
Abstract
This paper presents a scientific basis and reference for the application of ceramsite concrete in underground coal mines. Taking fly-ash ceramsite as raw material, a variety of mix proportions of C20 ceramsite concrete were proposed by changing the sand rate of concrete. The results showed that: (1) fly-ash ceramsite has different water absorption performance with different particle sizes. The water absorption stopped after soaked for 48 h. So, the ceramsite should be soaked for more than 48 h to prevent the cement from hydrating insufficient which affects the mechanical properties of the concrete. (2) Seven mix proportions of C20 ceramsite concrete were designed by changing the ceramsite proportion. The ceramsite proportion of 43% was determined as optimal scheme whose 28-day strength was 29.60 MPa and elastic modulus was 12.45 GPa. (3) The optimal scheme was applied and verified in the field. The early strength of ceramsite concrete promotes quickly, 3-day strength was 16.8 MPa, and the 28-day strength was 29.9 MPa. Compared with ordinary pebble concrete, ceramsite concrete can provide faster, higher strength support to the roadway. Meanwhile, ceramsite concrete have properties of lightweight, and its application will bring economic and social benefits.
Introduction
Fly-ash is mainly one of the industrial wastes in China. Fly-ash emissions are increasing in recent years with the development of energy industry. The national production of fly-ash reached 532 million tons in 2013, and increased to 570 million tons in 2015. A large amount of fly-ash occupies land, pollutes environment, and endangers human health.1,2 It raised a hot topic how to treat and re-utilize fly-ash. In recent years, the fly-ash is produced into ceramsite and then utilized in other industries, which is regarded as an important means of “turning waste into treasure.” Using fly-ash to instead of part or all of pebble in concrete has drawn widespread concern. Fly-ash ceramsite has been used for light weight concrete as it has characteristics of light weight, high strength, good thermal performance, and mature technology. It is widely used for bridge engineering and civil construction.3–7 The properties of fly-ash ceramsite containing durability, frost resistance, impermeability, and salt freezing resistance have been studied.8–14
Fan et al. 15 employed an orthogonal experiment to determine an optimum mix proportion for ceramsite concrete at a curing temperature of 20, 40, and 60 °C. In order to study the feasibility of the ceramsite concrete applied in energy saving renovation of existing buildings roof, Han et al. 16 used three kinds of different particle sizes of ceramsite—including big (diameter of 15–18 mm), medium (diameter of 6–9 mm), and small (diameter of 3–5 mm) particle sizes—river sand, and concrete with the same ratio to make bricks for studying the physical properties and mechanical properties. Yu et al. (2015)12 produced a kind of new ceramsite concrete building materials which was added with a moderate amount of polystyrene particles to improve its physical properties. Some researchers17–23 have studied the physical and mechanical properties of shale ceramsite concrete including strength, deformation, bond behaviors, microstructure, and permeability; however, research on mix proportion for fly-ash ceramsite concrete and its application in coal mine was rarely reported.
The total length of underground roadway to be developed is nearly 10,000 km every year in China’s coal mines, which requires huge amount shotcrete. If ceramsite concrete can take place of ordinary concrete, it will achieve great economic and social benefits. At present, there are a few case studies on ceramsite concrete used in roadway support.24–26 They mainly depended on experiences and trial and error to obtain the concrete mixing proportion, lack of a systematic study from scientific calculation, experimental comparison to field application and verification. The authors designed a variation of mix proportions for C20 ceramsite concrete and determined an optimum mix proportion under acquiring its physical and mechanical properties. A good effect has been shown in field application.
Water absorption measurement of fly-ash ceramsite
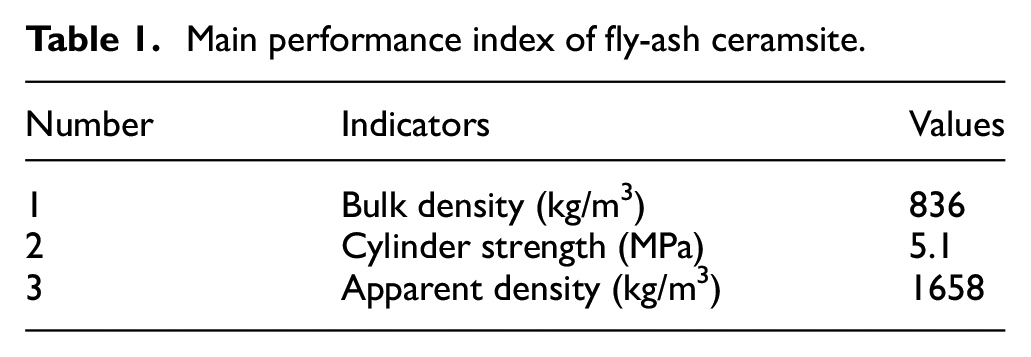
The used fly-ash ceramsite was produced by Metech Inc. in China. It was ball particle product after going through measuring, batching, molding, and sintering. Its component was fly-ash as the main raw material (85%), mixing with a small amount of coal power, lime, gypsum, and other additives. According to the test standard (GB/T17431.2-2010, China), its main performance indicators are obtained and shown in Table 1. Fly-ash ceramsite has a characteristic of water absorption due to internal porous structure. During the concrete producing, the cement needs to be rehydrated with water continuously. In fact, some water is absorbed by the ceramsite, so the cement cannot be hydrated fully. In addition, the ceramsite will also absorb some grout. The water absorption of the ceramsite could generate a large amount of pores inside the concrete and to affect the mechanical properties of concrete. Therefore, when the fly-ash ceramsite is used to instead of the pebble for concrete preparation, its water absorption ability should be considered carefully.
