
Abstract
Ambient pressure has a certain inhibiting effect on underwater welding droplet transfer and the stability of welding process. Good droplet transfer of underwater welding plays an important role in improving repairing quality of underwater structures. As an additional droplet separating force, laser provides effective means in improving the welding quality. For quantitative analysis and comparison of laser enhanced effect on droplet transfer, a high-speed camera system to shoot the process of welding droplet transfer was designed and by adopting the frequency domain operation, a filter aiming at image processing of welding droplet was also designed to filter the ambient noise and diffraction fringe. Through edge detection algorithm, edges of droplet images were detected, and the size of droplet was computed accurately with welding wire as the reference. At last, droplets’ statues under different welding parameters were compared. The results show that the clear images of GMAW droplet separated from the noise background can be acquired, which makes the high-precision quantitative analysis of laser enhanced effect possible. All of the results lay a foundation for further test of laser enhanced hyperbaric underwater welding.
1. Introduction
Marine petroleum exploitation is a main means to solve China's energy problem in the future. The exploitation needs to lay abundant submerged pipelines. But damage and leakage often happen on the submerged pipelines because of the poor working conditions and the influence of marine engineering operations. Hyperbaric welding technique is needed in repairing the submerged pipelines [1, 2]. In the process of hyperbaric MIG welding, droplet transfer is a basic physical phenomenon. Stable droplet transfer is a prerequisite to acquire weld joint of high quality. Stable arc in spray transfer, uniform-sized droplets, and achieving directional droplet transfer without spatter are often the preference of transfer mode. To control droplet transfer means to improve the quality of welding under the condition when the heat and mass inputs are controllable, many researchers have conduct a large number of studies on droplet transfer control and realized a degree of MIG welding droplet transfer control. The researchers from University of Kentucky in the USA advanced to strengthen the technical process of the gas metal arc welding by laser. They successfully realized spray transfer with a current range of 80~130 A which would result in the short circuiting transfer in traditional MIG welding. And the diameter of welding wire is 0.8 mm [3].
Image processing plays an important role in the process of extracting useful information from welding droplet transfer and analyzes useful information [4–6]. It has been applied in welding industry for seam tracking, measuring weld pool surfaces and welding research for process monitoring. In manual arc welding, all welding conditions and parameters are feedback on the human welder through vision; thus, the human welders are capable of adjusting the process instantaneously. Machine vision is expected to play the same role in welding process and provide guarantee for developing the next generation intelligent welding machines, especially