
Abstract
Aiming at the problems existing in discrete manufacturing workshops of ships, such as the lack of real-time management and control ability of on-site production status, and the long time delay of real-time interaction and fusion between physical entities and virtual entities data, this paper proposes ship production workshop data mapping and fusion method based on digital twins. Taking a ship machining workshop as an application research example, the integrated business process and data mapping and fusion method of the machining workshop based on digital twins are studied. On this basis, the dynamic scheduling optimization algorithm of ship machining workshops based on digital twins is studied. The results show that the data mapping and fusion method in this study can significantly reduce the time delay of data interaction between the virtual and real objects. It can effectively improve the real-time and production flexibility of dynamic and complex tasks such as emergency insertion and task rework. The ability of real-time data interaction and synchronous real-time mapping between physical entities and virtual entities in dynamic scenes such as production line reconstruction and customized production is improved.
Keywords
Introduction
With the increasingly fierce competition in the international shipbuilding market, rising labor costs, and the shortage of shipbuilding labor, the market has put forward higher requirements for customized response, improved production efficiency, and reduced energy consumption. Digital manufacturing and intelligent decision-making in shipyards have become an inevitable trend.1,2 At present, there are many problems in China’s shipbuilding workshops, such as the disconnection of the production plan from the actual work progress, the lack of real-time control ability of production status, the broken data link in the whole manufacturing process, the lag of material distribution, and the excessive inventory. This can not meet the requirements of a complex and changeable dynamic production environment in the workshop, which seriously affects the production and construction efficiency of ships.3,4 Digital twins can effectively promote the deep integration of new-generation information technology and the manufacturing industry, it has become the core key technology of intelligent manufacturing. It has broad application prospects in medical treatment, smart cities, predictive maintenance, health management, intelligent workshop management, operation, and optimization.5–9
The digital twins are a virtual entity that creates physical entities digitally. It uses data to simulate, verify, and predict the behavior of the physical entities in the real environment. Utilizing virtual and real interactive feedback and data fusion analysis, the physical entity and twins model can get the dynamic changes of each other in time and respond in real-time. Depending on the database to store or read data, the algorithm library provides algorithm analysis for the data model. It can send instructions to the production line subsystem through the data model to control the physical equipment in reverse. Furthermore, the offline simulation, synchronous simulation, and remote control in the service model are combined to form a complete digital twins device state monitoring mechanism.10–12 It is an effective means to realize real-time interaction and integration between the physical world and the virtual world for digital twins. Digital twins have become one of the research focuses of scholars by combining enabling technologies such as the Internet of Things (IoT), big data, artificial intelligence (AI), and industrial internet. Scholars’ research on digital twin technology mainly focuses on predictive maintenance, product design, manufacturing processes, manufacturing workshops, and production equipment.13–18
As an important technological link in the process of shipbuilding, the machining of ship middleware such as piping, turbochargers, diesel engines, middle/small group, etc., its production efficiency and quality are directly related to the development level and competitiveness of the whole ship construction. Although China’s ship machining workshops have made some progress in automation and information construction in recent years, most of the machining methods still use semi-automatic equipment, the material distribution is not timely, and the on-site yard is overstocked. In the semi-automatic environment, there are still problems such as an isolated information island and low transparency in the production process, which makes managers unable to know the production status of the workshop in time and accurately. These seriously restrict the improvement of the machining efficiency of ship middleware and cannot meet the current situation of intelligent manufacturing and high-quality development of ships. Therefore, it is of great theoretical significance and broad application prospect to apply the digital twin’s technology to the intelligent transformation of the production line of the ship middleware machining workshop to realize transparent production and workshop operation process control.
Because the shipbuilding process is a complex and changeable dynamic production environment. The communication mode adopted between manufacturing equipment in ship production workshops is heterogeneous. To some extent, it hinders the effective integration of manufacturing data streams. In the new customized intelligent manufacturing system, data streams such as the control stream, interaction stream, and perception stream have different dynamic characteristics. The existing research lacks real-time mapping and fusion analysis of data between the physical workshop and the digital twins model. There is a large time delay in data interaction between the physical workshop and the digital twin’s workshop. Especially, the data interaction and mapping in dynamic scenarios such as production line reconfiguration and customized production have not been considered. It is difficult to restore the production status of the production site and realize the dynamic production scheduling based on digital twins. This will become a real-time data drive between the physical entity and the digital twins model. The technical bottleneck of real-time synchronous mapping and model anti-control physical production line hinders the in-depth application of digital twins in the shipbuilding industry scene. Therefore, this paper studies the real-time updating of physical equipment status and operation data to its virtual model based on a digital twins mapping mechanism. It realizes the virtual manufacturing process and dynamic scheduling based on digital twins. These will help to reduce costs and increase efficiency in the process of shipbuilding, and the digital transformation of ships is accelerated.
Related work
Digital twins technology has attracted more and more attention from scholars in the past few years. With the continuous rise of intelligent manufacturing and other technologies, scholars’ research mainly focuses on the digital twins of products, manufacturing technology, production lines, and workshops.4,19–21 Zhang et al. 22 proposed the digital twins polymorphic model construction method for discrete manufacturing workshops. The digital twins polymorphic model integrated the adaptive communication module to realize intelligent data interaction and dynamic data update in discrete manufacturing workshops. Because digital twin modeling is the key to accurately describing the physical world. Tao et al. 23 studied and analyzed the digital twin model from the aspects of application field, hierarchy, discipline, dimension, universality, and function. Zhang et al. 24 designed the automotive micro-electro-mechanical system pressure sensors production line driven by digital twins. Through the collected real-time data of the production process, the parameters, environment, equipment, and personnel of the product were monitored online. Leng et al. 25 put forward the operation method of a flexible production line based on open architecture design and personalized manufacturing of digital twins. The digital twin model was consistent with the appearance, behavior, action, and control of physical entities. The established digital twins can be reconfigured accurately and operated flexibly in a complex interactive environment, which is generated by different personalized requirements and random interference of work-pieces and machines. However, the traceability, security, and sustainability of the digital twins model have not been studied in this paper.
To solve the problem from model to system level to system of system layer, some scholars have proposed a multi-scale modeling framework for digital twins workshops. Model assembly and model fusion are realized by introducing a structure tree and top-level model, and the effectiveness of this method is verified in a satellite assembly, integration, and test workshop. 26 Traditional production scheduling methods often have problems such as low production efficiency, waste of resources, and unstable quality. Compared with static scheduling, dynamic scheduling can quickly generate operational decision-making schemes, optimize resource allocation, balance production efficiency, reduce production inventory, and improve economic benefits of enterprises given the actual production events in the workshop under unpredictable, real-time, and dynamic disturbances, such as emergency order insertion, mechanical equipment failure, parts rework, and production line reconstruction. 27 Due to the dynamic and complex production environment of discrete workshops, production planning and scheduling are the core to decision support in the production process. Therefore, scholars have carried out research on the dynamic scheduling technology of workshops based on digital twins, to adjust the interference events quickly and accurately.28–31 However, the above-mentioned research on digital twins lacks in-depth research and analysis on data mapping and fusion of the manufacturing process. It can’t meet the requirements of dynamic and complex task flow scenarios in a ship digital workshop. Therefore, based on the application background of ship machining production workshops, this paper studies the data mapping and fusion method of ship machining production workshops based on digital twins.
