
Abstract

There is a nothing short of a revolution going on in manufacturing. Since the Stone Age, we have been using tools to remove material to enable us to form objects of a desired shape, and hence function. The classic example was to form cutting edges by chipping pieces from a lump of flint. This type of manufacturing has not changed significantly for several thousand years. There have been many advances in the technologies used to remove material, the types of material available and the scale on which the objects are manufactured; but the process of material removal has been ubiquitous. However, slowly over the last 30 odd years, a new method of manufacturing has emerged: additive manufacturing (AM).
In AM (or ‘three-dimensional (3D) printing’), objects are formed, not by removing material, but by forming the desired shape in a layer-by-layer process. Hence, the term ‘additive’, as the object forms by adding material. This way of producing a shape has many benefits over the subtractive techniques, but without doubt, the biggest benefit is the ability to produce almost any desired shape. There are some caveats to this (for example, one has to be careful about overhanging features), but AM allows almost infinite design freedom, without the significant constraints on the types of geometries that can be produced using subtractive techniques. And this design freedom also applies to internal features, allowing advances in areas such as light-weighting for aerospace, internal cooling channels for automotive and designed-in porosity for medical implants. The ability to design with such freedom is a rich mathematical discipline in itself and can result in eye-catching geometries that one could not conceive of producing using subtractive techniques (see Figure 1 ). Of course, we need to be careful not to be taken-in by media hype, which is always present with any new technology, but AM is going to have a profound effect on many people’s lives.
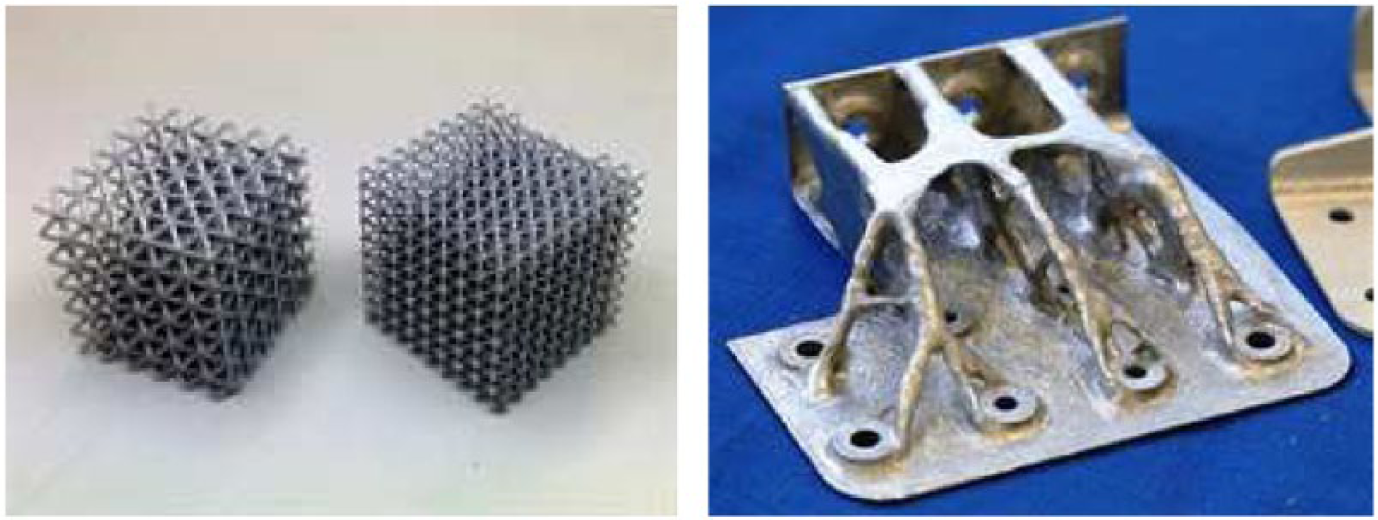
Examples of objects manufactured using AM, which would be difficult, if not impossible to manufacture using conventional subtractive machining
We also need to be a little careful when interpreting what AM can and cannot do. Current methods are not, and may never be, cheap and are not fast replacements for subtractive techniques: AM is not cheap, and it is not fast. This may change somewhat, but the point that is often missed is that AM allows us to do new things that we could not do before. It should sit alongside the subtractive techniques as a complimentary technology, not a replacement.
