
Abstract
Lubrication performance plays a key role in the lifetime of bearings. Online quantitative monitoring of the impurity contents of lubricants is an effective way to evaluate the performance of lubrication conditions. However, mainstream vibration monitoring techniques are often incapable of providing information on lubrication contamination especially for low-speed and high-load cases in which the dynamic interaction is insignificant. In this paper, an acoustic emission (AE) method is developed to achieve quantitative evaluation of the impurity content of lubrication greases, which are commonly used as lubricants for low-speed and heavy-duty bearings. In particular, a Peak-Hold-Down-Sample algorithm is proposed to compressively sample the large volume AE data acquired at the rate of several megahertz. Both simulations and experiments show that Peak-Hold-Down-Sampled AE data contain information about the deferent levels of impurities. Therefore, the proposed AE approach can be used to monitor lubrication performance in extreme operations.
Introduction
Low-speed heavy-duty machinery generally refers to machines operating at a shaft speed under 600 rpm and an equivalent dynamic load of more than 100 tons. 1 Low-speed heavy-duty bearings are widely used in large equipment such as aircraft flaps and wind-driven generators. Bearings are the most critical and vulnerable mechanical component of low-speed rotating machines. 2 The failure of low-speed heavy-duty bearings can cause unexpected shutdowns or devastating functional failures in machines. The quantitative evaluation of abnormal lubrication states of low-speed heavy-duty bearings has become a focus in applications to improve the operating life of bearings. In terms of the lubrication state of rolling bearings, most studies have focused on the lubrication mechanism of bearings, the physical or chemical properties of lubricants, and the film thickness. Technologies such as inductive sensors, eddy current sensors, capacitance sensors, current monitoring, and vibration-based sensors with the shock pulse method are often used to monitor the conditions of bearings with lubrication problems.3–6
In the actual environment in which bearings are assembled, cleaning the metal on the surface of the bearings is difficult as a result of the residual magnetic phenomenon. Iron powder will be adsorbed on the surface of a bearing, which will affect the lubrication state of the bearing. In addition, abnormal working environments and tiny impurities in the environment may infiltrate into bearings, polluting the grease. Grease mixed with impurities will accelerate bearing wear, substantially impacting the lubrication status and seriously reducing the life of bearings. Therefore, the conditions of bearing grease mixed with impurities are studied in this paper. The sensitivity of vibration signals is too weak to be registered due to their low-speed characteristics, so the vibration method cannot detect abnormal lubrication states in low-speed heavy-duty bearings in a timely manner. The wear conditions of low-speed heavy-duty bearings can be effectively evaluated by analyzing the iron spectrum information of the grease from the bearings. However, real-time online monitoring is not possible with this approach, which depends on artificial operation factors that may result in large errors. Eddy current technology has been proven to be quite useful by Vafaei and Rahnejat 7 using a high-speed spindle, and low vibration frequencies can be measured very accurately. Li et al. 8 used empirical mode decomposition with an application to enhance separation of multi-fault vibration signals and achieved good results.
For the condition monitoring of low-speed bearings, traditional methods have been unable to meet the requirements, and a new technology with a high sensitivity and a high reliability is needed. Acoustic emission (AE) technology began to be applied to diagnose faults in rotating machines in the 1960s.9–14 Hall and Mba used AE technology to monitor the state of rubbing between a rotor and a stator.15,16 Albers et al. 17 found that in comparison to the method based on oil temperature and torque, AE technology could detect early faults of bearings. Juha Miettinen and others showed that the type of grease in bearings could influence the AE signal, and research results showed that the AE signal was very sensitive to the monitoring effect of bearings. Even when the pollutant concentration was low, the AE signal effectively reflected the lubrication state of bearings. 18 Jamaludin studied fault recognition in low-speed bearings based on the AE technique, showing that the acoustic signal propagation path could be used for different fault diagnoses of low-speed bearings. Existing studies have shown the effectiveness of using the AE technique in the fault diagnosis of low-speed heavy-duty bearings.19,20 In this paper, the effectiveness of AE technology is studied in the dynamic-quantitative evaluation of the impurity content of grease for low-speed heavy-duty bearings.
The sparse process used on the large AE data sets is of great significance. The traditional down-sampling method is based on the principle of using the equi-spaced sample selection method to sparse the large original data set. However, important information such as the failure frequency of bearings and the mesh frequency of gears (the periodic pulse in the interval time) will be lost in the down-sampling process, which limits the application of the traditional down-sampling algorithm for condition monitoring in mechanical equipment. The Peak-Vua method is widely used, but this method will produce a false frequency component after the down-sampling progress when the signal contains a lower frequency component than the sampling frequency. To overcome the defects of the Peak-Vua method, the Peak-Hold-Down-Sample (PHDS) method was proposed by Tian et al. 21 for state monitoring. The PHDS method can sharply reduce the amount of data generated while effectively retaining the key information of the AE signal. In this paper, the PHDS method is used to sparse signals from the grease lubrication of low-speed heavy-duty bearings.
AE technology and signals generation mechanism from the lubrication process of low-speed heavy-duty bearings
AE technology is a kind of non-destructive detection technology with a short response time, a wide frequency range, a large volume, and a high signal-to-noise ratio compared with traditional methods. The frequency band of the AE signal distributes generally more than 20 kHz. Therefore, the AE signal is not influenced by low-frequency signals collected by the interference of mechanical vibrations and environmental noise.
