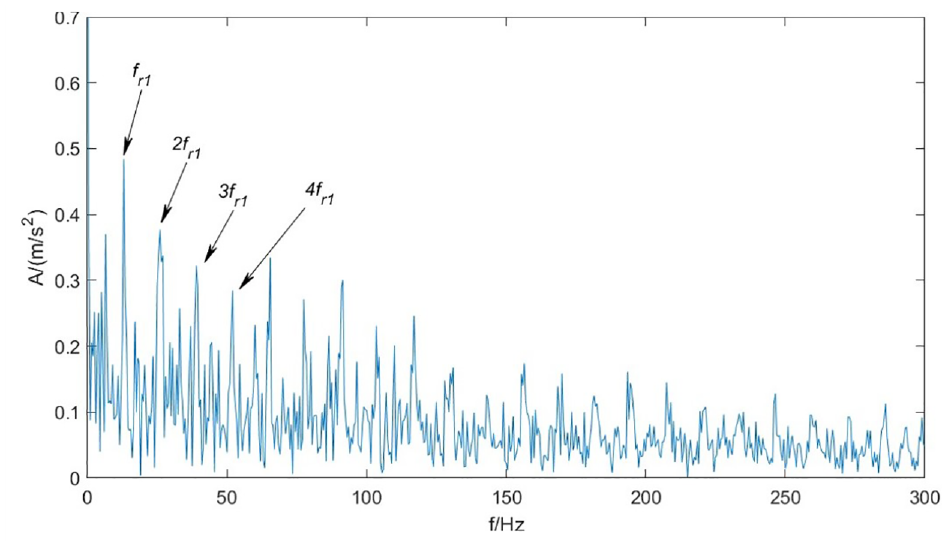
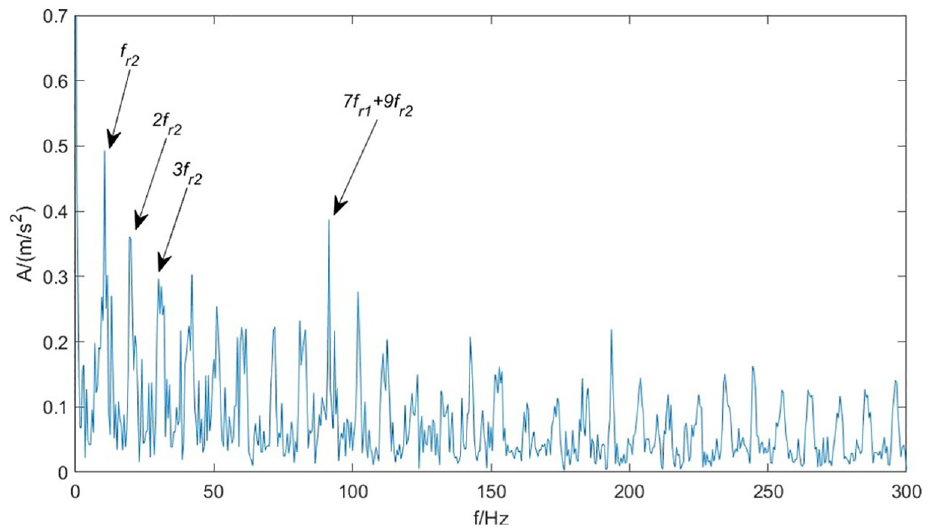
Extraction of
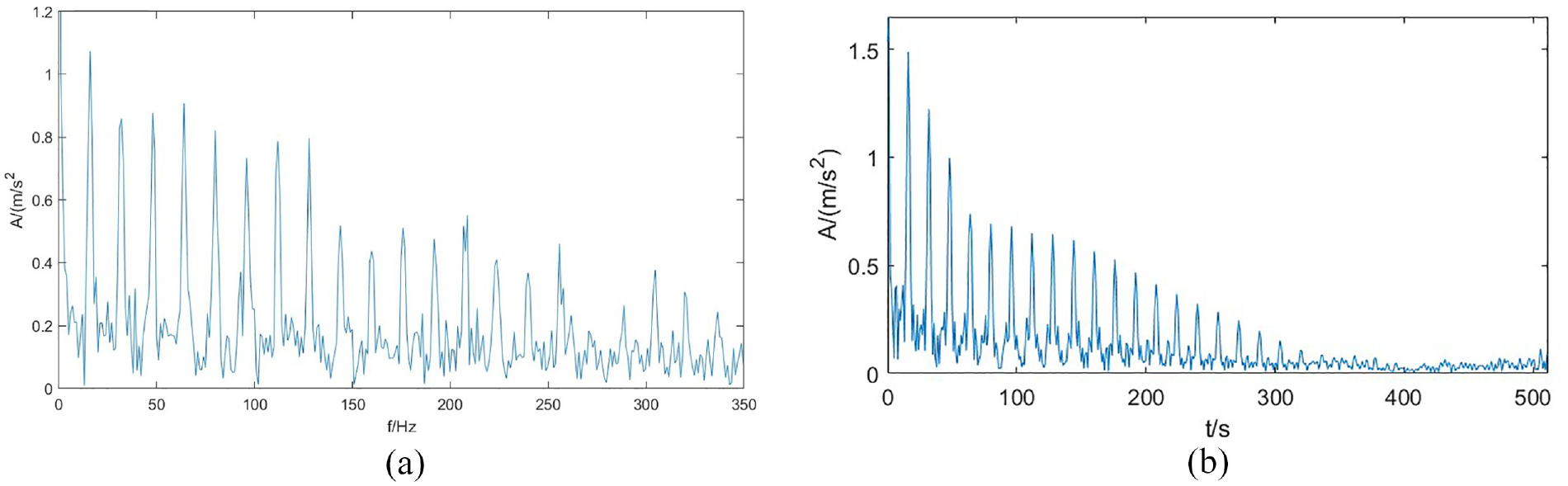
Extraction of
Next, the signal is decomposed by empirical wavelet, and the decomposed IMF component is subjected to adaptive wavelet threshold noise reduction. The treated envelope spectra are shown in Figures 4(b) and 5(b).
It can be seen from Figures 4(b) and 5(b) that the spectral noise component of the envelope of the signal is significantly reduced after EWT adaptive wavelet threshold noise reduction, and the dominant frequency and frequency doubling can be easily identified. Through the analysis of analog signals, it is proved that the proposed method has the superiority of fault feature extraction under the background of strong noise, and the noise recognition is accurate, and the signal features can be retained to the greatest extent and the influence of noise can be eliminated.
Experimental data verification
