
Abstract
This article reports an industrial application of advanced control in a delayed coking furnace unit. The advanced control is required because of the semi-batch and semi-continuous nature of the unit. The traditional proportional–integral–derivative control has been proven not sufficient and capable for this particular petro-chemical process. The advanced control is formed by integrating a predictive functional controller with a traditional proportional–integral–derivative controller in cascade architecture with a feed-forward compensator designated for disturbance rejection. The advanced control system is implemented in a Yokogawa CS3000 integrated production control system. The application results indicate that the advanced control can significantly improve the performance of the delayed coking furnace unit in terms of the outlet temperature of furnace and oxygen concentration of the chimney.
I. Introduction
Delayed coking unit is a petro-chemical plant which processes residual oil in oil refinery industries. Delayed coking furnace sits at the front in the delayed coking unit. The stable operation of the furnace is crucial to the downstream units including coke chamber, fractionating tower and stripping tower. The flow diagram of the delayed coking unit is shown in Figure 1 . Unfortunately, due to the semi-batch and semi-continuous nature of the coke chamber, it is extremely difficult to maintain the stable operation of the furnace in the delayed coking unit.1,2
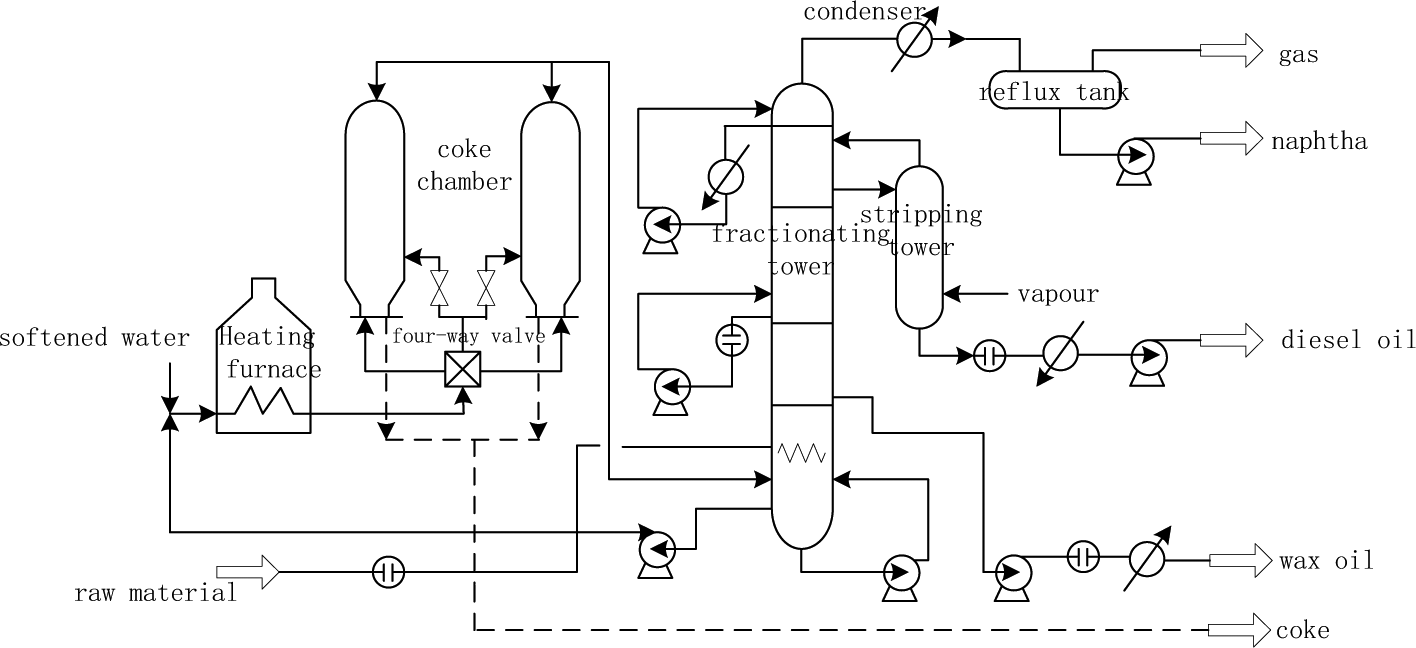
Flow diagram of the delayed coking unit
The so-called semi-continuous pattern refers that it is a continuous process in terms of the feed fed into the unit; the semi-batch pattern refers to the batch process of two coke chambers which are every 24 h switched to each other and only one of them is in work at any time. During a production cycle, the offline one needs to complete the cooling, coke removing and preheating process before the new cycle starts. Due to the frequent preheating and switching of the coke chambers, the condition of the feed into the furnace has never been stable, which causes the difficulty in the operation of the furnace. Traditional proportional–integral–derivative (PID) control has been proven not sufficient and capable for this particular petro-chemical process. 3 An advanced control strategy is required in order to meet the requirements of the stable and energy-saving operations for the delayed coking unit.
