
Abstract
Gas fractionation unit is one of the main processes in refinery industries and consumes a significant portion of energy. Optimal operation of gas fractionation unit could reduce energy consumption and therefore minimize the production cost. This paper reports a real application of multi-objective optimization in a gas fractionation unit, in which energy consumption is minimized and product yield is maximized. The optimization algorithm is based on the non-dominate sorting genetic algorithm and the sequential unconstrained minimization technique. The optimization results show that the yield of product is increased and the energy consumption is reduced in the gas fractionation unit.
I. Introduction
Distillation is widely used in industrial separation process with the largest energy consumption. The main energy consumption of distillation columns is the low pressure steam at the bottom of a column and the cooling water or cold air in the condenser at the top of a column. Optimal operation of gas fractionation columns (units) could reduce energy consumption and therefore minimize the production cost.
In recent years, many scholars have studied in the energy saving optimization of distillation process, 1 which mostly includes catalytic reforming process,2,3 delayed cooking unit, 4 atmospheric and vacuum distillation unit, 5 and ethylene production. 6 To some extent, they have solved the problem of high energy consumption of the rectifying tower, but these optimization researches have been mostly based on the simulation analysis. These methods cannot give multiple sets of optimization results of corresponding operation parameters and also do not consider multi-objectives in the optimization of production unit. This paper reports a real application of multi-objective optimization in a gas fractionation unit, in which energy consumption is minimized and product yield is maximized. The optimization algorithm is based on the non-dominate sorting genetic algorithm (NSGA-II) and the sequential unconstrained minimization technique (SUMT). The optimal linear regression model of the gas fractionation unit is identified based on the data collected from the real plant. The optimization results show that the yield of product is increased and the energy