Design and implementation of data mapping and fusion system
The data mapping and fusion system of the ship workshop is based on browser/server architecture. The digital twins’ virtual 3D scene construction and rendering engine adopts Three.js, and the script design language adopts JavaScript. The computer-aided design (CAD) software is used to model equipment and products. The STP format of the CAD model is first imported into 3 ds MAX software for lightweight processing and converted into FBX format. It is then imported into the digital twins’ engine with the FBX format file. Web graphics library (WebGL) technology is used to complete the lightweight display of the model in the browser and the geometric transformation of the model. The WebGL is used to manage and publish the digital twins’ virtual simulation scene in a unified way, as shown in Figure 1. The database of the physical production workshop and digital twins system share the MySQL database, and the communication between the database and digital twins system adopts Java database connectivity (JDBC) technology.
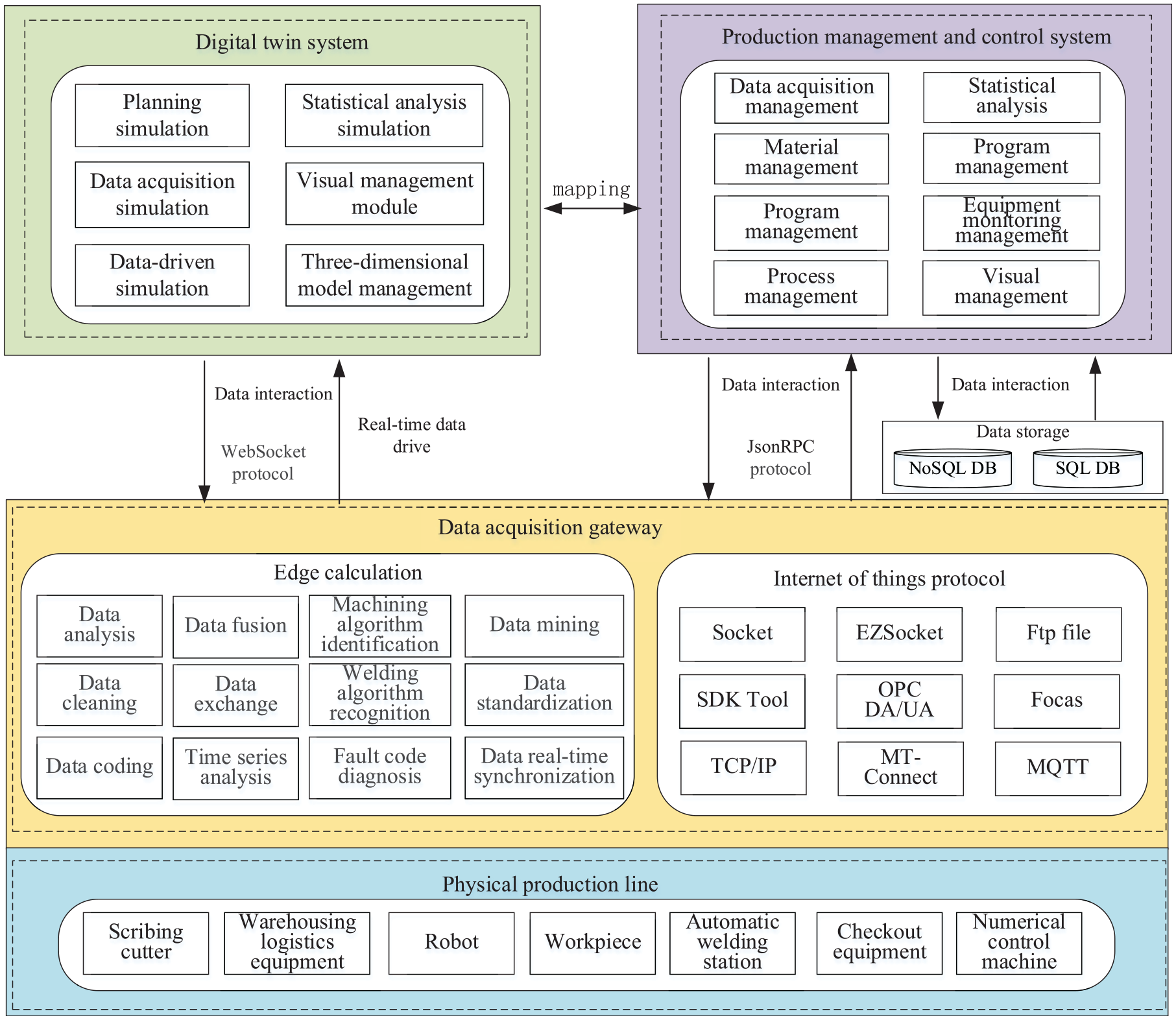
Data mapping and fusion system architecture of production workshop based on digital twins.
The digital twins system includes a planning simulation unit, data acquisition simulation unit, data-driven simulation unit, statistical analysis simulation unit, visualization management unit, and three-dimensional model management unit. The planning simulation unit is used to receive the production planning instructions and production mode data issued by the production management and control system to realize the production line planning simulation. The data acquisition and simulation unit can collect the action and position information of the processing equipment of the production line, the data of the terminal controller, the state information, the equipment process parameters, the start and end state of the action unit, the logistics information, the alarm (alarm type, grade, alarm source, alarm text, occurrence time, default alarm reason and solution), the production data (output, production beat), the driving data (equipment shaft angle, position coordinates, running current), equipment operation data, etc. It realizes real-time data acquisition and transmission of the target object, and the data acquisition simulation unit supports data acquisition of various types of controllers (including robots, processing equipment numerical control (NC), and programmable logic controller (PLC)). The data acquisition simulation unit can also dynamically drive parametric configuration, parameterize the data source of the data acquisition module and the three-dimensional model, and realize real-time parameter-driven model work. The data acquisition simulation unit is equipped with data acquisition middleware, which supports various communication protocols, including OPC unified architecture, open database connectivity, transmission control protocol socket, Webservice, JsonRPC, Modbus, file transfer protocol (FTP), file reading and writing, and has built-in tools such as event, script, and value to realize data preprocessing and business process logic processing of data acquisition and distribution.
The data-driven simulation unit is used to drive the twins mapping model to move in real-time based on the real-time data of the data acquisition simulation unit, to realize the synchronous movement of the digital model and the physical production equipment. The statistical analysis simulation unit is used to integrate, summarize, and calculate the real-time data collected by the data acquisition simulation unit. The statistical analysis simulation unit integrates a key performance indicator (KPI), which can automatically trigger calculation according to data changes, and automatically calculate at a fixed time to achieve integrated calculation based on real-time data, and support various KPI calculations such as production line downtime summary time, mean time to repair (MTTR), mean time between failure (MTBF), overall equipment efficiency (OEE), average production beat, etc. The three-dimensional model management unit is used to split, edit, and integrate the three-dimensional model in the digital twins mapping model so that the built model has the characteristics of production data driving.
