
Abstract
Many polymerisation processes can be accurately controlled by the regulation of chain growth through rheological measurement of average molecular weight. This article looks at the new developments in rheological analysers that can reintroduce closed-loop control into a variety of polyethylene and polypropylene manufacturing processes. Through the study of the exact flow patterns in Melt Flow Index test, computer fluid dynamics has enabled this industry standard test method to be faithfully replicated in the some of the more advanced instruments. These instruments can now be classed as analysers and serve the intended purpose of better control of the polymerisation processes. The whole of the polymer industry can benefit from this combined system of measurement and control technology. Closed-loop control of the primary polymer manufacture can ensure that the product is made to close tolerances instead of the present permitted ±10% passband. The manufacturer can benefit from improved plant efficiency by making the desired product as well as being able to guarantee a highly consistent product. The downstream processor can benefit from reduced material usage and elimination of process set-up wastage. A large variety of recyclers and the raw material manufacturers can benefit from the new technology by introducing reaction grades of polymer into the existing processes or by improving the measurement and control of those processes that are already producing reaction grades.
I. Chain Formation Control in Some Ethylene and Propylene Polymerisations
The control chemistry for ethylene and propylene polymerisation processes as well as for many other types of polymers follows two general systems:
The control of continuous free radical polymerisation is achieved by regulating the introduction of a free radical agent (FRA) such as organic peroxide, to a reactor, and so polymer chain length formation.
The control of continuous catalytic polymerisation is achieved by regulating the introduction of a chain transfer agent (CTA) to a reactor and so polymer chain length formation. The CTA is usually in gaseous form and is not combined.
In both cases, the polymerisation process is controlled by cascaded loops.
The well-known low-density polyethylene (LDPE) process has been chosen as it gives the clearest example of the workings of free radical, chain transfer and copolymer reactions. This complexity can best be described by first considering the free radical reaction and then adding the other two types of reaction at a later stage. Figure 1 shows a typical LDPE process in a simplified FRA form. There are two inner loops that are in cascade control with an outer loop. The primary inner loop concerns the temperature control of the flow rate of the FRA peroxide initiator, commonly known as the catalyst. The other inner loop concerns the maintenance of reactor pressure. In this particular reactor configuration, the