
Abstract
Inorganic-based ceramic reinforcements are promising superior thermal behaviour and are lightweight and developed with aluminium alloy matrix for automobile applications. The AA6061 alloy nanocomposite containing 0 wt%, 4 wt%, 8 wt%, and 12 wt% of silicon nitride nanoparticles(50 nm) was synthesized by stir cast. The influences of thermal adsorption on silicon nitride (nano) additions, density, thermal response, hardness, and wear characteristics of AA6061 matrix nanocomposites are studied. Based on the rule of mixture, the density of nanocomposites is evaluated. The differential thermal and thermogravimetric analysis techniques are used to find the thermal response nanocomposite. The differential scanning calorimeter is used to find the heat flow between 400°C and 700°C. The micro Vickers hardness and wear characteristics of AA6061 nanocomposite were experimentally investigated by ASTM E384 and ASTM G99-05 standards. The adsorption of inorganic nanosilicon nitride particles (12 wt%) in AA6061 alloy showed a decreased mass loss with increased temperatures 0° to 700°C. The differential thermal analysis of nanocomposite reveals the transformation of solid-to-liquid phase under high temperature (528°C).
1. Introduction
A matrix material is becoming essential in Metal Matrix Composites (MMCs) bonded with different reinforcements like organic and inorganic to obtain specific thermal, mechanical, and tribological characteristics. According to the past fifty years survey by Pradeep et al. [1], the demand for MMC’s cast increased from 0 to 10 mega kilograms yearly. Commonly, the MMCs are divided into three categories like Aluminium Matrix Composite (AMC), Titanium Matrix Composite (TMC), and Magnesium Matrix Composite (MMC). Mainly, various researchers designated and investigated aluminium and its alloy-based matrix materials due to its exhibited mechanical, electrical, thermal, and corrosion resistance properties, which have been prominent substitutions of conventional matrix materials as listed above. However, it has reduced wear and thermal stability in the applications of high-temperature circumstances. Based on previous literature reported by Sharma [2] and Shalaby et al. [3], the aluminium alloy materials were retained by aerospace and automotive (engine piston) applications and the materials undergone high thermal stress. While improving the thermal stability and withstanding high thermal stress, it could be added with secondary reinforcement phases like borides (SiB3 and TiB2), carbides (SiC and TiC), nitrides (Si3N4 and BN), and oxides (Al2O3 and TiO2) grant to higher isotropic characteristics [4–8]. Based on the above literature review, it was identified by nitride-based ceramic-reinforced developed AMC has good thermal stability and is suitable for high-temperature applications. Ramesh et al. [9, 10] studied the physical and mechanical performance of sintered AA6061/Si3N4 composite. They reported that the increased weight percentages of Si3N4 (10 wt%) in AA6061 alloy showed an excellent tensile strength of 217 Mpa. Bai et al. [11] developed AMC with Al2O3/25wt% Si3N4 composite and found more pores on grain boundary and increased density due to increased wt% of (25 wt%) Si3N4. Fayomi et al. [12] fabricated and studied the microstructural, mechanical, and electrical properties of ZrB2/Si3N4-reinforced aluminium alloy (AA8011) hybrid composite via the double-step stir cast technique. The optical microscope showed uniform distribution of multireinforcement in the AA8081 matrix. It has helped to improve the performance of the composite.