Main performance index of fly-ash ceramsite.
Weighting is used to measure the water absorption ability of the ceramsite. The ceramsite was weighed to samples about 50 g each and put into a drying oven to be dried for 24 h at 105–110 °C. They were cooled to room temperature in drying container after removed from the drying oven. Then, they were soaked in a test tube and water was added to 100 mL (Figure 1). According to the water absorption formula (1), the water absorption at 2, 5, 10, 24, 36, 48, and 96 h was calculated, respectively

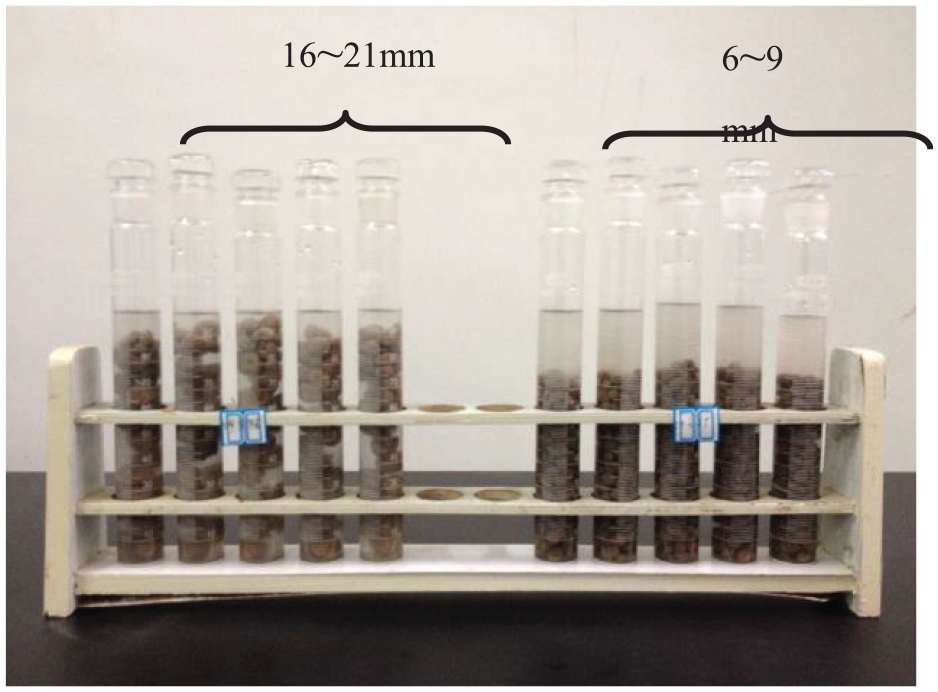
Water absorption test of ceramsite.
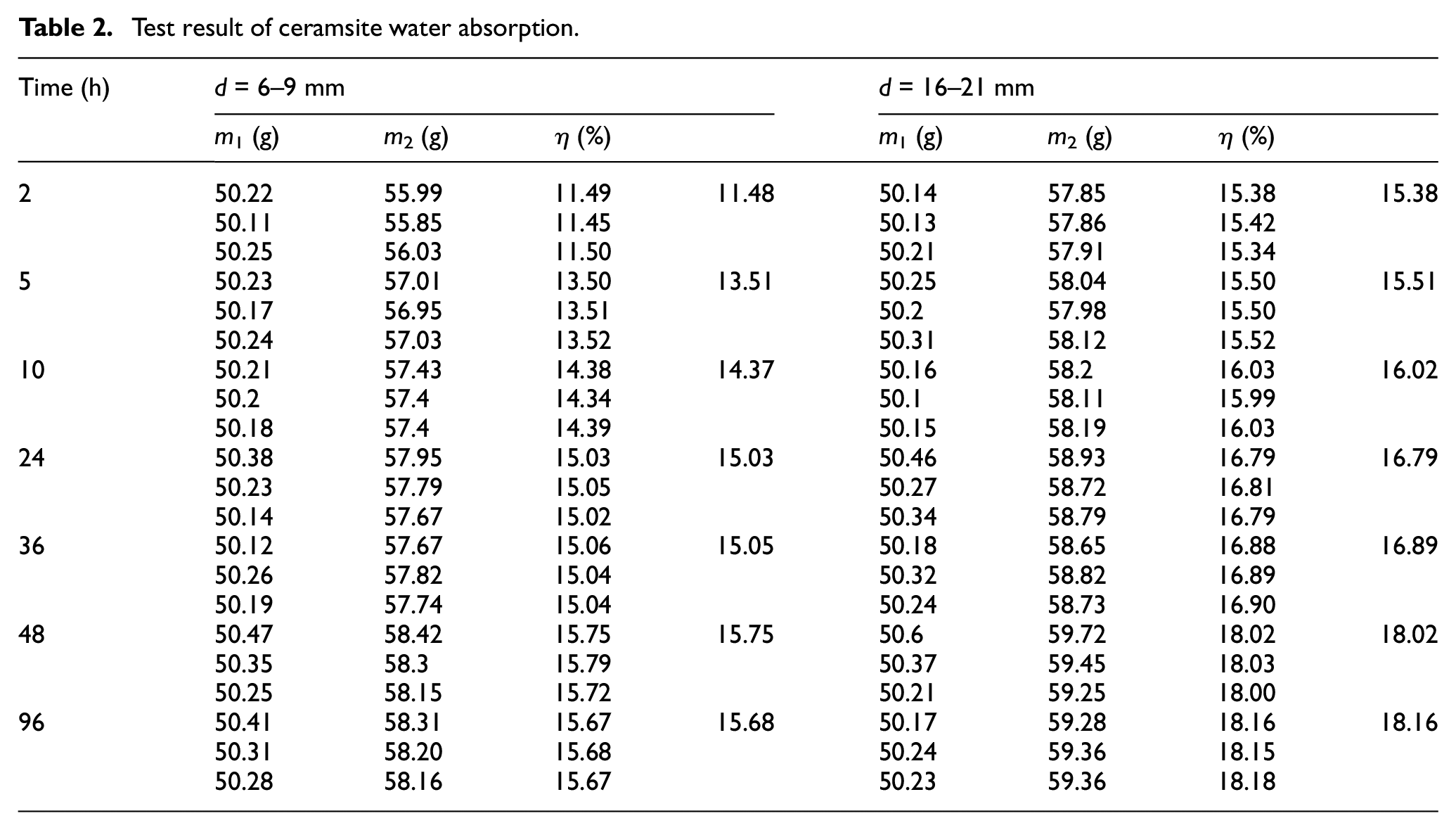
where η is the water absorption of ceramsite (%), m1 is the weight of dry ceramsite (g), and m2 is the weight of ceramsite after soaked (g).