pressure is controlled by an extrusion valve at the base of the autoclave. Once set in motion, the two inner loops will stay in tight control. Any small changes, such as gas composition, will cause a change in chain length. This can be corrected by the outer loop, which acts as a multi-variable controller on the two parameters of pressure and temperature. An increase in pressure, or a reduction in temperature, will cause an increase in chain length. In LDPE, this will be routinely made by a Melt Flow Index (MFI) test on the finished product. Figure 1 also shows an At-Line Melt Indexer providing the prime measured variable in a computer-controlled closed-loop system. This scheme dates back to ca. 1975.
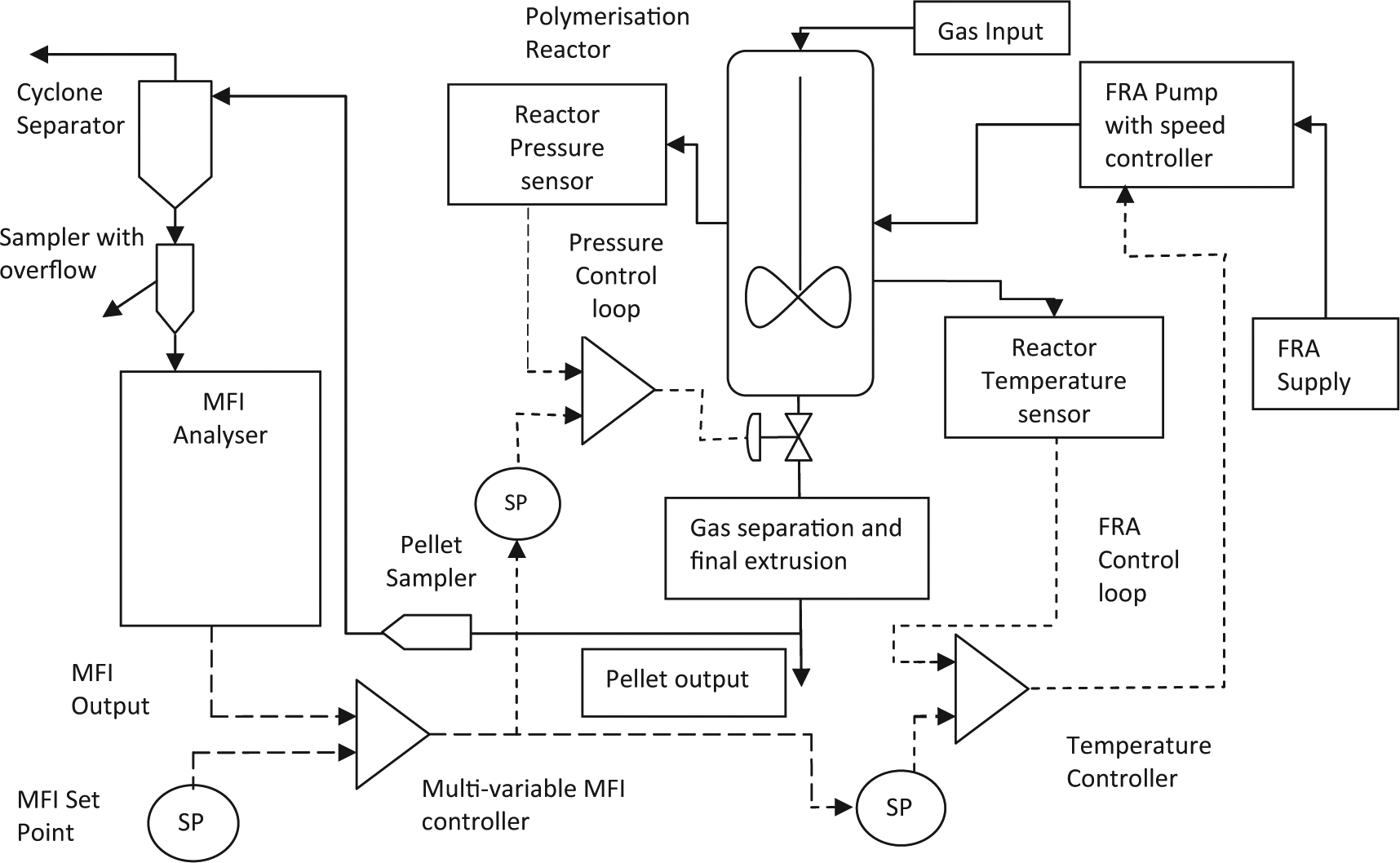
Schematic for MFI/FRA-controlled LDPE polymerisation
The basic LDPE reaction is often augmented by the introduction of a CTA, such as propane of butane, which is commonly termed a modifier. Figure 2 shows the additional components in the typical LDPE process. It is necessary to obtain a representative sample of the gas entering the reaction chamber. The inner loop is controlled from the modifier gas concentration that is bled from the high-pressure feed to the reactor. An increase in modifier concentration will cause a decrease in chain length. The outer loop becomes more complex, but it will still be controllable from the same MFI value as in the basic system. In order to maintain continuous control of a certain chain length, the temperature, pressure and CTA set points must be moved together in the correct proportions.
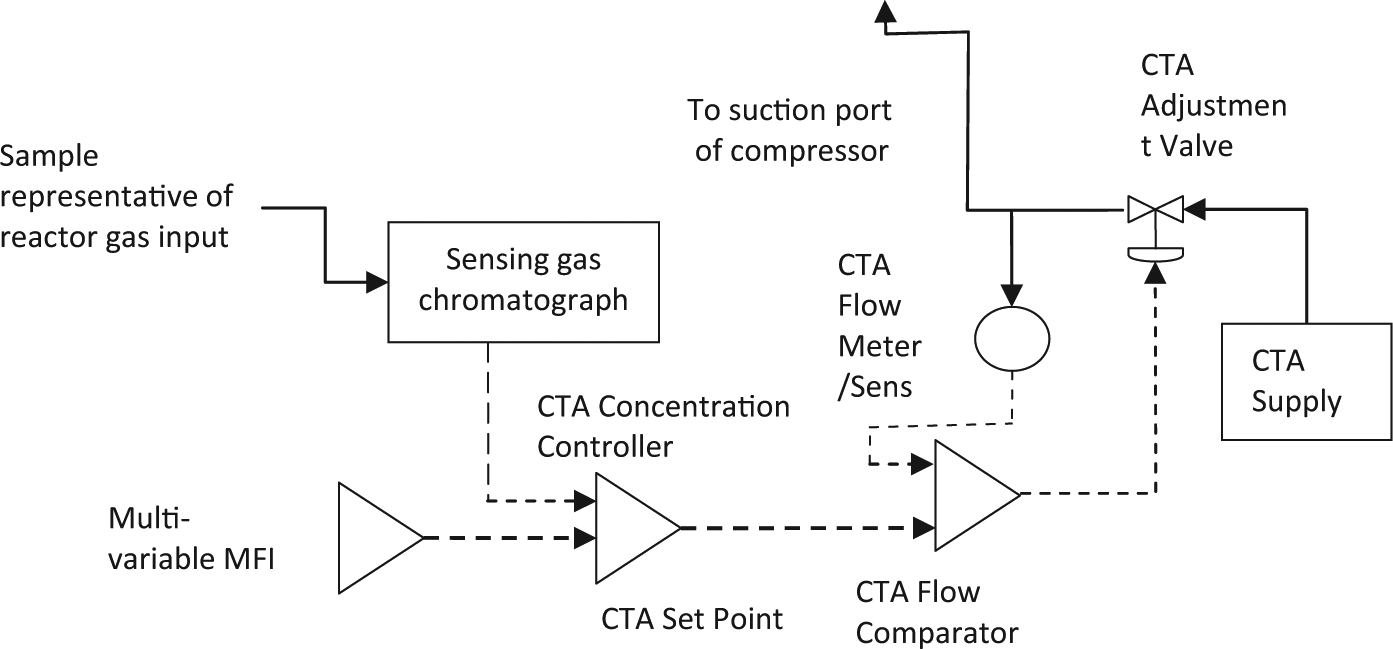
Schematic for MFI/CTA LDPE polymerisation controller
The versatility of an LDPE polymer can be further enhanced by the introduction of a comonomer such as vinyl acetate (VA). The polymer known as ethylene vinyl acetate (EVA) is valued for its adhesive properties and film clarity. The monomer in liquid state is normally metered into the compressor chain with a rate-controlled positive displacement pump, operating at high pressure. The outer control loop for EVA incorporates a separate analyser which needs to measure the combined VA content and reject the free VA. Fortunately, such an analyser, which derives VA content from the change in capacitance, can share the same pellet sample stream as the MFI analyser. Moreover, it can be incorporated within the MFI analyser.
The LDPE reaction produces a wax-like low polymer as well as various gaseous impurities. Without process treatment, these impurities will heavily impinge on any control system. The low polymer can be extracted immediately prior to the pellet extruder, but the rogue gases are brought down to a less intrusive level by ‘purging’ back to the refinery.