This paper presents the application results of an advanced control system tailored for the delayed coking furnace. The advanced control system is formed by integrating a predictive functional controller (PFC) with a traditional PID controller in cascade architecture with a feed-forward compensator designated for disturbance rejection. The advanced control system is implemented in a Yokogawa CS3000 distributed control system (DCS). The application results indicate that the advanced control can significantly improve the performance of the delayed coking furnace unit in terms of the outlet temperature of furnace and oxygen concentration of the chimney.
II. Process Descriptions
As shown in Figure 1 , the main task of the delayed coking furnace is to heat rapidly the residual oil of raw material and the circulating oil of fractionating tower. The fuel is the high-pressure gas which is divided into two branches to enter the furnace. The flow of residual oil is also separated into two branches from both the south and north sides (TR8152, TR8153) and sent into the convection room of the furnace to be heated to around 330 °C before joining together and feeding back to the fractionating tower (T102) for heat exchange with gas oil from the coke chambers (T101). After heat exchange, the light parts of feedstock evaporate into stripping sections, and then they are separated into various productions, such as rich gas, gasoline, diesel and wax oil. However, the heavy parts of feedstock are divided into two branches (TRC8103, TRC8105) by pumps (P102/3) and sent back to the radiation room of the furnace (F101/3) to be heated to around 495 °C. Finally, the two branches join together and are fed to the coke chambers, where the main cracking and condensation reactions occur. The reactions produce petroleum coke. The PID diagram of the delayed coking furnace is shown in Figure 2 .
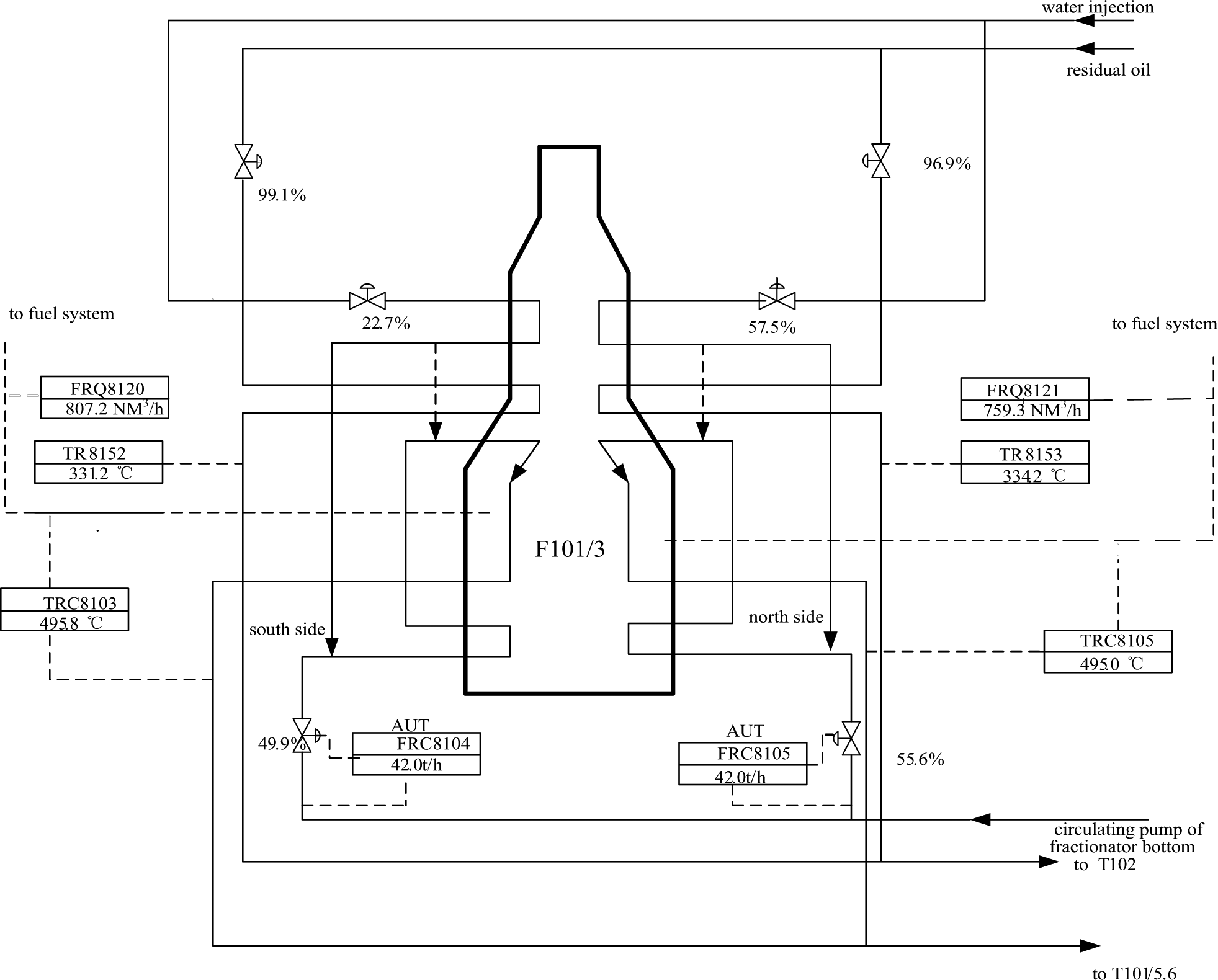
PID diagram of the delayed coking furnace
III. Advanced Control for the Delayed Coking Furnace
Due to the semi-continuous and semi-batch process of the delayed coking unit, the conventional control, a PID controller, has been proven not sufficient and capable enough. An advanced control system (T_APC) for the delayed coking furnace has been designed, in which the furnace outlet temperature and oxygen concentration of flue gas in the chimney are two chosen controlled variables.