Case study: ship machining workshop
Integrated business process design
To verify the data mapping and fusion method of the workshop based on the digital twins proposed in this paper, the machining workshop of a shipping enterprise is selected as the application research example. This will solve the problems of real-time interaction and fusion between physical workshop and digital twins workshop data, lack of real-time management and control ability of on-site production line, and data interaction and mapping in dynamic scenes without considering production line reconstruction and customized production. By building hardware equipment, software systems, and industrial networks, the integrated communication between software systems and hardware equipment can be opened. It covers product design, process simulation, numerical control programing, equipment operation simulation, workshop production operation simulation, production management, equipment status monitoring, and other business links. This will open up the transmission channel of manufacturing information and simulate the manufacturing business process of the digital shipyard. Computer-aided design and manufacturing software are used to carry out three-dimensional design and machining program design of parts drawings. The computer numerical control (CNC) management system carries out unified management and scheduling of machining tasks. The NC equipment is responsible for receiving the machining program and driving related parts to perform operations such as tool sets, tool changing, tool feeding, and tool withdrawing according to the set program. By integrating the data mapping and fusion systems of the machining production workshop, the manufacturing information transmission channel is opened, and the integrated business process of digital manufacturing in the ship machining workshop is simulated, as shown in Figure 2.
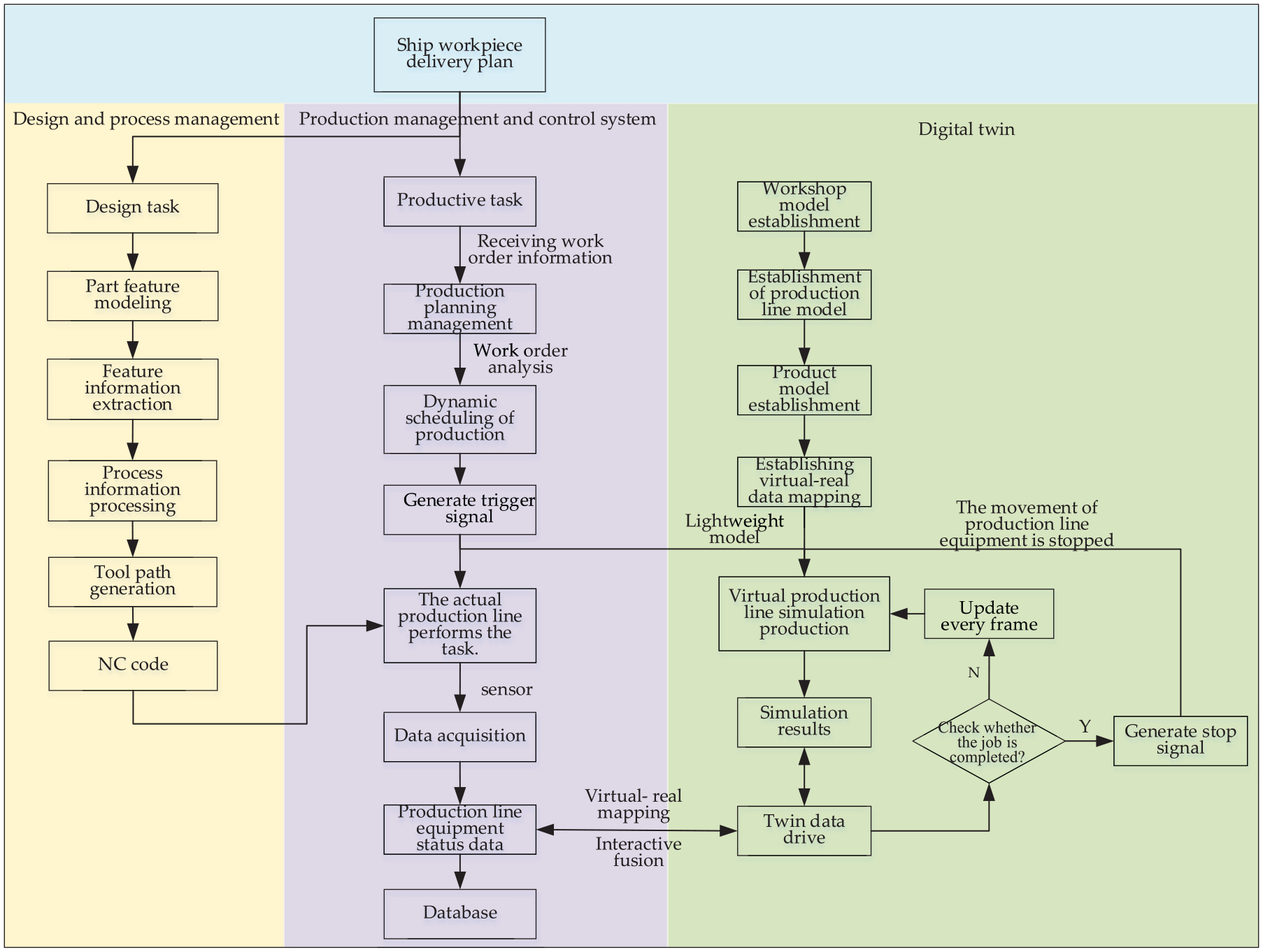
Integrated business flow chart of machining workshop based on digital twins.
The three-dimensional models of products can be created using CAD software, complete part feature modeling, and feature information extraction, and perform format conversion to support CNC programing in computer-aided manufacturing (CAM) software. The three-dimensional model is transferred to the CAM software, and the operations such as process information processing, tool path, tool path file generation, and post-processing are completed. It will generate NC code and upload it to the production management and control system for downloading and use when processing. The factory model, resource model, and virtual production process model are established in the digital twins system of the ship workshop. The mapping relationship between the virtual and reality of the workshop production device is established. Then the digital twins system calls the production line plan regularly. The real-time data collected in the production process are used to drive the digital twin model to run. The real-time state mapping and data fusion between the ship’s physical production workshop and virtual production workshop based on digital twins are realized.
The production plan is created using the production management and control system, and the operator is informed to prepare for production. The production preparation includes technical preparation and manufacturing resource preparation. Among them, the technical preparation is completed automatically in the process of transmitting the simulation results of the NC program by NC machine tool simulation software. The preparation of manufacturing resources (materials, tools, fixtures, etc.) is completed manually by the operator. It will drive production and processing execution after production preparation is completed. The NC program is automatically downloaded to the machine tool for product processing. The data acquisition gateway automatically collects equipment data during the execution of production and processing. It is transmitted to the ship production workshop digital twins system to realize the virtual-real mapping and drive the digital twins model to move. After the production and processing are completed, the task completion report is made to realize the closed-loop control and management of the production plan.
Research on data mapping and fusion of workshop
To achieve real-time data interaction and synchronous real-time mapping between the virtual production workshop and physical production workshop in dynamic scenes such as production line reconstruction and customized production, the digital twins’ system in this study adopts embedded data acquisition middleware technology. It integrates seamlessly with the production management and control system and collects physical production line data in real-time. And push the processed data to the front end of the digital twins model through WebSocket. The model is driven in real time to run synchronously with the physical production line, which significantly reduces the time delay of data interaction between the physical production workshop and the digital twins workshop. At the same time, the formed tagged data is stored in the MySQL database through JsonRPC. Iterative optimization and information traceability of the digital twins model based on historical data are completed. Real-time state mapping and data fusion between physical production workshops and virtual production workshops based on digital twins are realized. Thus, the real-time performance and production flexibility of dynamic complex tasks such as emergency insertion and task rework are improved. The accuracy of production planning data is improved. It is beneficial for managers to analyze and make decisions.