Similarly, the double-step stir cast technique increases wettability, and particle distribution may vary due to the selection of input process parameters. Among the various combinations, silicon nitride owing excellent thermal stability under elevated temperatures (27°C) reported by Zhu et al. [13]. Silicon nitride-bonded aluminium alloy composites were prominently used in high friction and temperature applications like bearings, turbine blades, and heat exchangers [14]. The abovementioned processing techniques and their effect on reinforcement in aluminium alloy matrix properties were explained in detail. It was found that the AMCs are developed by liquid state stir cast technique to facilitate lightweight with complex shape components on low processing cost. Han et al. [15] found that the Si3N4 reinforced with an aluminium alloy matrix resulted in good thermal shock resistance, superior thermal conductivity, and excellent wear resistance properties. It has been noted from various kinds of literature that there have few reports available on AMCs with Si3N4 nanocomposite manufacturing by liquid state stir cast. The present research is to develop AA6061/Si3N4 nanocomposite with improved density, hardness, wear resistance, and thermal adsorption properties.
2. Experimental Details
2.1. Choice of Matrix and Reinforcements
Aluminium alloy (AA6061) was chosen as the matrix material. It contains 1% magnesium and 0.6% silicon as major constitution having low density (2.70 g/cc), high strength, good thermal conductivity (160 W/m.K), and excellent corrosion resistance [16]. The chemical constitutions of AA6061 alloy are mentioned in Table 1.
Chemical constitutions of AA6061 alloy.
The inorganic 50 nm silicon nitride (Si3N4) particles were chosen as reinforcement to obtain a better thermal response and wear properties [15]. The physical, mechanical and thermal characteristics of AA6061 and Si3N4 are shown in Table 2.
Properties of AA6061 alloy and Si3N4.
2.2. Processing Techniques of AA6061 Alloy Nanocomposite
Figures 1(a) and 1(b)illustrate the fabrication setup and flow processing chart for AA6061 alloy nanocomposite fabrication. Initially, the prepared AA6061 alloys are placed in a vortex crucible connected to an electrical furnace. The placed aluminium alloy was preheated to a red hardness temperature of 350°C for 20 mins and then the electrical furnace temperature was hiked to 750°C. It results in the AA6061 alloys melting at the liquid stage. After the temperature of the furnace was reduced to 550°C at 30 mins like semisolid condition and the molten metal was stirred with a graphite twin blade at 600 rpm revealed that the moisture content of the metal was removed. It may lead to a decrease in the porosity of the composite. The externally muffle furnace-preheated (300°C) Si3N4 nanoparticles are fed manually via feeder arrangement into a crucible chamber and mixed with molten AA6061 alloy via continuous mechanical stirrer action with an applied stir speed of 600 rpm at 30 mins. It resulted in increased uniform particle distribution and decreased voids [17]. Finally, the mixed molten AA6061 alloy and silicon nitrides were supplied to the casting die at 600°C. The developed composites are cooled by natural convection. The weight percentages of AA6061/Si3N4 nanocomposites are mentioned in Table 3. The developed AA6061 nanocomposite is sized as per test standards. A detailed phase transformation diagram for aluminium alloy (AA6061) nanocomposites is presented in Figure 2.

