
Abstract
Product service system is a combination of product and services to meet the customer requirements. Configuration design is the key process of product service system development. This paper studies the configuration design of product service system for CNC machine tools. The research explores the configuration design process of product service system development, analyzes the retrieval method of product service system schemes, determines the configuration sequence of product modules and service modules by depth-first algorithm, uses fuzzy priority algorithm to produce product scheme, applies genetic algorithm to generate service scheme, and finally integrates product scheme and service scheme to obtain whole scheme of product service system. With CNC machine tools as an example, this paper verifies the feasibility and validity of proposed method.
1. Introduction
With the globalization of market economy, the world manufacturing industry is facing enormous challenges. The paradigm that manufacturers simply provide products has been unable to adapt to the increasingly fierce market competition. This situation forces manufacturing enterprises to shift from applying product design to submitting “product + service” solution. Product service system is the new paradigm to adapt to this strategic shift.
Product service system is a new kind of production system formed under the paradigm that the manufacturing enterprises are in charge of the lifecycle product and services (extended producer responsibility), which is highly integrated and globally optimized [1]. PSS is the combination of product and services to meet the customer requirements.
At present, the research on product service system mainly focuses on the macrolevel. The quantitative analysis and technology to realize the lifecycle-oriented scheme design are less to discuss. This paper presents the module division of configuration design and the realization of configuration design based on module division. At the end, this research uses CNC machine tools as an example to illustrate the integration process of configuration design of product and services and verifies the validity of proposed model and methods.
2. Literature Review
At present, the research on configuration design of product service system is less, which can be divided into two parts, namely, product service system research and configuration design research.
2.1. Product Service System Research
In the late 1990s, the United Nations Environment Programme put forward the concept of product service system [2]. So far, there are a lot of scholars studying in this field. The topics mainly include three aspects: the basic concept of product service system, the application of product service system, and the design methods of product service system.
In the aspect of concept research, Mont gave the definition of product service system, and analyzed the benefit that product service system brought to enterprise, customers, and environment. Manzini illustrated the shift from selling products to selling the integration of product and services from the essence.
In the aspect of application research, Besch studied the application of PSS in furniture industry, which made the furniture utility maximization through sharing and remanufacturing [3]. Rolls-Royce company provided PSS for airlines aircraft engine, in which the users bought several hours of flying ability of aircraft engine to work rather than the aircraft engine [4].
In the aspect of design method research, Aurich et al. put forward the concept and frame architecture of product service system based on product lifecycle management (PSS-PLM), which carried out product lifecycle system planning, design, and management in order to bring benefit to both manufacturers and customers [5]. Meier et al. proposed the architecture of industrial product service system, which was composed of three parts including design system, delivery system, and system improvement [6].
2.2. Configuration Design Research
Configuration design is one of the important means to realize scheme design of product service system, which mainly includes configuration modeling and configuration solving.
In the aspect of product configuration solving, there are a lot of methods such as method based on feature and option, method based on rule, method based on resource, method based on constraint, and method based on case. Simpson et al. proposed that configuration design was treated as dynamic constraint satisfaction problem to solve, by which the typical parameters were found out, amd then product family was clustered [7]. In the respect of configuration based on knowledge, Kreuz put forward the method of relevant knowledge first (RKF) to realize product configuration [8]. Chandrasekaran proposed “proposal-evaluation-revision” method, in which the solving process included proposing configuration problem, retrieving configuration schemes with constraints and demand conditions, and modifying and eliminating constraint conflict [9].