for relatively complex processes [7–9]. In welding process, visual information can greatly enhance the capability of process analysis and control [10–12]. But during laser enhanced MIG welding, due to the great grayscale variety introduced by the strong laser light, edge detection of the droplet becomes very difficult [13]. This paper will establish a laser enhanced MIG welding test system and carry out some compared experiments about droplet transfer statues before and after laser enhancement, andthe droplet image processing will be done to obtain the droplet size under different welding parameters. Based on the above research, the influence of laser on droplet transfer process and droplet size will be determined.
2. Theory of Laser Enhancing and the Experimental System
The droplet transfer of laser enhanced GMAW welding is the result of multiple forces working together on the droplet, including effect of the gravity F g , surface tension Fσ, electromagnetic force Fem, plasma jet force F p , an inversed plasma jet force F d in the underwater pressure environment, and also a radiation pressure and back-flushing pressure F r when putting laser on the metal droplet, as is shown in Figure 1. The direction of black arrows in Figure 1 stands for direction of the force. Each with an arrow down is the separating force and each with an arrow up is a retention force. Through static equilibrium, the geometric shape of droplet is determined by these forces [14]. Before the separation of the droplet, the separating force and the retention force are in equilibrium. With regard to the flat position of welding, the gravity, electromagnetic force, plasma jet force, and back-flushing pressure under laser irradiation are often helpful for droplet transfer. The surface tension and the inversed plasma jet force in the pressure environment often hinder it.
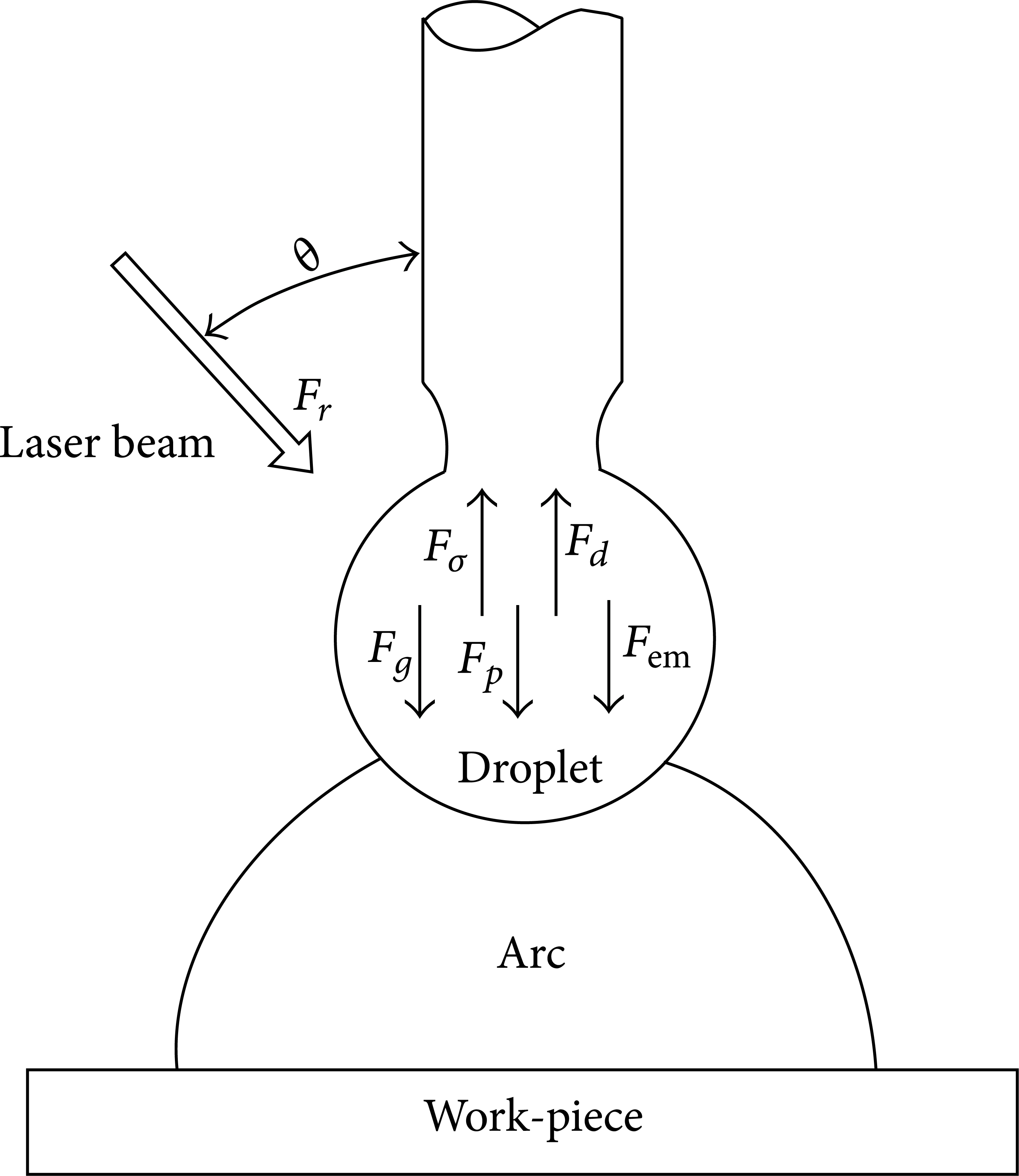
Schematic diagram of laser enhanced droplet transfer.
The back-flushing pressure of laser can make up electromagnetic force which is deficient for relatively low currents to make droplet separated. But as it is different from the process of laser hybrid welding, additional heat relevant to laser is negligible when comparing with the arc heat which is used in welding. Laser enhanced droplet transfer does not provide obvious additional heat to accelerate the melting speed of the welding wire. At the same time, the droplet transition state and the droplet size can be controlled through controlling the power density of laser beam and other parameters.
In order to clearly record this transient process of droplet transfer, this paper constructs a high-speed camera system, as shown in Figure 2. Using i-SPEED 3 high-speed camera of Olympus to shoot the droplet transfer, with an external visual indicator, this camera has the highest frame rate of 150000 frames per second and is able to confirm the camera recording condition at any time. The selected backlit system is the 25LHP928-230 type helium-neon laser produced by Melles Griot Company from the United States. The wave length of its light source output is 632.8 nm and the rated power is 35 mW. The high-speed camera shoots with the speed of 4000 frames per second.