Experimental equipment
To validate the MCKD-EWT adaptive wavelet threshold denoising method for compound gear fault feature extraction, this study employed the QPZZ-II Rotating Machinery Vibration Analysis and Fault Diagnosis Test Platform. The experimental platform is shown in Figure 6. The platform is mainly composed of variable speed drive motor, gear box, magnetic powder brake, coupling, etc. The drive motor utilizes belt to drive the input shaft of gear box, the gear box is a single-stage transmission, and the output shaft is connected to the magnetic powder brake, which changes the load of the gear box by changing the size of the current passed in the magnetic powder brake. The variable speed drive motor is an AC inverter motor with a power of 0.75 kW, and the power supply adopts a single-phase AC of 220 V with a frequency of 50 Hz.
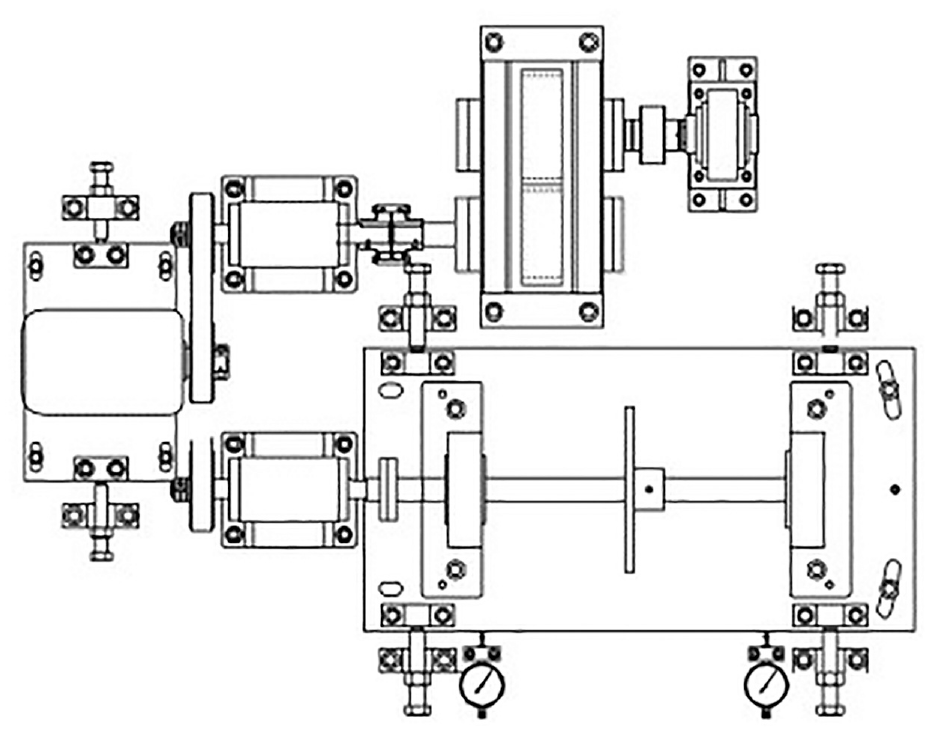
Illustrates the schematic diagram of the QPZZ-II fault diagnosis test platform.
