
Abstract
The ethylene production plant is one of the most important units in petrochemical industry, and the ethylene cracking furnace is the heart of the plant. The ethylene cracking furnace is a multivariable, strong coupling, and nonlinear process, and therefore, it is difficult to be manipulated by traditional proportional–integral–derivative controls. This paper reports a real application of advanced process control in five 470-kton/year SC-I tubular reactors. The advanced process control deployed includes cracking outlet temperature control and feed volume control. This control system has been operating since 2012. The variation of cracking outlet temperature has been reduced from ±5 to ±1 °C with a setting time less than a few minutes even under a large-scale disturbance. The variation of feed volume has been controlled within ±1%. As a result, the advanced process control system has achieved a total production increase by 0.3%.
I. Introduction
Ethylene is one of the raw materials in the chemical industry. The production of ethylene is considered as a vital symbol of national comprehensive strength in the petrochemical industry. China has become the second largest ethylene producer in 2006 as annual output is concerned, just next to the United States. 1 It is estimated that the total annual production of ethylene in 2015 will increase to 21–23 million tons and will continue to expand in the future.
The heart of an ethylene plant is the cracking furnace. The furnace process is complex with some problems hard to be solved by traditional control systems, such as distributed reaction temperature profile along the reactor, nonlinear performance with the deposition of coke on the inner tube surface, and multiple-input and multiple-output behaviors. Therefore, it is necessary to introduce advanced process control (APC) system to cope with these problems, which is also the inevitable tendency of the current petrochemical industry. Various APC technologies have been deployed in petrochemical plants including the ethylene cracking furnace. APC technologies provide a wide range of solutions to the problems mentioned above, particularly addressing nonlinear, large lag, strong disturbance, time-varying parameters, variable coupling, and some unpredictable variables. 2 Even though the APC technologies for petrochemical processes are known collectively as a control strategy showing superior control performance compared with traditional process control, they have to be designed precisely according to the features of the processes.
This paper reports a real application of APC in five 470-kton/year SC-I tubular reactors. The APC deployed includes cracking outlet temperature (COT) control and feed volume control. This control system has been operating since 2012. As a result, the APC system has achieved a total production increase by 0.3%. This paper is organized as follows: section “Ethylene process and the cracking furnace” describes the features of SC-I-type cracking furnace and its position in the ethylene plant. In section “Control strategy,” the development of the APC system for both COT and feed volume control is presented. The system implementation is given in section “System implementation.” In section “Application results,” the performance of the proposed APC scheme is illustrated by the comparison of the usage of APC and previous proportional–integral–derivative (PID) control. A brief conclusion is given in section “Conclusion.”
II. Ethylene Process and the Cracking Furnace
Production process of ethylene plant is composed of fuel oil system, raw material supplement and preheating system, dilution steam system, cracking furnace system, critical cold oil system, high-pressure steam system, and cooling and associated distillation towers. The reactor feed contains at least two streams: the hydrocarbon and the dilution steam. Liquid hydrocarbons and the dilution steam are fed into the tubular reactors. The reaction section is divided into eight zones, which can be heated independently to achieve the desired temperature profile. The higher the cracking temperature, the higher the ethylene yield and the lower the propylene yield. The cracking is executed at a decomposition tube outlet temperature of approximately 800–840 °C to control the ratio of ethylene to propylene at a prescribed value. In the distillation step, cracked heavy components are separated from the gases coming from the cracking furnace, and further part of the cracked gasoline is condensed to separate in the downstream stage. However, the cracking tubular reaction furnace is the heart of the process. This session accounts for 56% of the total production cost, and the accuracy of the cracking furnace control directly decides the quality of the products. 3 The schematic diagram of the ethylene cracking furnace is shown in Figure 1 .