The samples with particle perimeter of 6–9 mm and 16–21 mm were tested, respectively. Results are shown in Table 2 and Figure 2. It shows that the water absorption with different particle perimeters was different, but the water absorption stopped after 48 h. The water absorption of the ceramsite with particle perimeter of 6–9 mm increased sharply from 4 to 10 h, and it became gentle after 10 h. The total water absorption was 15.90% after 48 h. The water absorption of the ceramsite with particle perimeter of 16–21 mm increased smoothly in soaked duration, and was 17.03% after 48 h.
Test result of ceramsite water absorption.
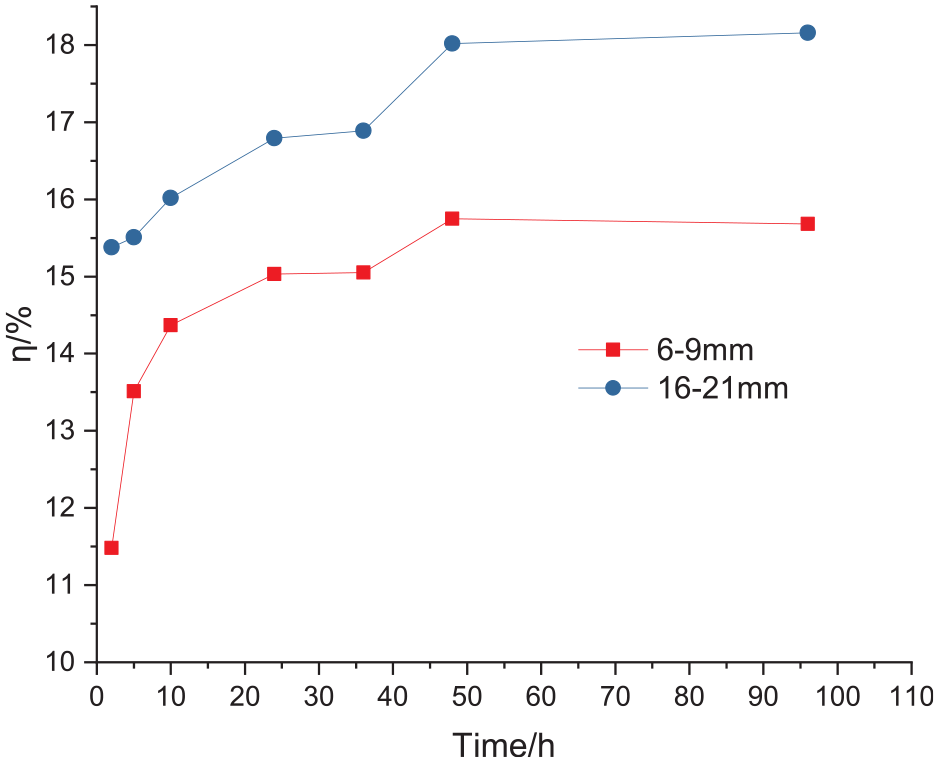
Water absorption curve of ceramsite with different particle perimeters.
