
Abstract
In this study, the analysis of cutting forces on medium carbon AISI 1050—to which different spheroidization heat treatments were applied—was conducted by the mixed-level Taguchi orthogonal experiment design method. In the experiments, besides the parameters of feed rate, depth of cut and cutting speed having effect on cutting forces as a factor in orthogonal design, the spheroidization time and temperature parameters were also used. By the performed orthogonal experiment design method, the values of cutting forces were estimated using the five-factor, two- and three-leveled Taguchi L36 (22 × 33) mixed orthogonal experiment design method. The effectiveness of the machining parameters on the cutting force was revealed by performing analysis of variance test. Moreover, the effectiveness rates of the parameters were also determined in the study as per the signal noise rates. Consequently, it has been observed that the feed rate is more effective on the cutting forces compared to other parameters.
I. Introduction
The microstructure of steels may be modified by applying various heat treatments on steel. The heat treatments applied on steel may also improve its hardness and machinability. It is very important to determine the suitable machining parameters in the machining process of the material in order to increase the quality of the final product and to obtain a good machinability. Depending on the machining parameters, it is requested for the cutting forces to have minimum values. 1 For the experiment to be performed regarding the cutting forces, the number of machining parameters takes a long time, and they also bring along a specific cost. Various optimization methods are used in order to eliminate such negative effects. The method of decreasing the number of experiments may be preferred in order to decrease the time and cost. In order to properly realize this preference, the Taguchi orthogonal experiment design is frequently preferred.2–15
Venkataramaiah et al. had analyzed the effects of feed rate and cutting tool geometry on cutting force in turning operation using the Taguchi and fuzzy methods. In the Taguchi L16 orthogonal design series, they have determined three factors—feed rate, rake angle and entering angle—and four levels for each of these factors. In the experiments, they had also performed analysis of variance (ANOVA) test in order to observe the effect of the factors. As the result of the ANOVA test, the effect of each factor on the forces had differed as per the cutting forces. It had been determined that the cutting forces are affected in the order of rake angle, feed rate and entering angle on the feed force; feed rate, entering angle and rake angle on the main cutting force; and entering angle, rake angle and feed rate on the radial force. The values obtained in the experiments had been analyzed by fuzzy logic method. 2
Sayeed Ahmed et al. had obtained the optimum values of axial and radial forces in turning using the Taguchi design method. Cutting speed, feed rate and depth of cut had been considered as machining parameters. The experiment plan had been formed by determining orthogonal L9, and three levels and three factors. By applying ANOVA test to the results obtained from the experiments, the parameters effective on the cutting forces had been determined. 3
Sai Chaitanya Kishore et al. had modeled the cutting forces and surface roughness values arising during the machining of Al6061-TiC metal alloyed composite material by determining three levels with the Taguchi orthogonal L27 experiment design and considering the cutting speed, feed rate and cutting depth factors. In the study, by performing the ANOVA test, they had concluded that the depth of cut has the largest effect on cutting force, and that the parameters of feed rate, cutting speed and depth of cut are, respectively, effective on the surface roughness. 4
Manjunatha and Umesh had used the Taguchi design method in order to obtain the tangential, axial forces and surface roughness in turning operation. In order to determine the optimum parameters, they had determined feed rate, cutting speed and depth of cut as the machining parameters. They had formed the program by determining three factors and three levels in the Taguchi orthogonal L27 experiment design. They had performed ANOVA test in order to determine the effectiveness of machining parameters on cutting forces and surface roughness. Consequently, they had determined that the depth of cut has the largest effect on tangential force and feed force, and that there is feed rate relevant to surface roughness. 5 Mahamani, by selecting the similar machining parameters and the three-factor, three-leveled Taguchi orthogonal L27 experiment design in this study, had estimated the main cutting force and surface roughness values. In the study, ANOVA test had been used in order to determine the effects of machining parameters on cutting force and surface roughness. As the result of the test, it had been determined that the most effective parameter on the cutting force and surface roughness is feed rate. 6 In a similar way, Kosaraju and Chandraker, 7 as the result of the study performed with the L9 Taguchi orthogonal design by determining similar machining parameters and three factors and three levels and as the result of the ANOVA test performed afterwards, had concluded that feed rate is the most effective parameter on cutting forces and surface roughness.