PFC was first proposed by Richalet et al. 4 with less computation and strong robustness. It has not been widely accepted until recent years. PFC was designed to control the large delay process and is chosen for the control of the delayed coking furnace. The detail of the PFC control algorithm is ignored here and can be found from Richalet et al. 4 and Zhang et al. 5
A cascade architecture is adopted for the advanced control of the delayed coking furnace for both controlled variables, as shown in Figure 3 . For the outlet temperature, as shown in Figure 3(a) , the inner loop is a conventional PID control and the outer loop is a PFC control (T_APC). A feed-forward compensator (GTff) is added to overcome the known disturbance. The delayed coking furnace has two operational independent heating sides: the south side and the north side. Two identical sets of the T_APC are designed and installed for these two heating sides. As shown in Figure 3(a) , the generic process consists of a PID controller, a gas flow valve and the delayed coking furnace with a transfer function as GTP. GTd is the transfer function of the disturbance channel. The feed-forward compensator GTff is obtained as −GTd/GTP.
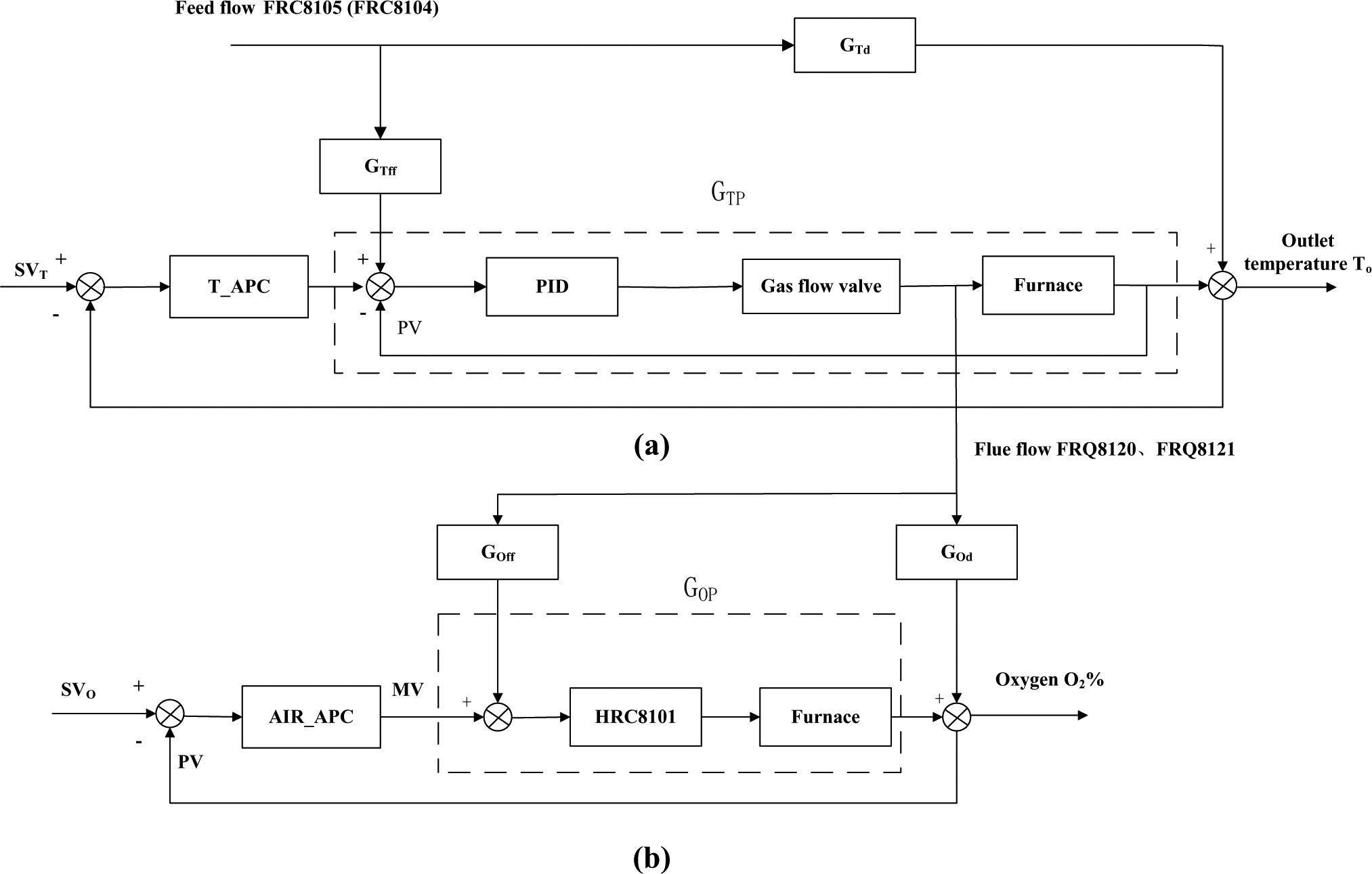
Advanced control structure of the delayed coking furnace: (a) advanced control loop of outlet temperature and (b) advanced control loop of oxygen concentration
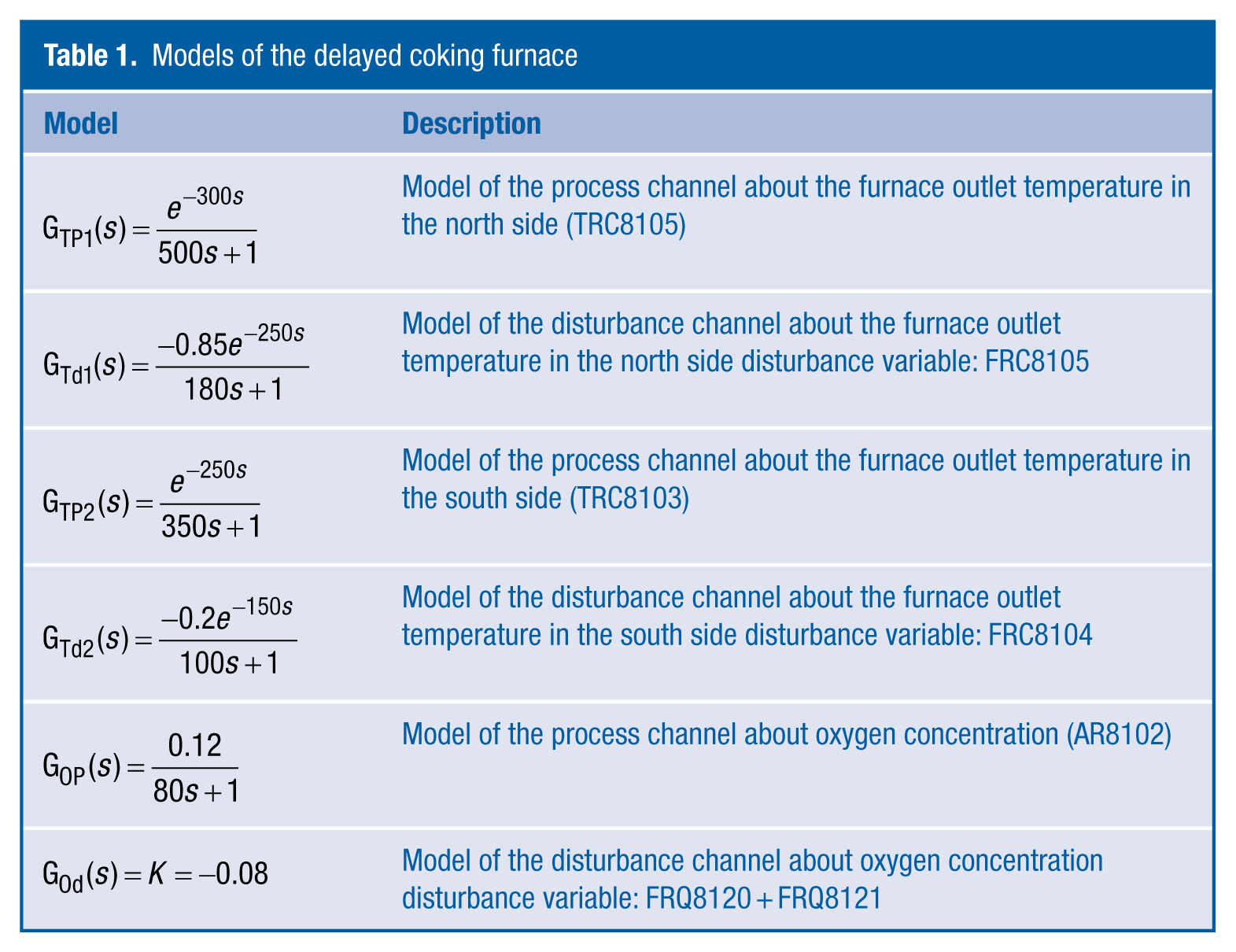
For the oxygen concentration (AR8102) of flue gas, only one set of the advanced control is required. Similar to T_APC, a PFC control (AIR_APC) is designed for a closed-loop control, and the existing manual control (HRC8101) is kept as it was. The generic process includes the manual control device and the delayed coking furnace with the total transfer function as GOP. The disturbance channel is represented as GOd. The feed-forward compensator GOff is obtained as −GOd/GOP to compensate the known disturbance, that is, the changes of fuel flow (FRQ8120, FRQ8121). Rich on-site testing and offline identification have produced the transfer functions of the delayed coking furnace as shown in Table 1 .