The data mapping and fusion method flow of the ship production workshop based on digital twins is shown in Figure 3. Firstly, according to the production line information, a digital twins mapping model is constructed based on the digital twins’ system, including the digital twins models of the workshop environment, workshop resources, production line sorting robot, loading and unloading robot, CNC lathe, CNC milling machine, machining center, track, moving pallet and products.
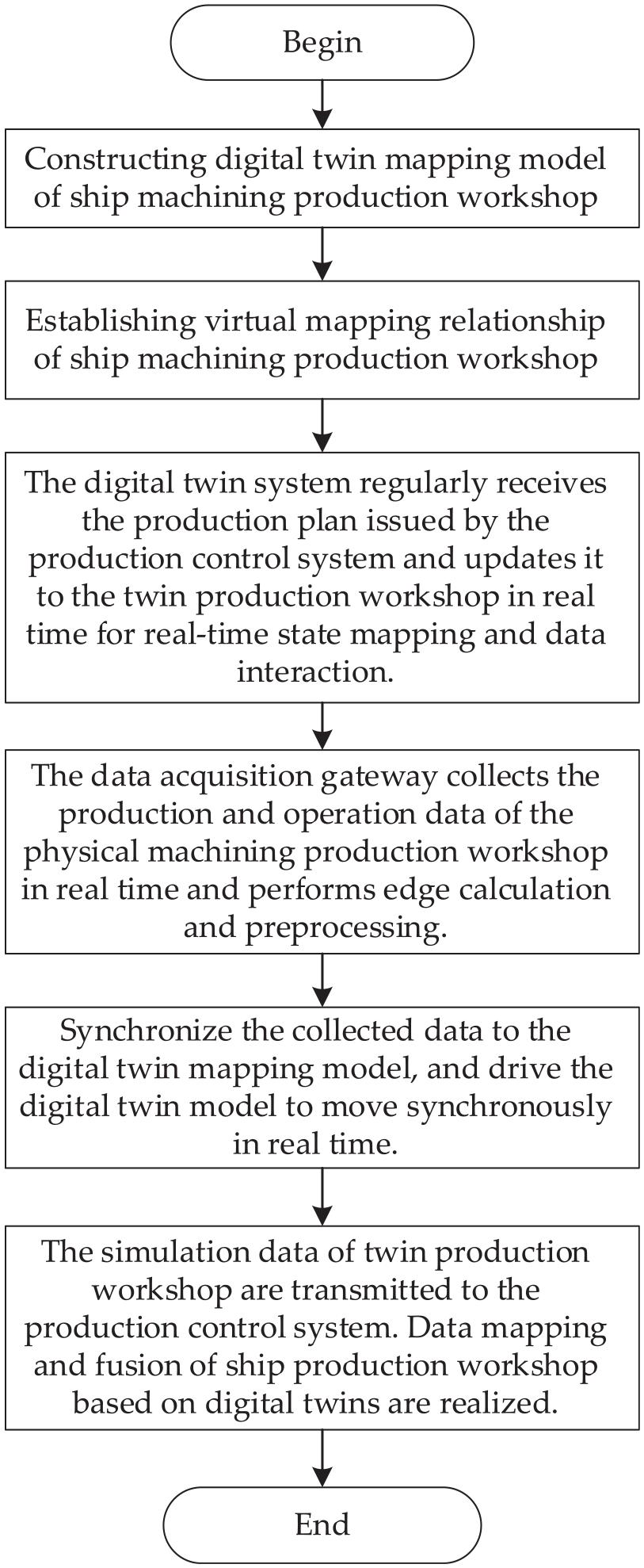
Data mapping and fusion method of ship production workshop based on digital twins.
The data mapping between the motion mechanism and the real equipment in the digital twins mapping model is constructed, including the action behavior mapping, function mapping, communication interface mapping, signal processing mapping, and operation rule constraint mapping of the production line equipment. Among them, action behavior mapping refers to the construction of motion structure in a digital twins mapping model, so that virtual devices and real devices can realize synchronous motion. Functional mapping refers to driving the digital twins mapping model to complete the functional response to different signals based on the corresponding virtual service program. Communication interface mapping includes spatial position data interface mapping of workpiece processing equipment, interface mapping of the workpiece moving action signal, interface mapping of equipment start/stop signal and status signal, and interface mapping of equipment operation parameters. Constraint mapping of operation rules refers to the real device and virtual device in the digital twins mapping model according to the actual design, and establishes their mutual constraint relations between equipment parts sets, equipment, and processing objects, to realize the simulation of operation rules.
The digital twins’ system regularly calls the production planning instruction interface issued by the production management and control system according to 70% of the production takt time and receives the production mode data. Based on the type of JsonRPC calling function in the instruction interface, it determines the production planning information, including synchronous planning, process, and quality information. The digital twins system judges whether the production plan of the production management and control system changes in real-time, and if so, synchronizes and updates the production plan. Otherwise, the digital twins’ system will call the production planning instruction information issued by the production management and control system at regular intervals according to 70% of the production takt time, and receive the production mode data. According to the change type of JsonRPC interface function, the synchronization plan, technology, quality, and other information can be determined. Meanwhile, the data acquisition gateway sends the new plan to the master control PLC. Call JsonRPC when the distribution is completed, and return the planned distribution result. Real-time state mapping and data fusion between the physical production workshop and virtual production workshop of the ship based on digital twins are completed.
Dynamic scheduling optimization algorithm based on digital twins
Previous studies 4 by the author’s team have shown that digital twins can drive the ship’s intelligent manufacturing system to simulate the production order by calculating the equipment load collecting the production cycle, and forecasting the order delivery time. The digital twins system is a virtual simulation system between enterprise resource planning and manufacturing operation management. Therefore, it is of great practical value to research the dynamic scheduling of ship workshops based on digital twins. According to the architecture diagram of the production workshop data mapping and fusion system based on digital twins designed for the shipyard, the planning, and scheduling of the ship’s flexible machining production workshop are analyzed in detail. A comprehensive evaluation objective function is established, which is jointly determined by production batch planning and processing completion time. In the whole planning period, the sum of the total adjustment cost, inventory cost, and production cost of the project is the minimum, and the maximum completion time is the smallest. The constraint function considers inventory balance constraint, production capacity constraint, process sequence constraint, and single machine processing capacity constraint. Through the combination of particle swarm optimization and genetic algorithm (PSO-GA), the two-level mixed integer programing model is solved. The feasible planning and scheduling solutions are given.
Mathematical modeling
This paper is considered to process N different kinds of workpieces on M machines within a limited planning span in the workshop environment. Each kind of workpiece is processed by the corresponding equipment in the same order. The current production execution status of each production station is indicated by S. The planning span is divided into T cycles according to the situation, and the external demand
Based on determining the weekly production batch of each part, the production sequence of batch parts is determined by considering the scheduling constraint relationship. The decision-making problem can be divided into two levels: the upper-level decision-making problem determines the weekly production batch of parts. The lower-level decision-making problem determines the production order of each part.