Karabulut, in his study, by determining four factors as being material type, cutting speed, depth of cut and feed rate and the three-leveled Taguchi mixed orthogonal L18 experiment design, had estimated the values of cutting force and surface roughness. ANOVA test had been performed for determining the effect of the factors. They had determined that while material type is the effective parameter on surface roughness, the amount of feed rate is the effective parameter on cutting force. 8
Altin had realized the optimization of parameters in the turning operation of Inconel 600 super alloy using the Taguchi method. In his study, he had determined the cutting forces and surface roughness values by determining the L18 Taguchi mixed orthogonal design. By the ANOVA test, he had concluded that feed rate and cutting speed are more effective on cutting force. 9
Tekaüt et al. had estimated in their study the cutting force by determining the factors of feed rate, cutting speed and chip breaker form and two levels, and by selecting the Taguchi L32 mixed orthogonal design. With respect to the cutting forces, they had concluded that the MS chip breaker form is more suitable. 10
In addition to these, it had been observed that numerous Taguchi orthogonal designs had been made relevant to surface roughness related to machining parameters.11,12 In all these studies performed, as it is requested for the cutting forces and surface roughness values to be the lowest, the signal noise (S/N) rate had been selected as the smallest is the best in the Taguchi orthogonal design.
By this study, as cutting speed, feed rate and cutting depth being the machining parameters on medium carbon steels to which different spheroidization heat treatments are applied, the analysis of the effect of spheroidization temperature and the period on cutting force has been realized by the Taguchi mixed orthogonal design. And then by performing ANOVA test, the effects of the machining parameters, spheroidization period and temperature on cutting force have been searched.
II. Material and Method
For the spheroidization heat treatment application, the medium carbon AISI 1050 material—whose chemical composition is provided in Table 1 —has been preferred.
Chemical composition of AISI 1050 steel material

In the experiments performed, samples with a diameter of 30 mm and size of 200 mm have been used. These samples have first been austentized for 15 min at 850°C, and then water has been provided for generating martensite phase. And then, the samples have been, respectively, subjected to isothermal annealing for 15, 60 and 180 min at 600°C and 700°C; spherical cementites having different sizes and morphologies in ferritic matrix have been formed.
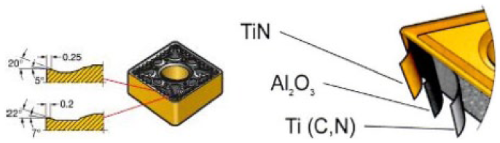
In the machining experiments, in accordance with the experiment conditions specified in ISO 3685, cementite carbide cutting tool in SNMG form and tool holder in PSBNR 2525M12 form having a 75° entering angle conforming to that have been used. Double-sided cutting tool of GC4215 quality coated with CVD which conforms to the work piece has been selected. For the cutting tool, chip breaker geometry of SNMG 120408 PM form has been determined. The features of cutting tool and coating are provided in Figure 1 , and the features of cutting tool are provided in Figure 2 .