Mix proportion design of ceramsite concrete and sample preparation
Mix proportion of ceramsite concrete
Sand ratio and water–cement ratio are important indicators that affect the mechanical properties of concrete. The sand ratio of concrete refers to the ratio of sand weight to total weight of sand and pebble (or ceramsite) in unit volume of concrete, and it affects apparent density, mechanical properties, and construction of the concrete. Reasonable sand ratio can reduce the reduction of concrete mechanical properties on the basis of reducing the apparent density, and also can reduce the rebound in construction. Due to it is more concerned that the effect of ceramsite on the mechanical properties of concrete, the proportion of ceramsite to total ceramsite and sand is regarded as an index for comparative tests. The water–cement ratio is the ratio between water weight and cement weight in unit volume of concrete, which affects the strength, durability, and physical and mechanical properties of concrete. The water–cement ratio varies from 0.4 to 0.5.
According to “Specifications for bolt–shotcrete support” (GB50086-2001, China), 27 “Specifications for mix proportion design of ordinary concrete” (GJG55-2011, China), 28 and “Technical specification for lightweight aggregate concrete” (JGJ51-2002, China), 29 water–cement ratio was selected as 0.45, which determined the water consumption of 195 kg and the cement amount of 433 kg. Based on the given water–cement ratio, seven mix proportion schemes were proposed with only changing the proportion of ceramsite (shown in Table 3). All materials used in the experiment were produced in China. The ceramsite with particle perimeter of 6–9 mm and Grade 32.5R (Chinese cement grading system) Portland cement manufactured in Liaoning Province, were adopted.
Mix proportion schemes of ceramsite concrete.
Production of ceramsite concrete sample
According to “Standard for test method of mechanical properties on ordinary concrete” (GB/T 50081-2002, China), 30 the sample dimension of C20 concrete used for mechanical parameters testing is 100 mm × 100 mm × 100 mm (length, width, height). The mold was made of plywood with a size of 600 mm × 100 mm × 100 mm (length, width, height) (shown in Figure 3). After concrete molding, it was processed into a sample with the standard size (Figure 4) by rock cutting machine. In order to avoid testing error caused by improper sample preparation, following principles need to be strictly followed:
According to designed mix proportion, weighting the material and mixing them evenly, and then filled into the mold by manual pounding.
The inner surface of the mold needs to be covered with a layer of oil film, so as to be easily released from the mold.
The mix materials were divided into two layers to fill into the mold, keeping layer thickness same as much as possible.
The pounding should be along spiral done evenly from edge to center. Pounding cudgel should reach the bottom of the mold while pounding the first layer of concrete. The pound cudgel should be inserted through the upper layer into the lower one 20–30 mm while pounding upper concrete. The pound cudgel should be kept vertical during working.
The pounding number of each layer should not be less than 12 times in area of 10,000 mm2.
A rubber hammer tapped around the mold gently until surface of mix materials was smooth and uniform.
After filled for 24 h, the sample is released from the mold and maintained in the constant temperature and humidity condition.

Concrete filling mold.

Concrete standard sample.
Experimental test and analysis of ceramsite concrete
Mixing strength requirement of ceramsite concrete
According to standard strength test method of lightweight aggregate concrete (Industry standards of PRC, 2003), the strength of C20 concrete can be expressed as

where
Mixing strength of lightweight aggregate concrete was calculated as 28.23 MPa by formula (2). So, the strength of C20 ceramsite concrete should be more than 28.23 MPa.
Testing process and result analysis
The strength test was carried out with a YAW2000C computer controlled electro-hydraulic servo pressure testing machine. The loading speed was set as 0.4 MPa/s.
Tiny fractures generated in cement that was among the adjacent ceramsite (Figure 5) at initial loading. As pressure increasing, the fractures expanded continuously and the grout skin on concrete surface cracked (Figure 6). While pressure reached the yield limitation, the sample produced splitting damages (Figure 7). If keeping loading, the sample represented the characteristics of plastic flow.
Concrete producing tinny cracks.
Concrete crack expansion.
Destruction of concrete.
