
Abstract
A pan-European project aimed at enhancing process efficiency through improved temperature measurement (EMPRESS) is described. The project is aimed at solving a suite of specific, documented problems in high-value manufacturing industry through improved temperature metrology for process control. A key aspect is the introduction of traceability to the International Temperature Scale of 1990 in process. This involves a concerted effort across Europe to improve existing sensing techniques such as thermocouples and fibre-optic based pyrometry, as well as introduction of completely new techniques including phosphor thermometry and combustion thermometry. Each activity in the project is characterised by the involvement of an end-user in industry, and there are opportunities for joining the Stakeholder Community associated with the project.
I. Introduction
High-value manufacturing depends on reliable temperature control, for example, in the aerospace sector accurate, traceable temperature measurement is essential for applications up to and above 1300 °C such as casting, forming, forging and heat treatment. In general, there is a requirement for more stable sensors and standardisation of at least one new thermocouple type to fill the gap between 1500 and 1800 °C. Above 1800 °C, only W-Re thermocouples are widely available, but their erratic performance renders them very unsatisfactory for long-term measurement. At lower temperatures below 500 °C, forming of metal and composites requires tight temperature control which is challenging, and current measurement methods, particularly surface thermometry methods, are limiting the uptake of new, more efficient materials process technology. Measurement of flame temperature is extremely difficult and prone to large errors; for example, thermocouple measurements of flame temperatures can be in error by hundreds of degrees. In the latter case, what is required is a portable ‘standard flame’ whose temperature is traceably calibrated, which may be used to calibrate combustion sensors or measurement methods used in the field.
This article describes a project funded by the 2014 Industrial call of the European Association of National Metrology Institutes (EURAMET) scheme ‘European Metrology Programme for Innovation and Research’ (EMPIR). The project is titled ‘Enhanced process control through improved temperature measurement’ (EMPRESS) and is led by the United Kingdom’s National Physical Laboratory (NPL; Figure 1 ). Starting in May 2015, this 3-year project both builds on the recently completed European Metrology Research Programme (EMRP) project HiTeMS,1,2 which pioneered novel high-temperature measurement techniques and introduces a number of completely new approaches to reliable thermometry, with particular emphasis on techniques suitable for application in-process. The consortium comprises 18 partners from the metrology community, high-value manufacturing industry and academia, as shown in Table 1 . Through this project, the uncertainty of temperature measurement in high-value manufacturing processes will be significantly reduced by developing new sensors which are less susceptible to calibration drift, enable traceability to the International Temperature Scale of 1990 (ITS-90) 3 directly in-process and through developing novel calibration (e.g. reliable self-validation) techniques. The potential range of applications is very large, but this project focuses on in-process measurements where the need for improvement is greatest: those using thermocouples, surface contact probes and combustion thermometry.

The EMPRESS logo
EMPRESS project partners
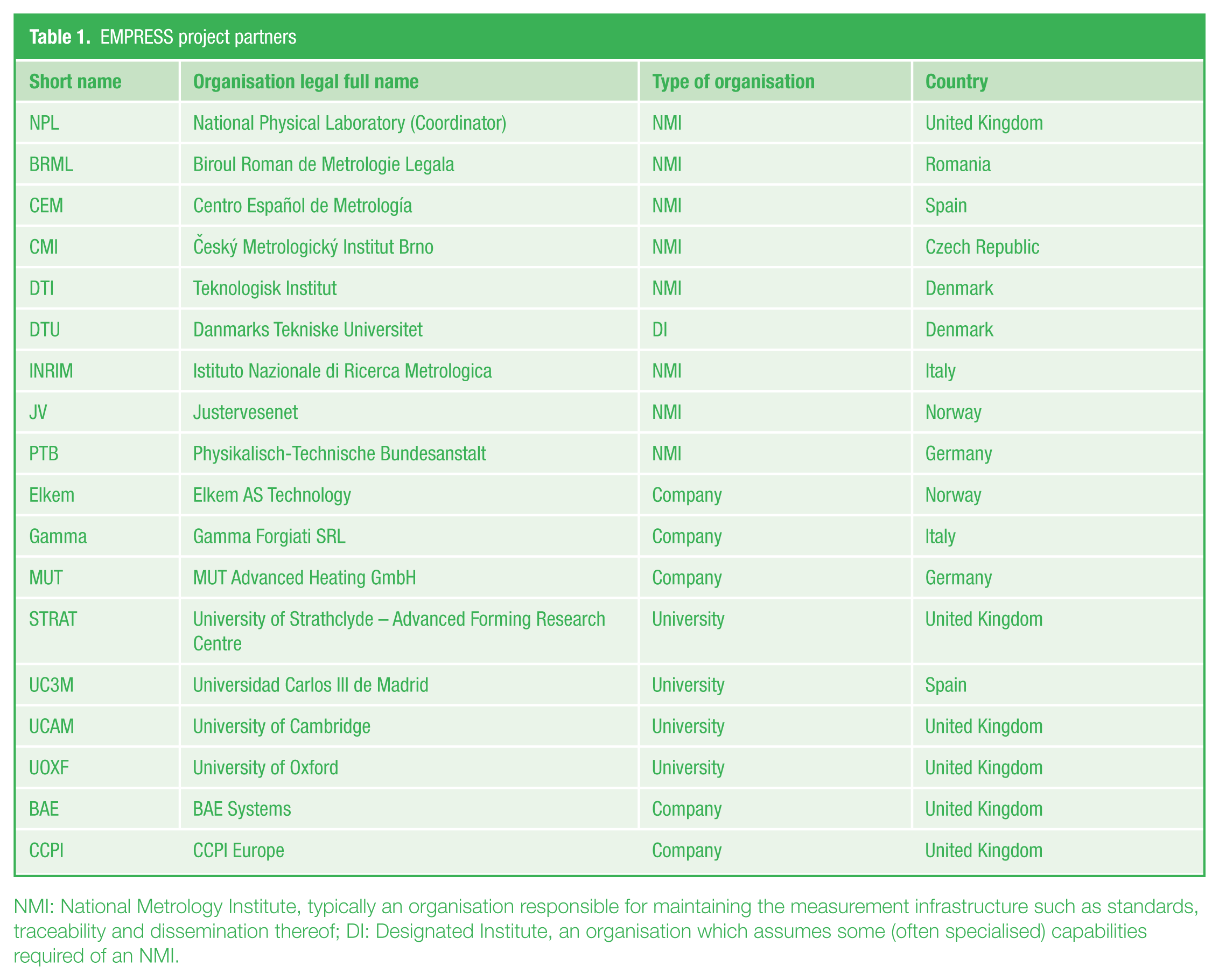
NMI: National Metrology Institute, typically an organisation responsible for maintaining the measurement infrastructure such as standards, traceability and dissemination thereof; DI: Designated Institute, an organisation which assumes some (often specialised) capabilities required of an NMI.
II. Technical Objectives
The project has four technical objectives. Each objective targets a specific problem concerning process temperature measurement. Through fulfilling all four objectives, process efficiency will experience a step change improvement. A fifth objective will ensure the uptake of these improvements through direct engagement with industry and active knowledge transfer such as stakeholder workshops. The objectives are as follows:
To develop novel low-drift temperature sensors for enhanced production and temperature control. One key outcome will be sensors, suitable for high data capture rate but crucially in the same format as current sensors. The target is to have in-process traceable uncertainty over a period of about 3 months continuous use of better than 3 °C at temperatures around 1450 °C and better than 5 °C at temperatures >2000 °C, as demonstrated by trials in aerospace heat treatment and casting applications.
To develop non-drift contact sensors optimised for heat treatment applications to temperatures around 1350 °C. The sensors should be able to remain in service with a stability of better than 1 °C for at least 6 months. The sensors will be trialled in-process in at least one industrial setting, for example, heat treatment of gas turbine components.
To develop traceable surface temperature measurement methods to enhance materials joining or chemical processing to around 500 °C. The methods should allow the calibration of surface temperature sensors, using at least one novel surface temperature approach, and be used to demonstrate improved temperature measurement in at least two industrial settings, for example, forming and forging.
To develop an in situ (i.e. travelling) combustion standard of known temperature for the validation of flame temperature measurement methods. The combustion standard will have an uncertainty factor of 10 lower than current methods and be tested through transport to at least three different organisations.
