
Abstract
As the most important core process in the dyeing and finishing workshop of knitting companies, the dyeing process has the characteristics of multi-variety, small-batch, parallel machine processing of multiple types, and high cost in equipment cleaning, which render the dyeing scheduling problem a bottleneck in the production management of a dyeing and finishing workshop. In this paper, the dyeing process scheduling problem in dyeing and finishing workshops is described and abstracted, and an optimized mathematical model of dyeing scheduling is constructed with the goal of minimizing the delay cost and switching cost. Constraints such as multiple types of equipment, equipment capacity, weights of orders and equipment cleaning time are considered. For the sub-problem of equipment scheduling in the dyeing scheduling problem, a heuristic rule that considers equipment utilization and order delay is proposed. For the sub-problem of order sorting of the equipment in the dyeing scheduling problem, a hybrid genetic algorithm with a variable neighbourhood search strategy has been designed to optimize sorting. The algorithm proposed in this paper has been demonstrated via case simulation to be effective in solving the scheduling problem in dyeing and finishing workshops.
Introduction
Knitting companies often include weaving workshops (in which the yarns (raw materials) are weaved into fabrics) and dyeing and finishing workshops (in which grey fabrics are dyed to colours required by customers). In the actual dyeing process of dyeing and finishing workshops in knitting companies, most companies use intermittent dyeing machines for production. This intermittent production mode consumes more than 98% of the water, dyes and auxiliary ingredients that the companies consume.1,2 Therefore, if a scheduling programme is not rational, numerous resources will be wasted.3,4 The dyeing programme has a decisive role in the production management process in dyeing and finishing workshops and is an important factor for reflecting the actual economic value and additional value of products. This programme directly determines whether customers’ orders can be delivered on time. If the scheduling programme is not rational, problems such as serious delays to orders, excessive resource consumption for equipment cleaning and unstable dyeing quality will occur. Currently, most companies employ manual production scheduling, which has disadvantages such as low scheduling efficiency and inaccurate time control. Therefore, improving the production efficiency and ensuring the dyeing quality of companies via rational scheduling of the dyeing process has significance.
The scheduling of dyeing and finishing workshops has the following characteristics: (1) The setup time (cleaning time) for the dyeing tank is related to the colours in the next task and the task that just finished. The setup time of the dyeing tank is related to the colours before and after the process. When the next dyeing task is to be conducted, a certain amount of time (setup time) is needed to drain and remove the dyes and chemicals that remain after the preceding dyeing batch of fabric materials. The difference in setup time depends on the colour switch between the product to be processed and the product that just finished processing. When the preceding task uses a light colour and the following task utilizes a dark colour, a relatively short time is required for cleaning the dyeing tank. Conversely, if the processed product is darker, and the following product is lighter, a longer cleaning time is required. Different processing sequences may produce different dye switching times and water costs. (2) The capacity of the dyeing tank has double limits of cloth weight and cloth length. To dye knitted fabric lace, both the maximum capacity of the dyeing tank and the minimum capacity of the dyeing tank should be considered from the perspectives of cost and resource utilization. Due to the special considerations for lace materials, the limit of the cloth length that can be dyed by the dyeing tank should also be considered. Dyeing workshops have many different types of dyeing tanks. Different types of equipment have differences in the types of products that can be processed, the maximum and minimum weight and longest cloth length that can be processed, and processing times and costs for dyeing different products. Multiple parallel pieces of equipment are of the same type and have the same capacity limit.
Dyeing scheduling problem
In the research of the scheduling problems of fabric dyeing, some problems have been solved, and some models have been proposed for the production planning and scheduling of fabric dyeing companies. Azadeh et al. 5 integrated the computer simulation, goal programming and design of experiment (DOE) algorithms to solve workshop scheduling problems with multiple objectives for optimization. The proposed algorithm was applied to actual fabric dyeing workshops and achieved satisfactory results. Huynh and Chien 6 proposed a multi-subpopulation genetic algorithm (GA) with heuristic embedded (MSGA-H) for studying scheduling of fabric batch dyeing. Zhang et al. 7 proposed a multi-objective artificial bee colony algorithm for solving fabric dyeing scheduling problems and described the problems as a parallel batch processing machine scheduling model. The first objective function of the model reflected the delay cost, and the second objective function was aimed at the utilization of the dyeing tank. Hsu et al. 8 proposed a problem for yarn dyeing scheduling, which involved multi-stage production, sequence-dependent setup time, hierarchical product structure and group delivery. Jiang et al. 9 solved the scheduling of continuous dyeing processes and developed a GA to minimize the total cleaning time. Chen 10 analysed the technological process of dip dyeing in the dyeing workshop of fabric companies and constructed a mathematical model of dip dyeing optimization based on batch processing, in which he applied the branch and bound method in the General Algebraic Modelling System (GAMS) to solve the model. However, in the actual modelling process, the cleaning time of the dyeing equipment was not considered, while the cleaning time and cleaning cost of the equipment are important factors that cannot be disregarded in dyeing scheduling problems.
Scheduling problem of batch processing machine
Domestic and foreign scholars have conducted a substantial amount of research on parallel batch processing machines and have achieved substantial results.11,12 Foreign scholars Pinto and Grossmann were the first scholars to address the problem of batch processing. They proposed a continuous time scheduling model based on time slots to solve this problem after they investigated the batch processing of multiple processes and multiple products. 13 Jia et al. 14 proposed a metaheuristic algorithm based on the maximum and minimum ant system method and considers scheduling n jobs of arbitrary size using a set of m identical and parallel batch processing machines with the aim of minimizing the makespan. Kashan et al. 15 explored the problem of scheduling jobs of different sizes with a single batch processing machine. A batch processing machine can simultaneously process multiple jobs as long as the total number of jobs to be processed does not exceed the capacity of the machine. The batch processing time is equal to the longest processing time in all jobs in a batch. Two different types of multi-objective GAs that consider the two aims of minimizing makespan and minimizing maximum delay were proposed. To address the delay time and makespan, Li et al. 16 proposed an ant colony optimization (ACO) algorithm that considers the batch processing machine scheduling problems with constraints such as incompatible job group, dynamic job makespan, and sequence-related setup time. Abedi et al. 17 proposed a new bi-objective mixed integer linear scheduling model for parallel batch processing machines that considers constraints such as an arbitrary job size, different job time and capacity limitations. The goal was to minimize the makespan and total weighted early and delay time. They proposed a fast non-dominated sorting genetic algorithm (NSGA-II) and a multi-objective imperialist competition algorithm (MOICA) to determine the optimal solution to the problem. Shahvari et al. 18 proposed a tabu search algorithm for solving batch scheduling problems that consider dynamic job posting, upper and lower batch size limits, and unrelated parallel machines. Bilyk et al. 19 proposed two metaheuristic methods – variable neighbourhood search (VNS) and greedy randomized adaptive search procedure (GRASP) – for solving batch machine scheduling problems that consider the workpiece arrival time and sequence constraints. Shen et al. 20 designed a VNS algorithm to solve parallel machine scheduling problems and minimize the total completion time that considers the setup time between two groups of workpieces based on their sequence relations. However, most batch processing machine scheduling problems did not consider multiple types of equipment, which have different constraints of upper and lower capacities. These constraints must be considered in the dyeing and finishing workshops of knitting companies.