The solution of the lower decision-making problem depends on the decision-making result of the upper decision-making problem. The solution of the lower-level decision-making problem has a feedback function for the upper-level decision-making. The scheduling constraints considered include process constraints and capacity constraints. Process constraint means that there are multiple processes in the processing of a workpiece, and there is a certain sequence between the processes. Capacity constraint means that at any time, a piece of equipment can only process one workpiece at most.
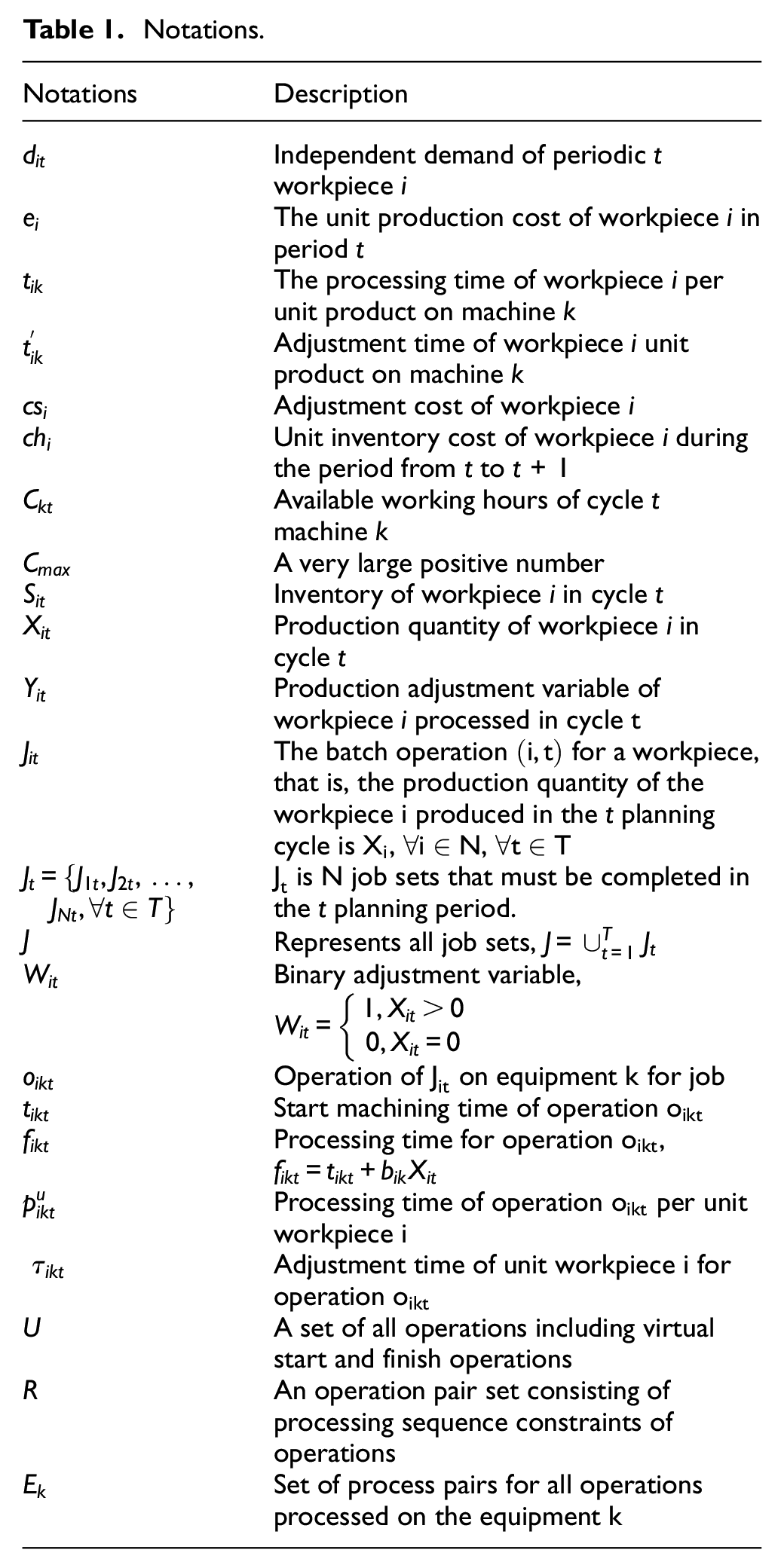
For the convenience of description, the symbols and variables of the mathematical model are defined in Table 1. To minimize the sum of the total adjustment cost, inventory storage cost, and production cost of the project in the whole planning period, and at the same time ensure the goal of minimizing the maximum completion time. The combination of production batch planning and processing completion time is taken as the evaluation objective function.

Wherein, In equation (1)

Notations.
Equation (2) shows that the processing batch must meet the external demand of each cycle, that is, the shortage is not allowed. In the same period, once a workpiece starts to be processed, it cannot be interrupted, and only after the workpiece is processed can it be turned into another workpiece for processing.
To facilitate the study, the following mathematical model is established as the evaluation function of this study.

Where
The constraint conditions of the integrated model of batch production planning and scheduling that meet the above conditions are as follows.
The basic inventory balance equation is:

The capacity constraint inequality is:

Adjustment can only occur when the production quantity is greater than 0 and the adjacent processed workpieces are different.

Where PA is a large positive number.
The constraint that the decision variable is non-negative is as follows.

The 0 and 1 constraints of the adjustment variables are as follows

The inventory status of the initial and ending cycles is 0.

The processing sequence constraints between different processes of the same workpiece are as follows.

On the same equipment, the processing sequence of different workpieces is constrained as follows.
The constraint that the decision variable is non-negative is shown in the following formula.

The 0 and 1 constraints of the adjustment variables are as follows.

The batch decision results of upper-level decision-making problems are related to the calculation of lower-level workpiece completion time.

The completion time of all workpieces is less than the maximum completion time.

Algorithm
The integrated optimization model of batch production planning and scheduling includes the decision-making problems of determining the production batch and production order of parts each week. The two-level mixed integer programing model is solved by an optimization algorithm combining PSO-GA. The solution of the above problems can be analyzed to get the optimal production plan, to achieve the purpose of adaptive adjustment of the plan according to the input.
The main flow of the PSO-GA hybrid optimization algorithm is as follows:
(1) Initialize the population of Pop and set the parameters of the algorithm.
(2) In the cycle, the position and speed of particles are updated. The process and resource constraints are considered.
(3) The population is sorted according to the fitness value.
(4) Aiming at the first part of the objective function, the linear programing algorithm is called to solve it. Judge whether the linear programing solution is feasible, if not, make
(5) Get the best chromosome and evaluation value until the current generation.
(6) Carry out selection and crossover operation, and carry out mutation operation on offspring individuals.
(7) Update the population, select some excellent individuals, and replace the poor individuals in the original population.