AM is still at an early stage of development. There are many examples of consumer products using AM with plastics, for example, dental implants, vacuum cleaner casings and even fashionable clothes. But, if AM is to be used in earnest in high-value, advanced manufacturing, for example, in the aerospace or medical industries, then it will be metals and ceramics that will be the game-changers. However, right now, the integrity of metal or ceramic parts essentially made of fused-together powders is not equivalent to that expected from more traditional subtractive manufacturing techniques. AM parts made from metal powders tend to have high surface roughness values and can suffer from undesired material characteristics (for example, high porosity or large numbers of defects). Also, where one would not dream of manufacturing a part with subtractive techniques without a dimensional tolerance scheme, it is still not clear exactly how to apply tolerance principles to AM parts. AM does not currently have the benefit of the over 100 years of research into the production of components that is the hallmark of precision subtractive techniques. This is where we get to metrology.
Lord Kelvin said, ‘If you cannot measure it, you cannot improve it’, and this simple statement captures a great deal about why measurement is an essential part of manufacturing. The following are some of the primary reasons why we put so much effort into measuring what we manufacture:
To know whether a part is fit-for-purpose; for example, will a shaft fit within a hole, but still give enough clearance to allow the flow of lubricating fluids?
To allow assembly of complex components; without understanding the dimensions of parts and their associated tolerances, it becomes almost impossible to fit one part to another – this is an especially relevant point when one is assembling parts that have been manufactured at different companies or different parts of a company.
To allow control of a manufacturing process; there is little control without measurement, for example, we may want to change the speed of a cutting tool depending on surface texture that it is producing – we, therefore, need to measure the texture (or something from which we can infer texture) during the machining process.
To avoid unnecessary scrap material and redundant processing time; metrology is essential for quality control which allows us to attempt things such as net-shape manufacturing – getting it right first time.
To improve energy-efficiency; the less repeat manufacturing processes that are required, the lower the energy required to produce a product.
To give customers confidence in a product; ‘customers’ in this context could be another manufacturing concern that needs to use your components – without tolerances and quality control, there will be a lack of confidence in the assembly processes down the line.
From the metrology standpoint, AM is no different to subtractive manufacturing. In fact, I would argue that a lack of metrology in current AM machines and processes is hindering the commercialisation of the resulting products. The last bullet point above is especially relevant in this context, for example, an aerospace manufacturer is not going to ‘fly’ a turbine blade made using AM without the high degree of confidence that metrology can supply. However, for some of us who have been in this game for a while, the current dearth in AM metrology is not a surprise. I have spent my career playing catch-up with all the wonderful machining processes that are developed. Metrology is almost ubiquitously thought of last. So, it’s catch-up time again, and this article will tell you about the significant effort we are putting in at University of Nottingham to address the metrology requirements for AM.
The activity of the AM and 3D Printing Research Group (3PRG) at Nottingham spans across both fundamental and applied research. Areas of research include materials and process development, design-optimisation software, business management and recently, metrology. We have perhaps the largest AM group in the world, with around 100 academics, research fellows and PhD students. I started the Manufacturing Metrology Team in the 3PRG in January 2015, having been lucky enough to spend 25 years at the National Physical Laboratory prior to my appointment. The Team is now 25 people strong (including PhD students), and a significant part of our effort is to solve the metrology issues facing AM. We spent the first year reviewing what others have done in the field, what existing technologies can be brought to bear on AM and planning our future research. This has resulted in four critical review articles that are currently undergoing peer-review and will hopefully be published in the first quarter of 2016. The reviews are listed below, and the rest of this article describes the research we are carrying out in these four areas:
Review of post-process optical form metrology for industrial-grade metal additive manufactured components;
X-ray computed tomography (XCT) for additive manufacture: a review;
Surface texture measurement and characterisation for AM;
Review of in situ process monitoring and in situ metrology for AM.
Form metrology, the measurement and characterisation of a part shape, is critical for quality control of AM products, and for AM machine manufacturers to successfully characterise and optimise their AM processes, when new materials and part geometries are continuously developed. Shape deformation is one of the most noticeable effects following most metal AM processes due to the relaxation of thermal stresses, and hence detailed in situ and post-process characterisation methods would be highly beneficial in understanding and contributing to the aversion of these effects. Our review paper concentrates on the state-of-the-art in non-contact 3D optical metrology applicable to AM industries that have stringent product qualification standards, for example, in the aerospace and automotive industries. Contact systems, such as mechanical probe-based coordinate measuring machines (CMMs), have been used in such industries for many years and can measure form to high accuracy (usually more accurately than current non-contact systems), but are relatively slow, not ideal for in-line inspection and only measure a limited number of points on an object’s surface.