Application of GA to scheduling problems
GAs are extensively applied to solve many optimization problems, including scheduling problems, due to their evolutionary performance of parallel search. Alper et al. 21 proposed a hybrid algorithm that combines a GA and VNS for the flexible workshop scheduling problem to reduce the total delay time. Huang et al. 22 utilized a hybrid algorithm that combines a GA and simulated annealing and considers transportation time to solve the multi-objective flexible workshop scheduling problem. They also utilized an external elitism memory library as a knowledge library to guide searches that use a GA into the region of better performance. Moghadam et al. 23 developed an improved hybrid GA to reduce the maximum completion time of a pipe spool fabrication shop and designed an operation order-based global selection, which considered the processing time and workload of the machines when orders were allocated to the machines. Offspring and mutation operators were generated for sorting and job routing sub-problems by priority-based swapping, even swap, swapping operators and intelligent mutation operators. Kurdi 24 proposed a new type of island model GA for the workshop scheduling problem with the goal of minimizing the manufacturing cycle. They proposed a new natural heuristic evolution model and natural heuristic migration selection mechanism to improve the search diversity and delay premature convergence. Fu et al. 25 investigated parallel machine scheduling with dynamic resource allocation; proposed a strategy mainly via a GA to determine workpiece allocation, workpiece sequence and resource allocation; and designed a greedy heuristic rule to determine the start time of a workpiece. Li et al. 26 established an integrated mathematical model of production planning and scheduling and designed a method based on an evolutionary algorithm to achieve the integration and optimization of production planning and scheduling. They also developed effective genetic representation and operators to improve the optimization performance of the method.
Most literature about dyeing scheduling problems assumed that job tasks can be dyed in all equipment. The specialty of equipment for certain dyeing jobs was not considered. The equipment cleaning time and cost between two jobs using different colours are also constraints that cannot be disregarded in dyeing and finishing workshop scheduling. In dyeing and finishing workshop scheduling, the set of processable equipment of the job needs to be considered and reasonable job sorting should be conducted to reduce the cleaning time and cost caused by different job sorting tasks for low-carbon green produce. In most batch processor scheduling research, different types of equipment and equipment capacity constraints were not considered. Although equipment capacity has been considered in some studies, the maximum capacity was employed as the equipment capacity, which does not sufficiently reflect the characteristics of scheduling operations in an actual workshop. When allocating dyeing equipment jobs, the upper and lower limits of the equipment capacity should be considered to improve the utilization efficiency of equipment. In most studies that applied GAs to solve scheduling problems, job completion time was set as the goal, and GAs and other search algorithms or rules were combined to use hybrid GAs to solve the problem. In dyeing and finishing workshop scheduling, the on-time delivery goal of an order must be considered at once; otherwise, it will affect the production of garments and delay the opportunities of the clothing market. Therefore, this paper focuses on two optimization goals: delay time of the orders and cost of equipment cleaning between two jobs with full consideration of constraint factors such as the upper and lower capacities of multiple types of parallel equipment, specific processing operations, and dye switching between two jobs. To address the dyeing scheduling problem of a dyeing and finishing workshop, a dyeing scheduling algorithm based on a hybrid GA is designed to solve the problem of allocation and sorting of dyeing jobs.
Establishing a scheduling model of dyeing workshop
Problem definition
The process route of knitted fabrics throughout dyeing and finishing workshops is shown in Figure 1. Fabrics are completed by a pre-treatment process, dyeing process and post-finishing process. Among them, pre-treatment and post-finishing processes are auxiliary to the dyeing process; they use assembly lines with simple processing procedures. The dyeing process is a key process in the production of knitted fabrics that involves working with multiple different types of dyeing equipment. A rational scheduling and controlling of the dyeing process has a decisive role in scheduling the preceding fabric weaving process and timely delivery of subsequent garment processing.