These explanations leave three remaining points to be made. Any single-mode polymerisation process will tend to produce polymer that has a near Gaussian distribution of chain length, provided the reaction conditions are held constant. This means that polymerisation processes can be accurately controlled by a measurement of average molecular weight (AMW). As MFI is a very pure representation of AMW, the outer loops of most polyethylene and polypropylene (PP) processes can be accurately controlled from an MFI measurement. The next section deals with the evolution of measurement technology in more detail.
II. Brief History of Polymer Measurement for Process Control
Perhaps the most important point about the Gaussian distribution of chain length is that this property enables the polymer manufacturing process to be finely controlled to any given grade. Molecular weight distribution will be determined largely by the plant configuration and the process being operated. Important properties of the polymer can therefore be determined or verified by a single test or series of tests on each batch. This does not completely solve problems such as segregation of transition materials or sporadic process incidents.
The MFI test was an inspired move for many reasons. Primarily, being a low shear rate viscosity test and holding true over many decades of polymer chain lengths, it is a very reliable representative of AMW. Second, it relieved the polymer industry of the formidable problem of making in-process measurements of chain length. It was found in the mid-1970s (LDPE) and the mid-1990s (gas-phase PP) that the excellent control of the outer polymerisation loop would be achieved if the delay from reaction to test result was no more than 20 min. With the simpler processes of LDPE and reaction grades of PP, this critical delay time could be easily bettered by sampling from the finished product. Moreover, the MFI test could be performed away from the hostile environment of the main extruder. Following the success of the closed-loop control of the PP reaction, other Zeigler–Natta reactions can be considered for the same treatment by paying special attention to ex-reactor sampling, sample preparation and matters of catalyst de-activation.
MFI test, as shown in Figure 3 , was first developed in ICI by Messrs. W. G. Oakes and J.C. Greaves. The apparatus consists of a heated barrel, a die, a piston rod and weight. The MFI result is the weight of polymer extruded between two fixed markers and is expressed as g/10 min. It was first used for the control of the low-density polyethylene reaction about 60 years ago. This simple manual measurement is now embodied in two international standards, American Society for Testing and Materials (ASTM) D1238 and International Organization for Standardization (ISO) 1133. MFI measurement is now used extensively for the main control parameter in many polymer processes. MFI is the principal part of the sale’s specification for the alpha-olefin polymers. Quality control (QC) and quality assurance (QA) operations in these polymers are therefore critically concerned with the measurement of MFI.