This experiment was conducted to simulate the type of gear failure by machining the gear. The number of teeth of the large gear
Experimental signal analysis
The experiment simulated a compound fault involving pitting on the large gear and wear on the small gear. During the experiment, the known sampling frequency was
Meshing frequency of gears and rotational speed and period of each axis.

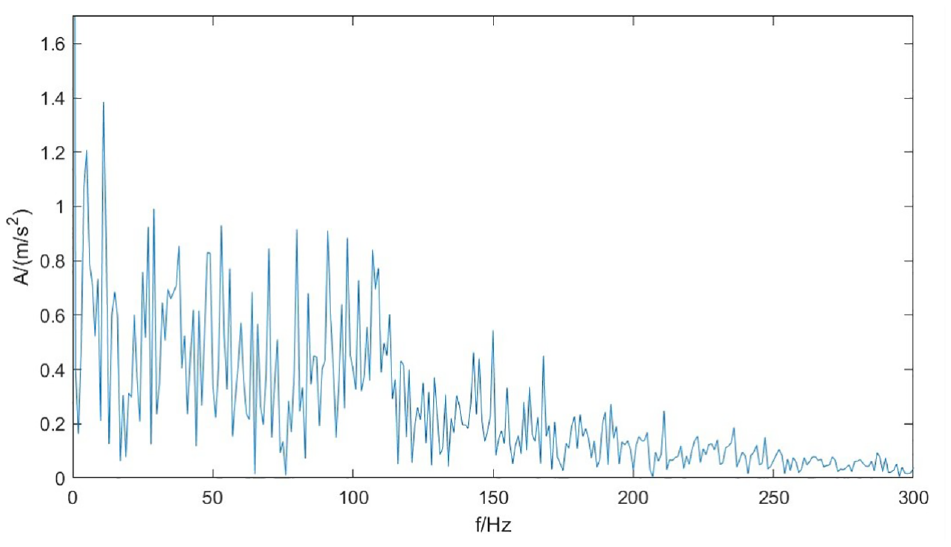
The time-domain and envelope of the vibration signal from the gearbox with compound faults (pitting and wear) are shown in Figure 7. From the figure, it can be observed that the impact features in the faulty signal are weak, and there is strong interfering noise, making it difficult to effectively identify the gear operating condition.