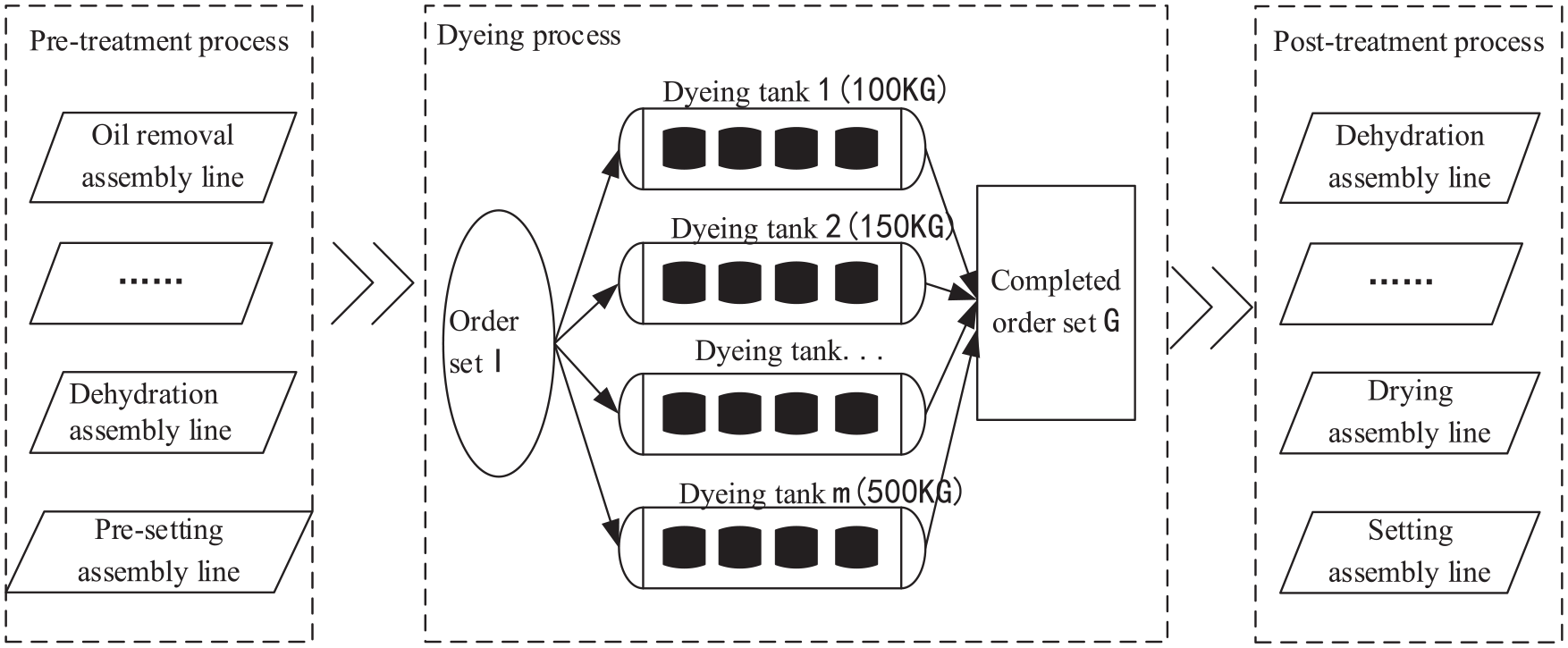
Product processing route.
The scheduling challenge of a knitted fabric dyeing workshop can be described as follows: the dyeing workshop is equipped with m dyeing tanks; each tank has different capacities and was divided into k equipment groups according to the machine type. In a scheduling period, there are n orders with different dyeing requirements. The product weight, dyeing parameters and delivery time are known. Some specific products need to be dyed in a specified type of equipment. Different products of the same colour can be dyed in the same equipment with the condition of not exceeding the dyeing tank capacity to achieve the same dyeing time. The main goals of dyeing scheduling are to rationally arrange tasks for multiple orders with different dyeing requirements of multiple dyeing equipment of different types for production and to determine the processing sequence of each order for the equipment to achieve minimal delay cost and production cost of all products.
Constraint conditions
Based on basic information, such as the equipment capacity and production requirement, the following assumptions are proposed to facilitate this study:
All equipment is idle at the beginning of scheduling;
The inventory of grey clothes is sufficient and satisfies the order requirements for production;
Except for specific products, dyeing equipment can dye all products in the order, but there are different dyeing capacities;
The order production time and the dye switching time (tank cleaning time) of different products are assumed to be known;
At the start of dyeing, the dyeing formulae for the orders are confirmed;
Each production order contains only one product, and two kinds of products are never dyed in one tank at the same time;
When the product quantity in an order exceeds the maximum capacity of the equipment, apply the equal batching principle;
The production process is not interrupted.
Symbol definition
For the convenience of description, variable symbols are designed for the mathematical model. Currently,
Mathematical model
The optimization goals of this study are to control the order completion time within the delivery deadline and to minimize the number of tank switching and cleaning during the production process to reduce the cost of equipment cleaning. Therefore, the two objective functions of this study are minimizing the cleaning costs and the delay costs










where formula (3) expresses the allocation constraints; formula (4) expresses that the equally divided batch size of the order cannot exceed the equipment capacity; formula (5) expresses that the equally divided batch of the order must not exceed the fabric length constraint of the equipment; formula (6) expresses the order processing time constraints; formula (7) expresses that the start time of the next order should be the after processing completion time of the preceding order plus the switching time; formulae (8) and (9) express the switching costs, where formula (8) indicates the switching cost of orders for the same colour series and formula (9) gives the calculation of switching costs of orders in a different colour series; and formula (10) expresses the calculation of delay costs.
Formula (1) expresses minimization of the switching costs, and formula (2) expresses minimization of delay costs. This article uses linear weighting to aggregate the two objective functions into a single objective function, as shown as formula (11)

where
Design of dyeing scheduling method based on hybrid GA
The dyeing scheduling problem in a dyeing and finishing workshop is a typical scheduling problem of multi-type parallel machine batch processing. This problem mainly consists of two sub-problems: equipment selection of order tasks and task sorting with the equipment. This paper designs a scheduling algorithm based on a hybrid GA for solving the two sub-problems. First, initial sets that utilize heuristic rules and random allocation rules are generated to complete equipment allocation for order tasks. Second, the tasks with the equipment are sorted and optimized using the VNS algorithm, and each chromosome is calculated for the switching costs and delay costs incurred by it as the fitness values. The overall flow of the algorithm is exhibited in Figure 2.