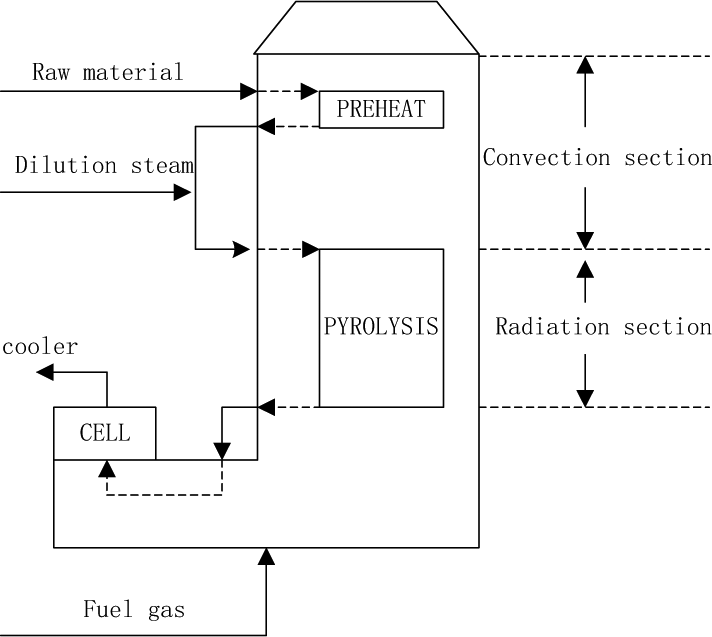
Schematic diagram of the ethylene cracking furnace
There are many types and kinds of cracking furnaces, among which the tubular is the top one. The SC-I-type ethylene cracking furnace of 460 kton/year is a typical one, which is made of eight sets of tubular pipes. The main raw material of ethylene is naphtha in this application. The target products are ethylene, propylene, and other hydrocarbon products. Initial preheating will be done in the preheating section of the convection chamber where naphtha is fed into the cracking furnace mixed with dilution steam. The mixture is then preheated further into the state of gasification with the temperature slightly lower than that of the cracking reaction. The mixture is then fed into the radiant section of the furnace, where the temperature of the gas mixture increases rapidly to the desired cracking temperature. In the radiant section, the hydrocarbon is cracked to a combination of target products and other heavier hydrocarbons. Upon leaving the radiant section of the furnace, the cracked gas is cooled rapidly to stop the undesired reaction. 4
III. Control Strategy
According to the feature of the tubular cracking reaction, the COT is an important parameter affecting yields of ethylene production, thus should be controlled. Since the cracking furnaces are the first step of the ethylene production process, the entire process is affected by disturbances that occur due to the furnace operation. 4 Therefore, the smoothing operation of the furnace should be guaranteed. This objective is achievable through the temperature balance control and the feed volume control.
A. COT control
The control objective is to regulate the average COT by manipulating the fuel gas flow. Therefore, furnace tube inner temperature profile can be maintained at a desired distribution along the tube reactor. The APC system block diagram is shown in Figure 2 , where feed-forward cascade control is adopted. Average COT relies on feed-forward channel to eliminate measurable disturbances such as total feed volume and furnace temperature. The controlled variable of the inner loop is the pressure of the fuel gas flow. The controlled variable of the outer loop is still the average COT. A temperature-advanced controller is used for the outer loop, and the inner loop is regulated by a traditional proportional–integral (PI) controller.
