
Abstract
Structural applications are accomplished by using a lightweight epoxy matrix bonded with natural jute fibre/synthetic carbon fibre to enhance the physical, mechanical, and thermal properties obtained by different sequences of alkali-treated jute fibre (J.F.)/carbon fibre (C.F.) through conventional hand layup technique. The sequences of the sample are named as H1, H2, H3, and H4 layers of JF/JF/JF/JF, CF/CF/CF/CF, JF/CF/CF/JF, and CF/JF/JF/CF. Influences of JF/CF on physical, mechanical, and thermal adsorption properties of the epoxy composite are evaluated and compared. The mechanical tensile performance of the jute fibre-covered (JF/CF/CF/JF) composite H3 sample is augmented by 29% compared to the H4 sample. Similarly, the CF/JF/JF/CF combinations exhibited a higher impact strength of 129.71 KJ/m2. The maximum hardness of 47.12Hv was found on the four-layered carbon fibre. The thermal adsorption actions on developed composites are evaluated by thermogravimetric apparatus (TGA). It is confirmed that the presence of JF/CF in epoxy composites can endure stability at a higher temperature.
1. Introduction
The requirement of polymer matrix composites is reinforced with natural, synthetic, and combinations of both natural and synthetic fibre, increasing in the application of structural field owing to lightweight, good strength, enhanced wear characteristics, superior corrosion resistance, and good toughness [1–5]. Natural fibres (jute, bamboo, flax, coir, and bagasse) can overcome synthetic fibre drawbacks like cost, short life span, nonbiodegradable, and ecofriendly. Using natural fibres facilitates better alternative reinforcements for the polymer matrix composite, gaining advantages on low cost, lightweight, enhanced stiffness, renewable, and nonpollutants [6–8]. While compared to the different varieties of natural fibres listed above, the jute fibre has the highest stiffness and reduces the combined weight [9]. However, it has low impact strength and, owing to high water absorption properties, results in poor interfacial bonding strength [10]. The combinations of natural jute and synthetic fibres are familiar in marine, defence, aerospace, and structural applications due to their excellent bonding strength, enhancing mechanical and thermal performance. However, synthetic fibre is costlier than natural fibre [11–13]. The suggestion by most of the reviewers is that the combinations of natural and synthetic fibre in a solo matrix lead to increases in the balancing properties of mechanical as well as cost [14–16]. The mechanical characteristics of jute and glass fibre-reinforced hybrid composite were studied with different fabric conditions. The glass fibre in the above jute fibre resulted in superior mechanical properties of 121 MPa [17]. The mechanical properties of jute and glass fibre-reinforced hybrid composite may vary due to the stacking positions of fibres. The hybrid composite layer containing glass/jute/jute/glass showed good flexural strength (3.35GPa) and high mechanical performance compared to other laminates [18]. The flax-reinforced polymer matrix composite is hybridization with carbon fibre and shows a higher tensile strength of 215 MPa [19]. The various jute/glass/carbon composite layers are embedded with epoxy resin. The presence of carbon shows a higher flexural strength, and the glass fibre withstands maximum impact strength [20]. The jute fibre-reinforced polymer matrix composite developed by the vacuum resin technique results in an increased modulus of elasticity (0.06 mm) and strength composite (125 MPa) [21]. The maximum flexural strength has been attained by the lamination of multilayer jute/glass/epoxy [22]. The standard of ASTM results evaluating the prepared polyester/jute fibre composites showed that the presence of jute fibre in polyester matrix owned good tensile strength, stiffness, and thermal adsorption properties [23]. The polyester composite enriched with two different layers of jute/glass and jute/carbon makes a practical impact and tensile strength performance.
Carbon increases tensile strength, and glass fibre shows extreme impact strength compared to monopolyester [24]. The combination of natural bamboo fibre bonded with glass fibre hybrid polypropylene matrix composite has enhanced thermal stability and can carry maximum degradation temperature for more than 500°C with reduced weight loss [25]. Based on the above existing literature reported by many researchers, the multilayer fabric sequence has increased the feasibility of composite life with superior properties, and hybridization with synthetic fibre increases the quality of composite in hybrid. So, the present work is to fabricate the different layer sequences of alkali-treated JF/CF-reinforced epoxy composite via hand layup technique to obtain a hybrid composite with increased mechanical and thermal adsorption performance. Correspondingly, the composite’s hardness, impact, and tensile strength are examined by E384, D6110, and D309 of ASTM standard.