consumption is reduced in the gas fractionation unit. The rest of the paper is organized as follows. Section II describes the gas fractionation unit in order to understand the challenges in the modeling and operation of the process. Section III presents the multi-objective optimization model of the unit and the optimization algorithm. The optimization results are given in Section IV. Section V concludes the paper.
II. Process Description
Gas fractionation unit is used for separating a mixture of light hydrocarbons into individual or technically pure substances in petrochemical and chemical plants. Hydrocarbons mixtures are separated in the distillation columns (towers). A gas fractionation unit of petrochemical processes usually has three distillation columns which include depropanizer, deethanizer, and propylene tower. Figure 1 shows the schematic diagram of a gas fractionation unit. The pre-heating mixture of light hydrocarbons is fed into the depropanizer column. From the top of the column depropanizer, vapors condense in the condenser. Part of depropanizer is returned to the top of the column as reflux, and the excess is withdrawn and fed into the deethanizer column for further separation. Deethanizer and propylene columns work in a similar way to conduct further separation of the outlet mixtures from depropanizer.
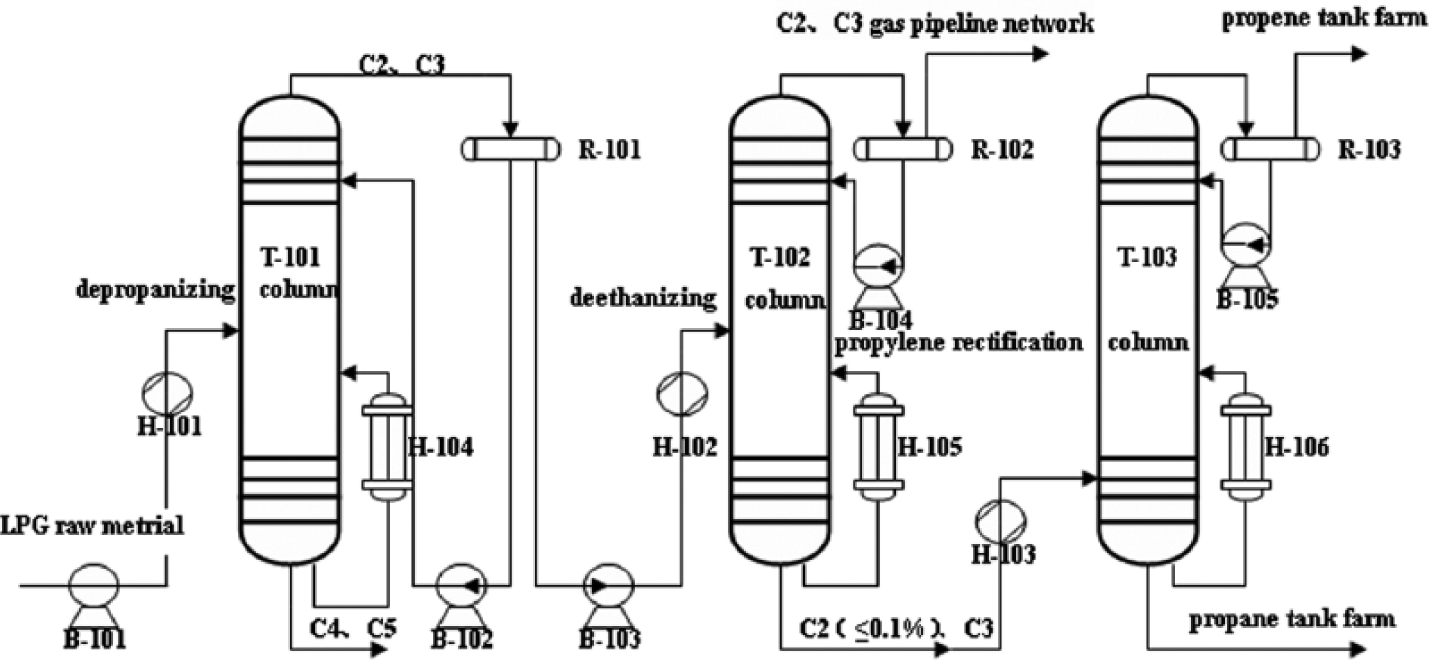
Process flow diagram of gas fractionation unit
III. Multi-Objective Optimization of Gas Fractionation Unit
A. Optimization model
By introducing a step-change in the reflux rate and feed temperature of depropanizer and propylene columns, and the operating pressure and feed temperature of deethanizer, the dynamic operating data of three columns are obtained. Then the least square method and multiple linear regression method are applied to identify the parameters of the following three multi-objective optimization models:
The multi-objective optimization model of depropanizer
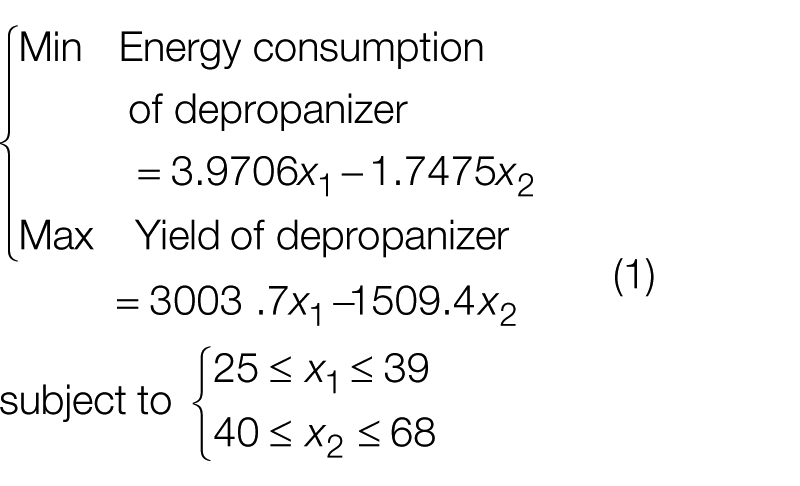
where x1 and x2 represent the reflux rate (t/h) and feed temperature (°C) of depropanizer. The multi-objective optimization model of deethanizer
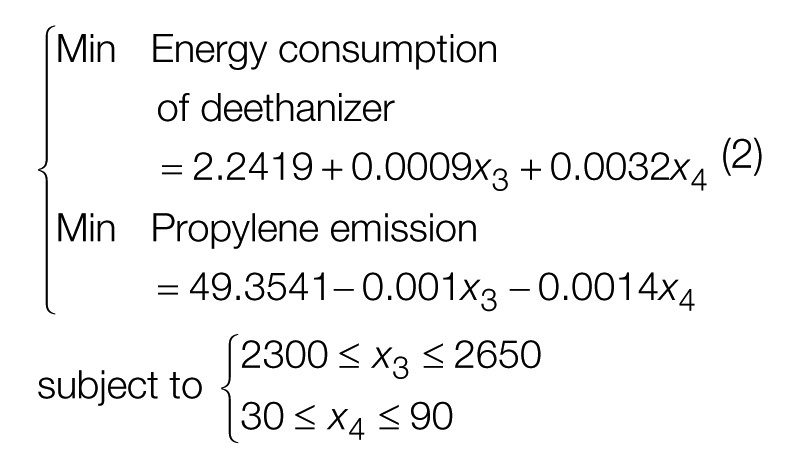
where x3 and x4 represent the operating pressure (kPa) and material feed temperature (°C) of deethanizer.
The multi-objective optimization model of propylene column
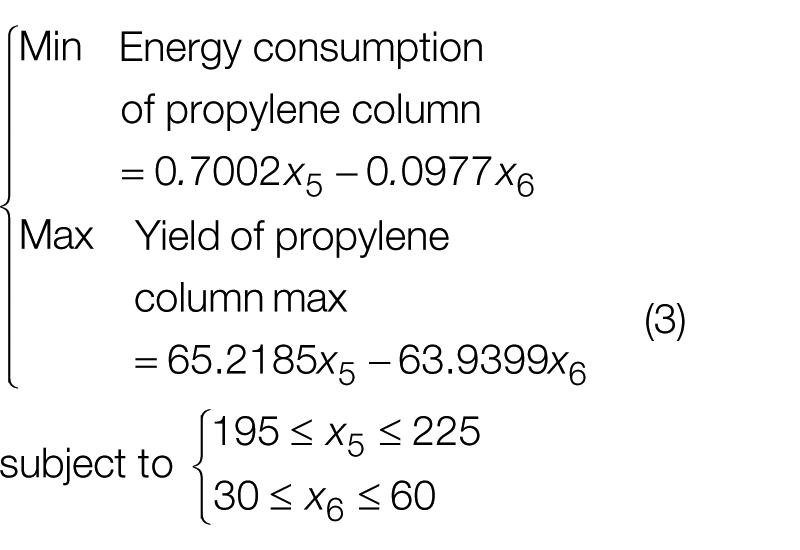
where x5 and x6 represent the reflux rate (t/h) and material feed temperature (°C) of propylene column.
B. Optimization algorithm
The NSGA-II and SUMT are used to solve the above multi-objective optimization model and therefore Pareto optimal solution sets are obtained. The optimization algorithm consists of the following three parts.
1. Algorithm parameter initialization.
Set the initial population number of NSGA-II P, the largest evolution generation n, crossover probability m1, variation probability m2, the penalty factor of penalty function algorithm r0, the increasing coefficient of penalty factor c, and the convergence accuracy ε. In the following section, the initial population number of NSGA-II is 200 (P). The largest evolution generation is 1000 (n), crossover probability is 0.6 (m1), and variation probability is 0.05 (m2). The penalty factor of SUMT algorithm is 1 (r0), the increasing coefficient of penalty factor is 1.5 (c), and the convergence accuracy is 10−6 (ε).
2. Transformation of optimization objective.
The optimal variables xi, i = 1, 2, 3, 4, 5, 6, shown in Equations (1) to (3) are constrained within a range. In order to apply SUMT, these constraints have to be embedded in their corresponding objectives, that is, the constrained multi-objective models should be transformed into an unconstrained multi-objective problem.
Build the SUMT function as below
In Equation (4), f(X) is the corresponding objective shown in Equations (1) to (3), gu(X) is the penalty term, rk is the penalty factor, and n is the number of the constrains associated with the objective (there n = 2). The maximum objective function should be converted into a minimum objective by taking its negative value.
3. Applying NSGA-II to solve the SUMT optimization problem.
The SUMT optimization problem shown in Equation (4) is solved by applying NSGA-II which is a typical genetic algorithm with non-dominated sort to arrange the produced population, that is, potential optimal value sets. The algorithm detail is ignored here and can be found in Deb et al. 7
The algorithm termination condition is defined as
where k is the iteration index and ε is the pre-defined convergence accuracy.
IV. Optimization Results
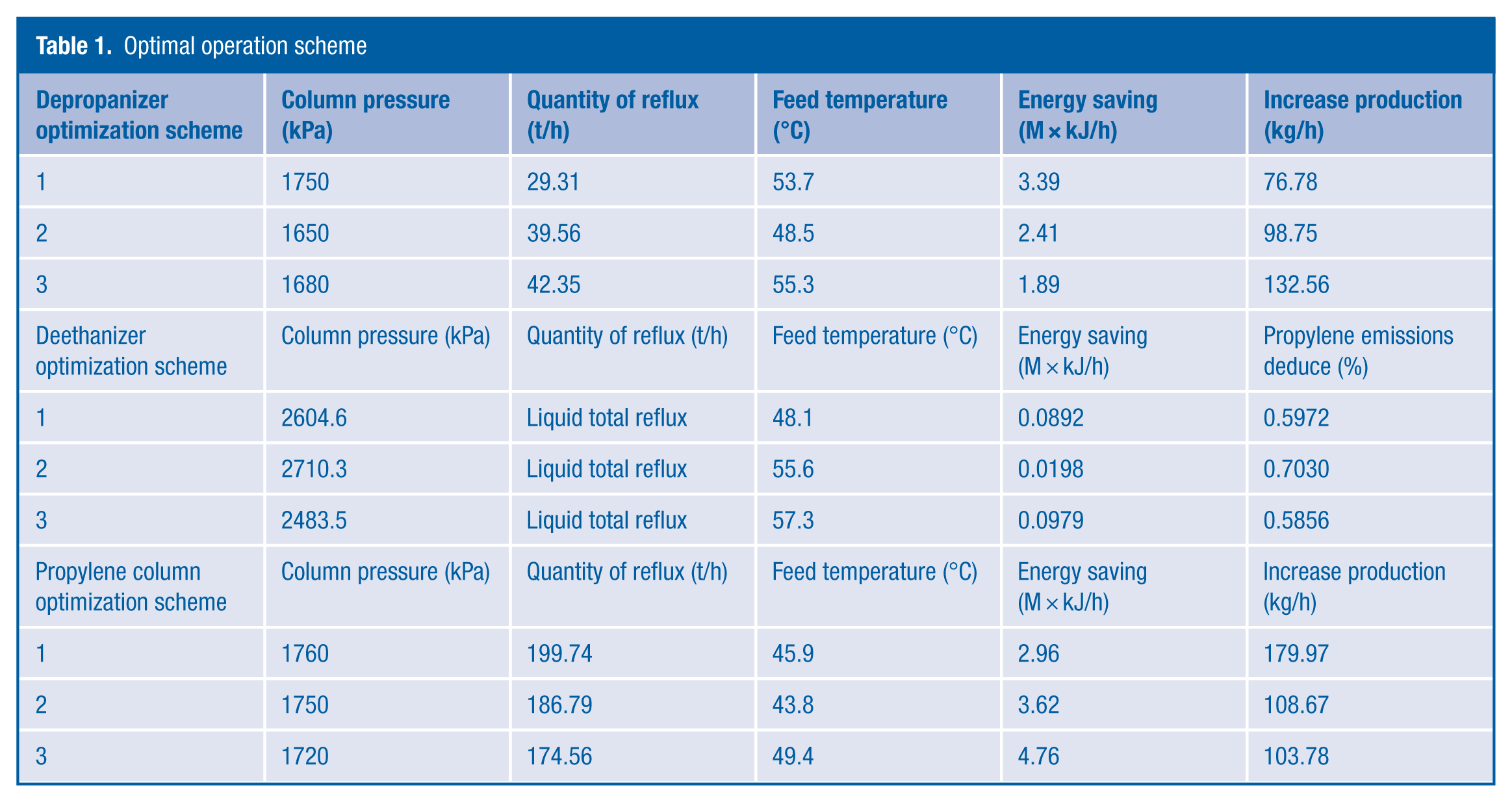
The solutions of three multi-objective optimization models are 50 Pareto optimal sets of every group, which are shown in Figure 2 . Figure 2(a) and (c) show that the production of depropanizer and propylene column has a positive relationship with basic energy consumption of columns, that is, when the product yield is increased, the unit energy consumption is also increased correspondingly. But under a similar amount of energy consumption, slightly adjusting the corresponding operating parameters can maximize the product yield. Figure 2(b) shows that the propylene emission content of deethanizer is decreased by increasing the energy consumption of deethanizer. Similarly, under similar energy consumption, adjusting the operating conditions of propylene can minimize the emissions of propylene and increase the propylene yield. In Figure 2 , the star represents the current situation of the product yield which is below the optimal product yield and energy consumption which is much higher than the optimal one. Table 1 shows three typical sets of the optimal operation schemes for depropanizer, deethanizer, and propylene columns, respectively. The last two columns in Table 1 show the energy saving and production increase each scheme can achieve.