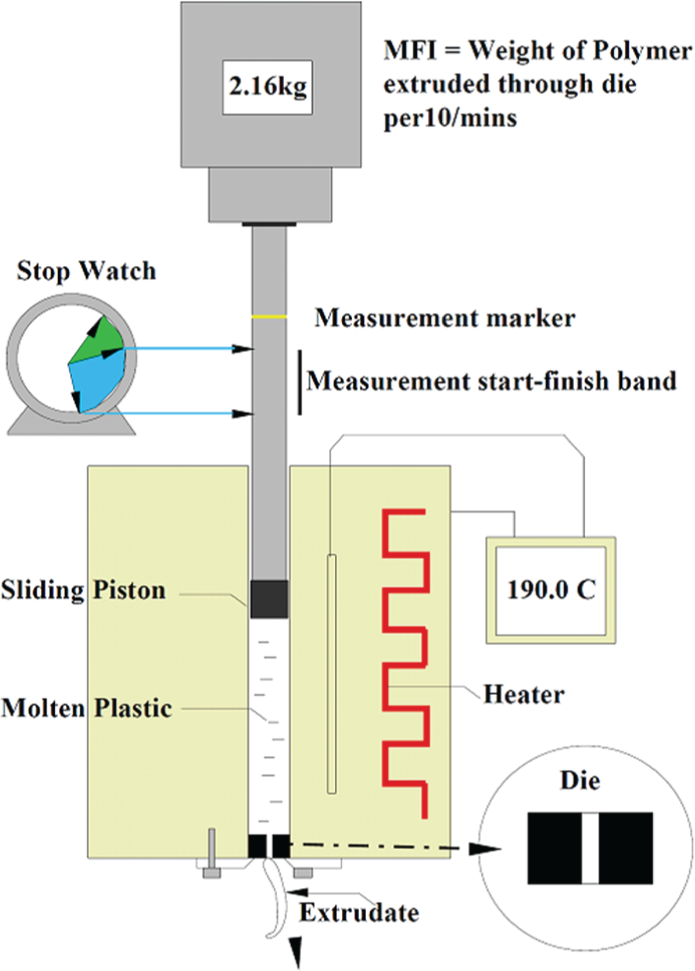
The ISO standard MFI test
The basic MFI test is manually operated but can be assisted by a robotic means, provided the test remains true to the standard method. The standard laboratory test with the 2.16 kg weight takes between 6 and approximately 45 min to complete plus additional time taken to collect the sample from the plant measurement and to clean down after each test. In the early days, the polymer from each unit would be tested every 30–60 min by a large team of laboratory staff. The test results served the purposes of QC and for reaction control. It is now a very reliable measurement, with a repeatability of 2%, 95% confidence limits when the best class of instrument is used by fully trained operators.
There have been several promising techniques for the determination of molecular weight and molecular weight distribution. Potentially, the most useful is gel permeation chromatography, but this system runs into difficulties of time delay and the use of aggressive solvents. The spectroscopic types, infrared (IR) and nuclear magnetic resonance (NMR) instruments, have been put out of the running 15 years ago due to very high scatter (1 sigma 7%–9%). Any one of these techniques could ultimately become essential in-process analysers, but for the immediate future the MFI analyser remains the focus.
In the period from late 1970s to the present, models that represent AMW, specific to each plant configuration and process, have been used to control the most alpha-olefin reactions, but in particular the Zeigler–Natta reaction process when there is no access to powder sampling in a reasonable time scale. AMW is calculated from the reaction conditions and fed back into the process to control the inner loops. Model control can drive off catastrophically when the unforeseen excursion occurs, such as changeover to out of specification feed gas. This control technique will hold up reasonably well during normal conditions. The justification for this type of control is that polymer can be classified as first quality, so long as the MFI test result is certified to be within a passband of ±10%. This has given rise to the practise of product selection by infrequent laboratory tests, assisted by a trend indication of shear viscosity obtained from the main extruder. Unfortunately, the product made can be highly variable and has led to the situation of high levels of second quality, which can be a loss to the polymer manufacturer. The downstream processor suffers from longer than necessary set-up times and excessive formulations to cover the product variability.