AE signals are emitted due to the high hardness of the solid impurity particles contained in bearing grease.21–24 The main mechanism of AE events caused by grease impurities lies in the extreme smoothness of the contacting surfaces, which is essential for the formation of a thin lubricant film that separates the moving surfaces from each other. The contact zone is very vulnerable if the lubricant contains contaminants. Impurities can affect the formation of the lubricant film and change the viscosity of grease. Contact between a rolling body and the inner and outer ring causes lattice dislocation and generates a large number of AE events. A large amount of AE signals are emitted up due to the friction contact between the friction surface and the elastic shock wave in the running process of low-speed heavy-duty bearings.
A sketch of the AE technology is shown in Figure 1.
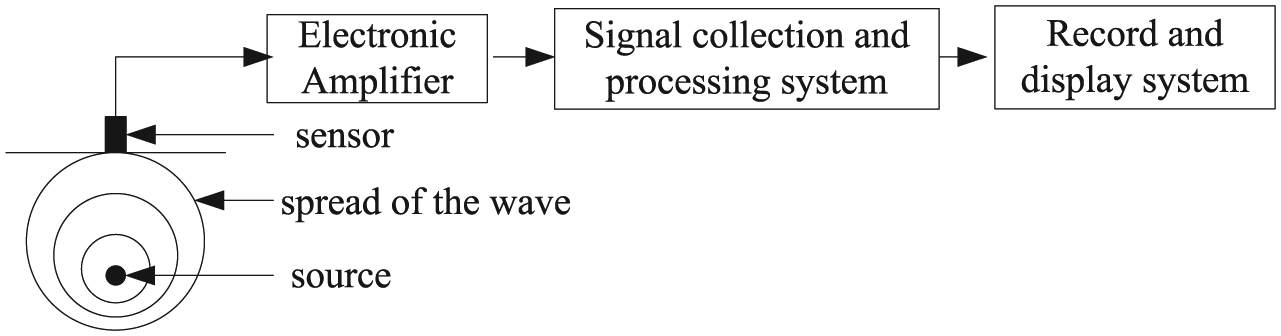
A sketch of the acoustic emission technology.
Signal processing method for AE signals
The above analysis shows that there are unique advantages of the AE technique when applied in the dynamic-quantitative evaluation of low-speed heavy-duty bearings. However, AE technology also has disadvantages. One of the biggest disadvantages is the large amount of data generated. The high sampling frequency and long-time sampling of AE signals to ensure that effective rotation laps are contained within a certain amount of shaft produce a large amount of AE data, which is not convenient for data storage, analysis, and data transmission in remote monitoring. To avoid the above situation, an effective method to reduce the amount of AE data must be adopted.
The principle of the sparse data down-sampling method
The down-sampling algorithm is similar to an analogue peak holding circuit. The signal is separated into several parts, and the peak of each part of the signal in the data set, which is used to represent that part of the original signal. Since only down-sampling data are stored for data transmission, this process can be performed in real-time to substantially reduce the AE signals while retaining key pulse information.