(8) Repeat the above steps until the maximum number of iterations is reached. When the number of iterations is greater than
(9) Finally, according to the best solution, evaluate whether it is overdue. If it is overdue, it will be rescheduled again.
Based on this basic principle, this paper summarizes the solution of the PSO-GA hybrid optimization algorithm, as shown in Figure 4.
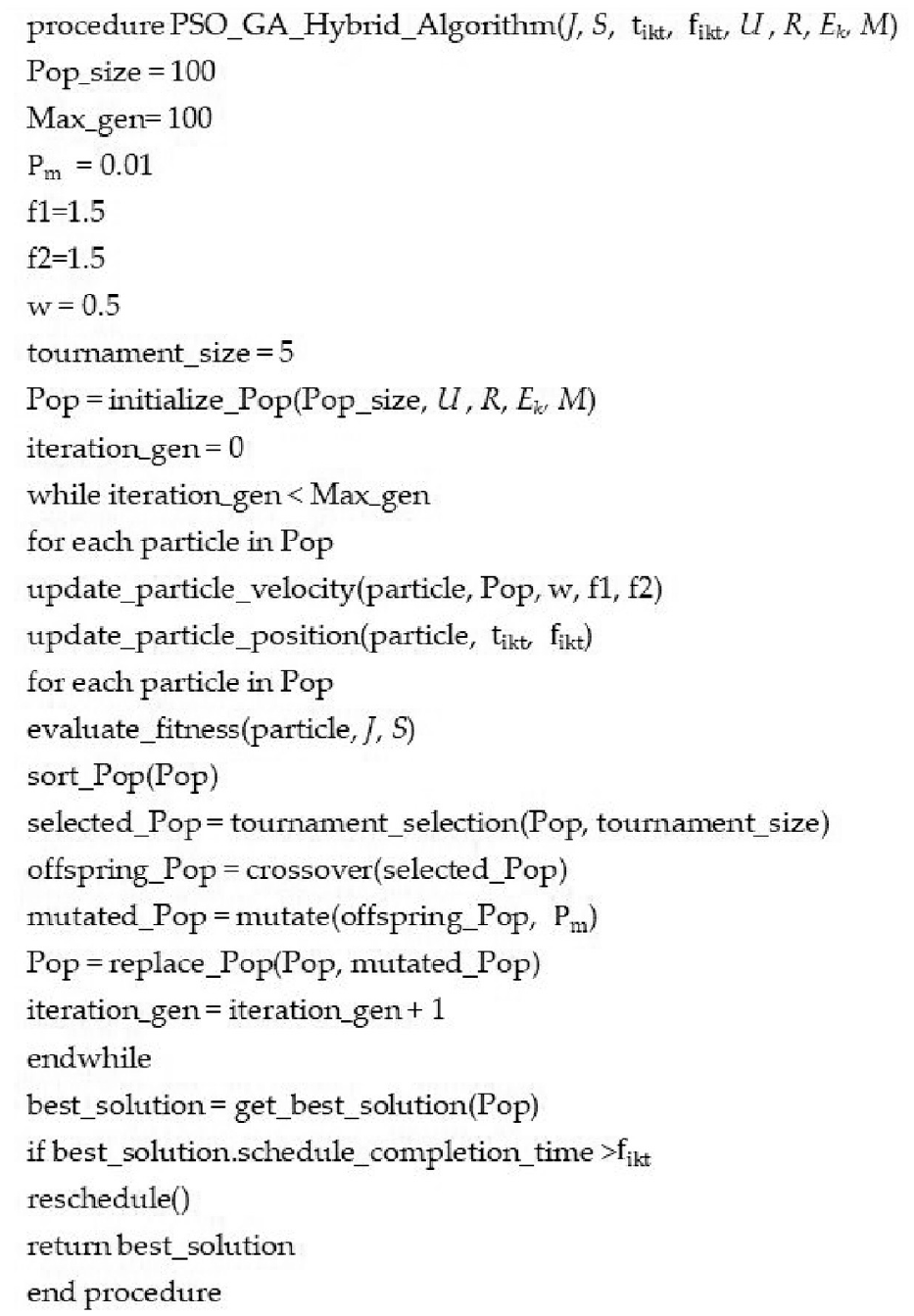
The optimization algorithm for PSO-GA.
Applied research and implementation effect
In this study, firstly, a three-dimensional simulation model of a ship pipe machining workshop is constructed, including virtual three-dimensional models of the workshop site environment, CNC machine tools, tools, robots, and other equipment. The digital twins’ system can drive the twins’ model virtual equipment to run based on the operation data of the production site. A three-dimensional model of shipyard equipment and production line is built by Solidworks 3D software. The models including the pretreatment station, cutting station, grinding station, labeling station, assembly station, and welding station are established. Import the established model into 3 ds MAX software. Combining the lines and nodes of equipment to generate model patches, and deleting some feature grids and patches according to the requirements of application scenarios. This can reduce the polygons of a large number of models. The deleted model is then optimized to realize the lightweight treatment of equipment and production line models. According to the layout of the ship’s physical production workshop, the virtual and real scenes were built respectively. The UI interface was built. The data acquisition middleware was embedded in the digital twins system. Through the data acquisition gateway and MySQL database, the multi-factor perception of people, machines, and materials and the interactive visual information of work order execution information and equipment status information of the production workshop were displayed in real-time. Finally, an intelligent simulation system for the manufacturing and operation of intermediate products of ships based on digital twins was built. An example of data mapping and fusion of ship machining production lines based on digital twins is shown in Figure 5.