The methods of product configuration design are gradually applied to service configuration design. Jiao discussed how design theory and methods were applied to the design of service execution system in mass customization and regarded service delivery system as product system rather than operating system. Meyer and Dalal developed new service using product family design platform and gave the definition of service platform in multinational insurance company [10]. Peters and Saidin studied the main factors of mass customization in service and used service modules to characterize the work and the process in process design of mass customization [11].
3. Configuration Design Process of PSS
For specific product, configuration design problem has multiple solutions. At present, there are three commonly used product configuration design strategies, which are rule reasoning-based strategy, model reasoning-based strategy, and instance based strategy [12]. Aimed at the specialties of product service system for CNC machine tools, single design method is difficult to solve the complex configuration design problem [13]. Therefore, this paper proposes a method to solve the configuration problem of product modules and service modules by combining instance matching solving technology, knowledge reasoning-based solving technology, and genetic algorithm-based optimization technology.
Configuration design is essentially the process of concretization and instantiation of modules and the process of knowledge reasoning. The steps are as follows:
determining the selectivity of modules according to the customer requirements,
matching and solving the attributes of product modules according to the technical characteristics and traversing the modules according to the configuration sequence, until all the attributes of modules are being instantiated,
carrying out the configuration design of service modules based on genetic algorithm.
According to the above analysis, the problems needed to solve during configuration design process are as follows: (1) selecting the configuration scheme which matches or is similar to the configuration needs of customers from existing design scheme library, (2) determining the configuration sequence of product modules, (3) selecting the product modules according to the parameters of technical characteristics and determining the modules according to the configuration sequence, (4) configuring the service modules based on genetic algorithm, and (5) checking the configuration scheme to get feasible solution according to configuration constraints. The configuration process is shown in Figure 1.
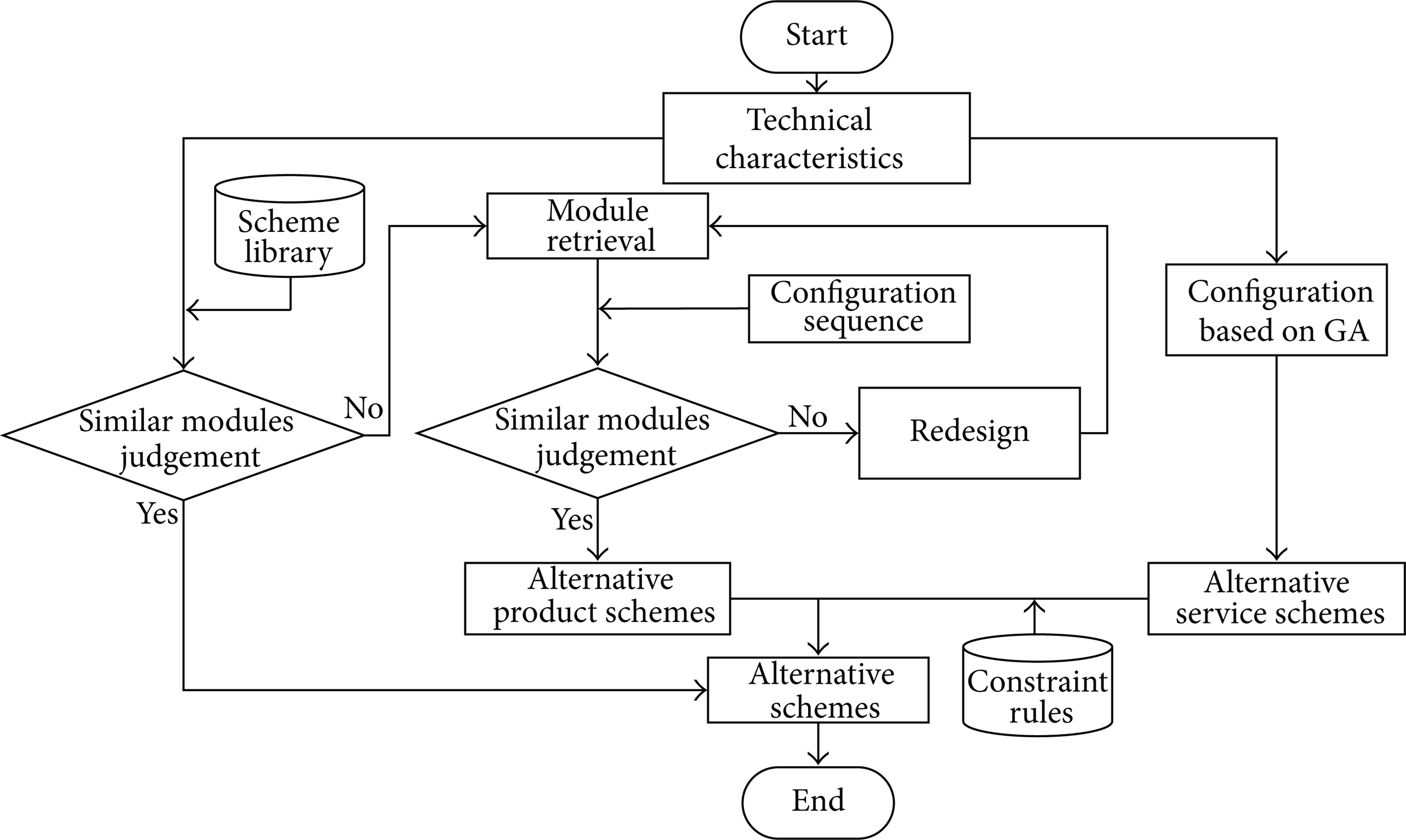
Configuration flowchart of PSS.
The configuration process is as follows.
Step 1. Judge whether the scheme in product scheme library meets the requirements. If satisfied, directly go to Step 5, or turn to Step 2.
Step 2. Determine the variable values of product modules and match the product modules.
Step 3. Traverse and instantiate various modules according to configuration sequence. If there is no similar module, the module needs to redesign. Finally the product scheme is determined.
Step 4. Determine the service scheme based on genetic algorithm.
Step 5. Analyze the scheme feasibility according to constraint rules, and then get final configuration scheme.
According to the configuration steps, the rest of paper illustrates four aspects in detail, including the scheme retrieval of product service system, the determination of product scheme, the determination of service scheme, and the overall scheme determination of product service system.
4. Scheme Retrieval of Product Service System
4.1. Similarity Solving of Instances in Scheme Library
(1) Construction of the Scheme Library. First, the scheme library is built. Then the scheme having the highest similarity with the customer requirements is selected while configuring. The scheme which meets the customer requirements can be directly selected as the design scheme. Scheme library saves all schemes that are delivered to customers successfully. Access 2007 database is selected as a carrier for scheme library of product service system, and the information of each scheme is saved in the Access tables. The information of concrete scheme includes the technical features of products and services. And product is characterized by parameters. While service is characterized by selected or not selected, the range of technology characteristics of the schemes in scheme library should be bigger than the technical features of specific customer requirements.
(2) Similarity Calculation by Similarity Function. Technical characteristic matrix is constructed by the data in scheme library. According to ideal technical characteristic vector Y ix that the customer expects, the column corresponding to it is extracted from scheme library. For the text information in vector, digital symbol is used to express. For instance, if the technical characteristic meets the customer requirements, the value is set to 1. Otherwise, the value is set to 0. For example, there are 3 kinds of NC system including FANUC system, Siemens system, and FeiYang system. If the NC system that customer needs is FANUC system, the value of FANUC system is set to 1. At the same time, the value of Siemens system is set to 0, and the value of FeiYang system is also set to 0. Eventually the technical characteristic vector Y fa is got:

where Y fa is normalized by formula (1) to obtain normalized technical characteristic vector Y fa ′ = (Y1fa′, …, Y nfa ′).
The generalized distance between Y fa ′ and the unit vector is

where p is Minkowski distance parameter, p = 1 means hamming distance, and p = 2 means Euclidean distance. Due to different importance of each characteristic in vector, X is used to express the weights of technical characteristics.
The similarity function for similarity calculation is
The derivative of similarity function is

The scheme library is retrieved to find the scheme which meets the customer requirements completely by MATLAB programming. If there is expected scheme, the result is directly output. If not, it is needed to calculate the similarity S of all schemes. S i means the similarity of the ith scheme.
4.2. Determination of the Similarity Threshold
Similarity calculation is made to existed schemes, and then the similarity of each scheme is got. The threshold value is needed to determine how to operate the scheme. If the similarity of one scheme is greater than threshold value, this scheme can be used as alternative scheme in variant design; otherwise, the method based on module combination is used to obtain reasonable scheme.
Assume that the threshold value is K, the number of modules is n, and the possibility of each situation is the same when estimating module cost. The cost calculation is as follows:



where CModification is instance modification cost, CCombining is combination module cost, CScheme is existing scheme cost, CMM is modifying module cost, CMaterial is modifying module material cost, CProcess is machining process cost, CModule is module cost, and CAssemble is assembly costs.
There are three kinds of module estimated costs [14].
If the instance module and demanded module are the same, the instance cost is the module cost.
If the similarity of instance module is in the scope of approximate estimate, take the lowest instance module cost.
If the instance module needs to redesign, the cost should be estimated after redesign.
Analyzing formulas (5) and (7), it is known that only scheme modifying cost associates with threshold value K, and module combination cost has nothing to do with K. Draw the diagram of the cost comparison as shown in Figure 2. The value of intersection point of two lines on similarity axis is the threshold value.