The sparse data down-sampling algorithm contains two steps. First, according to the multiple of down-sampling, the original signal is divided into M parts. Second, the largest absolute value in each part of the data represents that part of the data as a new data point in the sequence of the down-sampling data. As the symbols of maximum and minimum values in a given part of data are opposite, the process of down-sampling will contain a symbol change operation. In this case, the data symbol that is extracted in the down-sampling data will be confirmed according to the previous down-sampling data symbol, and the symbol that is opposite with the former down-sampling data symbol is determined. The change of this symbol guarantees the minimal DC drift after dropping sampling. The PHDS algorithm used to monitor lubrication conditions is discussed below.
Assuming that the original discrete data sequence is
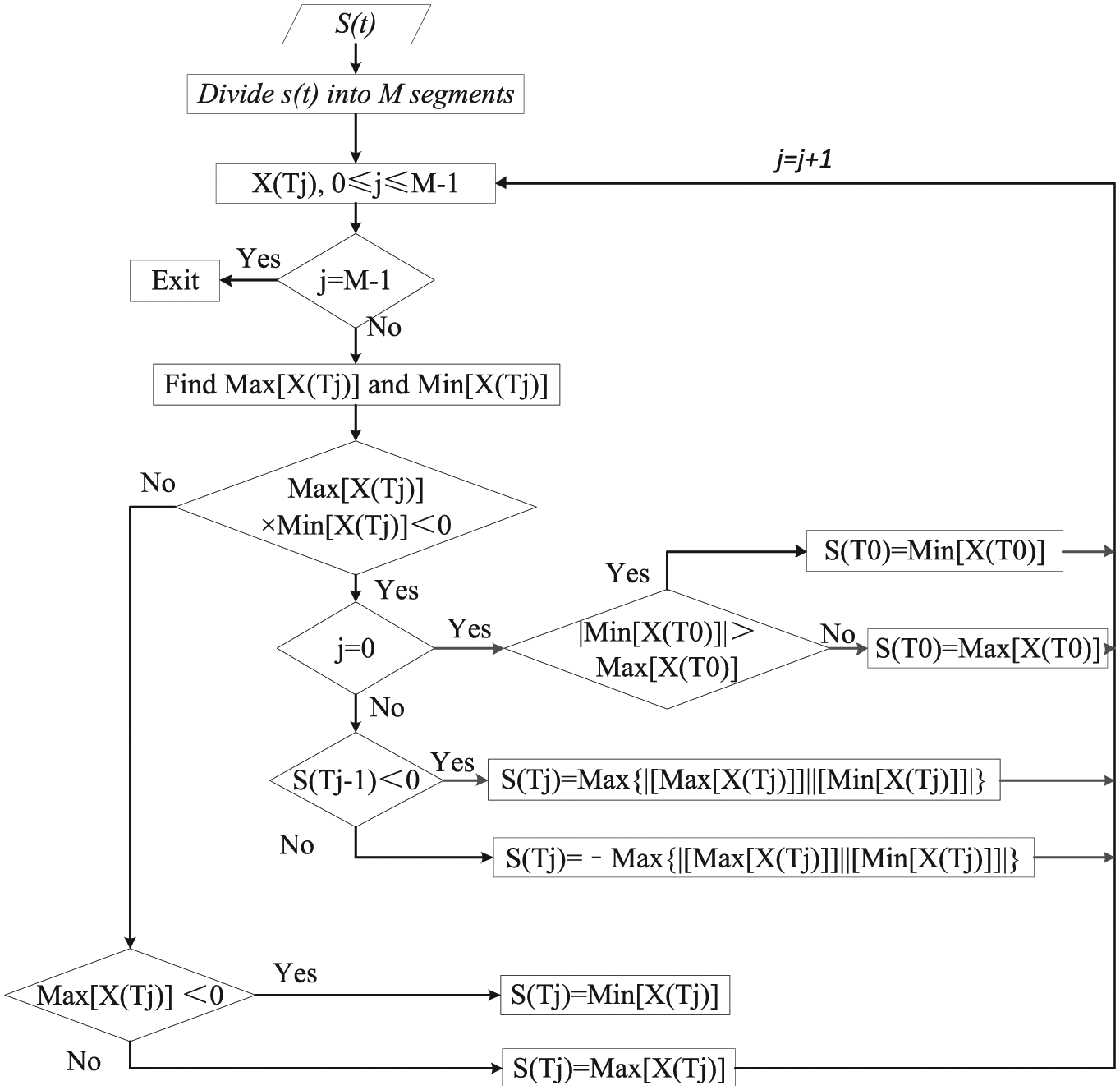
The flow chart of down-sampling algorithm.
Feasibility test and simulation of down-sampling algorithm
The application effect of the sparse data down-sampling algorithm is verified with simulation data. The formula is shown in Equation (1).

The waveform is shown in Figure 3.
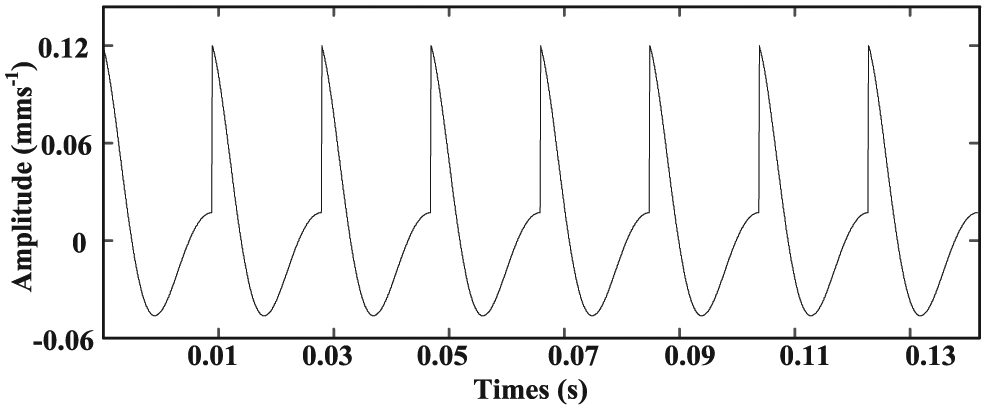
The time domain diagram of simulation fault signal.
The sampling frequency is 2 MHz, the time length is 1 s, the data size is 2 M, and the fault frequency of the simulation signal is 78 Hz. White noise with a noise intensity = 5 is added in the signal. The resulting time-frequency diagram is shown in Figures 4(a)–(c). The sparse coefficient is 100, and the new sampling frequency is 20 kHz. The resulting time-frequency diagram of the analogue signal is shown in Figures 4(b)–(d). The failure frequency can be seen clearly in the frequency domain.