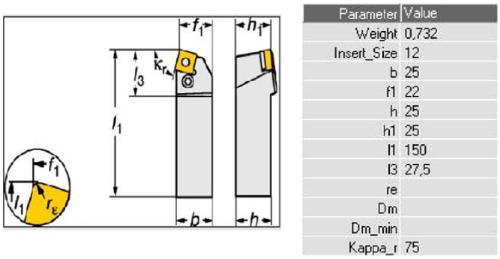
Tool holder and its sizes
In Figure 2 , tool holder in PSBNR 2525M12 form and tool sizes used in the experiments are provided. The experiments have been carried out under dry cutting conditions on TC-35 JOHNFORD brand CNC turning lathes having FANUC control unit, with 10 kW, 250-mm chuck diameter, maximum revolution per minute of 400 r/min, lathe sensitivity of 0.001 mm, 12 tool-holder turret and mobility of 250 mm on x-axis and 600 mm on z-axis. For the measurement of cutting tool, KISTLER 9275B type dynamometer having measurement capacity in three axial directions has been used. The cutting parameters used in the machining experiments have been determined as five different cutting speeds, three different feed rate amounts and two different cutting depths considering the data of the tool’s producer company and suggestions in ISO 3685 ( Table 2 ). In all the experiments, a new cutting tool has been used in each experiment in order to form the same conditions.
Cutting parameters

III. Experiment Design
For experiment design and analysis, the Taguchi orthogonal mixed experiment design approach has been adopted using the Minitab program. In the analysis of cutting forces, being different from the factors generally used in the researches, factors of spheroidization temperature and spheroidization period have been used. By this approach, five factors having effect on cutting force (spheroidization temperature, period, cutting depth, cutting speed and feed rate) have been determined, and different levels have been formed within these factors. Instead of equal level for each