Cost comparison of two methods.
Let formula (5) be equal to formula (7) to solve the threshold value K:

After simplification, we got

At last it is got that K = 2/3. If the similarity of scheme i S i > K, the scheme i can be used as the alternative scheme. On the other hand, the module combination is needed to produce new scheme.
5. Determination of Product Scheme Based on Module Retrieval and Configuration Sequence
5.1. Module Retrieval Based on Fuzzy Priority Decision
(1) Module Retrieval Process. Set the target module for retrieval as M t . The number of modules of this kind in module library is n, and the set is M = {M1, M2, …, M n }. Calculate the similarity between target module attributes and corresponding attributes of optional modules in module library. The module attributes can be divided into qualitative attributes and quantitative attributes. When retrieving module attributes, qualitative attributes need to be consistent with target module attributes while similarity calculation needs to be done if it is quantitative attribute. The retrieval step can be described as follows: (1) retrieve the matching modules, (2) retrieve the similar modules, (3) output the modules, and (4) search modules according to configuration sequence.
Through the above steps, the product scheme can be got after retrieval, and the scheme satisfies the dimension constraints and assembly constraints.
(2) Ranking Decision-Making Based on Fuzzy Priority Relation. Assume that the set U = {x1, x2, …, x n } contains n alternatives, and then define fuzzy set A on U. Establish fuzzy priority relation using fuzzy mathematical method for n alternatives, and then sort them. This is ranking decision-making based on fuzzy priority relation.
r ij is the priority degree when x i is compared with x j relative to A. And r ij meets
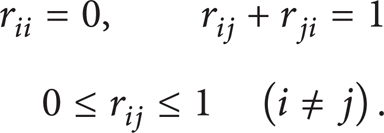
The matrix

where
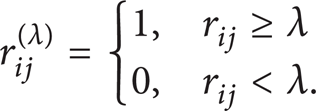
When λ gradually declines from 1, for the first Rλ if the elements except diagonal elements at i1th row equal to 1,
Calculate the weight of each module attribute, and carry out weighted sum on each quantitative attribute:

After sorting N r , the similarity with target module can be concluded. The module with maximum similarity can be chosen as the candidate module. For quantitative attributes of the module, fuzzy priority relation decision-making can be used. And fuzzy priority ratio r ij will be obtained by hamming distance as follows:

where d ki = |x k − x i , d kj = |x k − x j , x k is target value, and x i , x j are selected values.
(3) Module Attributes of Pure Physical Modules. Pure physical module set is described as {M1, M2, …, M m }. And the attribute set for module M i is labeled as A(M i ) = {A j M i , j = 1,2, …, n i }. Variable n i is introduced to represent the attribute number of the ith module.
5.2. Determination of Configuration Sequence of Product Modules Based on Depth-First Search Algorithm
(1) Depth-First Search Algorithm. Set off from one point in directed graph or undirected graph, then traverse the rest of the graph, and each vertex is accessed only once. This process is called traversing graph. There are two methods for traversal including depth-first search and breadth-first search. This paper uses depth-first algorithm (DFS).
The basic idea of depth-first search algorithm is as follows: assume v i as starting point, visit the starting point in the first, and then select the adjacent point v j that has never been visited, and then use v j as new starting point for the depth search, until all the vertices are accessed.
(2) Determination of Configuration Sequence of Product Modules. Through depth-first search algorithm, the configuration sequence of product modules and integrated service modules is determined. The use of depth-first search algorithm is to ensure that at each level of search tree only a child node is always searched first, and then keep going until the depth of the tree. Then the search just returns to the higher level from current node and goes along the other direction and moves on.
When traversal is completed, the configuration sequence is confirmed. Then the product scheme is determined.
6. Determination of Service Scheme Based on Genetic Algorithm
In service scheme, the characteristics of service module are different from those of product module. So configuration design of service modules becomes combinatorial optimization problem. Genetic algorithm has global search ability and is widely used in combinatorial optimization. This paper uses genetic algorithm to determine the service scheme.
(1) Chromosome Encoding of Service Module. Encoding is the first problem in using genetic algorithm and a key step of genetic algorithm. The link between the practical representation of target problem and the chromosome structure of genetic algorithm must be constructed first when using genetic algorithm to solve the problem. Common encoding methods include binary encoding, real-number encoding, orderly encoding, structured encoding, matrix encoding and quantum bit encoding, and so forth.
Different scale number coding is used in this paper: X = (x1, x2, …, x p ). x i means the number of submodules that each module contains and then randomly generates initial population.
(2) Population Initialization. After determining the chromosome code of service module, this paper uses random method to generate initial population as initial solution and sets the population size to 40.
(3) Fitness Function. In this paper, service value coefficient, service quality level, and customer relative satisfaction are used as optimization goal to establish fitness function. Configuration function y ij is defined to represent whether a child module is selected, in which 1 means that the module is selected and 0 means no matching.
(i) Construction of Service Cost Matrix C = {c11, c12, c13, …, c ij , …, c mn } T . c ij is the cost to realize the function of jth submodule of ith module. N = {n11, n12, n13, …, n ij , …, n mn } T represents the actual cost of this module. So the objective function is as follows:

where C s represents the total service cost.
Service cost is calculated by

where C1 is relevant personnel costs, C2 is information management costs, C3 is logistics cost, and C4 is processing cost.
For manufacturers, they can produce some products themselves and produce some services in the form of outsourcing. Considering the risk, when the self-made products have the same utility with the outsourcing products, people prefer to select the former. Therefore, the price of outsourcing product is lower than that of product. So a coefficient Y is added before the unified price P s . And the range of Y is (1/3, 1/2).
Therefore, the relationship is got as (C1 + C2 + C3 + C4)(1 + r) ≤ p ≤ YP s , in which r is target profit rate, p is service price, and P s is unified price.
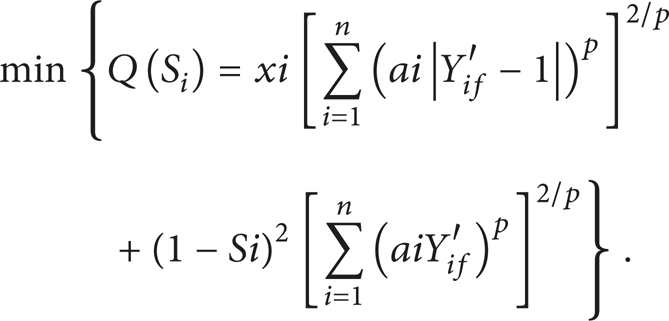
(ii) Construction of Module Quality Level Matrix Q = {q11, q12, q13, …, q ij , …, q mn } T . q ij is the correlation degree of service quality level of jth submodule of ith module. In order to calculate conveniently, Q′ = {q11′, q12′, q13′, …, q ij ′, …, q mn ′} T is defined as the reciprocal of the correlation degree of service quality level. Then the objective function is given as follows:

(iii) Construction of Customer Relative Satisfaction Matrix S = {s11, s12, s13, …, s ij , …, s mn } T . S ij is the customer relative satisfaction of jth submodule of ith module. In order to calculate conveniently, S′ = {s11′, s12′, s13′, …, s ij ′, …, s mn ′} T is defined as the reciprocal of the customer relative satisfaction. Then the objective function is given as follows:

The above objective functions need to solve the minimum value as the optimization target, which can be mapped into a single objective function. There are many mapping methods including constraint method, linear weighting method, and ideal point method. This paper uses the linear weighted method to construct the fitness function as
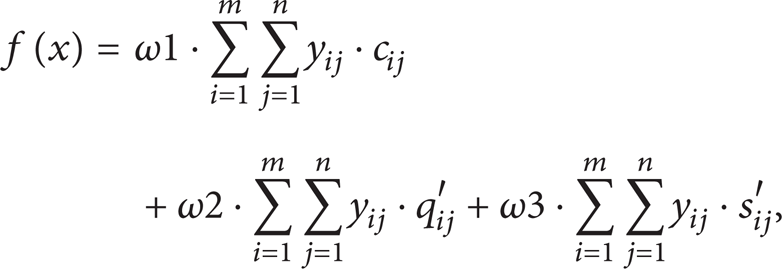
where ω1 + ω2 + ω3 = 1.
(4) Genetic Operations. Genetic operations include selection operation, crossover operation, and mutation operation. For selection operation, random selection operator is used to traverse samples. For crossover operation, single point crossover operator is used. For mutation operation, mutation operator is generated based on certain probability to randomly select mutant gene. This paper adopts the operation parameters of genetic algorithm as shown in Table 1.
Operation parameters of GA.