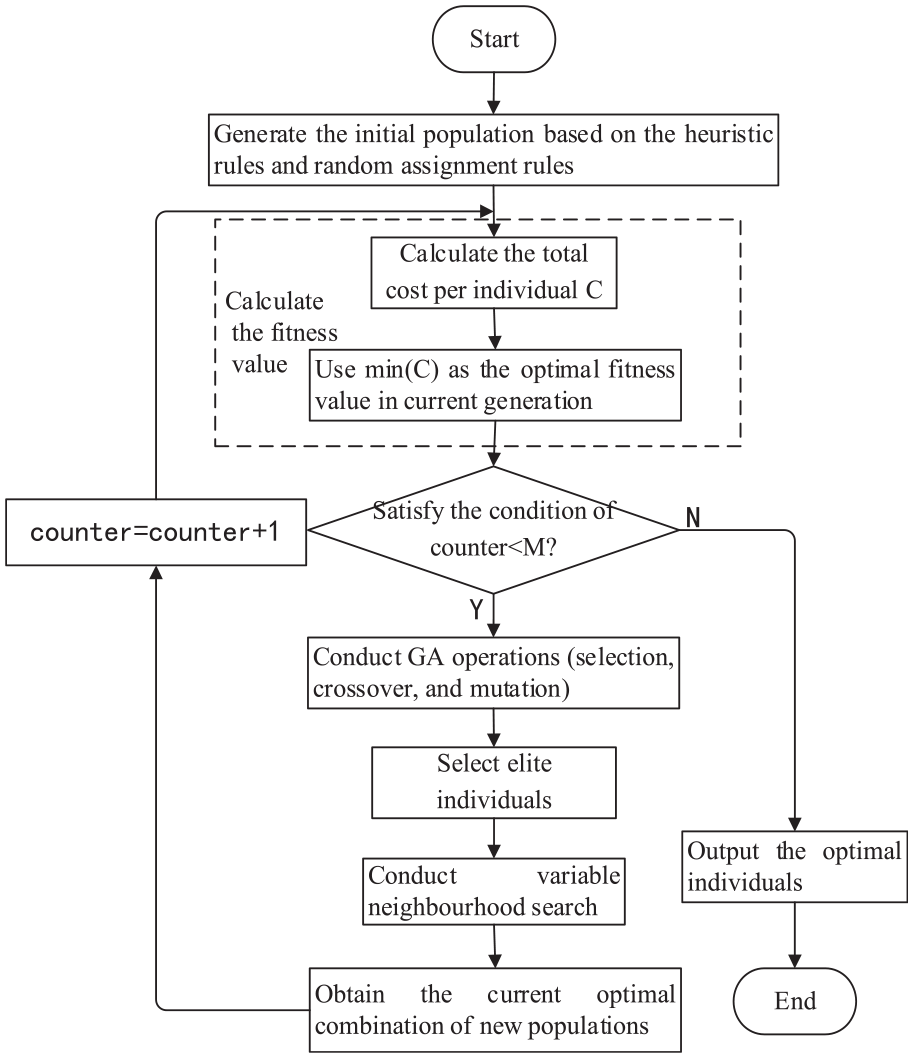
Flowchart of the hybrid GA.
Task allocation based on heuristic rules
Considering the characteristics of dyeing production in the dyeing and finishing workshop and constraints such as the order size and the number of products in the orders that can be processed by equipment, heuristic rules are designed for the dyeing equipment allocation that can fulfil the requirements. A detailed description of the rules is presented as follows:
Rule 1: Tasks of the same colour series in the scheduled order task are considered. The equipment allocated by tasks of the same colour series is eliminated. Whether the
Rule 2: The equipment with the shortest delay time, maximum equipment utilization, and smallest task volume is selected. This approach is conducive to improving the equipment utilization and reducing order delays.
The detailed allocation steps of the order tasks based on the heuristic rules are described as follows:
Step 1: The order tasks are sorted according to the urgency of the delivery time. If the delivery time is the same, the orders are randomly sorted. The original task set is sorted to form the new pending task set WaitP. The initial position
Step 2: The order task i at position k is removed from the task set WaitP. If there are tasks of the same colour series in the scheduled order task set P, rule 1 is invoked to select the equipment for task i and add the task to the processing sequence
Step 3: Invoking Rule 2, the available processing equipment set is selected. Among all of the equipment in the workshop, according to the quantity requirements of order i and capacity requirements of the dyeing tank, all equipment that can process order i are selected to form the set
Step 4: The completion time is calculated for each equipment inserted into the order array i in
Step 5: The equipment set
Step 6: Equipment j with the smallest volume of tasks is selected in
Step 7: If WaitP is not empty, steps 2–6 are repeated. Otherwise, the equipment selection for the tasks in all orders is ended and completed.
Task sorting based on hybrid GA
Individual coding design
Double-layer coding is adopted. The upper layer is the order code, and the lower layer is the equipment code. The order and equipment are coded in natural numbers. The auxiliary code of the equipment is 1-M. The processing sequence of the tasks for the same equipment follows the sequence of the upper order sequence. The chromosome code is shown in Figure 3.
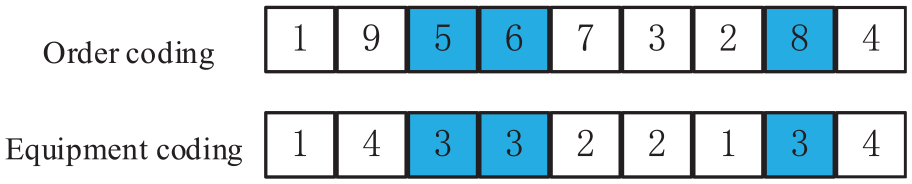
Design of chromosome coding.
Population initialization
The heuristic rule allocation method designed in ‘Problem definition’ section is employed to generate chromosomes. The initial population is set to
Fitness function and population selection
The calculation of the fitness function adopts formula (11) to calculate the total cost value of each chromosome C, which is stored in the fitness value set of the current population
Crossover and mutation
Due to the specialty of chromosome coding in this paper, if the traditional crossover method is adopted, infeasible chromosomes may be produced. Therefore, the EOX crossover method is adopted as follows: A section of chromosome X is randomly cut out in parent chromosome 2. By comparing the first line of parent chromosome 1 with the first line of chromosome X, the same genes are deleted from parent chromosome 1. X is inserted into the first position of the deleted genes in chromosome 1, followed by the other genes, to obtain the new offspring chromosome 1′. This operation is also performed on chromosome 2 to obtain the offspring chromosome 2′. The crossover operation is shown in Figure 4.