Schematic diagram of high-speed camera system.
The proof test of laser enhanced droplet transfer control is conducted under atmospheric pressure. A welding test system is set up according to the test requirements, as shown in Figure 3. To facilitate shooting by the high-speed camera system keeping of the laser enhanced position, the welding torch is fixed in the welding process and the welding platform drives the motion of the test piece for welding. The system uses IPG YLR-4000 type continuous wave fiber laser to provide laser source and the laser wavelength is 1070 nm. The type of laser welding head is YW52 and the focusing lens of the laser welding head is changed to a long focusing lens of 680 mm to make the adjustment for operation more convenient. The welding power source is the all-digital pulsed MIG/MAG welding power source YD-400GE from Panasonic. Texture of the test piece for welding is 16 Mn; welding wire has a diameter of 1.2 mm. The wire extension is 15 mm in the welding process. The location on the welding wire of the light spot aiming by laser is at a distance of 4 mm from surface of the test piece for welding. Taking 45° as the incident angle θ of laser, distance from the focusing lens of the laser welding head to the welding wire is 635 mm; the lasering light spot on the welding wire has a diameter of 5.12 mm by size calculation. The power density of laser can be acquired through this size.

Testing system of the laser enhanced droplet transfer.
3. Edge Detection in Laser Enhanced GMAW Welding
High-speed camera image shoot by high-speed camera system can be used to analyze the condition of the welding process. But because fumes in the welding process and diffraction fringe and ambient noise result from arc light are spread in the image abundantly, there are difficulties in further computing characteristic parameters from transient process such as the size of droplet through image algorithm. Therefore the images of droplet transfer process need to be processed through digital image processing technique to lessen the adverse effects of the target background and to improve the image effect of the target area. And then the image analysis technique is used to detect and measure the target, to meet the need to build, and to compute the mechanism model in transient process.
Because the types of noise are complex and are intermingle with the effective image data, the image noise cannot be effectively lessened through designed mask to conduct convolution computation in spatial domain. And the boundary contour and lines are easily to be blurred. So this paper converts the image of droplet transfer process into the frequency domain for analysis and processing [15]. In digital image processing, image sampling is generally square matrix, M = N. The two-dimensional discrete Fourier transform can be got by using the following formula:
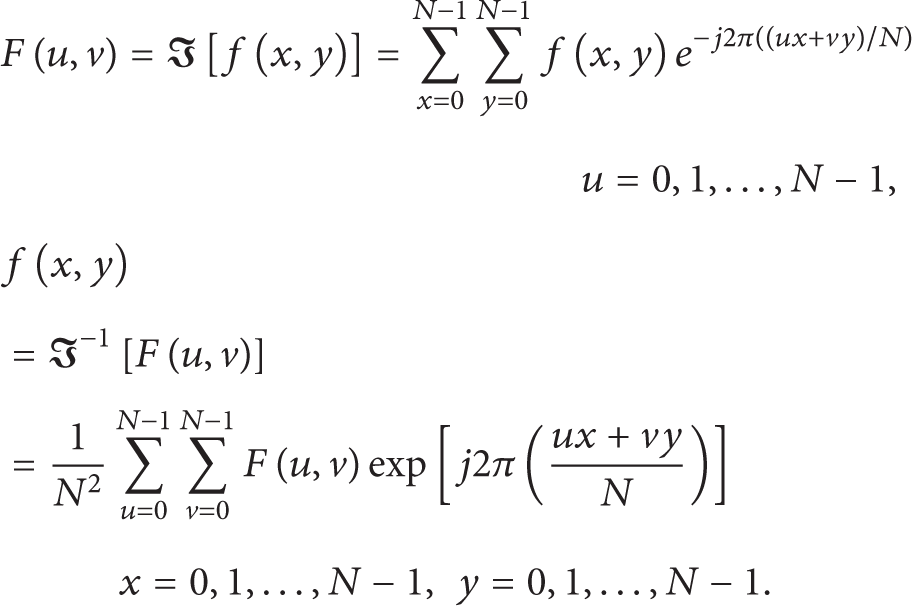
After conducting transformation of frequency domain, a Gaussian high-pass filter is designed to conduct filter processing [16]. Figure 4 is a case of welding droplet transfer processing. Figure 4(a) is the original image of the droplet transfer shoot by the high-speed camera system. Figure 4(b) is the image after the transformation of frequency domain, filtering, and the inverse transformation. As can be seen from the image, the image noise is much less than before.

After the filtered image.
After finishing the filter, the edge detection can be conducted. This paper adopts the Canny algorithm to conduct the edge detection [17, 18]. The basic idea is to use first-order partial derivatives compute the gradient magnitude and direction by finite difference calculation, then conduct nonmaxima suppression on the gradient magnitude, and use double threshold algorithm to detect and connect the edge at last.
The first-order derivatives ∂f/∂x and ∂f/∂y are the simplest derivative operator. They solve the rate of change of gray scale at the directions x and y separately. For digital image, using finite difference calculation instead of derivation, the first-order difference of that can be got by using the following formula:

The directional difference can be got by using the following formula:

The direction to get the maximum for the directional derivative of the function f at some point is α = tan−1[(∂f/∂y)/(∂f/∂x)], and the maximum of the directional derivative is
The Canny edge extraction results in images of Figure 4 as shown in Figure 5. Figure 5(c) is the result of Canny edge. It is observed that the edge of droplet and welding wire can be relatively clearly detected. Then the morphological dilation and filling process can be conducted to the image and the result is as shown in Figures 5(d) and 5(e).
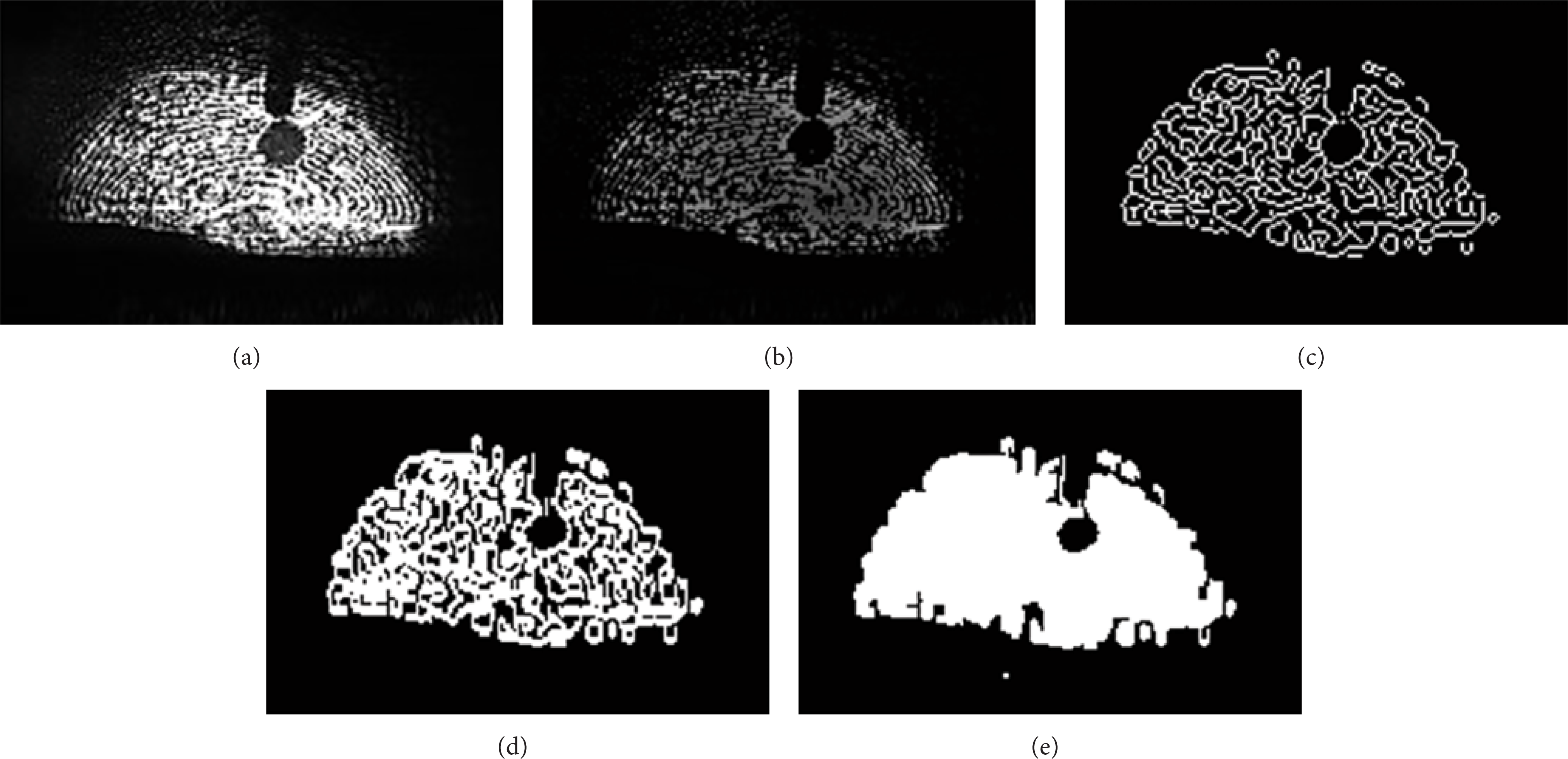
After edge processing image.
At last, the elliptical droplet is recognized by using random Hough transformation. If the image of droplet is uncontinuous, then the image of droplet can be fitted to completion by methods of curve fitting. On the basis of the actual size of the welding wire that is known, the corresponding size reflected on the pixel can be calculated. After measuring the pixel contained by the droplet, the sectional area of the droplet can be determined.
4. Welding Experiment
In usual GMAW welding, the principal factors that have influence on droplet transfer are parameters including electric current, arc length, polarity, shielding gas, wire material, wire diameter and wire extension. The arc length can be changed through changing the voltage setting. In this experiment, direct current reversed polarity (DCRP) is being used. The shielding gas for welding is 80% Ar + 20% CO2. The gas flow rate is 20 L/min. For welding wire with a diameter of 1.2 mm, the critical welding current of the spray transfer is about 280 A–320 A.
In order to measure the effect of the laser enhanced on the welding droplet transfer under different parameters, this paper designs two groups of experiments. Both experiments are conducted by using parameters lower than the critical welding current. The setting current used by the first experiment is 180 A and the voltage is 34 V. The specific parameters are as shown in the Table 1.
Laser-enhanced experiment 1.

In order to verify the effect of the laser on the status of the droplet transfer, the welding experiments using the parameters in Table 1 are divided into two groups. One of them is under laser state and the other one is not. Figures 6 and 7 are the droplet transfer images and edge detection result with two groups of parameters. It can be seen from Figures 6(a) and 6(d) that the droplet has contacted the weld pool before separating itself from the welding wire. So it is an obvious short circuiting transfer. It can be clearly known from the Figures 7(a) and 7(d) that the droplet has been separated from the welding wire clearly before contacting the weld pool. So it is an obvious globular transfer. Thus it can be seen that after using laser enhancement, statues of droplet transfer can be changed.
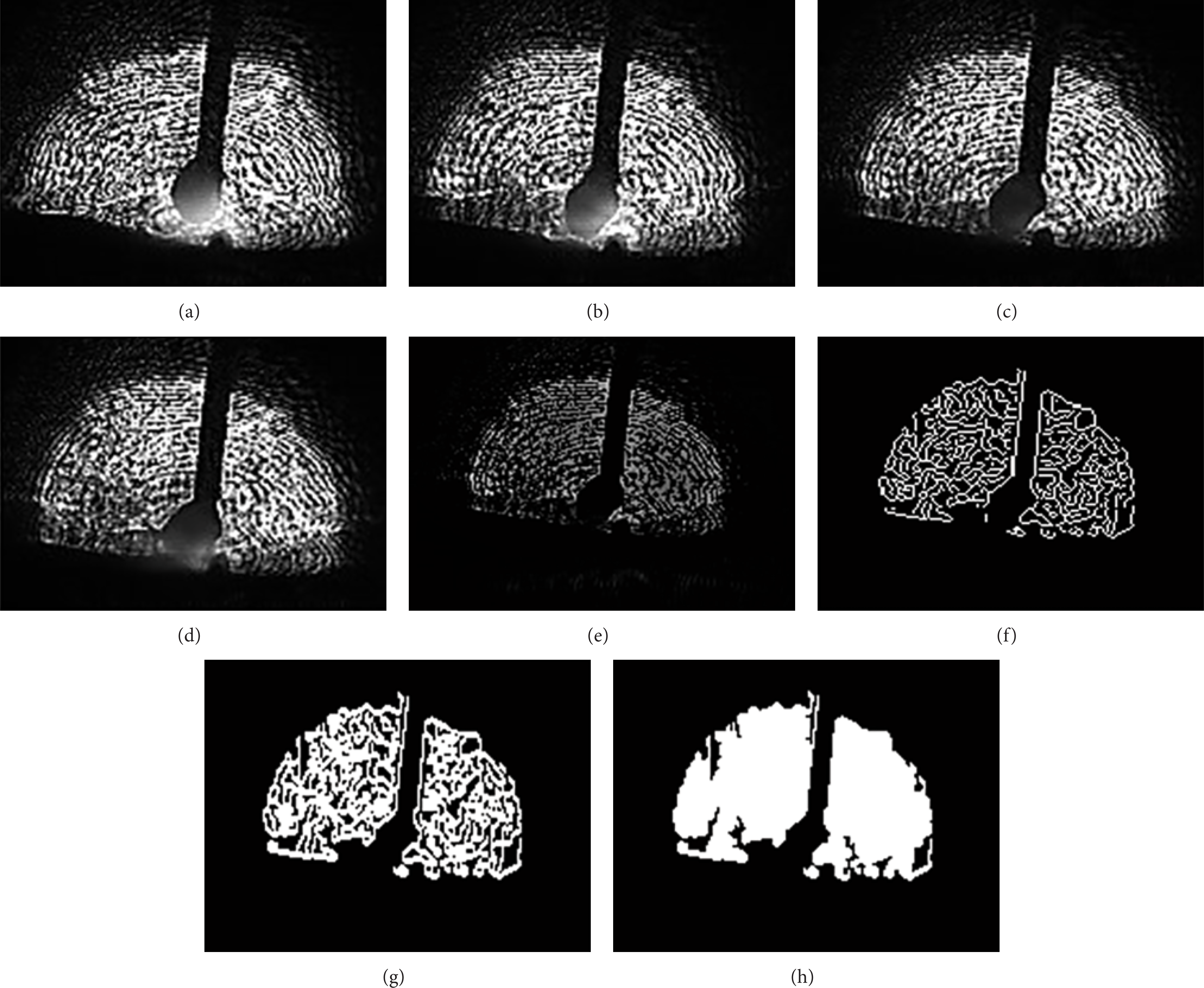
The results of test condition 1.

The results of test condition 2.
To conduct analysis and detection on the two statues, the image processing algorithm has been used. In Figure 6, (e) is the filter processing result of (c), (f) is the result of edge detection, and (g) and (h) are the dilation and filling results of image morphology. In Figure 7, (e) is the filter processing result of (c), (f) is the result of edge detection, and (g) and (h) are the dilation and filling results of image morphology. At last, pixels contained in the droplet are measured and the sectional area of the droplet is determined, as shown in Table 2. It can be seen from the table that the laser enhanced droplet size becomes smaller slightly.
Size of the droplet.

To further verify the effect of laser enhancement, using lower welding current and voltage in second experiment, the parameters are shown in Table 3.
Laser-enhanced experiment 2.

When conducting the welding experiments based on parameters in Table 3, (e) in Figure 8 is the filter processing result of (c); (f) is the result of edge detection; (g) and (h) are the dilation and filling results of image morphology. In Figure 9, (e) is the filter processing result of (c), (f) is the result of edge detection, and (g) and (h) are the dilation and filling results of image morphology.

The results of test condition 3.

The results of test condition 4.
When comparing the droplet size in Table 4, it can be seen that because the current and the voltage in experiment 2 are lower than those in experiment 1, the electromagnetic force for droplet transfer provided in experiment 2 is also lower than that in experiment 1, which leads to the need of bigger gravity to separate the droplet from the wire. So the size of droplet in experiment 2 is much bigger than that in experiment 1, and the droplet transfer is more difficult. But under this kind of condition with lower current and voltage, the effect of laser enhancement is more obvious and the change of droplet size is bigger. So a certain laser power density can obviously improve the status of the droplet transfer in GMAW welding, and the droplet size can also be controlled by laser.
Size of the droplet.

5. Conclusion
To achieve the droplet transfer in special environment with relatively low current, a set of experimental systems of laser enhanced droplet transfer under atmospheric pressure has been established which can meet the need of the experimental research. The laser enhanced effect on GMAW welding droplet transfer is studied. With short circuiting transfer welding parameters, the compared experiments of droplet transfer statues were done before and after laser enhancement. From high-speed images of the droplet transfer and the processing results of the droplet edge detection, it can be seen that laser with a certain power density can obviously improve the statue of the droplet transfer in GMAW welding, and the size of droplet can also be controlled by laser.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
This paper was supported by “National Natural Science Foundation of China (51205026) and Project of Construction and Promotion of Innovation Teams in Beijing Municipal Universities (IDHT20130516).”