To ensure that the outputs from the project are effectively disseminated to and exploited by the high-value manufacturing sector (e.g. automotive, aerospace, casting, heat treatment and sensor manufacturers). There will be two industry-focused workshops at the Advanced Forming Research Centre (AFRC), new sensing methods licensed for commercial exploitation and demonstration of thermometry improvements in selected high-value manufacturing industries. In addition, there will be at least 20 technical papers and conference or trade fair presentations.
In all the methods developed, the integrated involvement of national metrology institutes will ensure traceability to the ITS-90. The scheme of the activities is shown in Figure 2 .
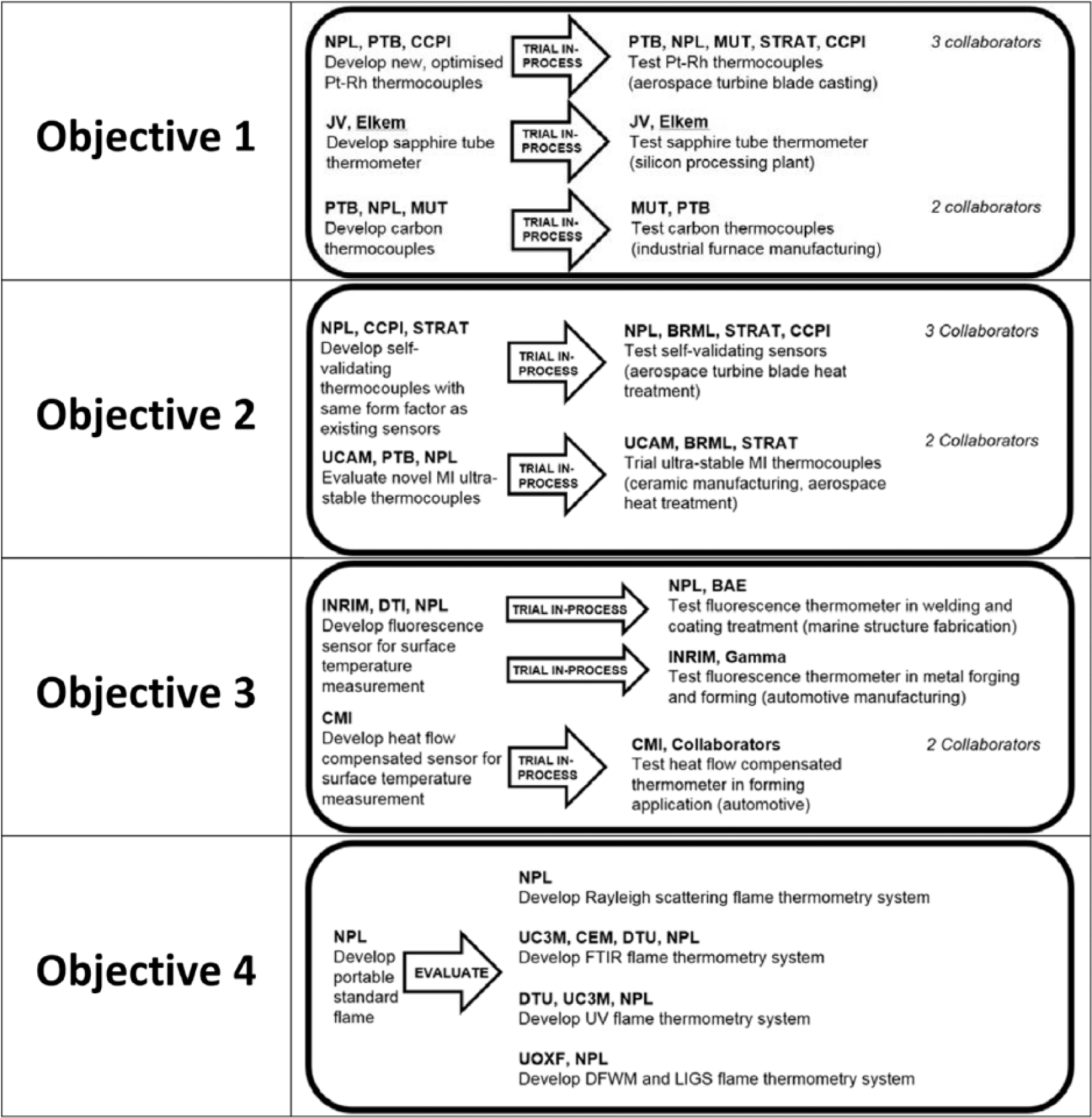
Schematic diagram of the collaboration
For the improved temperature sensor developments in the first two objectives, which are needed to overcome calibration drift problems associated with conventional thermometry, the complementary expertise of Justervesenet (JV; radiation thermometry and fibre optics), NPL (thermocouples), Physikalisch-Technische Bundesanstalt (PTB; thermocouples) and University of Cambridge (UCAM; industrial thermocouples) will be coupled with the industrial experience of CCPI Europe (CCPI; thermocouple manufacturer). Biroul Roman de Metrologie Legala (BRML; access to Romanian heat treatment firms), MUT Advanced Heating GmbH (MUT; industrial furnace manufacturer), University of Strathclyde – Advanced Forming Research Centre (STRAT; large-scale manufacturing technology incubation centre) and Elkem AS Technology (Elkem; silicon and carbon processing) will ensure that there is access to EU industry for sensor trials.