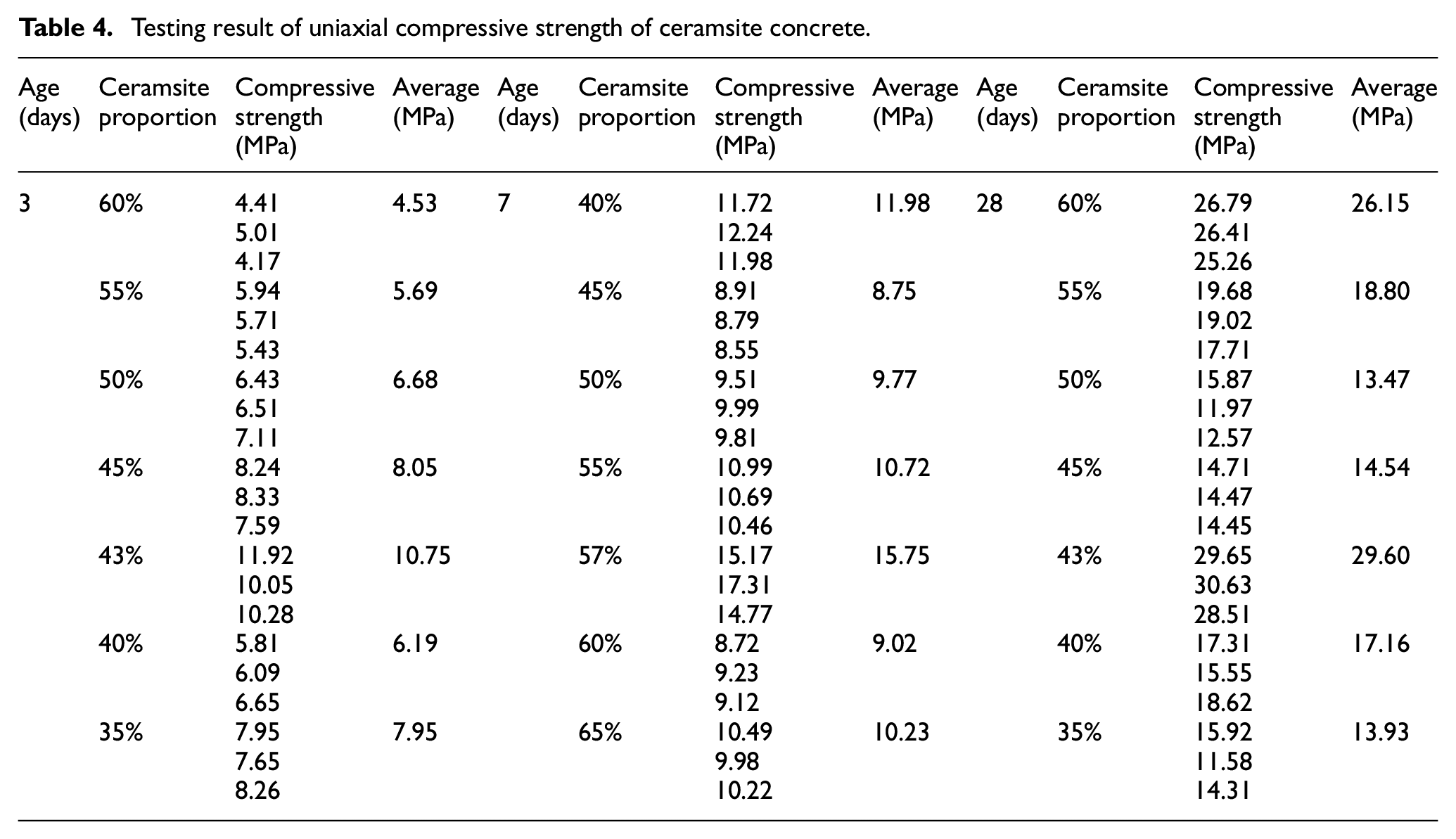
The compressive strength of samples with different ceramsite proportion is shown in Table 4 and Figure 8. It can be concluded that the strength improved with the aging increasing. All of concrete except ceramsite proportion of 60%, their strength improvement ranging from 28.6% to 53.7% was similar from 3 day to 7 day. The 7-day strength with ceramsite proportion of 60% was higher by 166.4% than its 3-day strength. The strength improvement from 7 day to 28 day was quite different. The strength improvement with ceramsite proportion of 60% and 55% was over 100%, this with ceramsite proportion of 43% and 40% was around 90%, and others were increased by 36.2%–37.9%. Nevertheless, the strength improvement with ceramsite proportion of 43% was not the maximum, and its strength always was the highest among all the samples at the same age. Its 3-day strength was 10.75 MPa, 7-day strength of 15.75 MPa, that reached 38.1% and 55.8% of C20 concrete mixing strength (not less than 28.23 MPa), respectively. The early strength (3-day strength) increasing rapidly can control the early deformation of roadway immediately and effectively. Finally, the optimal ceramsite proportion of ceramsite concrete was 43% based on the experimental data.
Testing result of uniaxial compressive strength of ceramsite concrete.
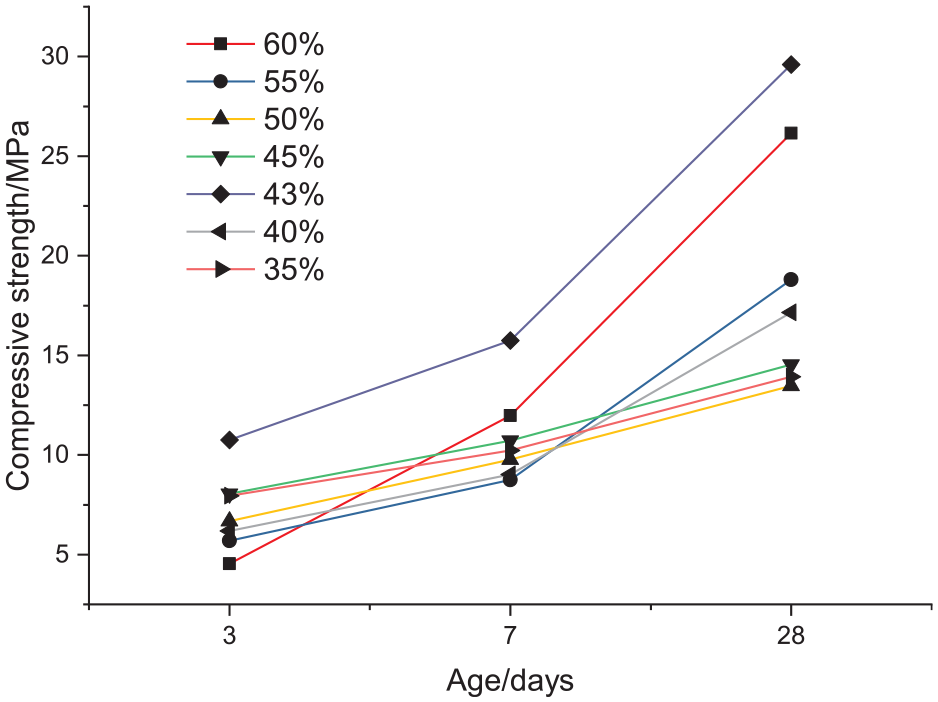
Strength change of ceramsite concrete at different ages.