2. Materials and Experimental Details
2.1. Selection of Materials
The favourite epoxy resin (R101) and (H101) hardener are considered the primary adhesive materials to acquire an excellent interfacial between fibres. The combinations of epoxy additives are the right choice for bonding both natural and synthetic fibre in a single mat resulting in balanced mechanical properties [14–16]. The 10 : 1 mixing ratio was followed as R101 and H101, respectively. Epoxy resin is a standard resin available at a low cost and forms any shape easily [22, 26]. The
Physical and mechanical properties of jute/carbon fibre fabric.
2.2. Chemical Treatment of Jute Fibre
The natural jute fibres had good moisture-absorbing capability because of their hydrophilic properties. It may affect the polymer matrix, which results in poor adhesive and mechanical properties [7, 9]. The above fibre has been treated by different processing techniques to overcome the drawbacks. The chemical processing of jute fibre facilitates excellent quality compared to traditional methods. It results in decreased dust particles and impurities. Various chemical treatments like acetylation, alkali, methacrylate, sodium chlorite, and enzyme enhance the compatible action [27, 28]. Among the various processes reported above, the alkali route is practical, economical, and suitable for all types of natural fibre. The alkali treatment offers excellent interaction between polymer matrix and secondary phase fibre, thermally stable, and good thermal resistance [29]. The alkalization process treats the current research chosen jute fibre. Initially, the jute fibres were immersed in 10 wt% of NaOH-based solution for 120 mins, and every 30 mins, it was refreshed by using 5 litres of distilled water. After the alkali treatment, it was kept in an electric oven and maintained at 55°C for 5 hrs to remove the moisture content. Finally, the treated jute fibres are formed by shrinkage-free structure.
2.3. Preparation of Alkali-Treated Jute with Carbon Fibre Epoxy Composites
The present experimental work follows the basic hand layup technique to prepare the epoxy hybrid composite layering with four varieties of fabric sequences of alkali jute and carbon fibre at an elevated temperature of
Fabric sequences of alkali-treated J.F./C.F. hybrid composites.
Figure 1 shows the flow process diagram for the epoxy hybrid composite fabrication. Initially, the alkali-treated jute and carbon fibre fabric mat are sized
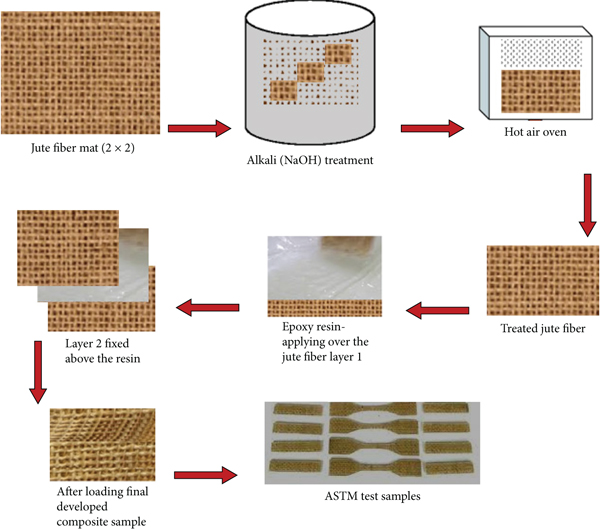
Process layout for epoxy hybrid composite fabrication.
Similarly, layer 3 (J.F.) and layer 4 (J.F.) are formed with a thickness of 10 mm, and the final synthesized composite was cured at 25°C for 1 day. Afterward, it is placed in the oven for postcuring treatment at 45°C for 5 hrs. It helps to increase the bonding strength and increase the compact ratio. A similar procedure is repeated for H2, H3, and H4 samples. ASTM test standards shape the developed hybrid composites H1, H2, H3, and H4.
2.4. Characterization of Hybrid Composite
The developed fibre hybrid composites were subjected to various characteristics study. The ASTM-E384 test standard examines the hybrid composite’s micro Vickers hardness number (VHN). The VHN test samples are polished with different emery sheets and fine polish is done by double disc polishing apparatus configured with velvet cloth. The polished test samples are examined by pyramid-type indenter configured with a diamond tip with an angle of 136° at 100 grams load under 10 sec dwell time. The Charpy impact strength of produced hybrid composites is tested by ASTM D6110 standard via an impact tester configured with 300 J capacity. The developed hybrid composite tensile strength is evaluated by UTM tensile machine with 10 mm/min cross-slide speed. The ASTM D3039 standard is followed to estimate the tensile strength of hybrid composites. The dimension of the tensile sample (ASTM D3039) is
3. Results and Discussions
3.1. Micro Vickers Hardness of Hybrid Composites
Figure 2 illustrates the micro Vickers hardness of epoxy hybrid composite layered with various jute and carbon fibre. It is noted that the micro Vickers hardness number of pure jute fibre H1 samples shows a lower hardness value (