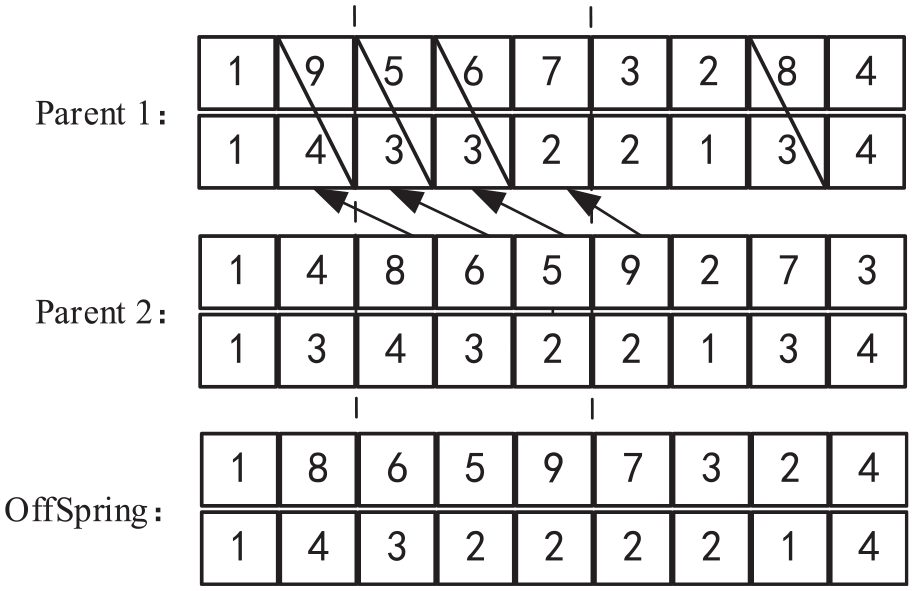
Crossover operation.
The mutation operation discussed in this paper is aimed at the single-point mutation of the equipment performed on the second layer of the chromosomes. The mutation position of the chromosome is randomly selected, and the equipment code is changed to any equipment in the task equipment set. The feasibility of the chromosome is determined after the mutation. If it is not feasible, the mutation operation is repeated.
Local search strategy
To enhance the local search ability of the GA and optimize the sorting, a VNS algorithm is employed as a local search strategy to optimize the sorting sub-problems in the dyeing scheduling. The main purpose of the algorithm is to design a suitable optimal solution to search the neighbourhood to obtain the superior individuals in a local range. According to the structural characteristics of the chromosomes, this paper utilizes three neighbourhood structures for VNS.
Swap structure
A two-point swap operation is performed on the chromosomes. The two positions of genes in the chromosome length generated by a random function are swapped. For example, if the upper chromosome is ‘186597324’ and the positions ‘2’ and ‘5’ are randomly generated, the upper chromosome after the neighbourhood structure swapping is ‘196587324’.
Front structure insertion
The front structure insertion is an insertion operation based on the crossover method. For each chromosome, the randomly generated positions of two genes are pos1 and pos2. Setting pos2 > pos1, the gene at position pos2 in the chromosome is removed and placed before position pos1. Thus, the previous position of pos1 and genes after it are postponed to form a new chromosome.
Heuristic structure
The heuristic structure is a neighbourhood structure based on heuristic thinking. The orders in each dyeing tank equipment are sorted to obtain the optimal solution in this neighbourhood. The detailed steps are listed as follows:
Step 1: For the optimal chromosome X, the gene position Pos is randomly generated to obtain the lower-layer coding gene
Step 2: All lower-layer genes that are coded as