This paper uses genetic algorithm to solve combinatorial optimization problem, namely, to solve the problem of service module configuration, in order to establish the service scheme of product service system.
7. Case Analysis
7.1. Configuration Case of Product Scheme
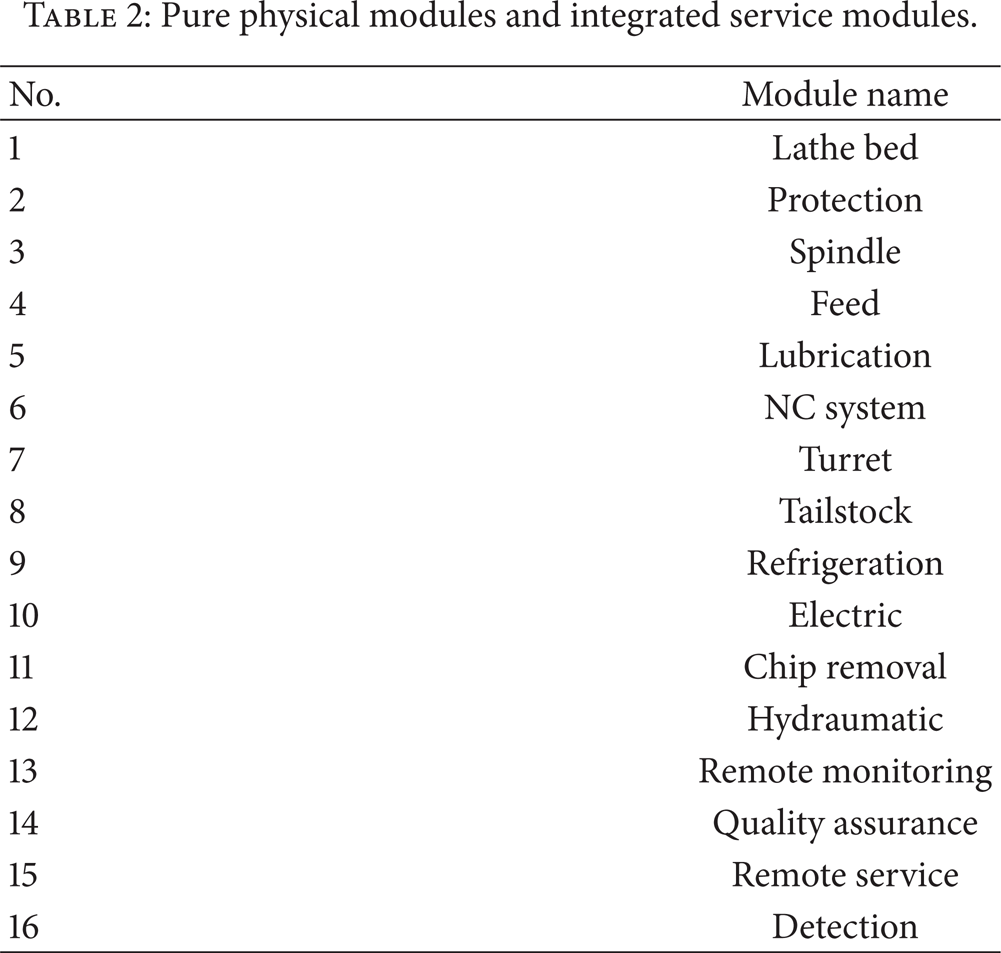
(1) Configuration Sequence of Product Modules. The pure physical modules and integrated service modules are numbered as shown in Table 2. Considering the assembly relationship between modules and the relevance between integrated service products, the undirected graph is obtained as shown in Figure 3, which shows the configuration sequence of pure physical modules and integrated service modules.
Pure physical modules and integrated service modules.

Configuration sequence of pure physical modules and integrated service modules.
The configuration sequence is got by depth-first algorithm as 1→3→6→10→13→15→16→14→7→4→12→8→5→2→9→11.
(2) Determination of Product Scheme. According to the configuration sequence, no. 1 module is selected as the first module to retrieve until all complete matching modules or similar modules are retrieved. This step is carried out according to configuration sequence until the attributes of all modules have been instantiated. The attribute values of object module can be got by the case analysis of customer requirements as shown in Table 3.
Attribute parameters of object module.

The property parameters of lathe bed module are acquired from lathe bed module library, as shown in Table 4, in which M1i means the no. i module of the first class module and M1t represents the target property of the first class module.
X axial attribute parameters of lathe bed module.