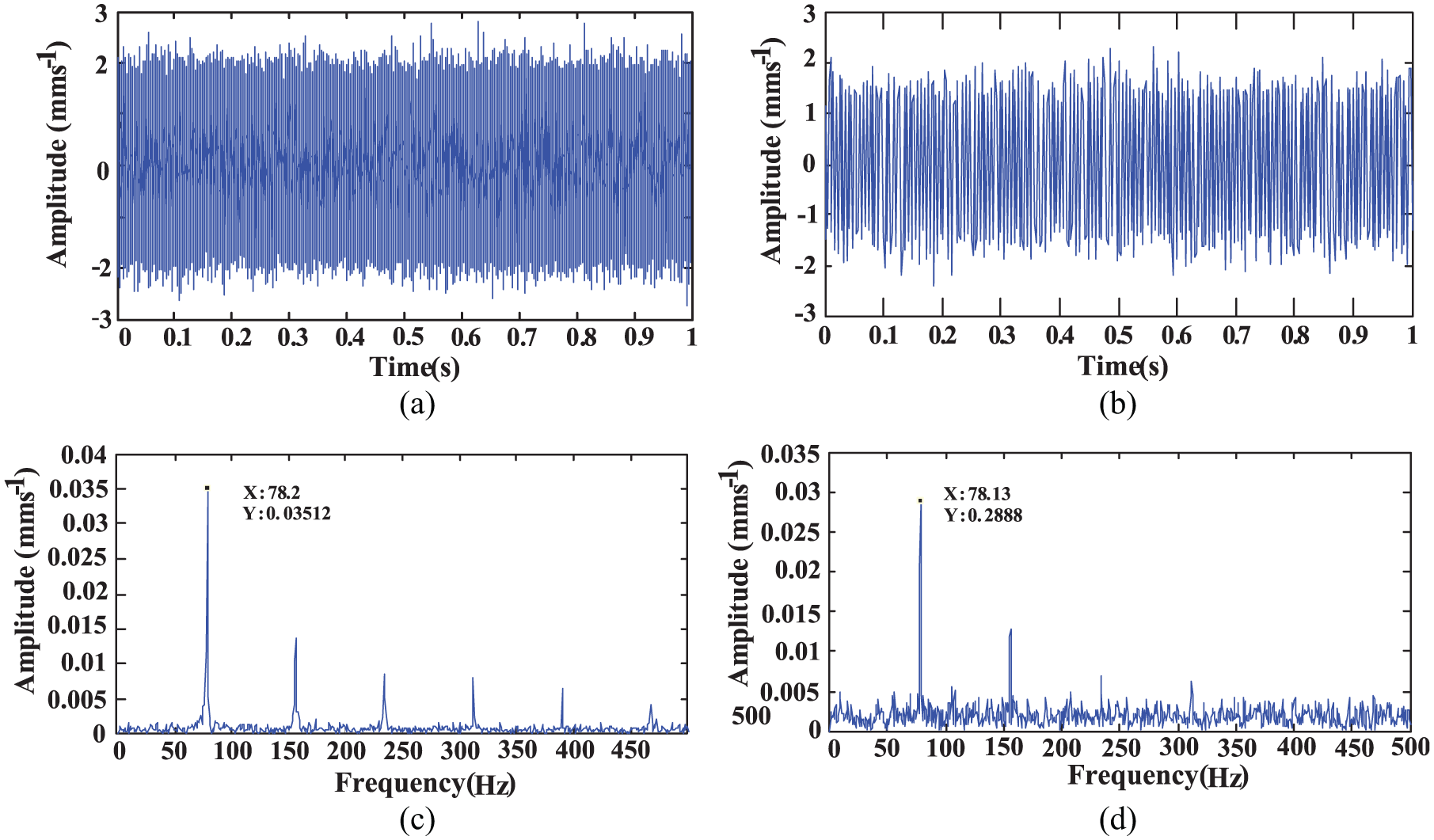
The time-frequency waveform of the acoustic emission signal. (a) Time domain waveform of the simulation signal with noise; (b)Time domain waveform of the signal with sparse and reduced sampling processing; (c) Frequency domain waveform of the original signal with noise; (d) Frequency domain waveform of the signal with sparse and reduced sampling processing
Simulation experiments prove that the sparse data down-sampling algorithm is superior to the traditional algorithm. Further verification of the effect of the algorithm will be proven using the data in the experiment.
Experiment research of quantitative identification of bearing grease with impurity
The experimental setup
The condition of bearing grease mixed with impurities is monitored through the experiment to extract the characteristic parameters of the experimental signal for the quantitative analysis of impurities contained in the bearing grease. To quantitatively identify impurities in bearing grease, an experimental test bench is proposed in Figure 5. A vibration acceleration sensor and an AE sensor are mounted on the bearing housing. The load is applied on the outer ring of the bearing through the loading device.
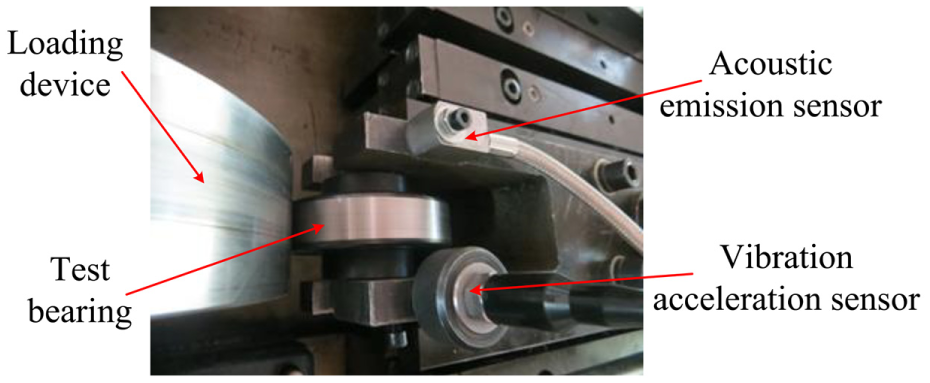
Low-speed heavy-duty bearing test bench.