Step 3: The gene selected in step 2 is removed and inserted into each index position in set g_Array to form multiple sets. The genes in the sets are re-inserted in the original chromosomes according to their original position to form the Count 1 number of chromosomes. The fitness values of each newly formed chromosome are calculated, and the chromosome that corresponds to the smallest fitness value is taken as the new chromosome X1. For example, a gene set with a lower-layer gene of 3 is ‘3267’, position 2 is randomly generated, three positions can be inserted, and the possible new sets are ‘2367’, ‘3627’ and ‘3672’. The genes in the sets are re-inserted into the original chromosomes at their corresponding positions to form three new chromosomes, and the fitness value is calculated.
Test cases and analysis
Test data
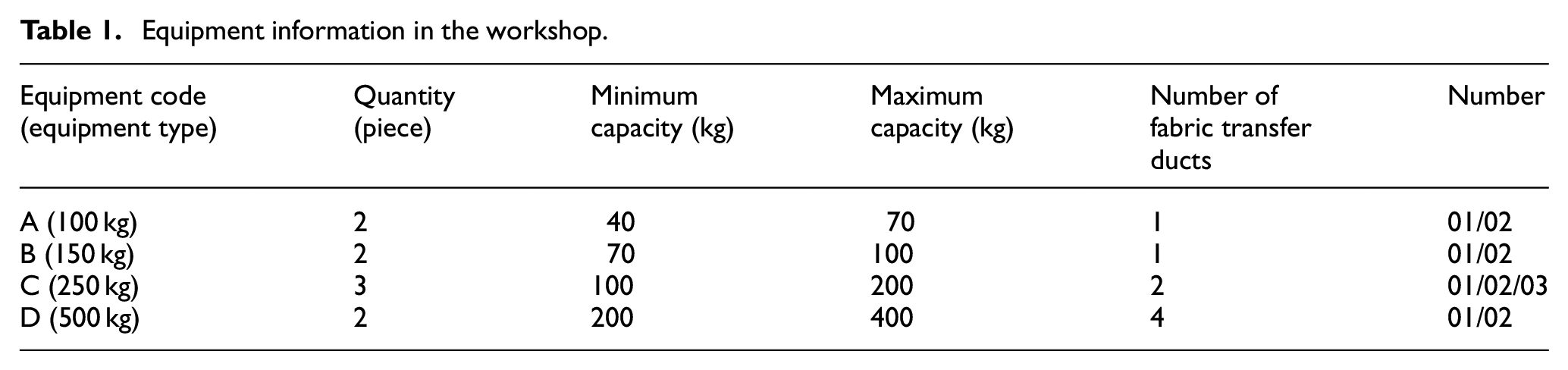
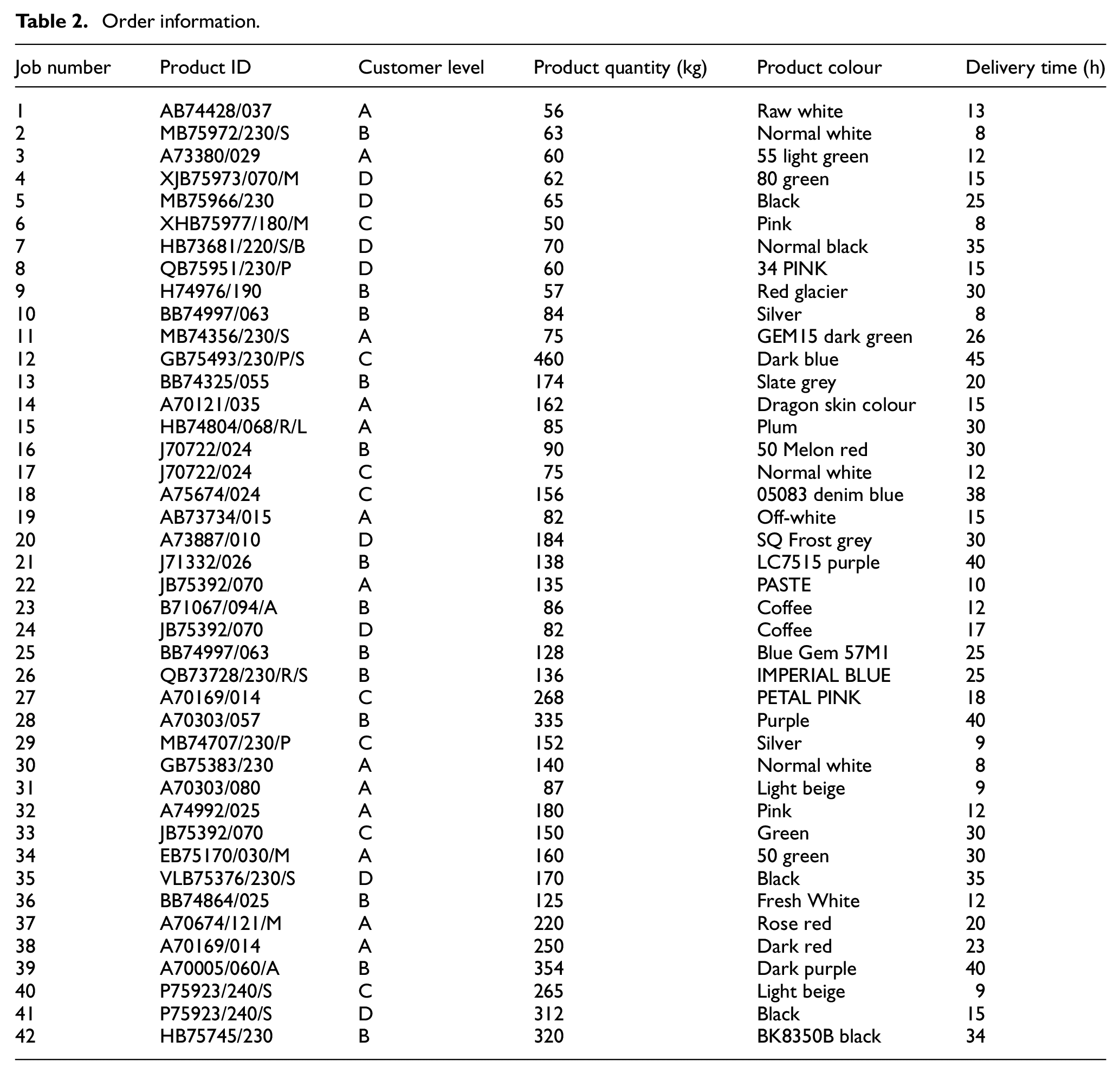
Assume that the dyeing and finishing workshop of the company has nine dyeing machines and 42 orders. The basic equipment information is shown in Table 1. The detailed order information is shown in Table 2. The order delivery time is expressed in hours. For other parameters, the customer weight coefficients are divided into the four levels A, B, C and D, which correspond to coefficients of 2, 1.8, 1.6 and 1.2, respectively. The product processing time in the order satisfies
Equipment information in the workshop.
Order information.
Comparison and analysis of the simulation results
The initial population size
Initial solution comparison experiment
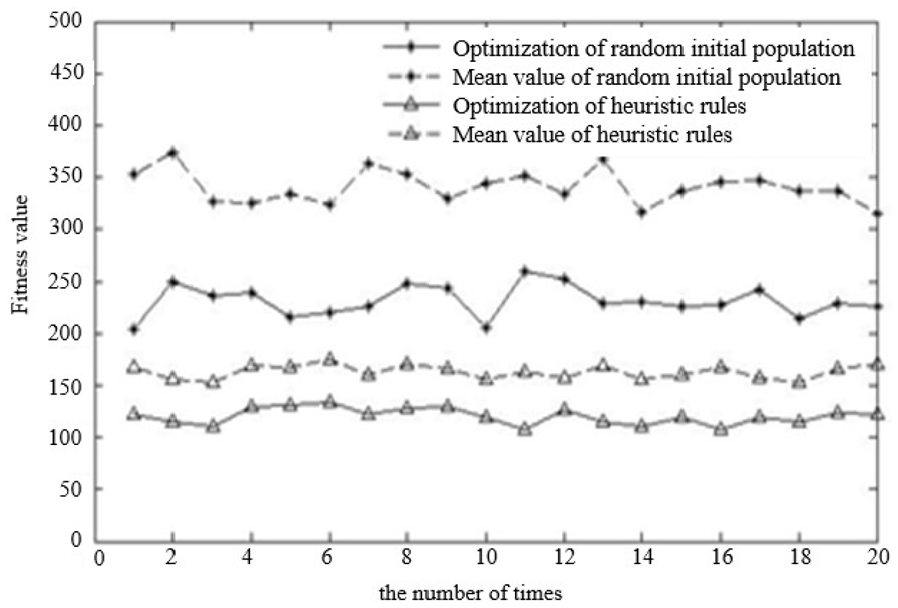
To verify the influence of the heuristic rules proposed in this paper on the initial solution, 42 actual cases of orders have been tested, and the advantages and disadvantages of the initial solutions generated by the heuristic rules and random rules have been compared. Twenty experiments have been conducted to calculate and record the mean values of the solution of the initial population by the two methods. A detailed data comparison is shown in Figure 5. As shown in Figure 6, the mean value of the initial solution generated by the heuristic algorithm is optimal at 152.07 and the mean value of the initial solution generated by the random initial population is optimal at 315.29, which fully demonstrates that the heuristic rules proposed in this paper are conducive to the initial population generation.
Initial solution comparison chart.
Convergence curve of mean values of different sorting methods.