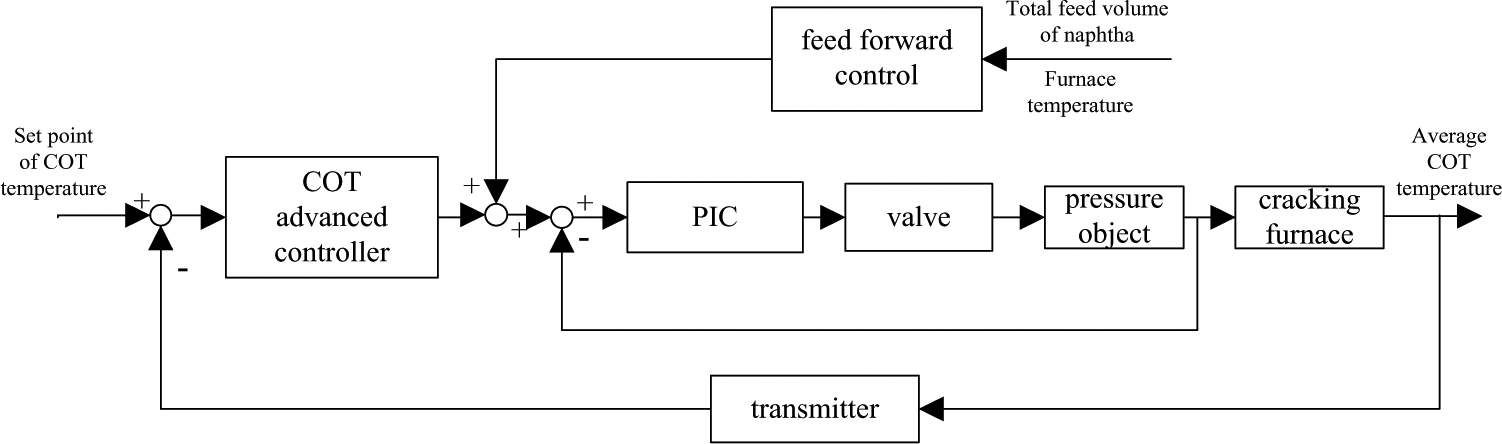
Average COT control block diagram
B. Total feed volume control
As described in section “Ethylene process and the cracking furnace,” the total feed volume should be kept constant in order to minimize the effect of the cracking furnace to the rest of the ethylene production process, that is, the downstream units. Also, the tube reactor is composed of eight sets of tubular pipes, and the temperature in each branch should be balanced while the total feed volume is adjusted. The temperature balance control among the eight pipes becomes a multiple-input and multiple-output (MIMO) control problem. Figure 3 provides a solution in which the set-points of eight inlet pipe flows serve as the manipulate variables, and eight outlet pipe temperatures are considered as the controlled variables, where TIi (i = 1, 2, …, 8) are eight thermocouples, and FCi (i = 1, 2, …, 8) are eight inlet flow PI controllers. The constraints of the eight inlet pipe flows such as the upper limits and lower limits of the adjustments (ΔFimin, ΔFimax, i = 1, 2, …, 8) are set in the temperature balance control. Also, the fluctuation of the total feed volume should be minimized. The outputs of the temperature balance control are the adjustments of eight inlet pipe flows (ΔFi, i = 1, 2, …, 8).
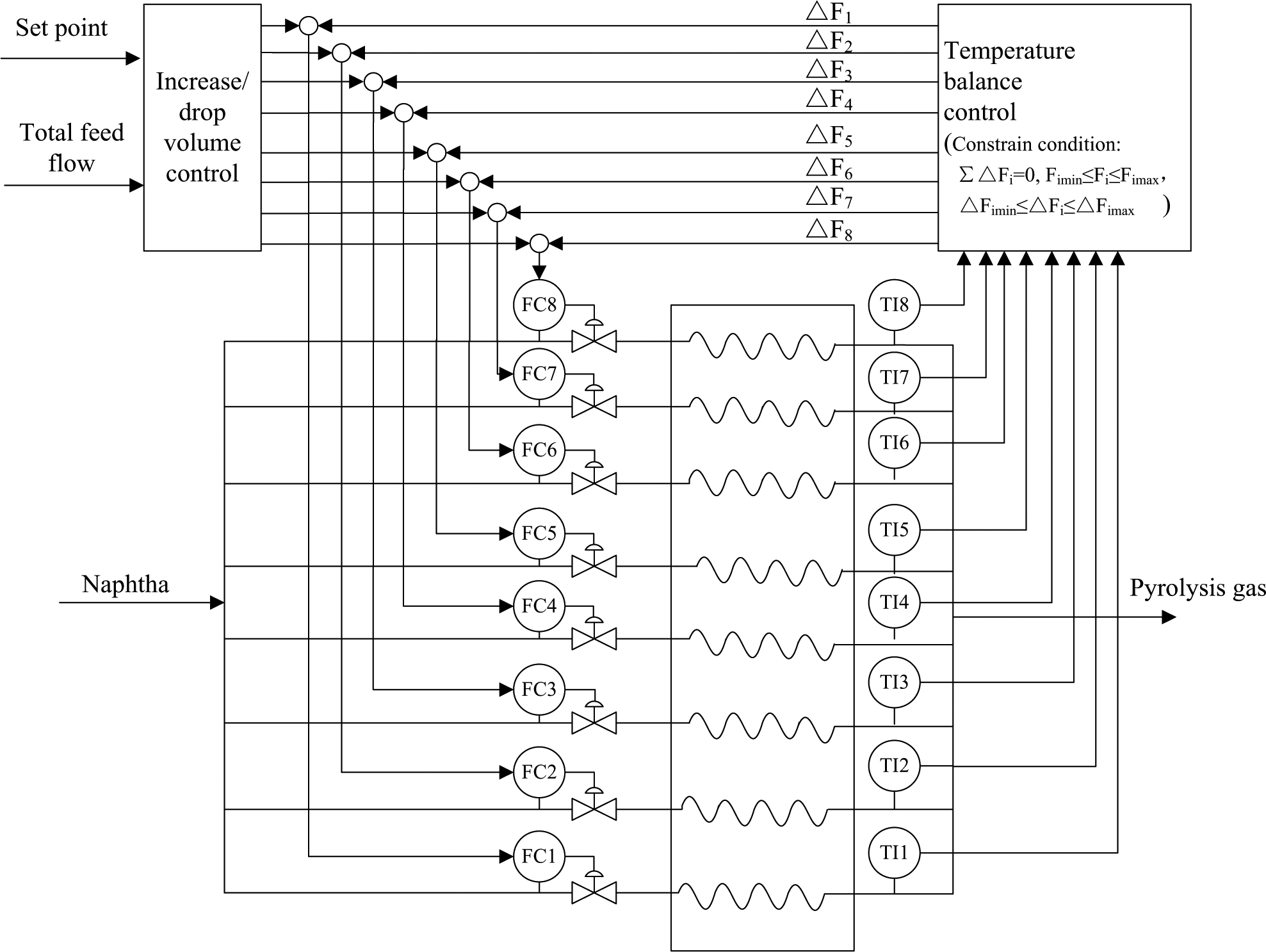
Total feed volume control and temperature balance control
An increase or drop volume control is placed in combination with the above temperature balance control as shown in Figure 3 . When the set-point of the desired total feed volume is required, the increase or drop volume control will re-distribute the volume among the eight inlet pipes by re-setting their set-points.
IV. System Implementation