Aluminium-melting furnace (a) actual fabrication setup and (b) flow process chart for AA6061 alloy nanocomposites.

Weight percentages of matrix and reinforcements.

Phase transformation diagram for AA6061/Si3N4 nanocomposites with their various phase zone.
2.3. Discussions of Test Results
The advanced cast aluminium alloy (AA6061) and silicon nitride nanoparticle-reinforced ASTM test standards evaluated AA6061 alloy nanocomposites and their values were mentioned in Table 4. It was found that the density, micro Vickers hardness, and thermal performance of composites were increased. The porosity and wear rate were decreased with improved content of silicon nitride particles.
Experimental test results for AA6061 alloy nanocomposite.
2.4. Effect of Si3N4 on Density and Porosity of AA6061 Alloy Nanocomposites
Figure 3 represents the density and porosity level for liquid state stir cast-developed AA6061 alloy and its AA6061/Si3N4 nanocomposite. It was noted from Figure 3 that the density of composites was increased and the porosity of the composite was decreased by the additions of Si3N4 on the AA6061 alloy matrix. So the density of the composite was inversely proportional to the porosity of the composite. The density of cast AA6061 alloy was 2.67 g/cc and 4 wt% Si3N4 showed 2.785 g/cc. While the inclusions of reinforcement may increase the density of the composite, meantime, the porosity of the composite was reduced from 1.15% to 1.03%.
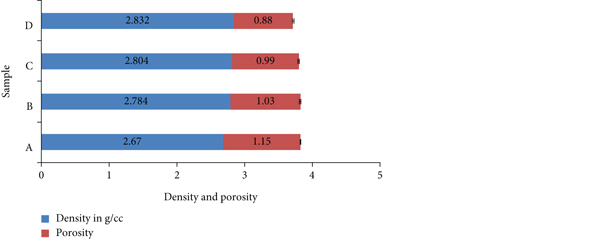
Density and porosity of AA6061/Si3N4 nanocomposite.
Further inclusions of (8 wt% and 12 wt%) silicon nitrides into aluminium alloy (AA6061) matrix resulted in improvement in (2.804 g/cc and 2.832 g/cc) density of nanocomposite and obeyed the rule of mixture. The porosity of AA6061 alloy and its Si3N4-reinforced nanocomposites is measured by the principle of Archimedes as referred from Equation (1). Its values are represented in Figure 3 bar chart-coloured red. It has been observed from Figure 3 bar chart that the level of porosity was decreased with increased content of reinforcement. It was due to continuous stir action during the semisolid stage with a maintained temperature of 300°C to 528°C. Similarly, Fayomi et al. [12] reported that the constant stir speed developed by aluminium alloy composite has less porosity and enhanced mechanical properties. The nanocomposite contained 12 wt% of silicon nitrides and was found at the minor porosity level of 0.88%. It was identified that the porosity of the composite decreased by 23.47% compared to cast AA6061 alloy.
2.5. Effect of Si3N4 and Constant Stir Action on the Microstructure of AA6061 Alloy Nanocomposites
Figures 4(a)–4(d) illustrate the scanning electron microscope image of AA6061 alloy and 4 wt%, 8 wt%, and 12 wt% Si3N4-reinforced AA6061 alloy nanocomposites. Figure 4(a) shows a clear view of the microstructure with microspores. It was evidenced by the experimental test results mentioned in Table 4 and its level was represented in Figure 3. The composite contained 4 wt% and 8 wt% of Si3N4, showing uniform nanoparticle distribution in the AA6061 matrix as indicated by a white dot. The enlarged view of Si3N4 nanoparticle presence in the AA6061 alloy matrix is shown in Figure 4(d). It shows good interfacial bonding between AA6061 alloy and Si3N4, resulting in increased mechanical, thermal, and wear resistance properties. It was due to the applied continuous stir speed of 600 rpm. A similar trend was reported by Fayomi et al. [12] and Chandradass et al. [17] during the evaluation of aluminium alloy (AA8011 and AA6061) composites.
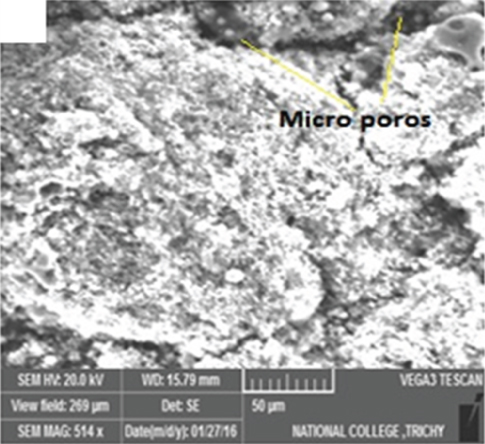
SEM image of AA6061 alloy nanocomposites (a) AA6061 alloy, (b) AA6061/4 wt% Si3N4, (c) AA6061/8 wt% Si3N4, and (d) AA6061/12 wt% Si3N4 nanocomposites.



2.6. Effect of Si3N4 on the Thermal Response of AA6061 Nanocomposite
The effect of silicon nitrides on the thermal behaviour of AA6061 alloy and 4 wt%, 8 wt%, and 12 wt% Si3N4-reinforced AA6061 alloy nanocomposite was proficient by using differential thermal and thermogravimetric analysis apparatus. It was evaluated by the temperature range of 0°C to 700°C, as shown in Figures 5(a)–5(d). It was observed from Figures 5(a)–5(d) that the weight loss of both cast AA6061 alloy and its Si3N4-reinforced nanocomposites during the evaluation of a specific temperature range under a steady state heat flow rate of 27°C/min showed a downtrend. It was due to the effect of solubility on the AA6061 matrix at higher temperatures (more than 528°C). The different solubility phase transformation conditions are evidenced in Figure 2.

(a) Thermogravimetric analysis for AA6061/0 wt% Si3N4. (b) Thermogravimetric analysis for AA6061/4wt% Si3N4. (c) Thermogravimetric analysis for AA6061/8wt% Si3N4. (d) Thermogravimetric analysis for AA6061/12wt% Si3N4.