The experimental design of bearing grease mixed with impurities
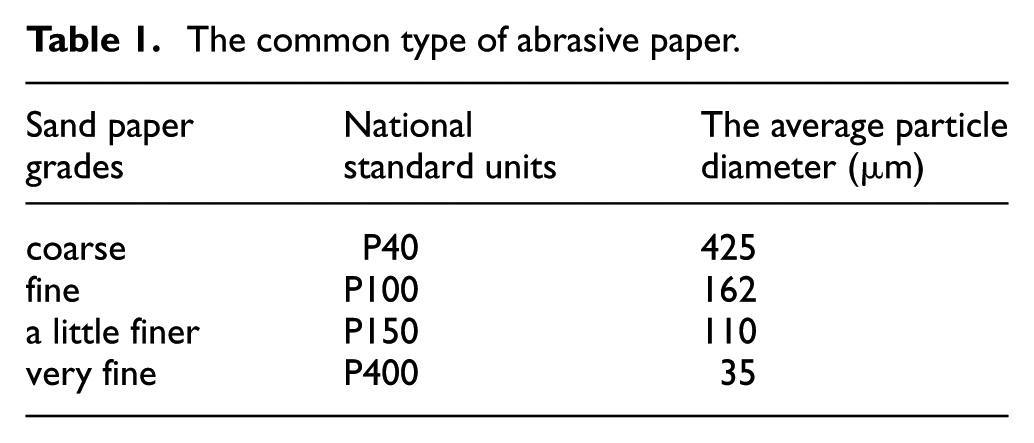
A metal powder is used to simulate impurities in bearing grease in practical working conditions. Referring to the universal standard SH/T0336-94 for the monitoring of impurities in the determination method (microscopy) of grease impurity content, four impurity size monitoring levels are used:
The common type of abrasive paper.
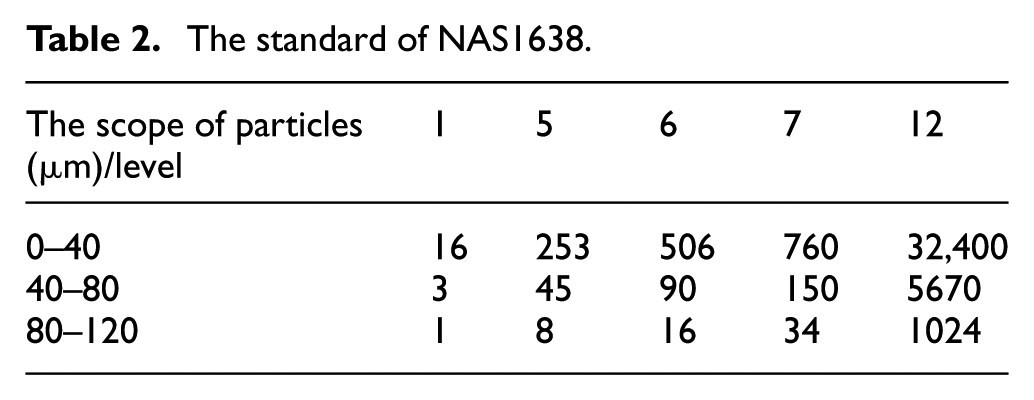
The amount of impurity added is based on standard NAS1638 which classifies the level of grease by calculating the number of particles in 100 mL of grease. The specific standards are shown in Table 2.
The standard of NAS1638.
Finally, three levels of grease mixed with impurities are selected for the experiment. To count the number of particles with a size in the range
Due to the small diameter of the simulated impurity particles, different amounts of impurities are weighed in 100 mL grease for the specific operation method. Approximately 8.9-g grease is used for the test. Impurities are evenly distributed in the grease between the roller and the raceway, producing a large number of AE signals while running.
The purpose of this experiment is to assess the influence of varying quantities of impurity on the lubrication conditions of bearings. The experiment consists of four kinds of different amounts of impurities, with each type containing two bearing samples, and 15 groups of AE and vibration signals are collected under different rotating speeds, for a total of 240 groups. The rotating speeds are 100, 200, …, 1500 rpm, and the quantity of impurity is 0, 0.1, 0.2, and 0.3 g.
AE technology and its advantage on the lubrication condition monitoring of low-speed heavy-duty bearings
Shear-degraded grease with an increased particulate content affects the AE signal. The lubricating behavior of greases in bearings is significantly affected by the shear and thermal degradation of grease. 25 The AE signal contains rich touch ground information, which can directly reflect the lubrication state of bearings. Even if a low-speed heavy-duty bearing works at a very low speed, a high frequency AE signal will still be generated and emitted due to the lack of grease or the existence of impurity particles in the grease.
According to statistics, there is a high failure rate for low-speed heavy-duty bearings in industrial applications due to the lack of effective monitoring. The vibration analysis method is most commonly used, but this method has significant problems when monitoring the condition of lubrication states of low-speed and heavy-duty bearings, as shown in Figure 6. The rotation speed is 8 rpm and the load of 12,816 N.
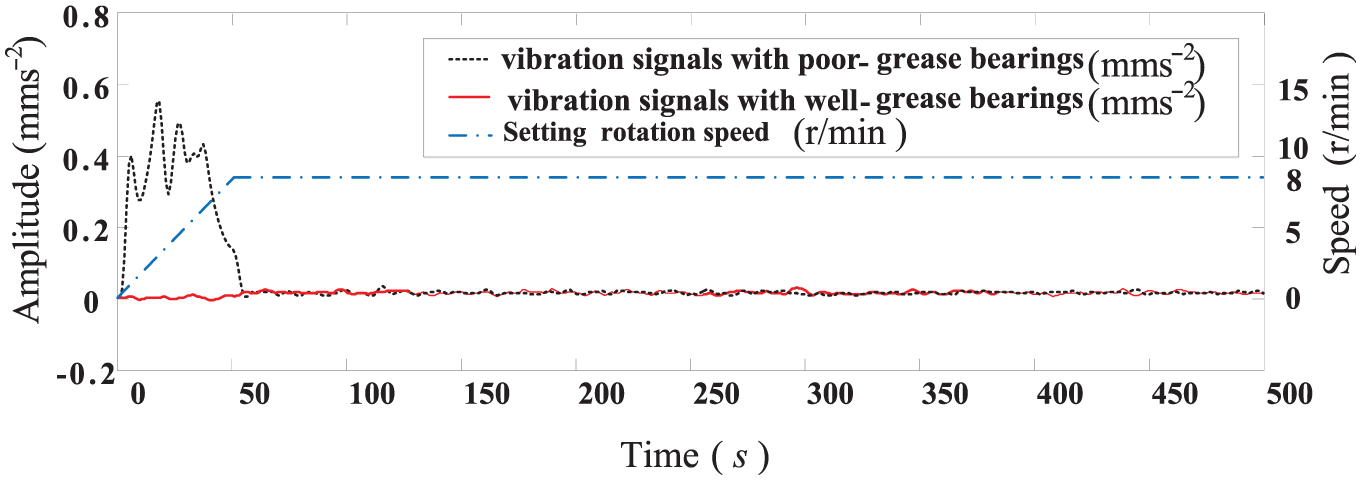
Vibration signals of low-speed heavy-duty bearings is a poor-grease and well-grease lubrication state.
The beginning bearing vibration signal shows a relatively high peak due to the uneven distribution of grease. The figure shows that vibration monitoring is quite competent to detect poor lubrication when the bearings start running. However, over time, there is no obvious difference in the vibration signals between the two lubrication conditions.
The influence and analysis of grease with impurity based on AE
Figure 7(a) presents the AE waveform collected from the test. Figure 7(b) depicts the sparse signal after the processing of the PHDS algorithm. The origin sampling frequency of data is 2 MHz, the sparse coefficient is 100, and the sampling frequency is 20 kHz. The difference of waveforms is similar after sparse processing, and the sudden-type AE signals in the original signal are preserved. This result shows that the proposed sparse data down-sampling algorithm has a substantial effect on experimental applications and can be used in the sparse processing of AE signals from low-speed heavy-duty bearings.
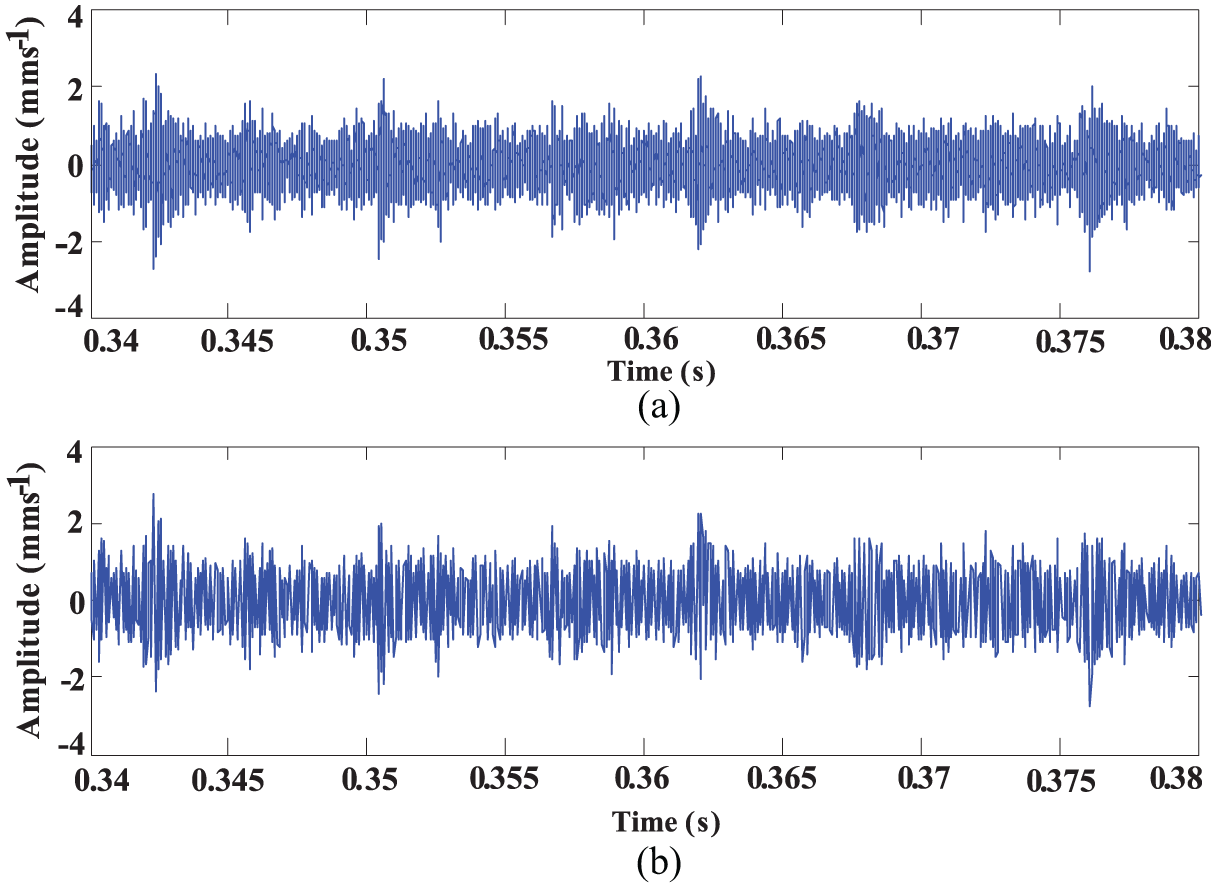
The time domain waveform of the AE signal.