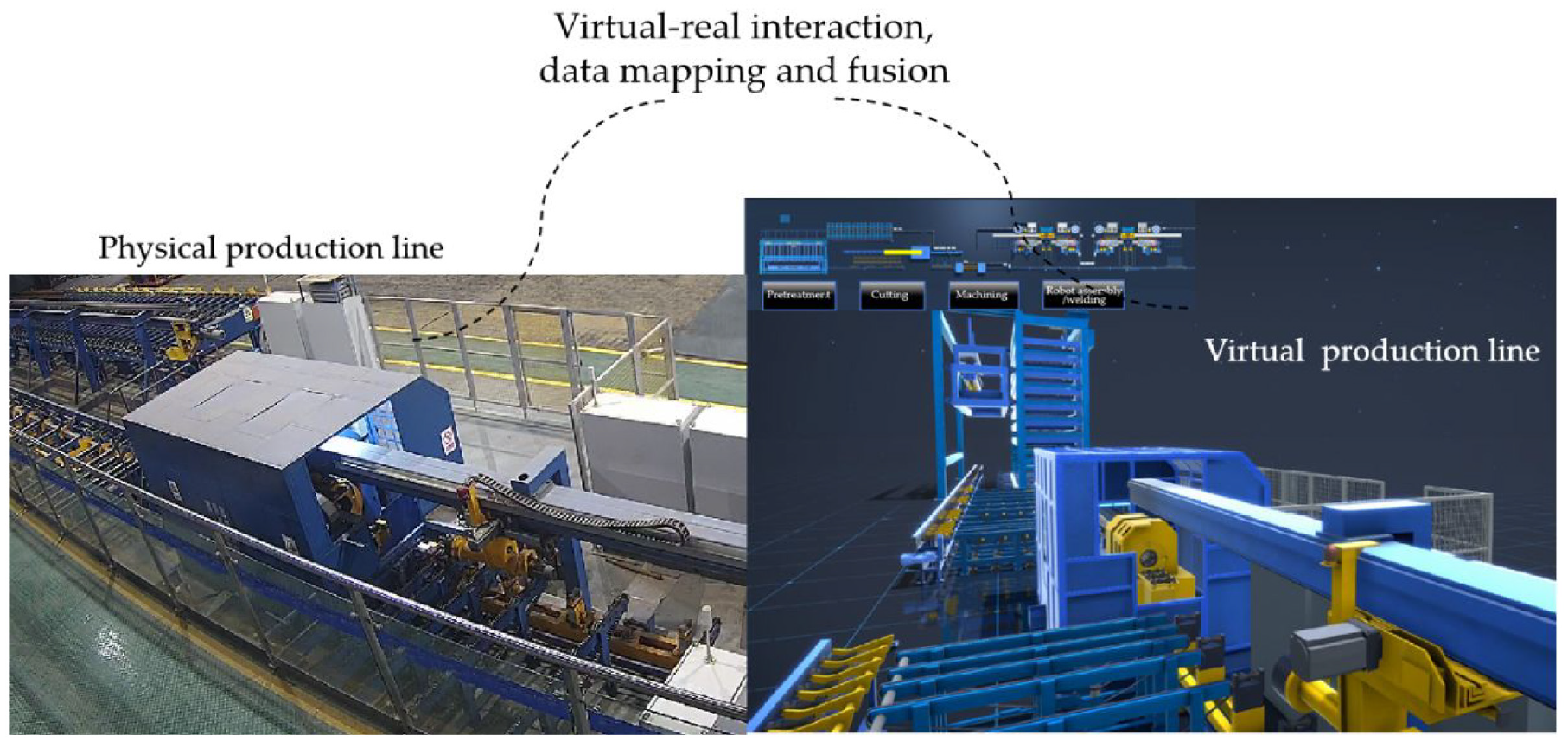
Application example of ship machining production line based on digital twins.
On the basis of the actual production situation of the ship production workshop, the actual data is selected as the input value of the model. The production task is to process eight different workpieces, and the number of machines that can be produced is six. Each workpiece may have a different number of operations. Take the first workpiece A as an example, it has six working procedures, and each working procedure can be completed on different machines, but the time spent by different machines is different. To test the performance of the dynamic scheduling optimization algorithm of PSO-GA proposed in this paper, the genetic algorithm (GA), the particle swarm optimization (PSO), and the genetic simulated annealing algorithm (GASA) are compared. These algorithms are run 10 times respectively. The optimal solutions of the four algorithms are compared with the iteration times when the optimal solutions are obtained. The optimization process curve of the optimal solution obtained by the above algorithms is shown in Figure 6. The equipment scheduling Gantt of the optimal solution obtained by the PSO-GA optimization algorithm proposed in this paper is shown in Figure 7.
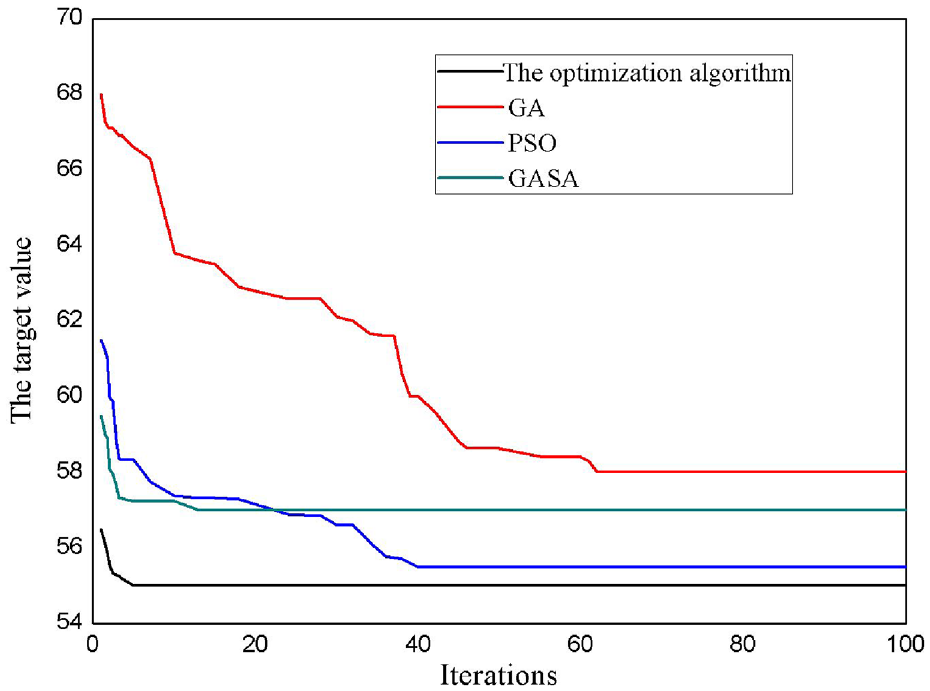
The curve comparison diagram of the optimal solution obtained by different algorithms.
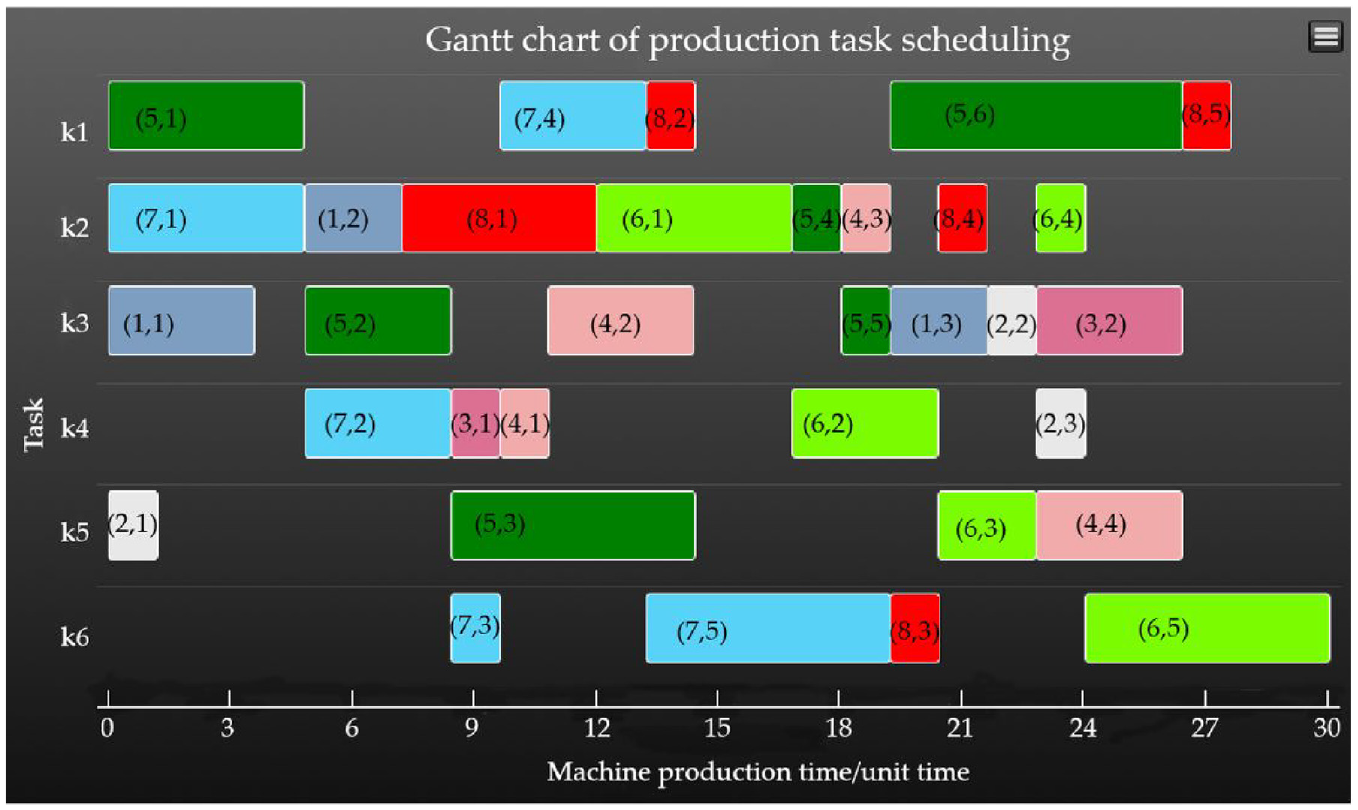
The equipment scheduling Gantt of the optimal solution obtained by the optimization algorithm proposed.