The elastic modulus of the ceramsite concrete with ceramsite proportion of 43% was conducted. The stress–strain curve during loading was drawn by strain gage on the sample surface (shown in Figure 9). The elastic modulus was determined using the slope of the elastic phase (i.e. the straight line AB in Figure 9) in the stress–strain curve. It was calculated according to the following equation

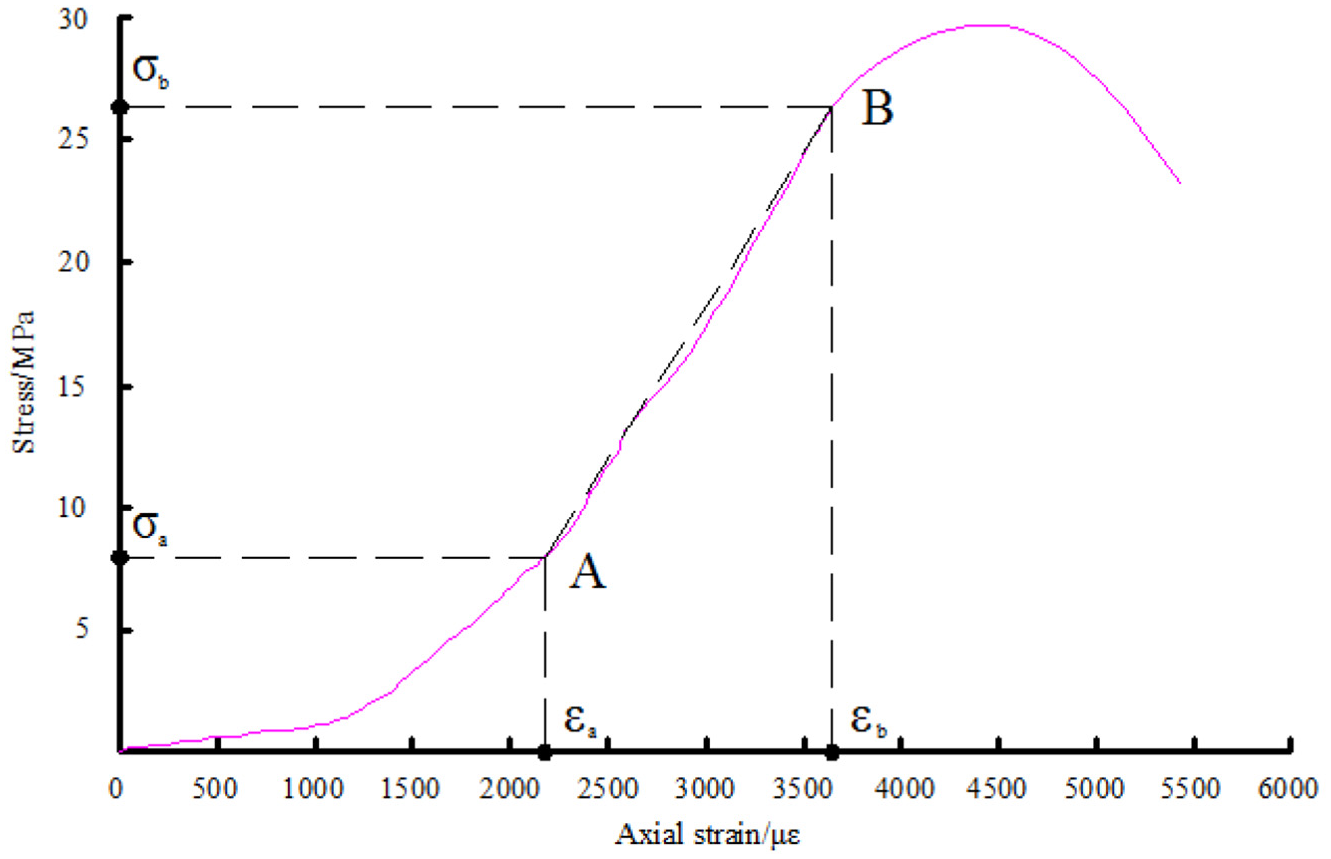
Stress–strain curve of ceramics concrete with sand ratio of 43%.
where
Taking, respectively,
The density of C20 ceramsite concrete with ceramsite proportion of 43% is about 1810 kg/m3. Compared with the ordinary concrete C20 density of about 2380 kg/m3, the density went down by 14.4%, which is conducive to transport on site.