The APC system is developed at the platform of ESP-/SYS-A software designed by Zhejiang Supcon and implemented in an industrial upper computer which sits over and is connected with a DeltaV Distributed Control System (DCS) in the form of OPC standard. All the conventional controllers such as the fuel gas pressure PI controller shown in Figure 2 and the eight inlet flow PI controllers FCi (i = 1, 2, …, 8) shown in Figure 3 are implemented in the DeltaV DCS. Ethylene cracking furnace’s actuators and different measurement instruments are connected through the cable to the DeltaV DCS with an OPC server, designed by Emerson. Figure 4 illustrates the system implementation structure in terms of hardware and software environments.
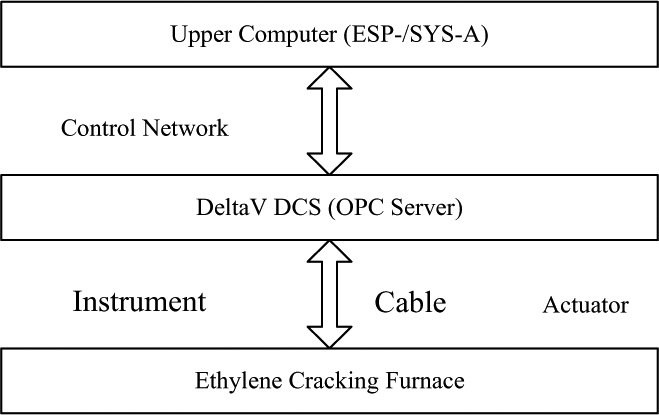
APC implementation
V. Application Results
The designed APC system has been operating since 2012 in five 470-kton/year SC-I ethylene cracking tubular furnaces in a Chinese petrochemical company in the northwest region. Before the APC system was in operation, every conventional controller for the ethylene cracking furnace had to be judged individually from experience of the operation. The following of the change in the operation was very slow, and the fluctuation of the COT and the total feed volume was large. After the APC is in operation, the operation of the system becomes easier and less intensive. The change of COT before and after the introduction of the COT control is shown in Figure 5 . It is evident that the disparity of the average COT is reduced. The fluctuation of the average COT has been decreased from ±5 to ±1 °C. When a large disturbance occurs, temperature’s fluctuation declines from ±10 to ±1 °C. So, it turns out to be the characteristics of strong antidisturbance capability. The fluctuation range of the total feed volume, caused by the branch pipe flow’s change, is controlled within 1%. The ethylene production rate is increased by 0.3%. Furthermore, due to the reduction of the fluctuation of COT, the coke deposition in the inner wall of the tubular reactors will be reduced and therefore reaching the aims of prolonging life of the cracking furnace and extending interval cycle of decoking.