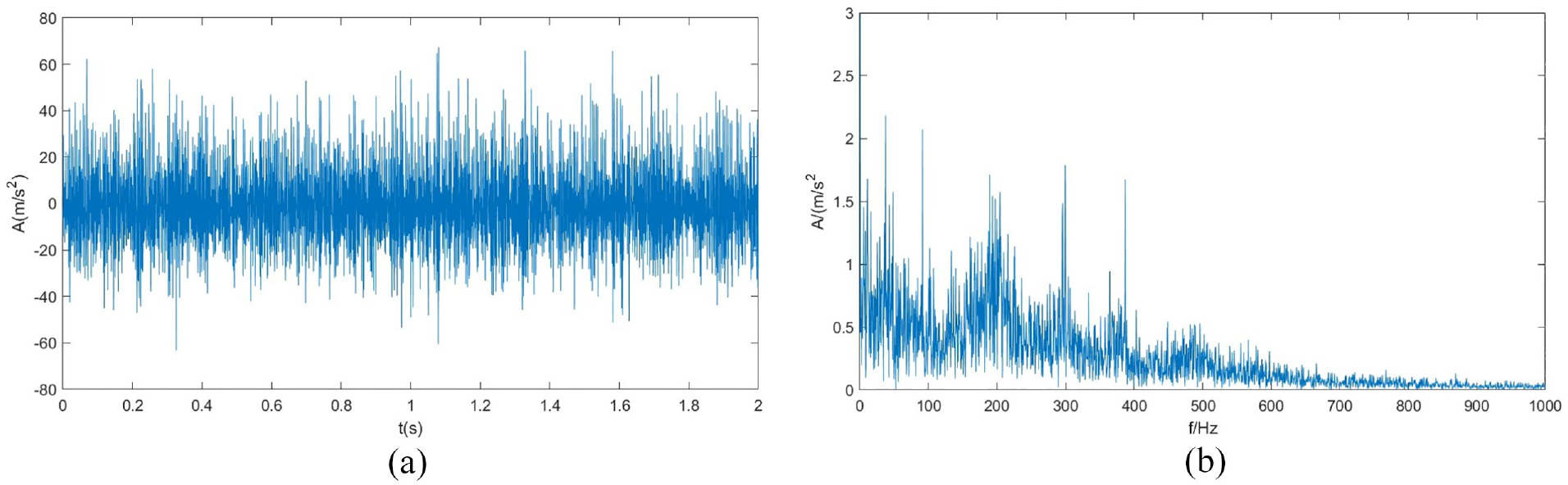
Composite fault time domain waveforms and envelope spectra: (a) wear pitting compound fault time domain waveform and (b) wear pitting complex failure envelope spectra.
The parameters L, the number of displacements M, and the period T of the optimal MCKD for large gear pitting and gear wear are first found based on the use of IPSO, respectively.
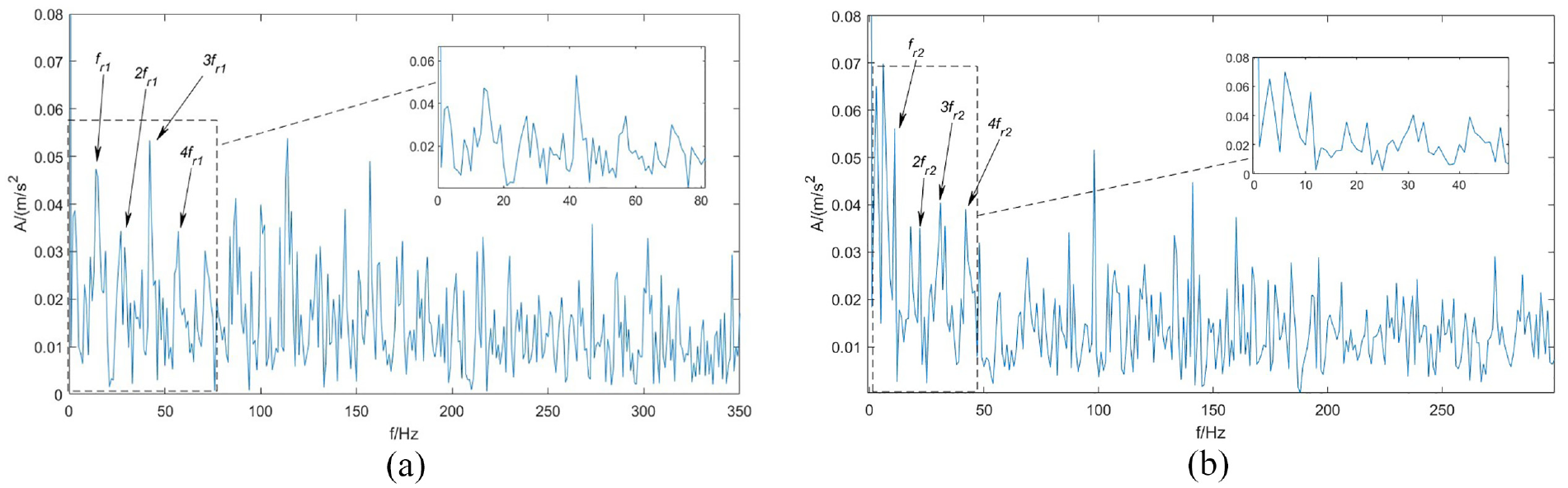