Models of the delayed coking furnace
IV. Advanced Control Implementation
The advanced control system for both the outlet temperature and the oxygen concentration in the delayed coking furnace is implemented in the field control station (FCS) of Yokogawa CENTTUM CS3000 Integrated Production Control System. Field control unit (FCU) is the unit that executes control and computation for the FCS. FCU consists of conventional control function module, sequence control function module and various calculation modules. A certain control scheme can be achieved by configuring these modules with various logic connections. As a sample of a control drawing window, Figure 4 shows the implementation of the advanced control for the outlet temperature (TRC8103) in the south side of the delayed coking furnace, where CALCU is a general-purpose calculation block with string I/O, EXP is an exponential block, LAG is a first-order lag block, LDLAG is a lead/lag block, DLAY is a dead-time block, “.PV” is a measurement, “.CPV” is a calculated result and “.set” is a given value.
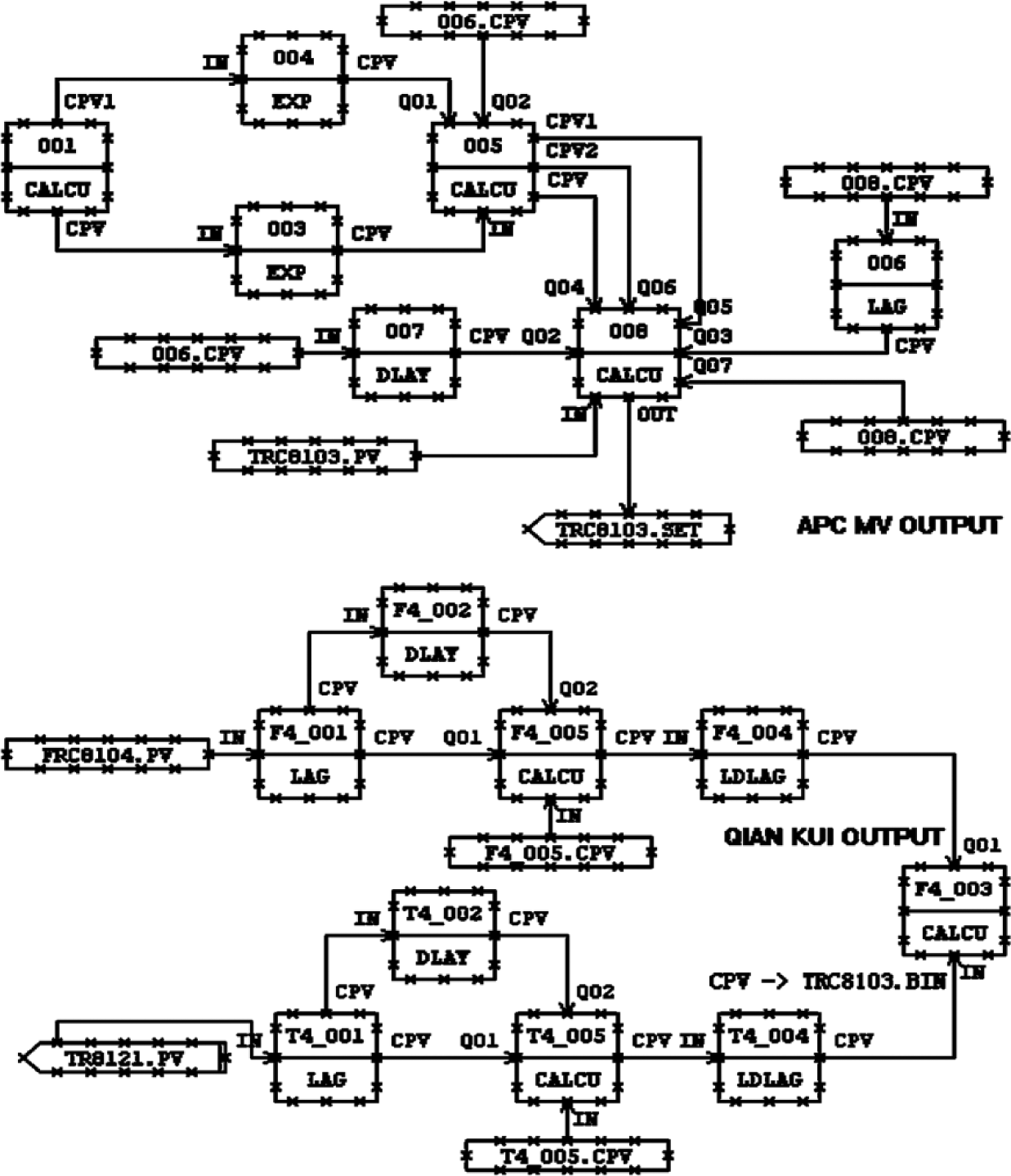
CS3000 FCS configuration of advanced controller for TRC8103
The following issues have been considered in the implementation:
Smoothly switching between various control modes
The outlet temperature control can be in either the advanced control mode (T_APC) or the original PID control mode. The output of T_APC is the set-point of the inner PID controller when the mode of the PID controller is switched from “AUTO” to “CAS.”