Take the module set M as the domain, and select two modules from n modules at a time in turn, and then find out all the fuzzy priority ratio r ij . Finally the fuzzy priority relation matrix R is obtained as follows:

By the method described above, the attribute “X axial stroke” should be at the first order corresponding to the first module. Then delete the first row and the first column, and continue to calculate. Take different λ, and get the next order. Finally, the priority order of every quantitative attribute of lathe bed module is obtained as shown in Table 5.
Priority order of every quantitative attribute.

According to the analysis on customer requirements, the weight of three attributes is {0.44,0.15,0.41}. Use the data in Table 5 to weighted sum, and the similarity degree of each module is got. The smaller the value is, the higher the similarity degree is. As shown in Table 6, the module M11 is the closest module with the target module.
Similarity degree between modules.

The selected module is M00201040124001. The X axial stroke of this module can meet the customer requirements, but the X axial fast-forward speed is lower than the customer requirements. It is needed to adjust the motor. The original motor for the module is Y112M-2. Y160M1-2 is used to replace it.
According to the configuration sequence, the next selection module is the main shaft module. Repeat the above process, and the product configuration scheme can be obtained.
7.2. Configuration Case of Service Scheme
(1) Module Configuration Constraints. The service modules in the module library should satisfy service constraints in order to meet the customer requirements. It is needed to build a configuration model of service modules to illustrate the configuration knowledge to make sure all different service configuration schemes can be reused and ensure the sharing ability of configuration knowledge. And some appropriate service constraints are added to illustrate the validity of the model.
According to the division result of service modules, the constraint relationship between the modules and the submodules can be described to ensure the rationality and feasibility of module combination scheme. The model for the configuration constraints of service modules is shown in Figure 4, in which [1] means this module must be chosen, and [0, 1] means this module is an optional module. Through the description of this model, the configuration knowledge can be obtained. The example of knowledge representation is as follows:


Configuration constraints model between service modules.
(2) Calculation Results and Analysis. According to the customer requirements, the matching condition of service modules is [sales module M1, quality assurance module M2, installation module M3, maintenance module M4, supply module M5, recovery module M6, CNC programming service M7, and training service M8] = [1 1 1 1 1 0 0 1]. Service value coefficient, service quality level, and customer relative satisfaction of each submodule are shown in Table 7.
Related date of submodules.

Encode the module by the notation number [4,2, 3,2, 3,2]. The weight is set to ω1 = ω2 = 0.33 and ω3 = 0.34. MATLAB is used to solve this question, and two kinds of schemes are eventually obtained as shown in Figure 5. It can be seen that convergence appears in the sixth generation, and the convergence speed is fast. The computational result is as follows:

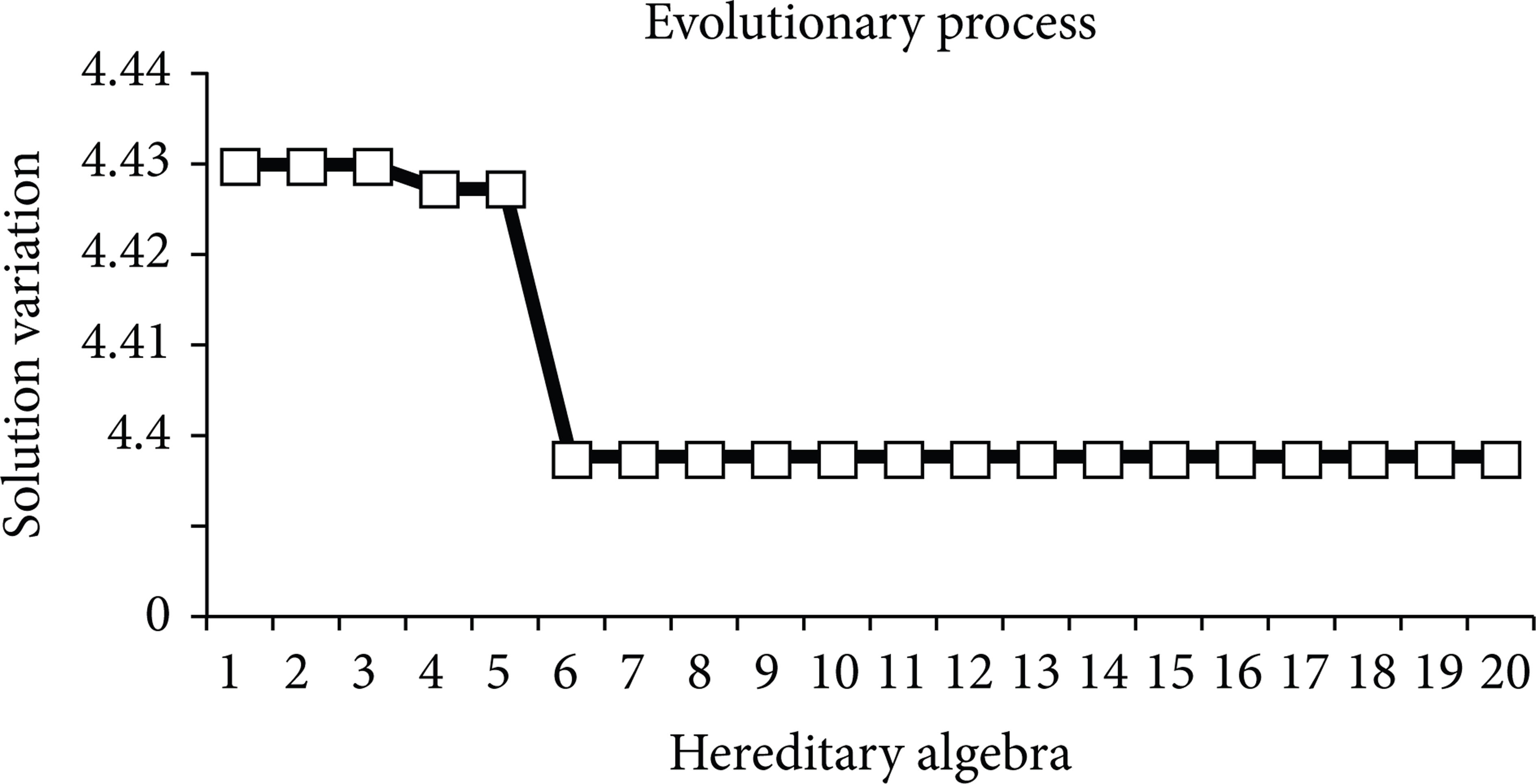
The relation between GA generation number and optimal result.
The corresponding module combination schemes are as follows: scheme 1 [M14 M32 M41 M51 M62 M83], scheme 2 [M14 M32 M42 M51 M62 M83], scheme 3 [M14 M31 M42 M51 M62 M83], and scheme 4 [M14 M32 M42 M51 M62 M83].
Check the service constraint for four schemes. It is found that scheme 2, scheme 3, and scheme 4 do not conform to rule if S42 = 1, then S83 = 0. So scheme 1 is the service scheme that satisfies the customer requirements.
7.3. Configuration Case of Overall Scheme
According to Sections 7.1 and 7.2, the product scheme and service scheme are obtained, the relationship between which is weak at this time. The product scheme and service scheme can be directly combined to configure several kinds of overall schemes that meet customer requirements. Check the constraints of overall schemes to guarantee the feasibility and the rationality of the schemes. For the convenience of check procedure, the configuration constraints of overall schemes are translated into character description that MATLAB can identify, which is expressed as a n × 2 matrix. And the corresponding constraints of every scheme are described in the same way. If there are i schemes, a matrix with n × 2i elements is formed:

in which the number of lines with data 0 is j in n lines (it shows that target constraint is different from constraint rules), and the number of lines with data 1 is n − j (it shows that target constraint is the same as constraint rules). That means the scheme is reasonable. Finally the products service system scheme for CNC machine tools that meets customer requirements is obtained by this method. A specific description of the result is listed as shown in Table 8.
PSS Scheme of CNC machine tools.

8. Conclusions
Product service system is a kind of overall solution to meet the customer requirements, which includes product and services. The focus of current research of product service system is shifting from basic theory to industrial application. The offering of product service system is a big challenge for configuration design system, which needs to meet higher requirements and has higher efficiency. This paper discussed the configuration design process of product service system, analyzed the scheme retrieval of product service system, determined the configuration sequence of product modules and service modules by depth-first search algorithm, and generated the product scheme by fuzzy priority algorithm and the service scheme by genetic algorithm. And on this basis, this paper integrated product scheme with service scheme and obtained the product service system as overall solution. Selecting CNC machine tool as an example, this paper verified the feasibility and validity of proposed method.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
This work is supported by the Fundamental Research Funds for the Central Universities (N120403003), the Science and Technology Funds of Liaoning Province (2013020052, 2011216010), and the Research Funds of State “Twelve Five” Support Program (2012BAF12B08).