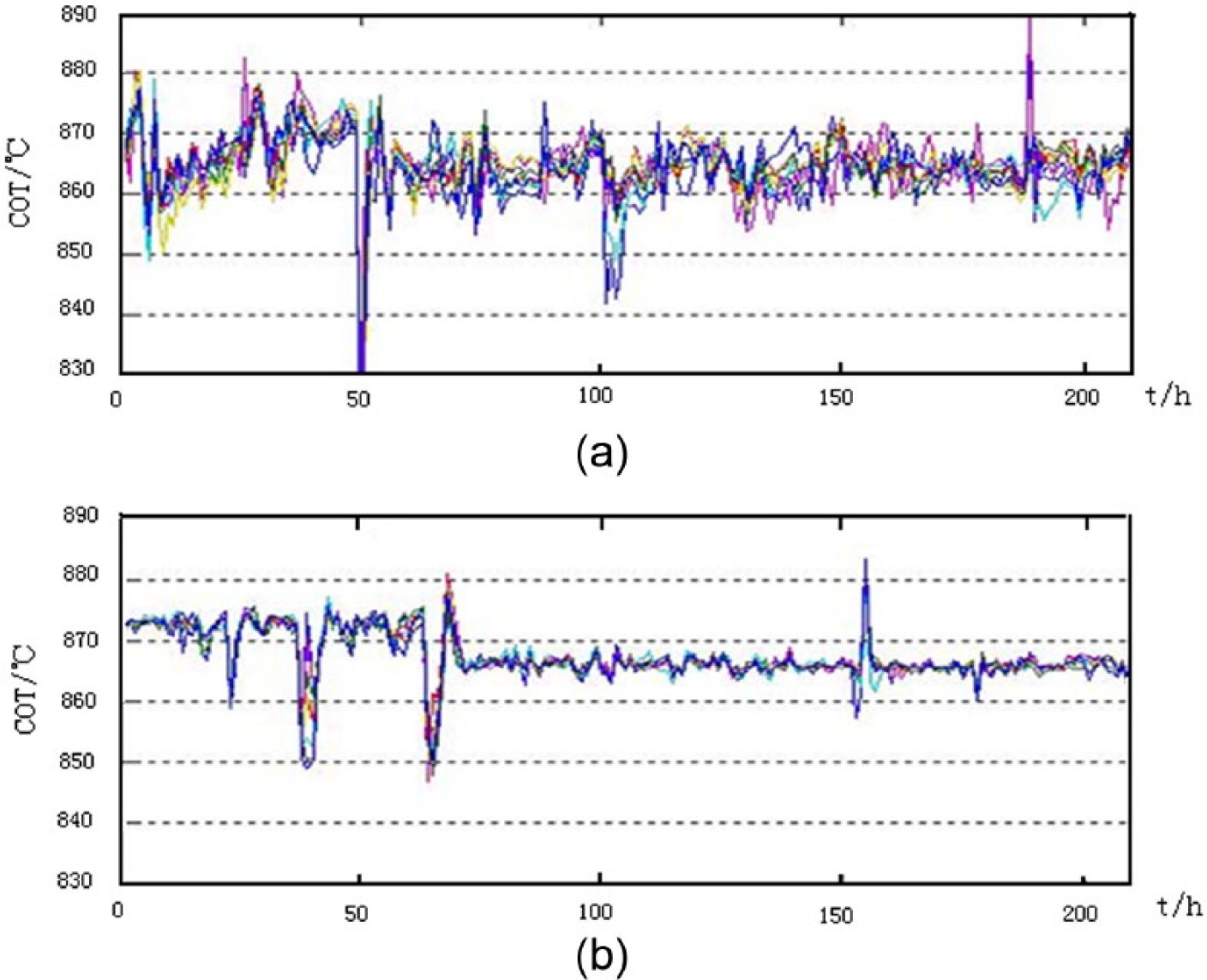
Comparison results before and after APC system commissioning: (a) APC off and (b) APC on
VI. Conclusion
This paper reports the design and application results of an APC system for ethylene cracking furnace. The APC consists of the COT control and the temperature balance control and total feed volume control. The APC system is implemented in an industrial upper computer sitting over the ordinary DCS. This type of the implementation has less distraction to the DCS. The connection of DCS and the upper computer is realized based on the OPC standard. The application results show that the designed APC system meets the requirement of the operation of the cracking furnaces, enhances the antidisturbance ability of the plant, shortens the dynamic response time, and improves the stability of the production process by reducing the fluctuation of the COT. We have to consider the optimal temperature profile along the tubular reactor in the near future to further improve the production efficiency.
Footnotes
Funding
This research was supported by the project of National Natural Science Foundation of China (61203021) and National Natural Science Foundation of Liaoning Province (2013020024).