factor used in the Taguchi orthogonal design approach, three-leveled and two-leveled orthogonal mixed experiment design—being different from literature—has been used in order to better analyze the effectiveness of spheroidization. The five factors used in the experiment design and the levels of these factors are provided in Table 3 .
Factors and levels used in the experiments.
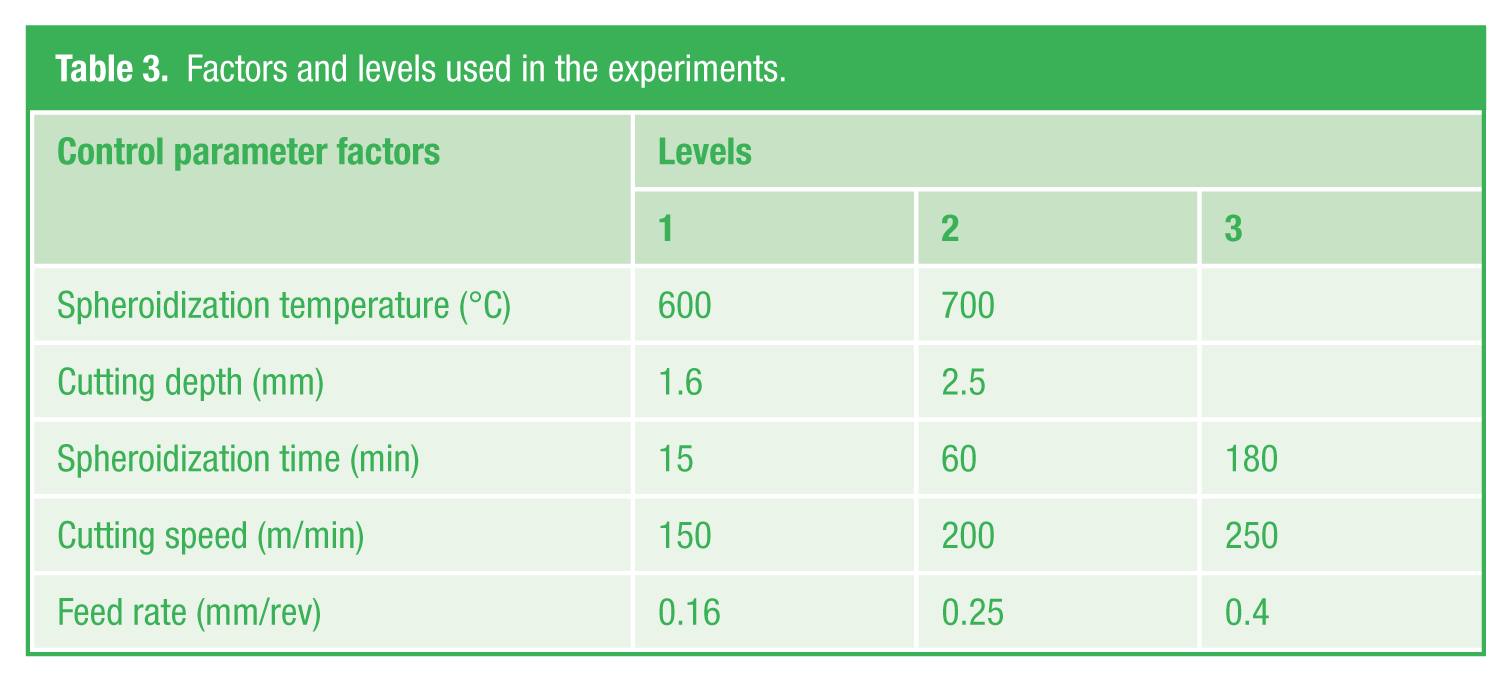
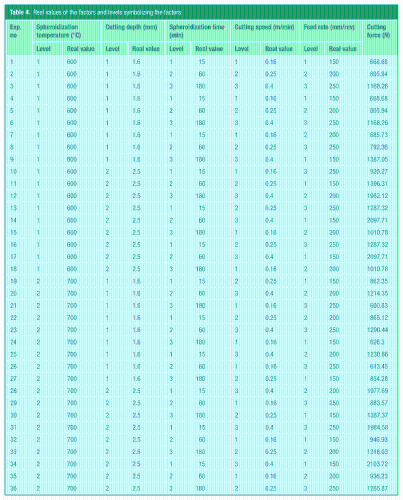
Considering the factors and levels in Table 3 , it is understood that 2 × 2 × 3 × 3 × 3 = 108 experiments are required to be performed for five variables. Instead of performing all the experiments, the L36 (22 × 33) cutting forces have been analyzed through 39 experiments using the Taguchi method. In Table 4 , both the real values of the factors and the levels symbolizing these values have been provided.
Real values of the factors and levels symbolizing the factors
With respect to machinability, it is generally requested to perform the cutting operation with the least possible force. 1 For this reason, as the lowest value of the cutting force will be determined as target in the assessment of experiment data, the formula of “the smallest is the best” has been used in the calculation of S/N rate. The S/N formula is shown in equation (1)
where y is the performance characteristic value (surface roughness) and n is the number of y values.
IV. Assessment of the Results of Experiment
The levels of the control parameters used in the experiments and S/N rates of the factors having effect on the cutting force are shown in Table 5 .
Signal noise rate and ranges