Analyzing Figures 8 and 9, it can be observed that after MCKD processing, the time-domain signals exhibit prominent impact features, and the envelope spectra also reveal periodic fault characteristics. The noise interference still persists. The amplitude of the frequency of the small gear wear fault
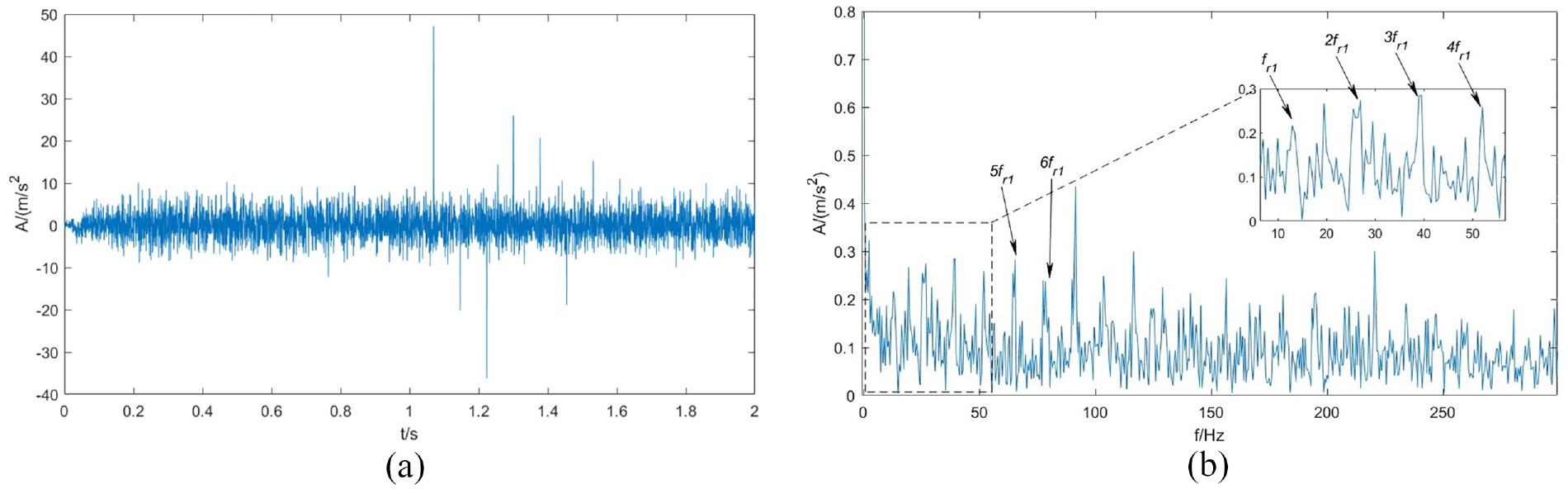
MCKD processed pinion wear fault time domain map and envelope spectra: (a) time domain diagram of pinion wear failure after MCKD treatment and (b) envelope spectrum of pinion wear faults after MCKD treatment.