Replacement of laboratory test with a process analyser has been tried for nearly as long as the MFI test has been in existence. The basic MFI test has been enhanced and robotised, but the evolution towards the process analyser has been brought about by technology that will withstand 24/7 operation without frequent maintenance or clean down after each test. The weight, the piston in barrel and the timer have all been replaced by the gear pump and the melt pressure transducer. The molten polymer is supplied either by an extruder or from the solid polymer via a static melter. Figure 4 shows the schematic of the Ram Fed Melt Indexer.
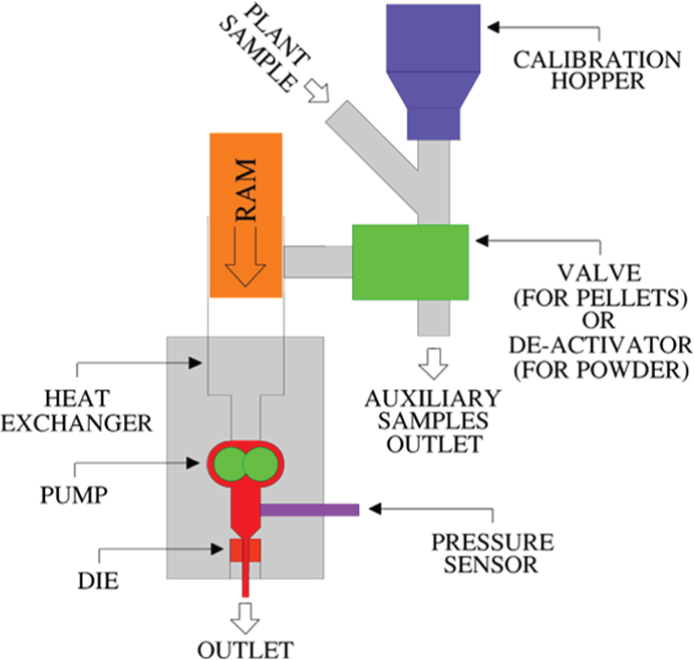
Ram Fed Melt Indexer
Three types of Melt Indexer have gained ascendency: the On-line main extruder mounted version, the At-line small extruder fed and Ram Fed versions. Although the main extruder systems are attractive and major selling solutions, they are limited in replication of the standard MFI temperature conditions of method due to the need to cool polymer or to apply a difficult temperature correction as well as having a flooded die exit. Of the At-line solutions, the Ram Fed Melt Indexer wins on bringing the sample into the die closest and quickest to the conditions found in the manual MFI apparatus. For example, it is possible to obtain spot readings of MFI every 9 min at a fixed delay with respect to the reaction and with a repeatability