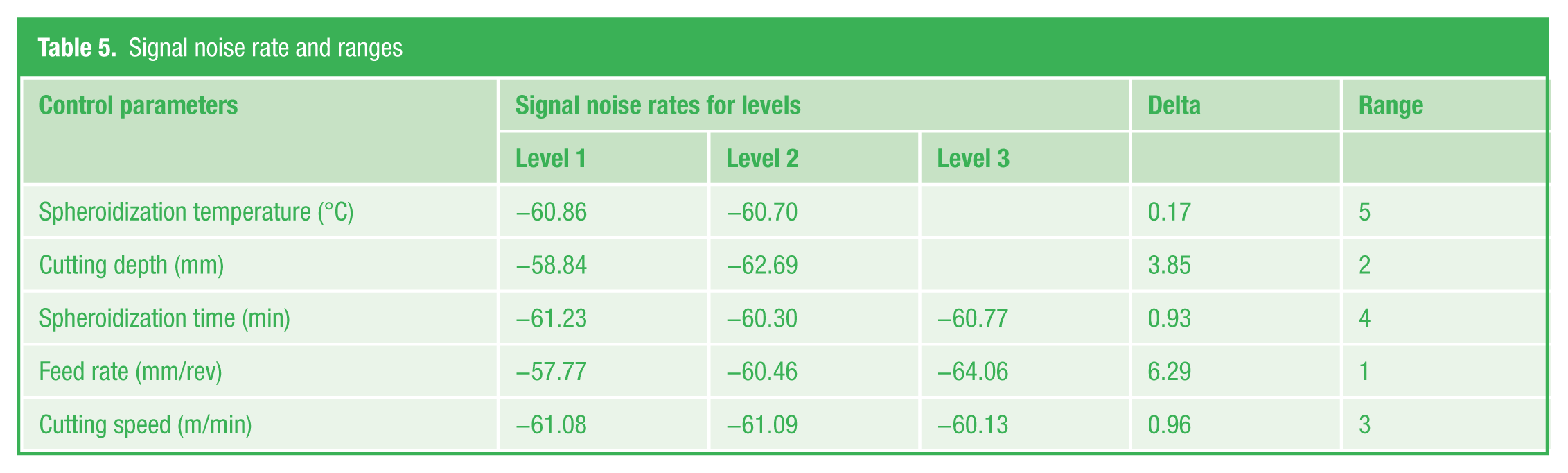
In order to determine the effectiveness of the factors in the Taguchi experiment design, it is requested for the highest S/N rate to be available in each factor. The Delta value in Table 5 indicates the difference between the highest and lowest values of factors on the cutting force. And the order reveals the effectiveness order of the factors on the cutting force. Considering these S/N rates, it is observed that progress has the largest effect on cutting forces which has a range value of 1 in Table 5 .
In Figure 3 , the effectiveness of the factors used in the experiments has been provided graphically. When the graphs in Figure 3 are examined, it has been observed that spheroidization period and temperature have not caused a significant change as machining parameters, and that the cutting speed has a limited effect. While progress amount and cutting depth were showing the main effect, progress comes to the forefront as the primary factor.
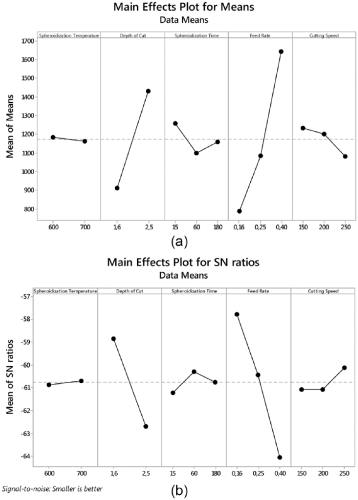
(a) Averages of control factors and (b) S/N rates for the results of cutting force
In Table 6 , ANOVA has been performed for the results of experiments. The values of the factors as per the total squares method have been shown with Seq SS. In the analysis, the confidence level has been determined as 95%.
Analysis of variance
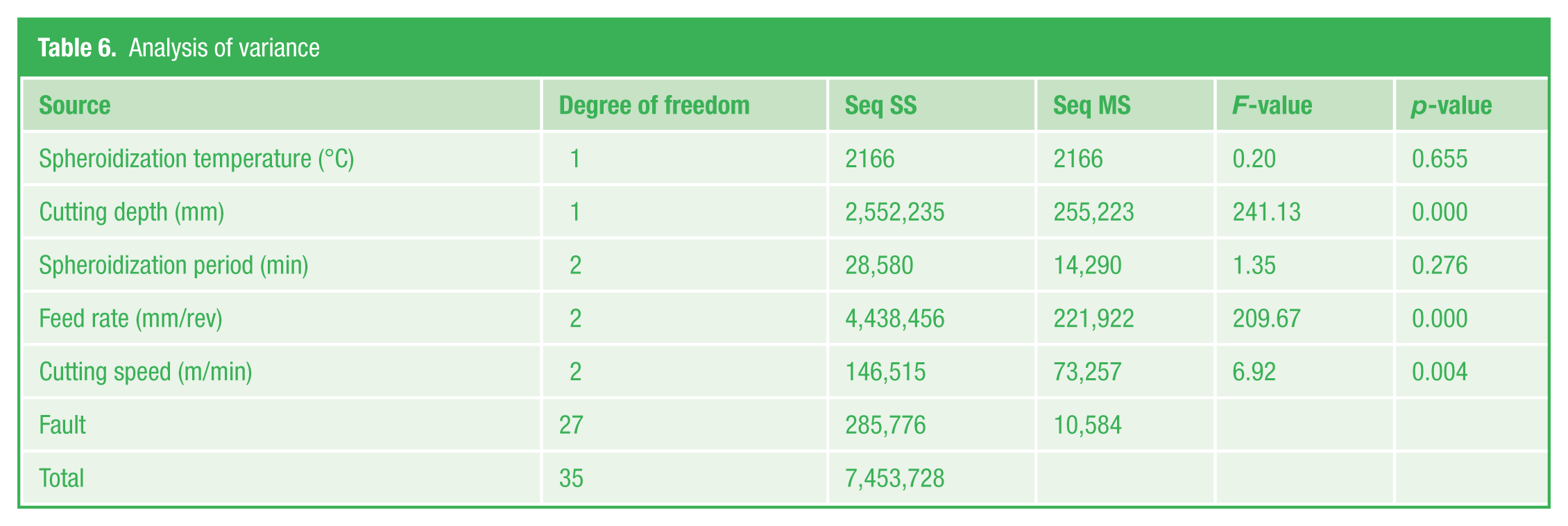
The data explained by dividing the total factors to Seq SS rate are seen in Table 6 , and the percentage distribution graph prepared in order to better understand the effect of the formed factor is seen in Figure 4 .