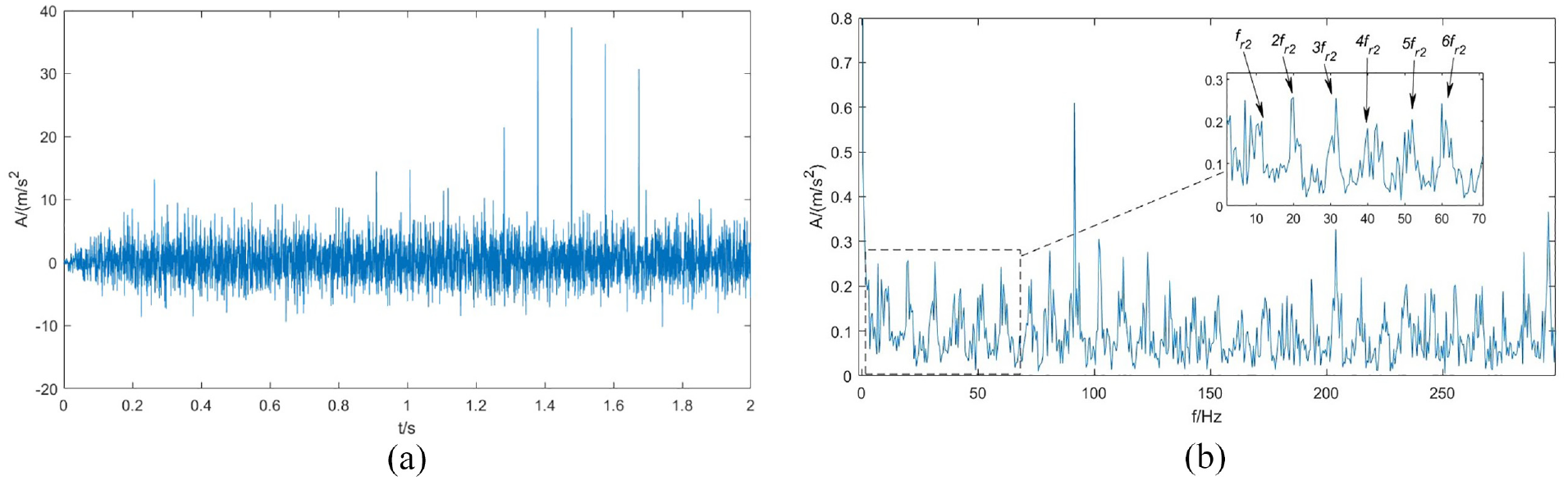
Time-domain map and envelope spectrum of pitting faults in large gears after MCKD treatment: (a) time-domain diagram of pitting failure of large gears after MCKD treatment and (b) envelope spectrum of pitting faults in large gears after MCKD treatment.
The signal is processed a second time using EWT adaptive wavelet thresholding noise reduction, and the resulting envelope maps are shown in Figures 10 and 11.
Envelope of pinion wear faults after MCKD-EWT adaptive wavelet thresholding noise reduction processing.
Envelope of large gear pitting faults after MCKD-EWT adaptive wavelet thresholding noise reduction treatment.
By analyzing Figures 10 and 11, it can be seen that the signal is processed by EWT adaptive wavelet thresholding noise reduction for the second time to solve the problem after MCKD processing, and the amplitude at the gear wear fault frequency
Comparison and analysis
In order to demonstrate the advantages of the proposed method in extracting compound gear fault features, this chapter compares with the fault feature extraction methods proposed by Li et al. 14 and Zhao et al. 22 According to the method proposed by Li et al., the signal is first subjected to empirical wavelet decomposition. The IMF component with a high correlation coefficient to the original signal is selected for synthesis. The envelope spectrogram of the synthesized signal is shown in Figure 12.
Envelope map of the synthesized signal.
Finally, the MCKD method is applied to denoise the fault frequencies
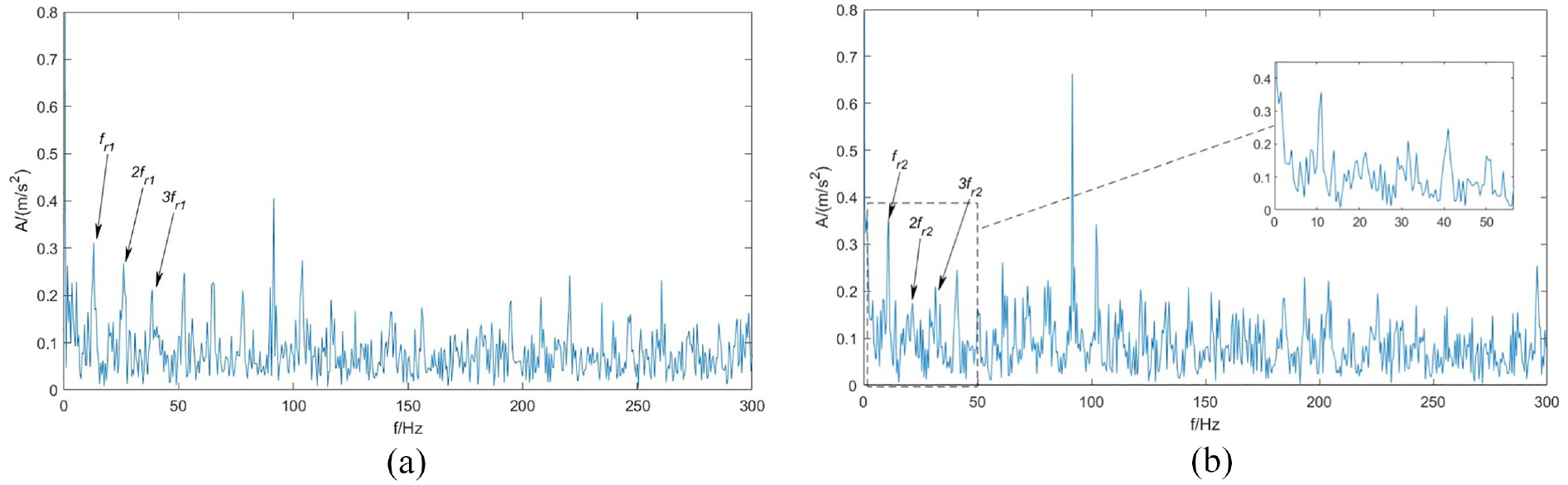
Envelope mapping after MCKD processing: (a) envelope spectrum of pinion wear faults after MCKD treatment and (b) envelope spectrum of pitting faults in large gears after MCKD treatment.