of better than 1%, 95% confidence limits. It also does not suffer from shear damage or thermal degradation to the polymer from extruder action on some of the more sensitive polymers. In particular, finely divided ex-reactor powder materials can be handled without antioxidant making it ideal for direct control of those reactions that are normally considered as inaccessible. The multi-shear graph in Figure 5 shows the At-line Melt Indexer serving as premium quality rheometer.
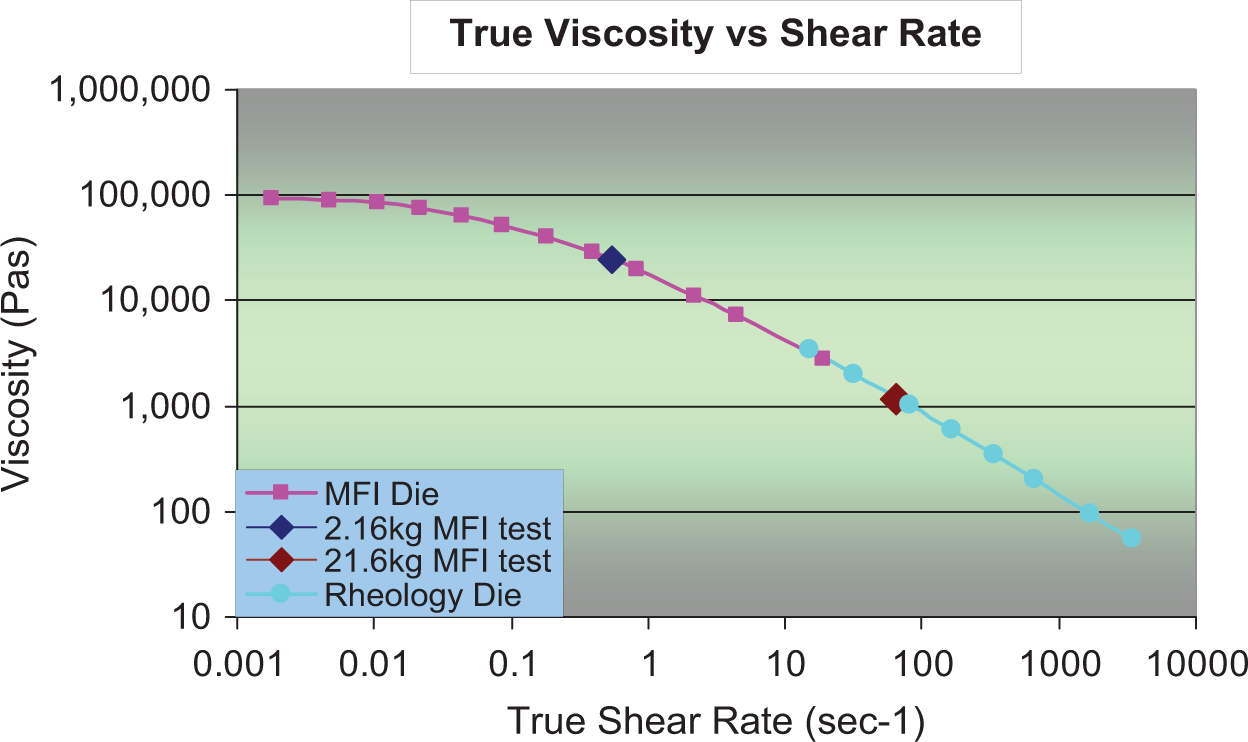
Characterisation of LDPE polymer using dual die version of P5
Molecular Control Systems Ltd completed a DTI-funded project to achieve conformance of measurement to the ISO/ASTM MFI standard. Collaboration with a leading computer fluid dynamics (CFD) house (Applied Computing and Engineering Ltd) helped to define the pressure drop and polymer flow relationships in the standard MFI die and a number of replicate dies ( Figure 6 ). This work has enabled the flow patterns to be more exactly replicated in the three types of Melt Indexers mentioned above and so make a step change in conformance to the ISO1133/ASTM D1238 standard. Many aspects of the technology have been patented.
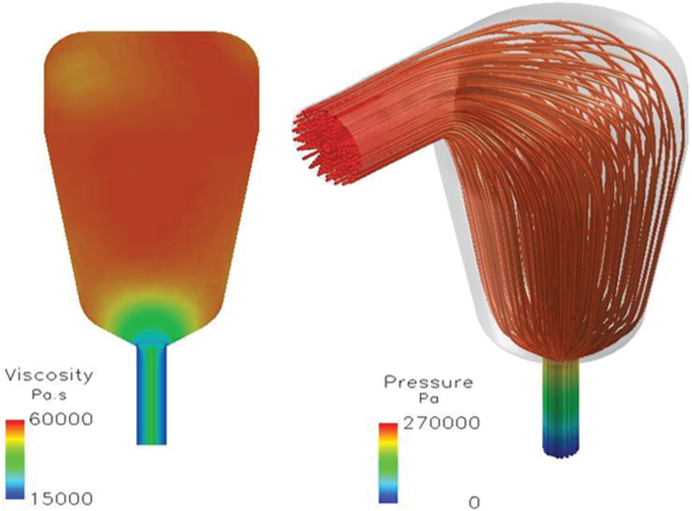
CFD simulation of viscosity and pressure drops in a die
III. Implementation of Polymerisation Control
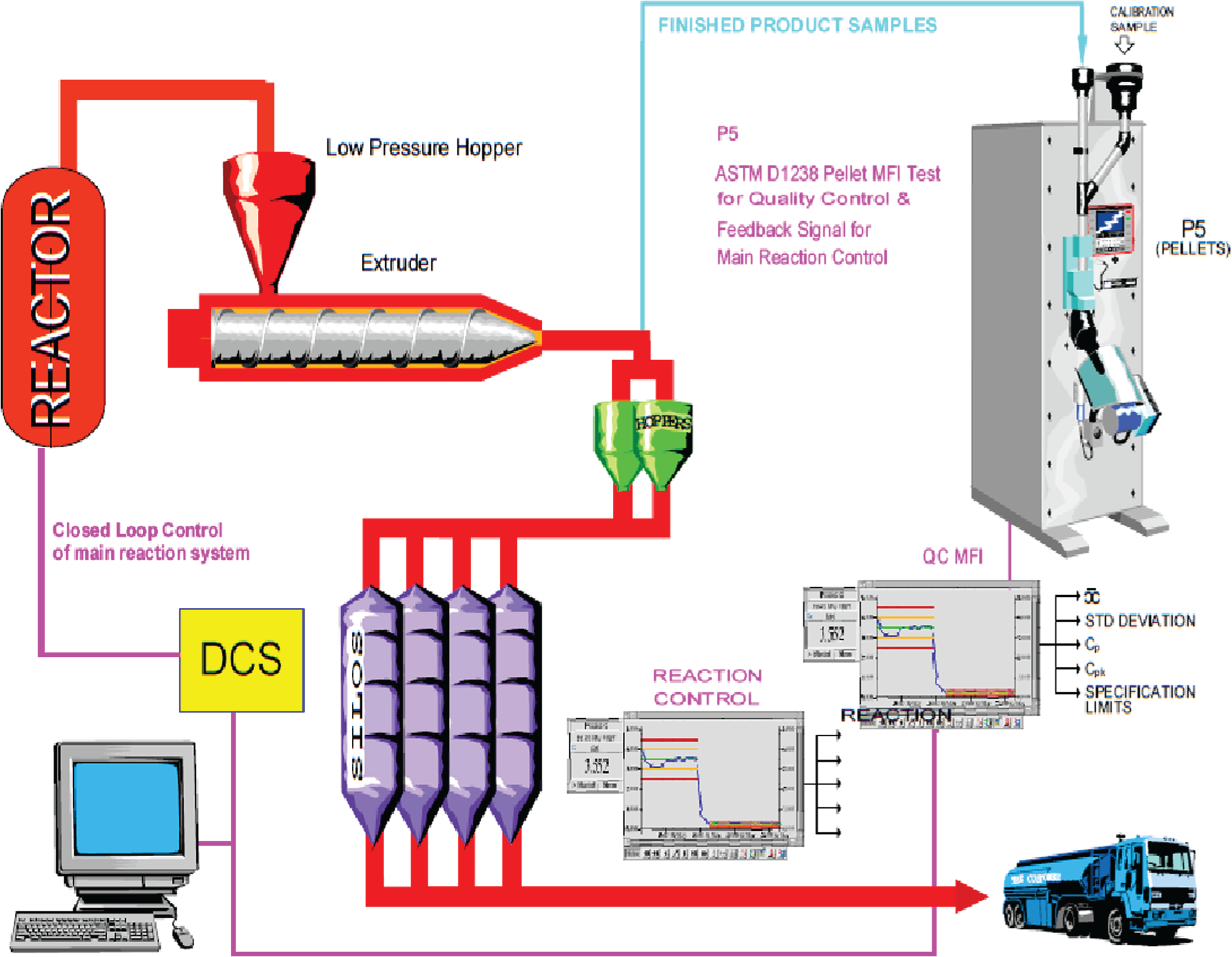
Figures 7 and 8 show typical control and QC schemes for the LDPE and PP processes. The LDPE process has already been explained in some detail. The PP process illustrated starts with a CTA stage, which can also build a copolymer with ethylene and finishes with an FRA stage in the main extruder. The implementation of a better polymerisation and QC scheme commences with the installation of the new Melt Indexer, which is then used to develop the control of the plant as well as to take a major role in the QC operation. By using the new Melt Indexer data in the DCS, the existing control sequences that govern the polymerisation processes can be correctly calibrated. In due course this will establish a bare bones closed-loop control system. Once the rudimentary closed-loop control has been established, the process can be further optimised in all the modes of production and in particular during the transition modes. This is a crucial area of operation because any missed way point will result in delay while the process trajectory is re-established. In complex reactions, there is a large potential for cost savings by using correctly established process parameters every time. Closed-loop control is the ideal vehicle for process optimisation due to the fact that individual process relationships can be explored and quantified under better known operating conditions. The key piece of data, the Melt Index result, is available full time.
Integrated control of the LDPE process.