Field application of ceramsite concrete
Construction condition
Cuncaota No. 1 coal mine is located in Inner Mongolia, which is an extra-large, high-yield modern coal mine with 20 Mt/a belonging to Shendong Coal Group. The site is in 2-2# main roadway that is supported by a combination of anchor and cables. The roadway is the width of 5.4 m and height of 3.5 m. Testing roadway length is 8 m, and shotcrete thickness is 80 mm.
The ceramsite concrete with ceramsite proportion of 43% was used on site. The materials contained ordinary Portland cement with PO 32.5, ceramsite with diameter of 6–9 mm, and sand with fineness modulus of 2.2. The ceramsite has been soaked for 48 h before use.
Due to ceramsite resilience, the water and wind pressure must be strictly controlled in construction. The wind pressure is generally controlled at 0.2 MPa, and the water pressure is controlled at 0.24 MPa. And keeping a distance of 2.0–2.5 m from the roadway surface. The thickness of each shotcrete should be less than 20 mm, and the shotcrete interval should not be less than 24 h. Accepting the quality after spraying according to the designed thickness, and re-spray again if it does not reach the design requirements.
Test results and analysis
The wet shotcrete method was applied for on-site construction. The aggregate, cement, and water were mixed evenly according to the designed proportion, then pressed to a jet head by a pressure supply machine, and then sprays those materials out after adding accelerator. The spraying range was both ribs and roof of the roadway. Appearance of ceramsite concrete was shown in Figure 10. The shotcrete process was divided into two stages. The first shotcrete thickness was 40 mm, and the next time was 40 mm 2 h after the first one.

Appearance of ceramsite concrete.
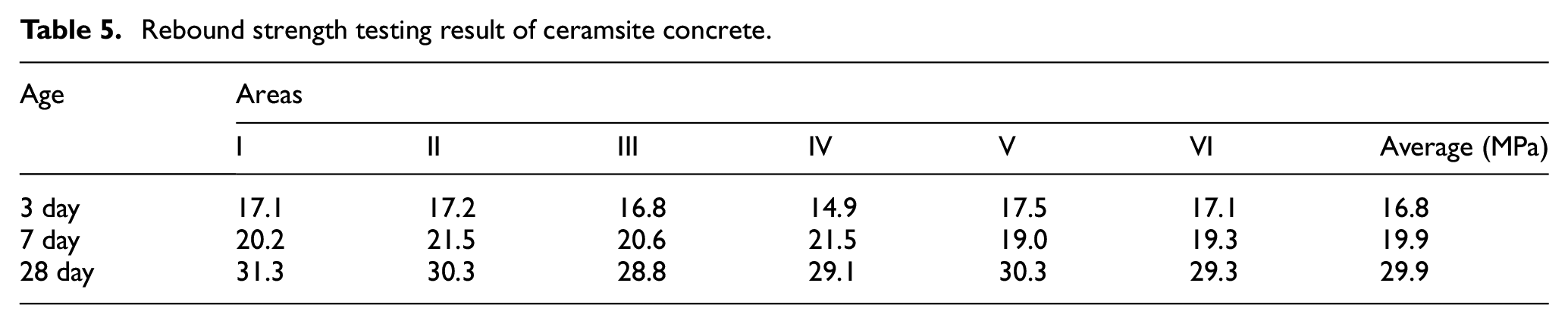
The 3-day, 7-day, and 28-day strength values were measured by use of a rebound device (Figure 11). The test locations were in both ribs of the roadway. There were 12 test areas, six of which were in ceramsite concrete areas, the others in pebble concrete areas which were used for comparative analysis. Each test area shall be measured more than 10 rebounds and taking average. The concrete strength was acquired (Tables 5 and 6) combining the measured rebound values and the average carbonation depth (Industry standards of PRC, 2011). 31
Rebound strength testing result of ceramsite concrete.
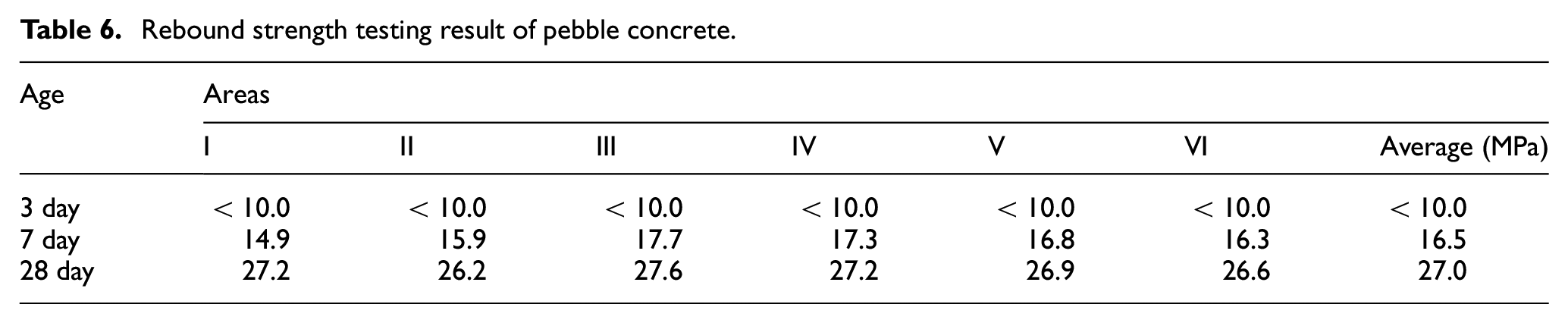
Rebound strength testing result of pebble concrete.

Rebound strength testing.
According to the test data and curve (shown in Figure 12), it can be concluded that the initial strength (3-day strength) of ceramsite concrete is much higher than that of the pebble concrete. The 3-day strength of the ceramsite concrete is 16.8 MPa and 1.6 times higher than the strength of the pebble concrete. The higher initial strength is conducive to the roadway stability and restrains large early deformation of the roadway surface effectively. The strength growth of two kinds of concrete from 7 to 28 days is basically the same. The ultimate strength of ceramsite concrete is higher than that of the pebble concrete. The 28-day strength of ceramsite concrete reaches 29.9 MPa, which is 2.9 MPa higher than that of pebble concrete, and it is better to achieve the support strength requirements.
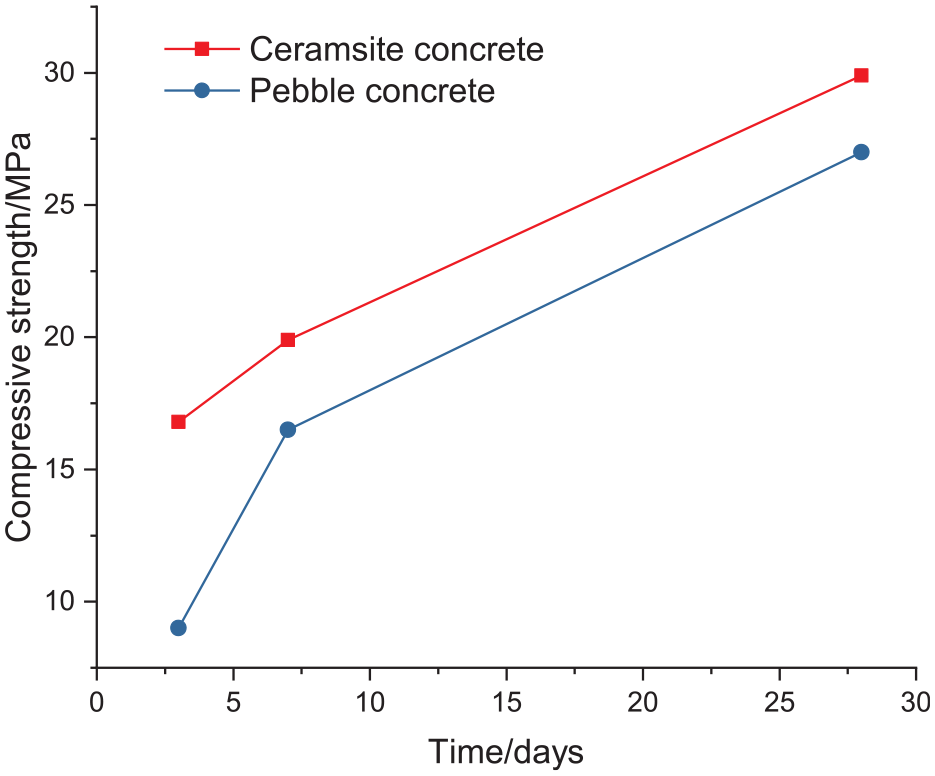
Comparison of strength between ceramsite concrete and pebble concrete at different ages.
It is more convenient to transport the fly-ash ceramsite as it is light. It can also be used for noise isolation and moisture proof as ceramsite is porous and has good water absorption. Compared with ordinary concrete, the ceramsite concrete has good economic and social benefits under attaining C20 concrete strength requirement.
Conclusion
The water absorption of ceramsite with different particle perimeters was studied. It remains constant after 48 h soaked. The water absorption of ceramsite with particle perimeter of 6–9 mm was 15.90% after 48 h, while particle perimeter of 16–21 mm was 17.03%. Before preparing ceramsite concrete, the ceramsite should be saturated with water to avoid inadequate hydration of cement affecting the mechanical properties of concrete.
Seven mix proportions of ceramsite concrete were proposed by changing the sand rate under constant water–cement ratio. The optimal proportion with ceramsite proportion is of 43% through strength testing at different ages. Its 28-day strength was 29.60 MPa and its elastic modulus was 12.45 GPa. It had not only a high strength but also a good plasticity and was more effective to control deformation of the roadway.
Field experiment of ceramsite concrete was conducted in main roadway of 2-2# coal seam in the Cuncaota No. 1 mine. It concluded that the initial strength of ceramsite concrete increased rapidly, the 3-day strength was 16.8 MPa, and the 28-day strength reached 29.9 MPa. Compared with pebble concrete, the ceramsite concrete is able to provide more immediate and higher support for roadway.
Footnotes
Acknowledgements
The authors are especially grateful to professor Ting Ren for fruitful discussions and advice.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was financially supported by the National Natural Science Foundation of China (grant nos 51874164, 51704148, and 51674135), and the National Key R&D Program of China (grant no. 2017YFC0804203).