Comparative test of equipment allocation methods of jobs
To verify the impact of the sorting methods of the pending task set on the population iterative process of the GA during the equipment allocation of tasks, the following three methods for sorting the pending task set were experimented in this paper.
Random sorting method
The order of the tasks in the pending task set is randomized to form a new set.
Sorting method of delivery time
The tasks in the set of pending tasks are sorted according to the delivery date. First, the tasks with urgent delivery dates are allocated with equipment, and tasks with the same delivery date are randomly sorted.
Colour series grouping and sorting method
The tasks in the pending order set are grouped by colour series, and the tasks in each group are sorted by the delivery date. If the delivery dates are the same, the tasks are sorted according to colour from dark to light. Each group of tasks is placed in sequence in the set to form a new task set.
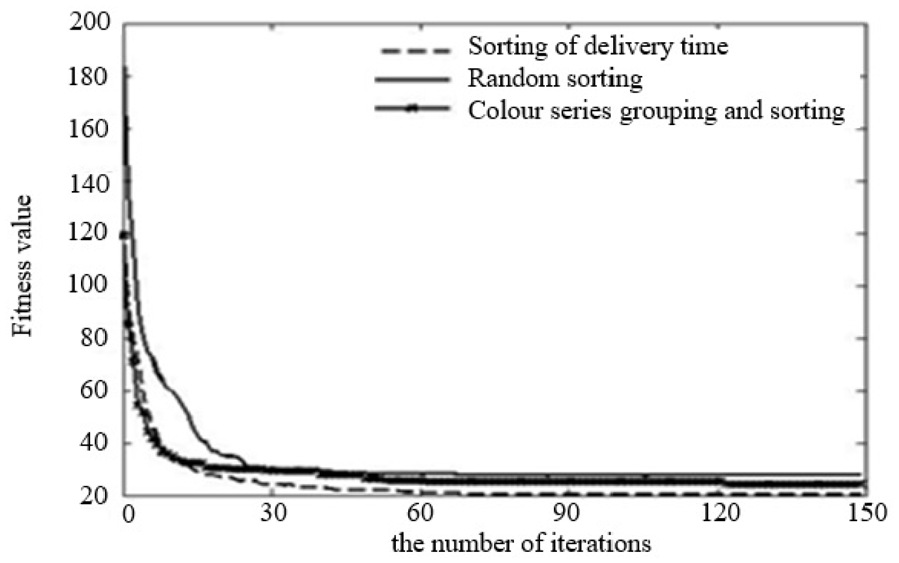
The exemplary algorithm that was presented is provided as an example; 20 experiments are performed for each task sorting method; and the 20 iteration curves obtained by each method are averaged to obtain the comparative iteration curve in Figure 6. The data in the figure reveal that this paper utilizes the sorting of the initial set of pending tasks according to the delivery date order, followed by execution of the hybrid GA. The obtained method – sorting by weight of average solution – is superior to the two methods of sorting randomly and sorting by groups, which demonstrates that scheduling production according to the delivery date, which is selected in this paper, has a better impact on the population iterative process.
Comparison of simulation and experiments
To verify the performance of the algorithm in this paper, this paper tests two case sizes,
The
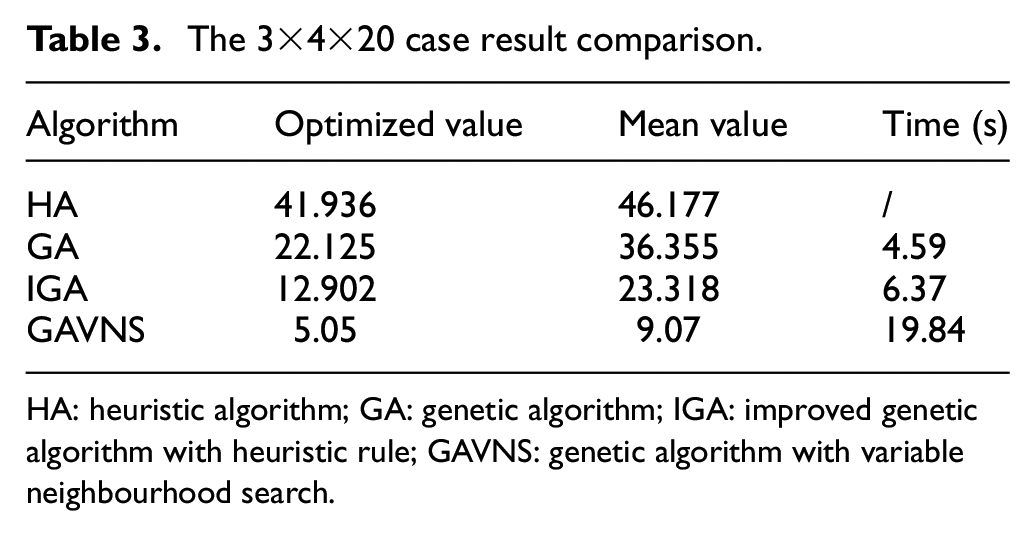
HA: heuristic algorithm; GA: genetic algorithm; IGA: improved genetic algorithm with heuristic rule; GAVNS: genetic algorithm with variable neighbourhood search.
The
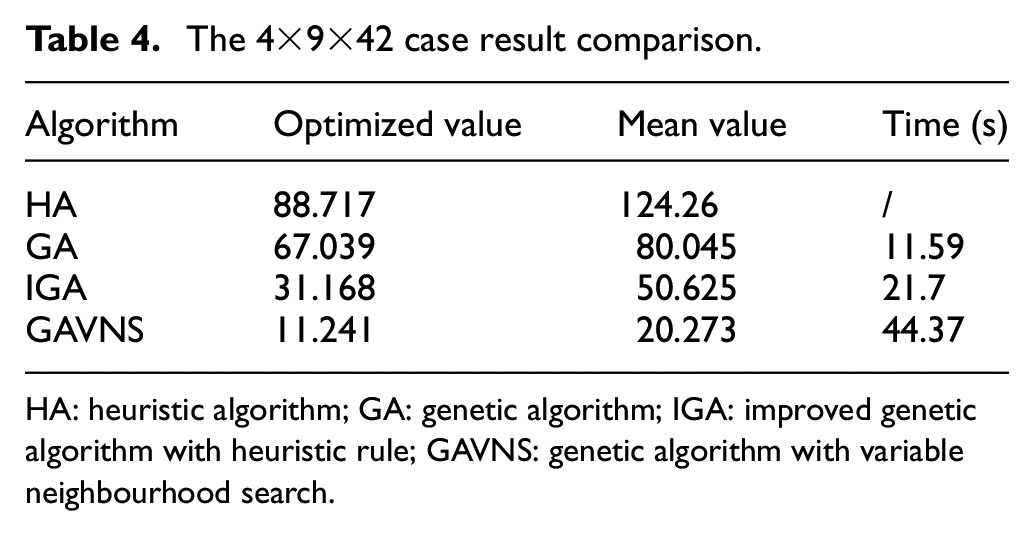
HA: heuristic algorithm; GA: genetic algorithm; IGA: improved genetic algorithm with heuristic rule; GAVNS: genetic algorithm with variable neighbourhood search.