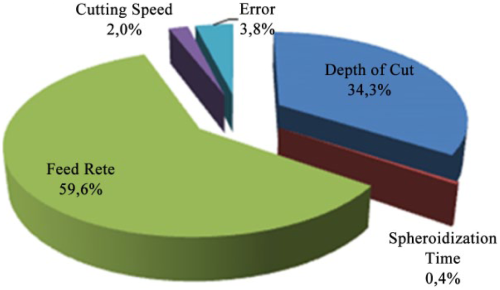
Percentage distribution of the factors affecting the cutting forces
In Figure 4 , the effect progress on cutting force has formed as 59.6%, the effect of cutting depth 34.3%, the effect of cutting speed 2% and the effect of spheroidization period 0.4%. As the effect of spheroidization temperature is very low, it has not been shown graphically. As the result of the analysis, the error rate has been formed as 3.8%.
In Figure 5 , graphs showing the relations of the factors with each other are given. In Figure 5 , 20 different effect graphs are revealed by combining the relevant row and column for each parameter.
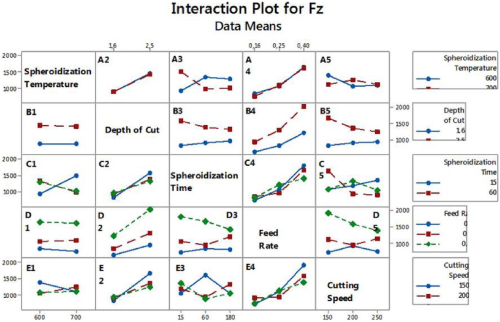
Relations of the factors with each other
In Figure 5 , the values arising as the result of interaction of all variables having effect on the cutting force are seen. When the graphs in Figure 5 are examined, it is understood by the graphs A2–B1 and A4–D1 that the spheroidization temperature does not show a determinant effect on the cutting force. In these graphs, the cutting force has acted as independent from spheroidization temperature and as dependent on other factors. In graphs A3–C1, a decrease is observed in cutting force in the spheroidization periods selected as 60 and 180 min depending on the increase in temperature. And in the spheroidization period of 15 min, an increase has occurred depending on the increase in temperature. Along with not having a significant change in the A5 and E1 graphs, it has been generally observed that a limited decrease occurs in cutting force along with the increase in spheroidization temperature.
In graphs B3 and C2, it is observed that the spheroidization period has a limited effect. The main effect has been caused by the cutting depth. And in the B5 and E2 graphs, besides the increase arising due to cutting depth—which is the main factor—a decrease has been observed in the cutting force depending on the increase in cutting speed, especially at the cutting depth of 2.5 mm. And at the cutting depth of 1.6 mm, the effect of the cutting speed on cutting force has remained limited. In graphs C4 and D3, it is observed that the main effect is realized depending on the change in feed rate. In addition, the increase in spheroidization period, especially at the progress of 0.40 mm, has caused the decrease in cutting force. In graphs C5 and E3, it has been observed that the factor do not reveal a significant change. And in graphs D5 and E4, an increase in cutting force has been observed in parallel to the increase in feed rate. And the increase in cutting speed has decreased the cutting force. A decrease in cutting force has been observed as the result of increasing cutting speed, especially at the cutting depth of 0.40 mm.
The graphs of cutting depth and progress parameters—having the main effect on the cutting forces—are provided in Figure 6 .
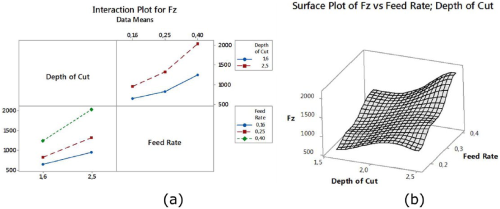
Graphs of cutting depth and progress speed
When all the graphs in Figure 5 are examined, it has been observed that the cutting depth and the progress are the main factors. This condition has also shown parallelism with the result that progress is the main factor as per the similar studies in literature.2–10 And when the graphs in Figure 6 are examined, an increase in cutting force is observed depending on the progress. This increase shows a significant change at the range of 0.25–0.40 mm. In case when both the cutting depth and the progress are high, the largest cutting force has arisen (over 2000 N). In the same manner, the increase in cutting depth at the progress speed of 0.40 mm causes a much more rapidly increasing cutting force.
In order to understand the effectiveness of the Taguchi experiment design, the values randomly selected from the results of experiments and the results estimated by the Taguchi method have been compared. The results of eight experiments selected with random sampling method and the results estimated by the Taguchi method are seen in Figure 7 . The R2 rate found as the result of estimation has been obtained as 0.954.
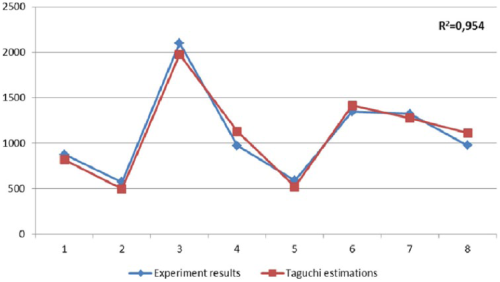
Comparison of experiment results and Taguchi estimations
V. Conclusion
Besides the parameters of progress, cutting depth and cutting speed—which are the parameters affecting the cutting forces—the parameters of spheroidization period and temperature—which are rarely searched in literature—have also been searched. In this study, in which the data have been analyzed using the Taguchi test design, 36 experiments with the L36 (22 × 33) experiment design with different factor levels—being different from the general use—had been examined. The results of experiments have been assessed as per the S/N rates, the significance order of the parameters has been searched by the ANOVA test and the relations of the parameters with each other have been analyzed.
According to the results obtained in this study, the following conclusions are drawn:
The main parameters affecting the cutting force have been determined as progress speed and cutting depth.
The parameters of spheroidization period, cutting speed and spheroidization temperature have not caused a significant change in the cutting force.
The lowest cutting force has been obtained under the low progress and low cutting depth conditions.
In the analysis of these cutting forces of the Taguchi experiment design, the high R2 rate has provided a very good result of 0.954, and high consistency has been determined in the estimations.
Footnotes
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.