The experimental results for the bearing samples with 0 (pure), 0.1, 0.2, and 0.3 g added impurities are shown in Figure 8 after statistical analysis of the characteristic parameters of the AE signal after sparse processing.
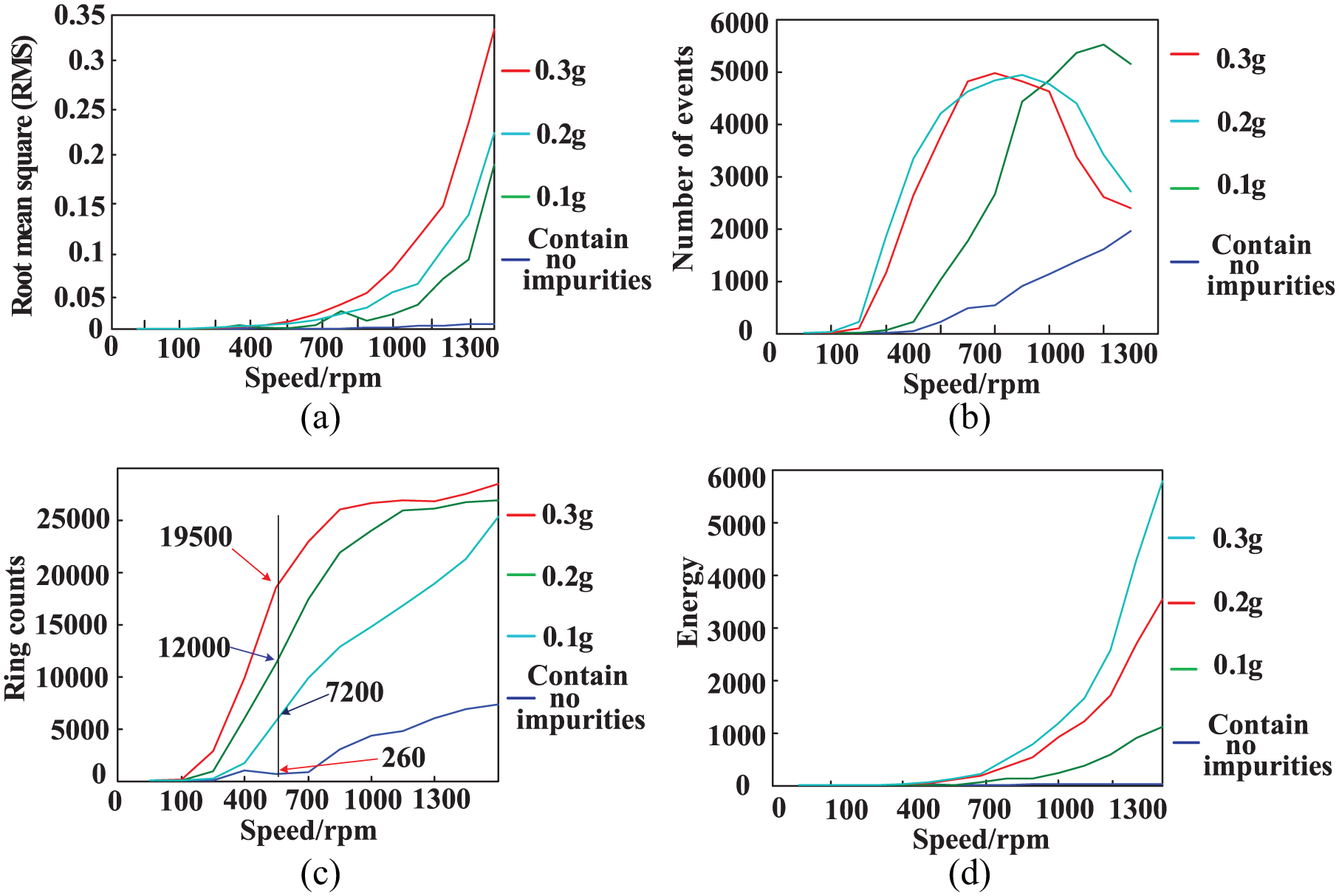
Characteristic parameters of the acoustic emission signal change trend of valid values along with the speed. (a), (b), (c) and (d) are curves about the changes of RMS, Number of events, Ring counts and Energy with the rotation speed and different quantities of impurities, respectively.
RMS—root mean square.
Number of events. The number of events of the AE happened.
Ring counts. The number of times of the oscillations exceeds the threshold signal.
Energy—
The non-linear relationship between different AE indicators and the speed and the degree of grease pollutants is reflected in Figure 8. And the following regular can be obtained by analyzing Figure 8(a),(b),(c) and (d).
The RMS, ring count, and energy increase with the increasing bearing rotating speed and the quality of impurities.
The number of events under the speed of 1200 rpm has the same change rule with the other three parameters, which increase as the rotational speed increases. However, when the speed is higher than 1200 rpm, the number of events decreases as the rotational speed increases and the number of events more quickly decreases as the number of impurities increases.