Figure 7 shows a Gantt chart of the scheduling results of case
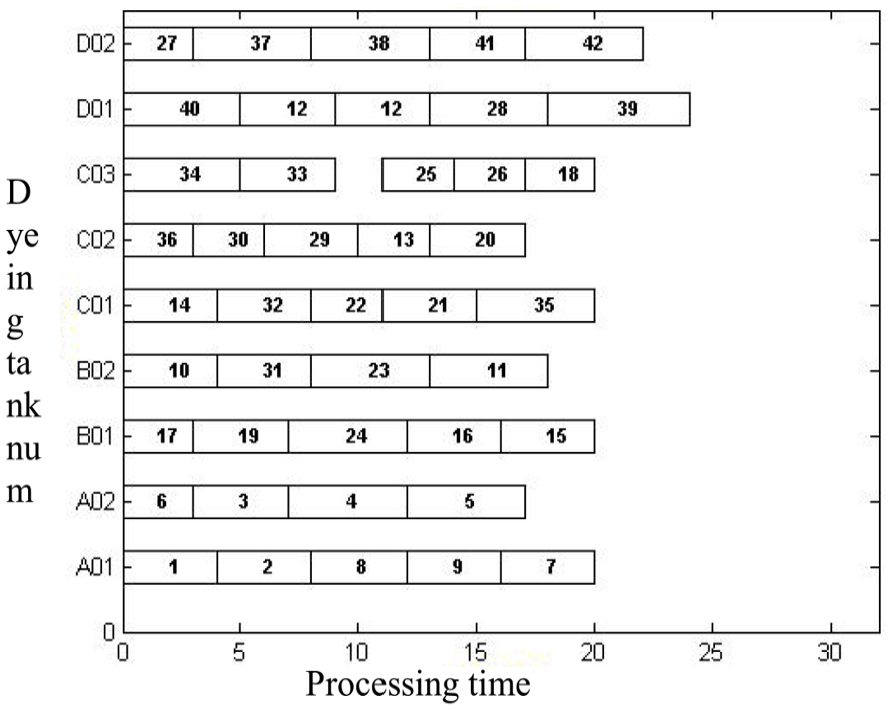
Gantt chart of scheduling results.
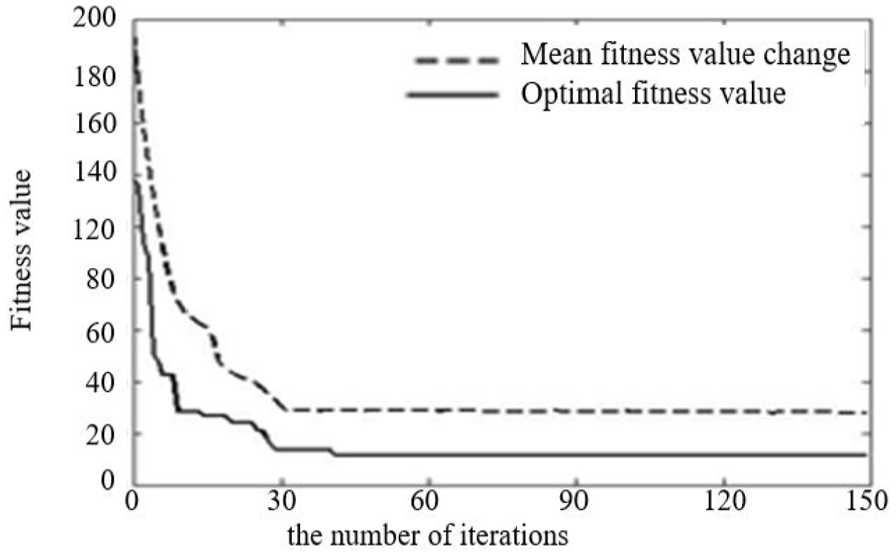
Population iteration curve.
Conclusion
This paper has investigated the dyeing scheduling problems of dyeing and finishing workshops in knitting companies and proposed a hybrid GA that combines heuristic rules and VNS algorithms. The following conclusions have been obtained:
The actual production constraints of the dyeing workshop of knitting fabric companies have been abstracted. Scheduling models for dyeing workshops that are more suitable for actual production constraints have been proposed with a comprehensive consideration of constraints, such as the multiple parallel dyeing equipment of multiple types, upper and lower capacity limits of the equipment, relevance between specific dyeing task and equipment, and time and cost of equipment cleaning between two tasks that use different colours.
A hybrid GA that combines heuristic rules and the VNS algorithm has been employed to solve the dyeing workshop scheduling problem. Starting from actual production, the ultimate goal of scheduling is to minimize the cost of tank cleaning between two tasks and the delay cost. Therefore, when allocating equipment for dyeing order tasks, heuristic rules that consider product colour series switching and delays to delivery time have been designed. Detailed steps based on heuristic rules for equipment allocation of orders have been given. When using the hybrid GA to solve the scheduling problem, heuristic rules have been applied to generate the initial population. The neighbourhood search strategy has increased the diversity of dyeing colours and improved the evolutionary results of the algorithm.
The feasibility and effectiveness of the model and algorithm in solving the dyeing scheduling problems have been verified by testing cases in actual companies, which has an excellent prospect in engineering applications. Further research can consider the emergent dynamics of task orders and dynamic scheduling caused by re-working of unqualified dyeing in dyeing workshops.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work is supported by National Natural Science Foundation of China under Grant No.51905091.