As can be seen from Figure 6, the convergence speed of the genetic algorithm is relatively slow. The PSO algorithm is superior to the GA in convergence speed. The GA has improved the convergence speed after combining with the simulated annealing algorithm and PSO algorithm.
The dynamic scheduling optimization algorithm proposed in this paper gets the optimal solution of the problem after five iterations, which is superior to the other three algorithms. The optimization algorithm proposed in this paper has the smallest deviation in the solution. It has high performance in the global optimization ability, convergence speed, and algorithm stability. The feasibility of dynamic scheduling of ship machining workshops based on digital twins is further verified.
The Gantt chart of Figure 7 clearly shows the scheduling scheme. The number on the abscissa represents the scheduling machine processing time, and the ordinate represents the processing equipment number. Different colors represent different workpieces. The order in which workpieces of the same color appear represents the order of working procedures. For example, the numbers in the first row represent the first step of machining workpiece 5, the fourth step of machining workpiece 7, the second step of machining workpiece 8, and so on, and finally the fifth step of the eighth workpiece on the machine 1. The processing time of the scheduling scheme based on the optimal solution of this optimization algorithm is 30 min.
Results and discussion
The production line based on digital twins is built in the manufacturing of ship middleware, which realizes the intelligent processing and control of the whole production process, such as warehousing logistics, robot feeding, code scanning, machining, robot blanking, and transshipment. The digital twins’ system based on the data acquisition gateway collects the action and position information, state information, logistics information, equipment process parameters, alarm information, production data, driving data, and operation data of the equipment on the production workshop in real-time. The collected state data of the sorting robot and loading and unloading robot include data of the terminal controller, start and end state data of the manipulator, shaft angle, position coordinate, production data, load position information, equipment running and stopping state data, driving data, and alarm information. The collected state data of the CNC lathe, CNC milling machine, and machining center include terminal controller data, alarm information, production data such as output and production beat, machining program data, equipment process parameters, tool machining start and end state data, machine tool running state, PLC signal data, shaft running data and shaft servo data. The collected product status data includes product location information, production data, work order data, and binding data with mobile pallets.
The data acquisition gateway performs edge calculation and preprocessing on the real-time collected production operation data of the ship production workshop. The processed production and operation data are synchronized to the digital twins mapping model. Edge calculation and preprocessing of production and operation data include data analysis, data cleaning, data coding, data fusion, data structuring and format standardization, data exchange, time-sequence analysis, machining algorithm identification, welding algorithm identification, fault code diagnosis, and data real-time synchronization. Then the production and operation data processed above are pushed to the digital twins mapping model of the digital twins system through WebSocket. At the same time, the formed tagged data is stored in the MySQL database through JsonRPC.
The digital twins model of the processing workshop is driven by the digital twins system based on the real-time data of the ship’s physical workshop. The digital twins model simulates all the production situations in the ship’s physical production workshop based on real-time data. The digital twins’ system transmits the simulated data to the production management and control system. The production management and control system completes the management and control of the ship’s physical production workshop according to the simulated data. This includes statistical analysis of the production tasks, material management, planning management, process management, production procedure management, equipment monitoring management, and visual management of ship workshops. Finally, the data mapping and fusion of ship machining workshops based on digital twins are realized.
Conclusion
In this paper, the method and system implementation of data mapping and fusion of production workshop based on digital twins is proposed, aiming at studying the characteristics of multi-source heterogeneous data acquisition and fusion and dynamic complex production environment in the process of ship middleware manufacturing, which can optimize the production schedule and production cost of ship construction. The digital twin system and production management and control system are embedded into data acquisition middleware technology. The data acquisition middleware supports OPC UA, ODBC, Webservice, JsonRPC, Modbus, and other communication protocols, and can upload the collected data to other application systems in real-time. It can also analyze the data sent by the application system and then transmit it to the production equipment. This changes the interaction between traditional production lines, production management and control systems, and digital twin systems. The data collected and processed in the production workshop are directly pushed to the digital twin model, and the real-time driving model runs synchronously with the physical production line, which significantly reduces the time delay of data interaction between the physical production workshop and the twin model. The ability of real-time data interaction and synchronous real-time mapping between virtual production workshops and physical production workshops is improved.
On this basis, the digital twin technology is applied to the production scheduling system of the ship machining workshop, and the reliability of the dynamic scheduling optimization algorithm based on digital twins is verified. The integrated optimization model of production planning and scheduling includes the decision-making problems of determining the production batch of each week and the production sequence of parts. The two-level mixed integer programing model is solved by the optimization algorithm combining PSO-GA. The solution of the above problems can be analyzed to get the optimal production plan, to achieve the purpose of adaptive adjustment of the plan according to different input conditions. The PSO-GA optimization algorithm proposed in this paper has the smallest deviation in the solution. The algorithm has high performance in the global optimization ability, convergence speed, and algorithm stability.
The above scheme improves the real-time control ability of the production line in dynamic scenarios such as production line reconstruction and customized production. The real-time performance and production flexibility of dynamic complex tasks such as emergency insertion and task rework are effectively improved. The real-time monitoring, optimal scheduling, and predictive analysis of the production process are realized, and the operation efficiency of key equipment in shipbuilding is significantly improved. The production efficiency and quality stability of ship enterprises are improved.
The future work will focus on developing a low-cost digital twins system for the assembly and welding of medium and large ship components. Combined with edge intelligence and artificial intelligence technology, the ability of virtual-real interaction fusion and synchronous real-time mapping in dynamic scenes such as production line reconstruction and customized production is further optimized.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.