Our current research into AM form measurement will focus on structured light techniques (fringe projection). We will also take advantage of what I call ‘information-rich metrology’ (IRM). IRM is the combination of accurate modelling of the interaction with the object being measured (i.e. the interaction of light with the surface in the case of structured light systems) with all the a priori information that is available (see Figure 2 ). Often when we manufacture something, and especially when we use AM, we have a large amount of information about the object being manufactured, for example, the computer-aided design (CAD) data gives us the nominal form, and we have usually characterised the surface texture to a high degree of confidence. In many cases, the a priori information allows us to solve the complex mathematical problems we encounter when trying to model the interaction with the object being measured (what we call ‘inverse problems’). Our research is focusing on accurate mathematical modelling to allow us to optimise a given measurement scenario. IRM can allow us to minimise the measurement time (for example, by optimising the number of views we need to take to capture the form information) and increase the spatial bandwidth in which we measure (for example, by allowing us to measure high slope angles using multiple reflections). Our ultimate goal is to have a form measurement system, based entirely on camera technology that allows us to get the maximum amount of form information with the minimum effort. This will need advances in the optical technology, in the mathematics required for modelling the inverse solutions and in smart measurement planning systems.

The ‘information-rich metrology’ philosophy
As discussed above, AM provides freedom of design that is generally infeasible with other manufacturing methods, particularly regarding the creation of complex internal features that are inaccessible to well-established measurement tools. XCT is currently the best method of measurement for these internal features due to the volumetric nature of the XCT process. XCT is, however, not yet as firmly established as a measurement tool compared to other methods of dimensional metrology, and so research regarding various aspects of the technology is still required to enable XCT to become an industrially relevant technology. As AM and XCT have recently become more viable as methods of production and measurement, respectively, instances over time of their combined use, as well as the future work required to further establish both technologies, are research topics for my team. We are starting to apply IRM techniques to use a priori information to reduce the XCT measurement time and to allow better detection of otherwise inaccessible surfaces. XCT is also invaluable for the detection of porosity and defects, at least at the process development stage. In many cases, completely new characterisation processes need to be developed to capture the salient information from an AM surface, and we are putting significant effort into this problem.
While the form of a manufactured object is critical, it is often the surface texture that has the biggest impact on the object’s functionality. Surface texture is the fine-scale geometry (often called roughness) and is often the limiting factor when considering the tolerance of an AM part. Whereas surface texture height structures can be produced on the nanometre scale using precision subtractive textures, due to the nature of powder-based AM techniques, surface texture height structures of tens of micrometres are more normal ( Figure 3 shows examples of AM textures). This throws up a number of metrology questions, some of which include the following: (1) Can we use conventional surface texture instruments to measure AM surfaces – high slope angles, resulting in multiple reflections and shadowing, cause problems for optical instruments? (2) Can we use conventional filtering methods and texture parameters with AM surfaces? (3) Can we examine the surface texture of an AM part to elucidate how the surface was manufactured – AM processes involve some highly complex physics, so this involves a significant amount of experimental and theoretical research? (4) How can we measure surface texture in-line (see below)?

Examples of surface texture produced using AM techniques
The above metrology techniques are essential for AM, but it will be in-line metrology that makes the most significant difference. There have been a number of advances over the last decade in in-line AM metrology, mainly using either thermal cameras or optical imaging (two-dimensional (2D)) methods, often to monitor the melt pool characteristics. Some of these techniques are now available on commercial AM machines. But there is some way to go before we can take advantage of full closed-loop manufacturing – the main bottleneck is measurement speed – we may have all the techniques listed above, but none of them are fast enough to keep up with the manufacturing processes. Again, IRM can come to the rescue by breaking the measurement process down to its bare minimum and by taking advantage of the a priori process data. We currently have activities in in-line measurement using optical coherence tomography, focus variation methods, fringe projection, optical scattering and laser-based acousto-optic techniques. This particular area of research is likely to grow significantly over the next couple of years.
AM is likely to have a significant impact on manufacturing and ultimately on all our lives. But, there needs to be a concerted research effort into AM metrology to allow the predicted revolution to become a reality. AM processes need to have tolerance and quality control procedures in place, starting with off-line metrology and moving towards closed-loop control using in-line metrology. In parallel with this research effort, there also needs to be international standardisation, although we should be watchful that standards are developed as a result of the research effort, not the other way around. The International Organization for Standardization (ISO) and the American Society for Testing and Materials (ASTM) have officially joined forces, and Nottingham is an active part of the normative process. The Manufacturing Metrology Team at Nottingham is addressing many of the metrology demands and is driving its research forward using the concept of IRM. IRM will be the way to make a difference and a way to leap-frog some of the measurement speed bottlenecks that limit current measurement techniques.
Please visit the 3DPRG website (http://www.nottingham.ac.uk/research/groups/3dprg/index.aspx) to find out about the AM research in general at Nottingham or the Manufacturing Metrology Team website (http://www.nottingham.ac.uk/research/manufacturing-metrology) for information about our metrology research.
Footnotes
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.