The cause of the change curve for the number of events is related to the selection of the threshold. Because the selection of the threshold should consider the ring count, the energy, and the number of events, the change curve of the three characteristic parameters can effectively distinguish between different quantities of impurity. The calculation method of these three parameters is illustrated in Figure 9. The optimal threshold voltage is selected as 0.1 V after analysis and comparison. The pulse peak of the AE signal is too large and the signal pulse is too close when the bearing rotating speed is greater than 1200 rpm, so the selection of a threshold voltage with of 0.1 V prevents some pulse peaks in the AE signal from dropping below the threshold voltage, and thus, the number of events is not a completely effective statistic. Although the above problems appeared, the change trend of the distribution curve for the number of events reverses when the speed is more than 1200 rpm, and this phenomenon will not influence the classification of the three different impurity quantities. Therefore, the phenomenon does not affect the experiment results and analysis.
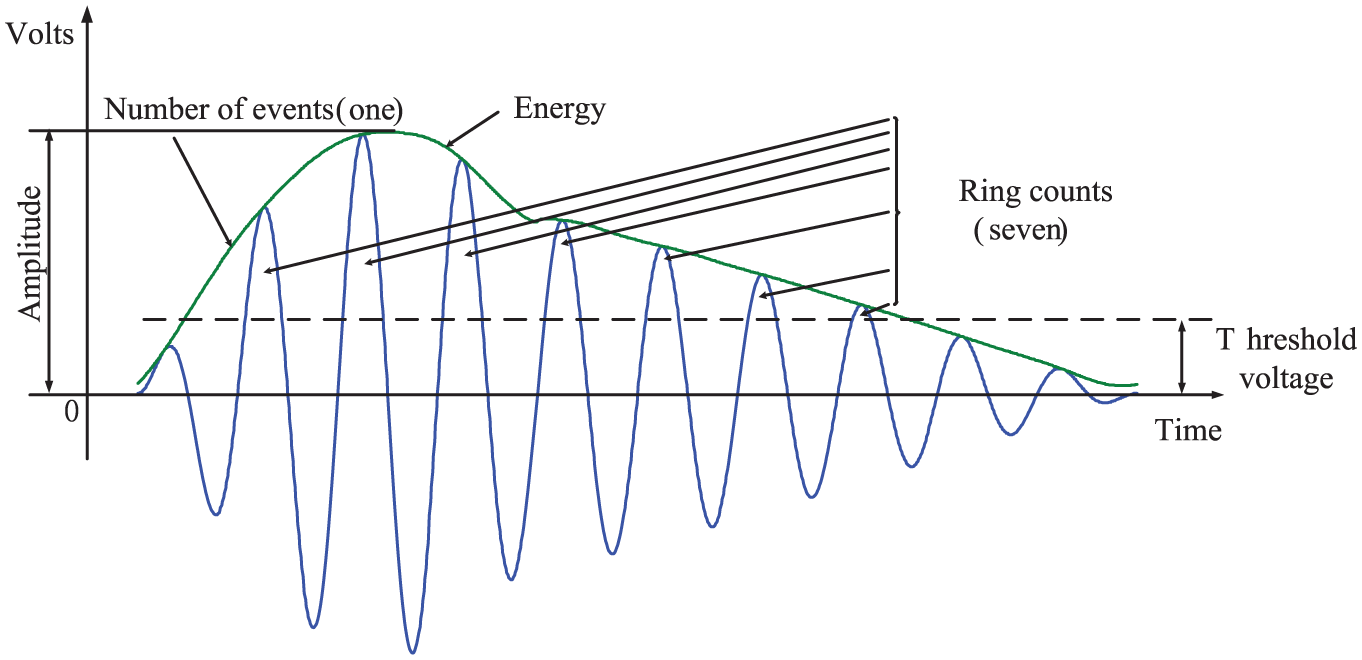
Characteristic parameters of the acoustic emission.
Conclusion
In this paper, a method for the determination of impurities in low-speed heavy-duty bearing grease is studied. Compared with the experimental results, the vibration acceleration signal produces an obvious energy characterization due to the uneven distribution of grease in the starting stage of the test bench, but it is difficult to effectively identify the content of impurities when the rotating speed is constant. With the use of the AE technology and the PHDS technology, the experimental results show good correspondence between the ring counts and the AE energy for impurity content at different rotational speeds. For example, in Figure 8(c), the AE ring counts for grease containing 0.1, 0.2, 0.3, and 0.4 g impurities at a speed of 600 rpm were 260, 7200, 12,000 and 19,500, respectively. In contrast, the AE ring counts work well at a low speed of 100 rpm. The AE energy index can only be used to effectively distinguish the impurity content of the rolling bearing grease after 600 rpm. Therefore, AE ring counts are more suitable for a quantitative index under low speed and heavy load conditions. The PHDS technology can effectively retain useful information of AE signals.
Footnotes
Acknowledgements
The authors would like to thank the anonymous reviewers for their insightful comments and useful suggestions that help to improve the quality of this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the Anhui University Natural Science Research Project (1808085QE130), State Key Laboratory for Manufacturing Systems Engineering (sklms2018009), National Natural Science Foundation Project in China (51705003), Research on Major Teaching Reform in Anhui Province (2015zdjy070), Anhui University of Science & Technology Youth Fund (12867), Anhui Provincial Education Department Fund (KJ2017A081), and Anhui University of Science & Technology Introduce Capital Fund (11673).