The oxygen concentration control can be in either the advanced control mode (AIR_APC) or the original manual control (HRC8101). The advanced control mode is on when the manual controller is switched from “MAN” to “CAS” mode.
Control ranges
Both the output and the change of the output of the outlet temperature controller T_APC are constrained within a pre-defined range with the lower and upper limits. The detail is shown in equations (1) and (2), where u(k) is the output of T_APC and (umin, umax) and (νmin, νmax) are the ranges of the output and the change of the output, respectively


Stable control of oxygen concentration
In order to avoid frequently tuning the blower throttle, the oxygen concentration is adjusted only when it shifts from the desired values beyond the accepted range (wmin, wmax). The detail is shown in equation (3)
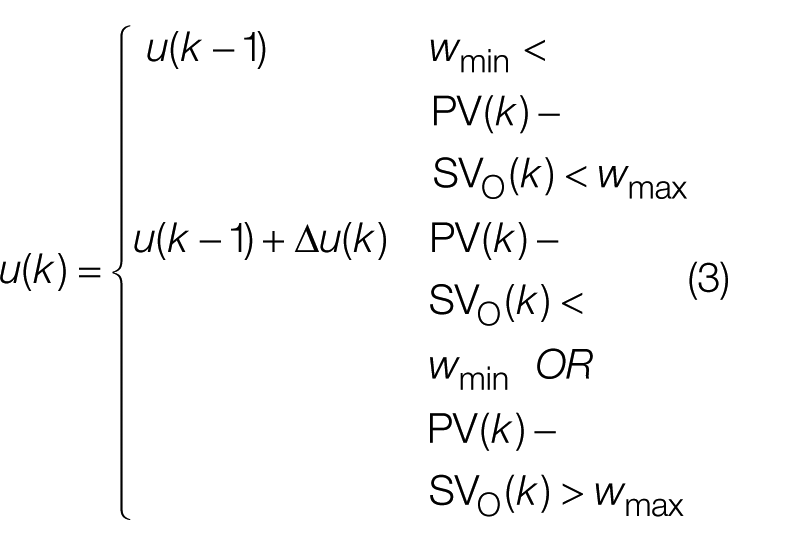
where PV(k) is the measured value of oxygen concentration at time k, SVO(k) is the desired value of oxygen concentration at time k and wmin and wmax are the lower and upper limits of oxygen concentration, respectively.
V. Application Results
The advanced control for both outlet temperature and the oxygen concentration of the delayed coking furnace has been in use in a Petro-chemical plant in China since 2012. The comparison results of the outlet temperature and the oxygen concentration for the delayed coking furnace under the conventional control and the advanced control are shown in Figures 5 – 7 . The statistic results have been summarized in Tables 2 – 4 .