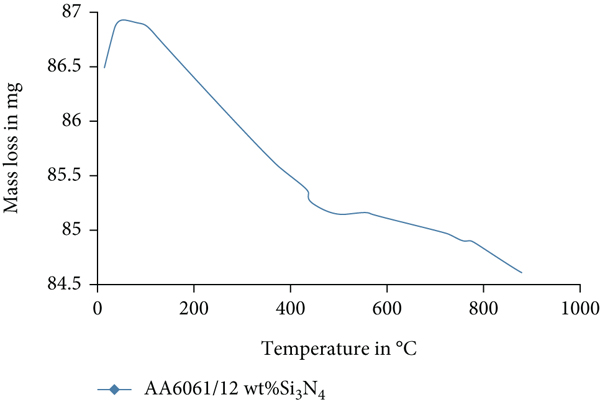
It was revealed in Figure 5(a) that the thermogravimetric analysis of unreinforced AA6061 alloy shows
The thermogravimetric analysis helps to increase the material’s thermal stability at high temperatures and plays a vital role during solid-to-liquid transition monitoring. Figure 4(d) illustrates that the AA6061 alloy nanocomposite, which contained 12 wt% of Si3N4, increases the temperature of the liquid and acts as a gathering of discontinuous secondary phase has a reduced weight fraction of
2.7. Effect of Si3N4 on Heat Flow of AA6061/Si3N4 Nanocomposite
Differential thermal analysis for heat flow of aluminium alloy (AA6061) and its Si3N4 reinforced AA6061 nanocomposite is shown in Figure 6. The heat flow of AA6061 alloy nanocomposite gradually increases with an increase in the content of silicon nitrides then it was falling at an increased temperature range of 460°C. It is the evidence of heat flow thermometric features at 460°C, 470°C, 476°C, and 480°C on the intermetallic effect of AA6061 alloy during the solid-to-liquid phase transformation as proved in Figure 2 on different weight percentages of silicon nitrides. Arribas and Martín [19] studied and reported that the intermetallic compounds of the composites were located at ɸ-CuAl2 and Cu2Mg8Si6Al5 under 535°C. It shows an Al liquid-phase and Si3N4 solid-phase bonded uniformly at 550°C. It is evidenced in Figure 4(d). One researcher used thermal-captured images for routine life prediction [20, 21]. The maximum heat flow of 9 mW was 12 wt% Si3N4-reinforced AA6061 nanocomposite. It was increased by 55% and located at 460°C compared to cast AA6061 alloy.

Heat flow analysis of AA6061/Si3N4 alloy nanocomposite.
2.8. Effect of Si3N4 on the Hardness of AA6061/Si3N4 Nanocomposite
Figure 7 illustrates the histogram representation of Vickers (micro) hardness number (VHN) of AA6061/Si3N4 alloy nanocomposite. It is noted from Figure 7 that the VHN of AA6061 alloy is

Micro Vickers hardness number of AA6061/Si3N4 alloy nanocomposite.
2.9. Effect of Si3N4 on Wear Characteristics of AA6061/Si3N4 Nanocomposite
The dry-state wear performance of AA6061 alloy and AA6061/Si3N4 nanocomposites was tested by a pin-on-disc wear test machine attached with carbon steel disc (168 Hv) operated under the sliding velocity of 1.25 m/sec at an applied load 40 N, 60 N, and 80 N, respectively. It is seen from Figure 8 that the wear rate of the composite gradually increased with increasing the applied load under constant sliding velocity. However, increased content (4, 8, and 12 wt%) of Si3N4 in the AA6061 alloy matrix has reduced wear rates on 40, 60, and 80 N loads. The physical presence of nitride-based reinforcements withstands the high-friction load [15]. The least wear rate of

Dry-state wear rate of AA6061/Si3N4 alloy nanocomposite (sample A- AA6061/0 wt% Si3N4, B- AA6061/4 wt% Si3N4, AA6061/8 wt% Si3N4, and D- AA6061/12 wt% Si3N4).
3. Conclusions
The aluminium alloy nanocomposite contains different weight percentages of 0 wt%, 4 wt%, 8 wt%, and 12 wt% of silicon nitrides effectively developed by liquid state stir cat process with an applied stir speed of 600 rpm on the higher melting temperature of 750°C. The following experimental test results are concluded below.
Rule of the mixture and Archimedes Principle studied the density and porosity of AA6061/ Si3N4 alloy nanocomposite, and the nanocomposite containing 12 wt% silicon nitrides found a low porosity level of 0.88% as compared to all other compositions The phase transformation of AA6061 alloy and the thermal adsorption effect of Si3N4 was plotted and explained. The various phases are illustrated in Figure 2
AA6061/12 wt% Si3N4 alloy nanocomposite was found to have good thermal stability and minimum weight loss of The sufficient heat adsorption of AA6061/12 wt% Si3N4 alloy nanocomposite was obtained as 9 mw at 480°C temperature. Its efficiency increased by 55% compared to unreinforced AA6061 alloy The hardness and wear resistance of AA6061/12 wt% Si3N4 alloy nanocomposite were enhanced to 37% and 20% compared to AA6061 alloy So, the composite containing 12 wt% of Si3N4 alloy nanocomposite is applied for the automobile—floor and rooftop applications
Footnotes
Data Availability
All the data required are available within the manuscript.
Conflicts of Interest
Authors declare no conflicts of interest.