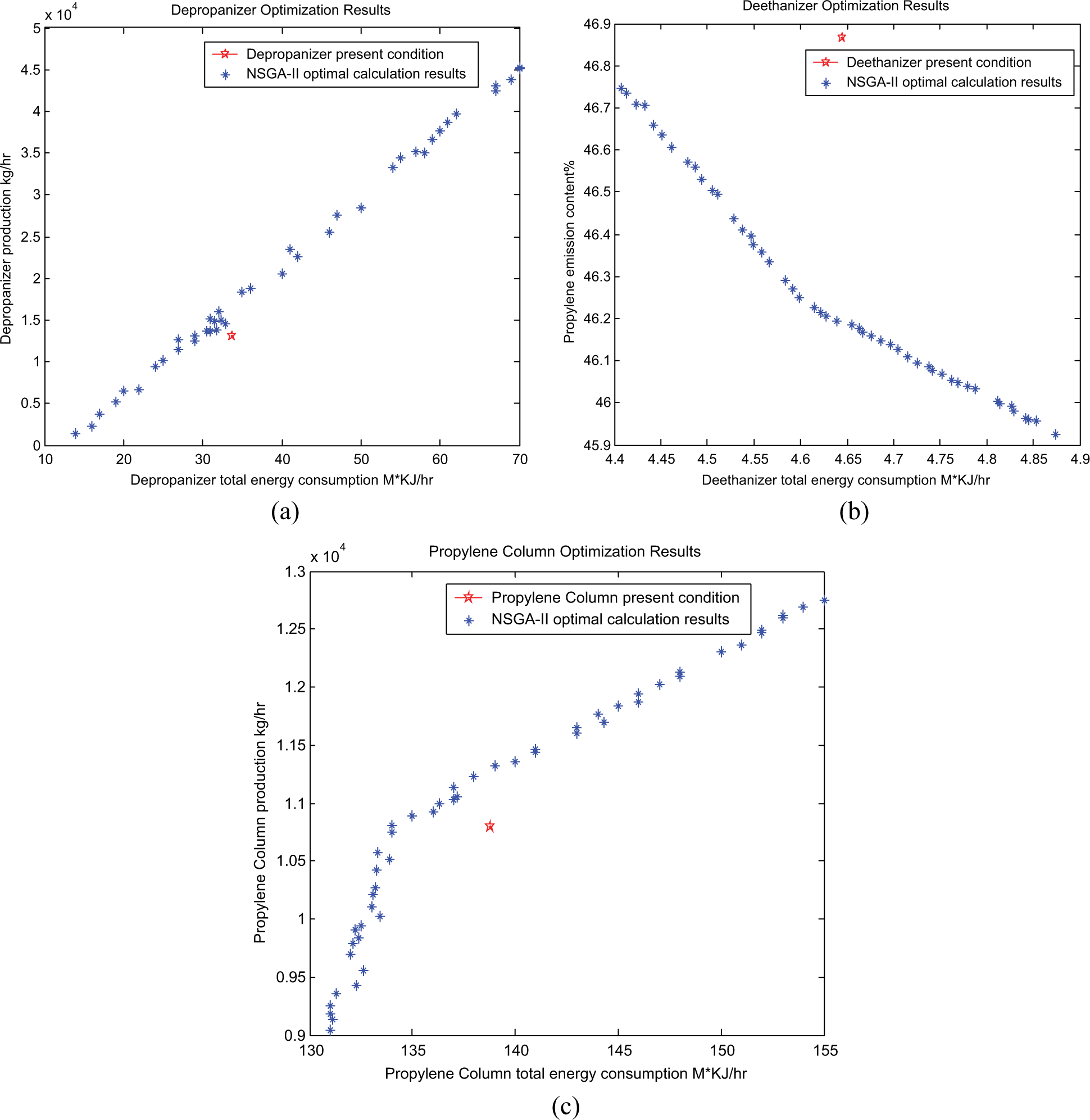
Pareto optimal solution sets of gas fractionation unit
Optimal operation scheme
V. Conclusion
This study has realized the multi-objective optimization of gas fractionation unit in petrochemical industries. By analyzing real process operation data, a multiple linear regression model of gas fractionation unit is identified, and the multi-objective optimization model is established. The multi-objective optimization problems are solved by using the evolutionary NSGA-II algorithm. The results show that the yield of product is increased and the energy consumption is reduced in the gas fractionation unit by choosing a set of recommended optimal operation schemes. These results have been adopted by a petrochemical company in China.
Footnotes
Funding
This work was supported by National Natural Science Foundation of China (grant number 61203021) and Liaoning Scientific and Technological Project of China (grant number 2011216011).