Hardness of hybrid composites.
Similarly, four layers of carbon fibre with epoxy show
3.2. Impact Toughness of Hybrid Composites
Figure 3 shows the impact toughness of jute/carbon fibre layered with epoxy matrix hybrid composite. The impact toughness of H1 (JE/JE/JE/JE) is

Impact toughness of hybrid composites.
3.3. Tensile Strength of Hybrid Composites
The tensile strength of the hybrid composite with various fabric sequences of alkali-treated jute (J.F.)/carbon fibre (C.F.) is shown in Figure 4. It varied due to the type of fibre, processing, interfacial bond strength, types of matrix, and sequences of fabric arrangements [18–20]. The tensile strength of the jute layer epoxy hybrid composite is

Tensile strength of hybrid composites.
Therefore, the outer layer of the composite leads an essential role in tensile load during the evaluation of tensile strength. The strong J.E. layer perfectly bonded with carbon fibre may increase the tensile strength of composites. The applied load and curing time was the main reason for increased adhesive between matrix and fibre, which resulted in increased tensile strength. Bidirectional fibre is another reason for higher tensile strength because the layerable resists the internal movement on a higher tensile load. Sample H4 shows a decreased tensile strength of
3.4. Thermal Adsorption Properties of Hybrid Composite
The thermal stability and mass loss due to decomposition during high temperature on thermal adsorption performance of epoxy composite layers with jute and carbon fibre estimated by thermogravimetric apparatus configured with 22°C to 850°C at 23°C constant heat flow rate. Figure 5 represents the thermogravimetric thermal stability analysis related to mass loss of untreated jute fibre, alkali-treated jute fibre, and epoxy hybrid composite. The current experiment on the thermal degradation of composite is estimated with 28°C to 550°C at a 23°C constant heat flow rate. It was noted during the thermogravimetric analysis that the three variants of decomposition, like first stage weight loss, are identified as the temperature range of 28°C to 131°C, the second phase of decomposition on mass loss of composite progressively reduced with increasing the temperature of 148°C to 286°C, and correspondingly, decomposition of final stage shows a light mass loss. However, Figure 5 illustrates that the mass loss of untreated, treated, and hybrid composite shows progressive mass loss during increased decomposition on increased thermal conditions. The similar mass loss curved profile is followed by stages 1, 2, and 3, respectively. But the initial stage shows fast decompositions on untreated fibre, the next stage shows increased thermal stability with reduced mass loss (24, 28, and 36%) at 550°C compared to the initial stage, and the last stage on hybrid composite shows good thermal stability with reduced decomposition rate and mass loss 78, 82, and 90%. However, the alkali-treated jute fibre with carbon fibre makes higher thermal stability during high-temperature studies. It was improved by 12% as compared to untreated fibre. The weight loss percentage of hybrid composite is much lower than the untreated and treated fibre.

Thermal adsorption effect on thermal stability related to the mass of untreated, treated, and hybrid jute fibre composites.
3.5. Density of Hybrid Composite
Figure 6 illustrates the density of an epoxy hybrid composite consisting of different jute/carbon fibre layers. The combinations of jute and carbon fibre vary the density of the composite. However, it has to obey the rule of mixture. In the jute fibre combinations of 4 layers (J.F.), the H1 sample was found as

Density of hybrid composites.
Similarly, in the carbon fibre combinations of 4 layers (C.F.), the H2 sample observed an increased density value of
4. Conclusions
In the current experimental investigations of alkali-treated jute/carbon fibre fabric, a hybrid composite developed effectively via hand layup technique with various sequences of J.E. and C.F. The effect of bidirectional fibre orientations with different sequences of J.F. and C.F. on physical, mechanical, and thermal adsorption performance of epoxy hybrid composite was studied by ASTM, and the final decision to the conclusions of results is mentioned below.
The chemical alkali-treated jute fibre enhances the carbon composite with JE/CF/CF/JF (H3) sequences and CF/JF/JF/CF (H4). The similar J.F. or C.F. layer shows a low hardness, impact, and tensile strength The presence of treated jute fibre in the carbon fibre layer having good mechanical properties like the two-outer layer of carbon fibre circumstance jute fibre hybrid composite (sample H3) found increased hardness and impact strength of Similarly, the outer jute layer bonded with internal carbon fabric (sample H3) showed a higher tensile strength of The thermal adsorption on thermal stability related to mass loss percentage of untreated, treated, and hybrid composite was studied, and hybrid composite found superior thermal stability at higher temperatures and increased 12% compared to untreated fibre The density of the H3 sample is limited by 17% as compared to the H2 sample
Footnotes
Data Availability
All the data required are available within the manuscript.
Conflicts of Interest
The authors declare that there are no conflicts of interest regarding the publication of this paper.