In the third objective which will improve surface contact temperature measurement, the complementary capabilities of Istituto Nazionale di Ricerca Metrologica (INRIM; fluorescence thermometry), Ceský Metrologický Institut Brno (CMI; dynamically compensated temperature probes), Teknologisk Institut (DTI; surface temperature measurement) and NPL (fluorescence thermometry and laser diagnostics) will be brought to bear on new surface temperature measurement techniques. These will be directly demonstrated in high-value manufacturing processes at Gamma Forgiati SRL (Gamma; automotive forging) and BAE Systems (BAE; marine manufacturing).
In the fourth objective, combustion thermometry will be, for the first time, put on a traceable footing and the capability made available to EU industry. NPL (with expertise in combustion thermometry and laser diagnostics) will develop and characterise a portable standard flame (see Figure 3 ), and the complementary combustion temperature measurement expertise of Centro Español de Metrología (CEM; radiation thermometry), Danmarks Tekniske Universitet (DTU; ultraviolet (UV) flame thermometry), Universidad Carlos III de Madrid (UC3M; Fourier transform infrared spectroscopy), and University of Oxford (UOXF; laser based diagnostics and thermometry) will enable a thorough metrological characterisation to provide a robust, traceable flame standard. In terms of immediate impact, the universities are the principal linkage with industry.
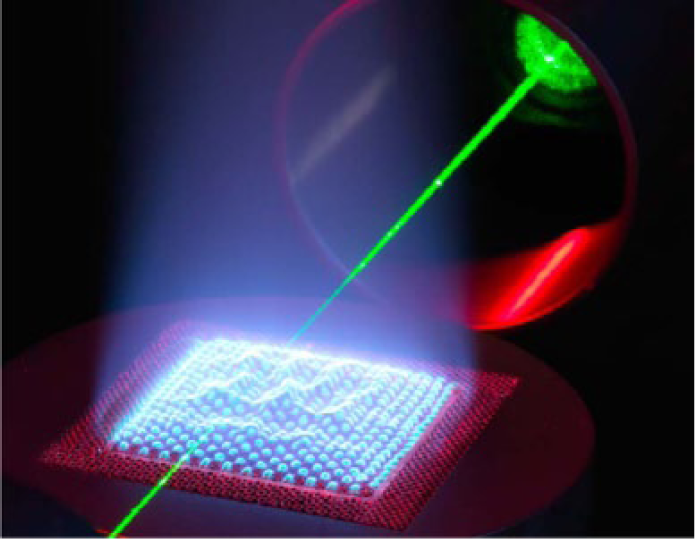
Portable standard flame of the fourth objective, with laser Rayleigh scattering apparatus. This will be used to facilitate traceable calibration of flame or combustion thermometers. Photograph courtesy of NPL
III. Summary
For readers interested in finding out more about the project, there is a website (https://www.strath.ac.uk/afrc/projects/) and an introductory paper. 4 There is also a Stakeholder Community associated with the project, comprising a continuously growing group of interested parties across government, academia and industry. Membership is free of obligations and will entail regular updates on progress in the project, and an invitation to two workshops where project outputs will be presented and discussed, as well as plentiful networking opportunities. Interested parties are encouraged to join the stakeholder community which can simply be done by supplying their email address to the author. There are also opportunities to trial the project outputs in-process. Since the project started in May 2015 four high-value manufacturing firms have joined the project as collaborators and will be trialling new developments in their processes.
Footnotes
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.