Analysis of Figure 12 shows that the selection of the correlation coefficient is large in the IMF component of the synthetic signal can be issued in the signal there are periodic fault characteristics, but there are two kinds of faults in the signal characteristics of the mutual coupling is difficult to separate, resulting in difficult to judge. Through Figure 13, it is found that the two fault characteristics of the signal after secondary processing by MCKD are away from each other, the pinion wear fault frequency
Zhao et al. proposed a fault feature enhancement model based on CEEMDAN-MCKD, which first used the kurtosis correlation coefficient to select the IMF components decomposed by CEEMDAN for signal reconstruction, and then used MCKD deconvolution to highlight the fault signal. Figure 14 shows the envelope spectrum of the reconstructed signal of the first three optimal IMF components, and Figure 15 shows the envelope spectrum of the reconstructed signal enhanced by the MCKD fault feature. As can be seen from Figure 15(a) and (b), the characteristic frequencies and multipliers of pinion and large gear faults can be extracted after MCKD processing, but the fault frequency is still subject to serious noise interference. Comparing Figures 11 and 15, it can be seen that the method proposed in this paper significantly improves the extraction results of gear faults. By comparing the method proposed in this paper with the two methods mentioned above, it can be observed that the method proposed in this paper effectively avoids modal aliasing and minimizes the interference of noise in the extraction of compound fault characteristics.
Envelope spectrum of CEEMDAN’s reconstructed signal.
The envelope spectrum after processing the CEEMDAN-MCKD fault feature enhancement model: (a) pinion wear fault envelope diagram and (b) envelope diagram of large gear pitting faults.
Conclusion
In the process of diagnosing gear compound faults, it is important to isolate fault characteristics and reduce noise interference. The MCKD-EWT adaptive wavelet threshold noise reduction gear composite fault feature extraction method proposed in this paper firstly processes the fault signals through MCKD to make the periodic fault features of different frequencies highlighted in the whole frequency range, and further processes the signals according to the frequency features of the processed signals by using the empirical wavelet decomposition, and then utilizes adaptive wavelet thresholding for the frequency features of the decomposed IMF components. By analyzing the signals of the small gear wear and large gear pitting faults, the results show that this method can effectively reduce noise interference, achieve fault feature extraction, and separation.
Chapter 5 compares the proposed fault diagnosis method with previous approaches. The results demonstrate that the proposed method effectively avoids mode mixing, separates different fault features, and highlights its advantage in diagnosing compound gear faults. This provides a new approach for practical engineering applications.
The method proposed in this paper still requires a certain amount of prior knowledge, and it is necessary to automatically identify and classify fault types by combining it with artificial intelligence methods in future research. Moreover, the method proposed in this paper is theoretically applicable to common rolling parts, and future research needs to expand the scope of application of this method to different rotating parts, such as helical gears, bevel gears, bearings, rotors, etc.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the support of project funded by the State Key Laboratory of Traction Power (TPL2310), Liaoning BaiQianWan Talents Program (2020921031), Natutal Science Foundation of Liaoning Province of China (2020-MS-216).
Data availability statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.