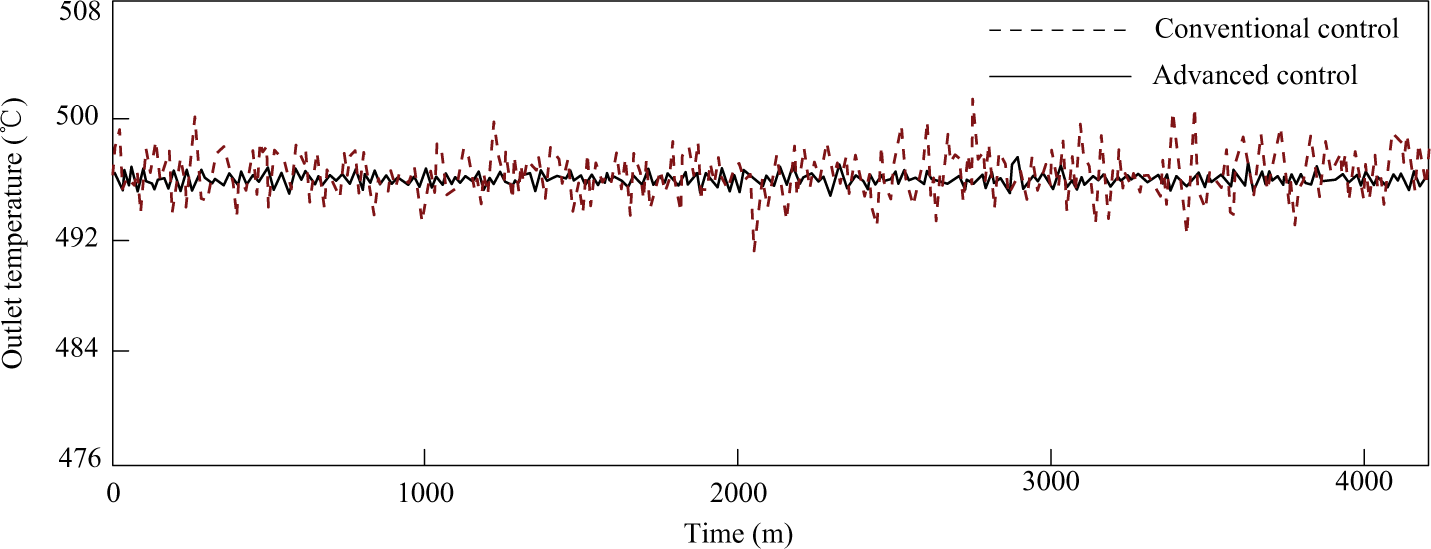
Comparison of furnace outlet temperatures (TRC8103)
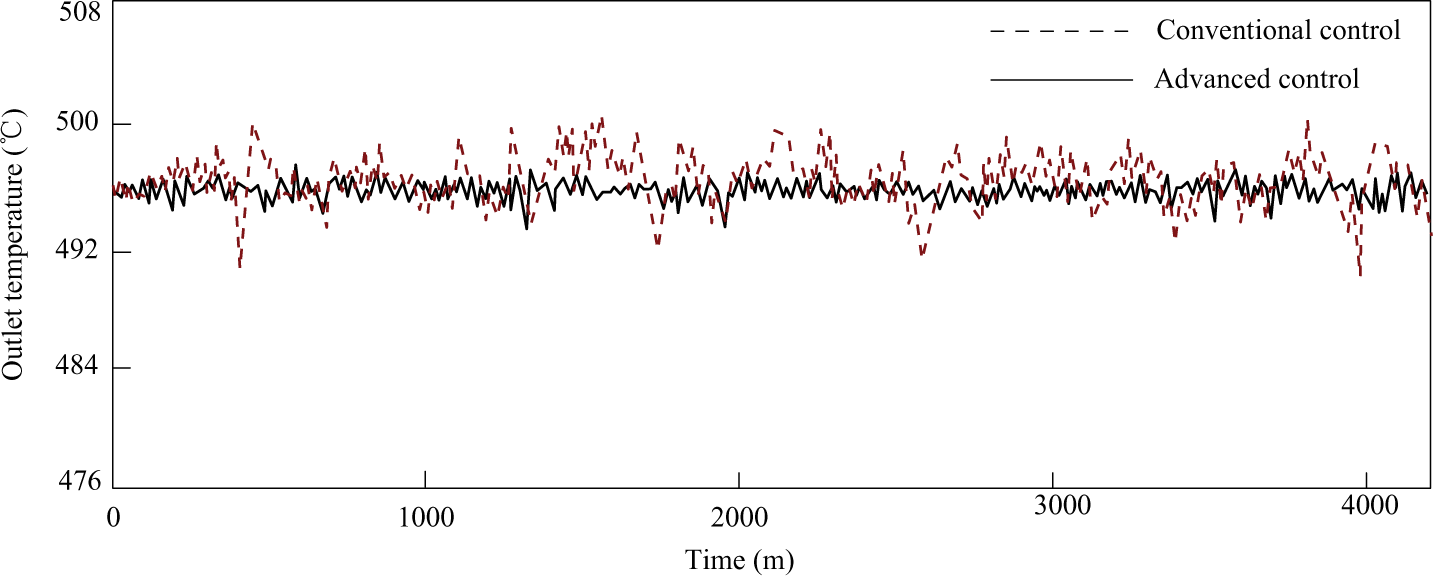
Comparison of furnace outlet temperature (TRC8105)
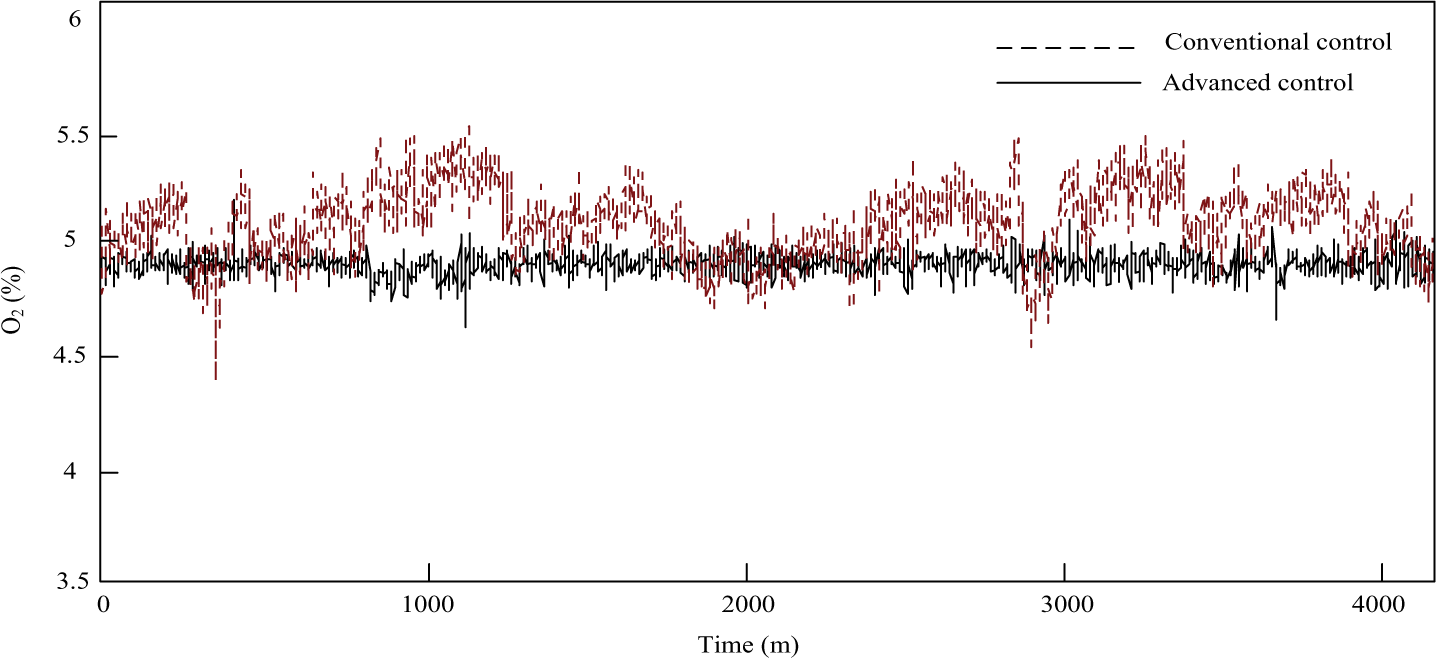
Comparison of oxygen concentration (AR8102)
Statistic comparison of furnace outlet temperature (TRC8103)

Statistic comparison of furnace outlet temperature (TRC8105)

Statistic comparison of the oxygen concentration (AR8102)

The above comparison between conventional control and advanced control for delayed coking furnace clearly shows the higher performance of the advanced control over the conventional control. Actually, the variations in the outlet temperatures in both the south side and north side decrease by 21.2% and 28.7%, respectively; the standard deviation of the oxygen concentration decreases by 40.27%.
VI. Conclusion
The conventional control is difficult to overcome the disturbance introduced in the operation and cannot meet the quality control requirement due to the nature of semi-batch and semi-continuous operation mode in the delayed coking unit. This article presents a successful story of applying a predictive functional control and feed-forward control in the delayed coking furnace and achieving satisfied performance. There is no extra hardware required in the implementation, and the plant model is obtained via on-site testing. Therefore, the work can be deployed in other similar plants. Several implementation issues have also been considered which can be treated as a generic suggestion in the advanced control application. Over 2 years, use of the control system must encourage the concept of the advanced control widely being accepted by difficult petro-chemical plants such as delayed coking units.
Footnotes
Funding
This work was supported by the National Science Foundation of China (61203021) and the Scientific and Technological Project of Liaoning Province (2011216011).