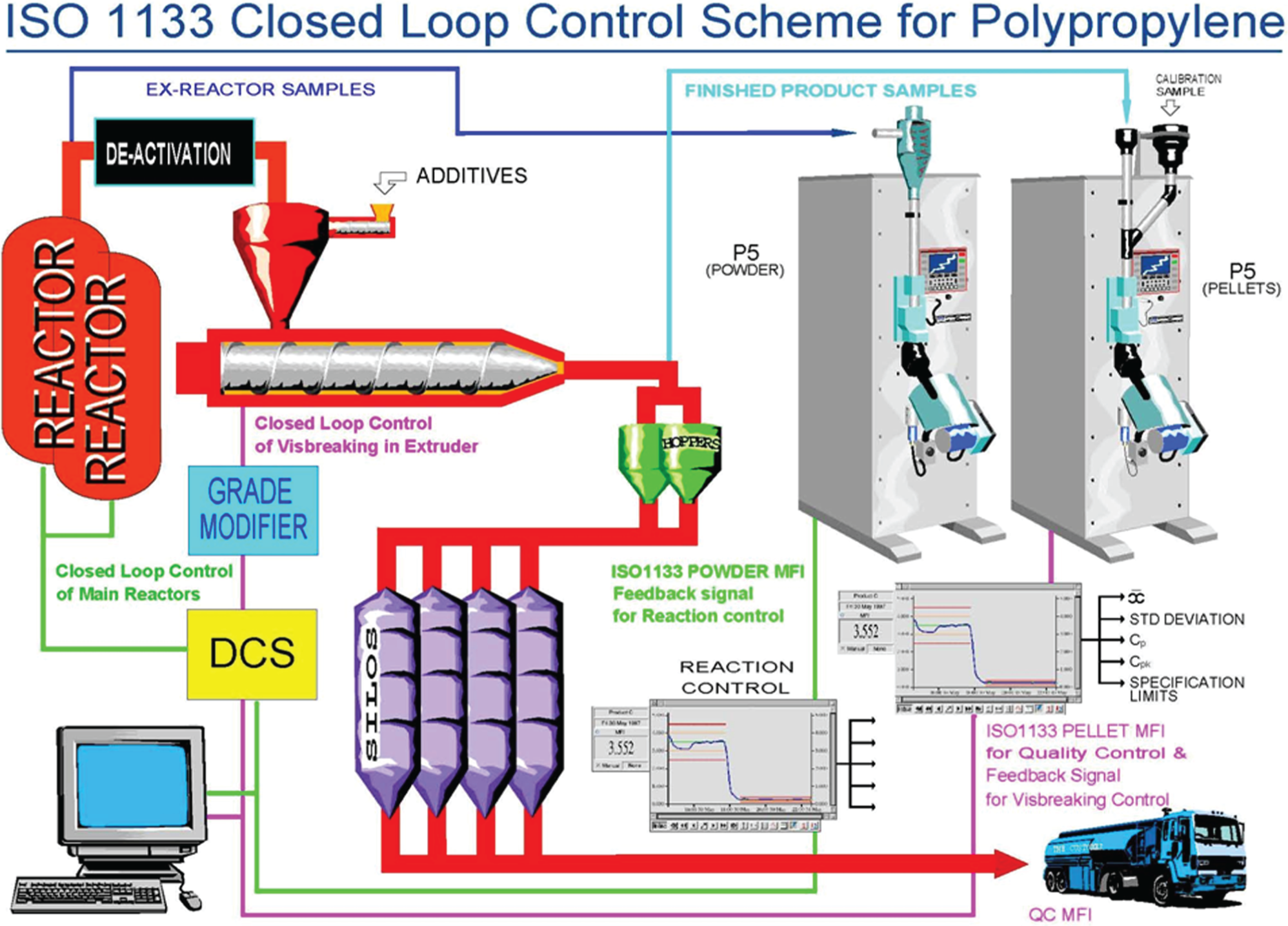
Integrated control of the PP process
Successful projects that concern closed-loop control of LDPE and PP reactions and QC operations that are assisted by high-quality automated Melt Indexers have been ongoing since mid-1970s. The professional experience gained from these projects has shown that future projects can be completed securely and in a more realistic time frame by the use of an appropriate modern statistical analysis packages.
This has led to Molecular Control Systems Ltd and Radway Controls Systems Ltd joining forces to deliver a comprehensive project capability worthy of the new technology and the international market place of polymer manufacture.
Although in the early stages of this joint venture, development and closed-loop control of the processes as outlined is achievable, using proprietary software tools specifically tailored for these applications, and allowing the end-user to freely run and control his or her process.
IV. Conclusion
In the current economic climate, many industries downstream of the refinery are showing poor returns. It would seem obvious that the significant improvements in product quality and plant efficiency that have been obtained by the approach as outlined in this article would be a wake-up call for investment in measurement and control. However, in places where these techniques have been successfully deployed, an integrated approach has been found necessary to achieve the maximum benefits to the business. It is a matter of recognising that the individual tasks of improving the key measurement and improving the control should be coordinated by a common management structure without impairing independence of the QC function.
Footnotes
Acknowledgements
The author would like to thank J.D. Tallantire for letting A. George loose in ICI Plastics Division, Dr P.J. Harper for explaining the chemistry of polymer reactions in fine detail, G.C. Rogers for explaining on time and in budget for complex projects and D. Allen Radway Control Systems Ltd.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors