
Abstract
Reducing carbon emissions has been a major focus in the automobile industry to address various environmental issues. In particular, studies on parts comprised of high strength sheets and light car bodies are ongoing. Accordingly, this study examined the use of boron steel, which is commonly used in high strength sheets. Boron steel is a type of sheet used for hot stamping parts. Although it has high strength, the elongation is inferior, which reduces its crash energy absorption capacity. To solve this problem, two sheets of different thickness were welded so the thin sheet would absorb crash energy and the thick sheet would work as a support. Boron steel, however, may show weakening at the welding spot due to the Al-Si coating layer used to prevent oxidation from occurring during the welding process. Therefore, a certain part of the coating layer of a double-thickness boron steel sheet that is welded in the hot stamping process is removed through laser ablation, and the formability of the hot-work was examined.
1. Introduction
As the automobile industry affects human safety directly, the focus of this study is on the development of car bodies with sufficient hardness and lightness. Lightness is as important as hardness because the amount of carbon dioxide emissions is proportional to the weight of the vehicle. As environmental problems become an important issue around the world, the automobile industry is paying close attention to greenhouse gas regulations and the lightweight design of car bodies to improve fuel efficiency. In addition, high shock absorption should also be secured for the safety of passengers upon a collision but it is difficult to satisfy these three requirements simultaneously. To address this, many studies have examined the hot stamping process [1–5]. Among these are studies on martensite generation depending on the temperature [6], the effects of forming methods on hot processing [7], the influence of spring back, the residual stress on the products, and so forth [8].
Although hot stamping parts have high strength, their use has been limited to areas where the sufficient shock absorption has lower elongation. Therefore, the TWB (tailor welded blank) of boron steel used in hot stamping is essential. When a thick steel plate made of two plates with different thicknesses is used, the thicker one functions as a support while the thinner one absorbs shock. A number of studies have been performed on the joining of dissimilar steels. Anand et al. examined the mechanical characteristics of dissimilar IF steels after welding [9]. Padmanabhan et al. evaluated the forming characteristics of an aluminum and steel combination [10], and Kinsey et al. performed a comparative study on the forming characteristics based on experiments and interpretations through a TWB [11].
TWB boron steel has been studied extensively [12–15]. For boron steel, the mechanical characteristics at the welding part deteriorate due to the induction of an Al-Si coating layer that is essential to prevent oxidation upon welding. Kim et al. [16] found the USIBOR 1500's distribution of the hardness through CO2 laser welding. The hardness and tensile strength of HAZ decreased and fracture occurred at HAZ during the tensile test. USIBOR 1500 was coated with an Al-Si layer. During welding, chemical compounds, such as FeAl3 or Fe2Al5, form due to the effect of the coating layer. FeAl3 or Fe2Al5 decreases the ductility of the material, making it brittle. Ehling et al. [17] found that hardness of coated boron steel decreased to 300~320 Hv and Moon et al. [18] reported that tensile strength and elongation decreased after laser welding because of the effect of the coating layer. Therefore, the welding of boron steel would involve the removal of a certain portion of the coating layer. This study examined the mechanical characteristics of boron steel welded after removing the Al-Si coating layer. In addition, the die temperature and dome height for the ideal mechanical strength were evaluated based on the hot Erichsen test, which simulates the hot stamping process under ideal conditions, as shown in Figure 1.

Schematic diagram for laser welding and Erichsen experiment. (a) Laser ablation and laser welding, (b) Erichsen test with optimal ablation.
2. Removal of the Boron Steel Al-Si Coating Layer and Welding
2.1. Characteristics of Boron Steel (22MnB5)
B, Mn, and Cr are added to boron steel for better hardenability as listed in Table 1. Figure 2 shows the microstructures of boron steel before and after hot stamping. Although the pearlite structure appears at the ferrite factors before hot stamping, it becomes martensite after the hot stamping process.
Chemical composition of boron steel (wt%).


Microstructure in cross section before and after quenching of boron steel.
Boron steel is coated at both sides with a 25–45 μm thick Al-Si layer to prevent oxidation. A 5–7 μm thick compound, which consists of FeAl3 and Fe2Al5 (intermetallic compound), is placed between the coating layer and base metal layer to enhance the hardness. The melting points of the coating layer and intermetallic compound are 600–700°C and 1100°C, respectively. Boron steel has inferior mechanical characteristics due to the induction of the Al-Si coating layer during butt welding.
2.2. Laser Ablation
In laser welding, which involves laser ablation with a head installed, the coating layer is not removed due to the slow speed. Rather, it is melted down and can form a metal compound. Nevertheless, the coating layer is not removed completely when the welding speed is faster. It is difficult to remove the 25–45 μm coating layer by means of laser. During the ablation by means of a laser welding head, the speed goes down and thus the coating layer is hardly removed. Rather, this may result in fusion and metal compounds. Thus, high-speed laser ablation was adopted with a scanner installed instead of the head. Ablation conditions were listed in Table 2.
Ablation condition.

Figures 3 and 4 show the boron steel Al-Si coating layer before and after laser ablation. Figure 3 shows a plan view of the steel sheet before and after removing the coating layer with laser ablation 2 mm at one side. Figure 4 shows the specimen in the depth direction along with a structure photo before and after laser ablation followed by polishing and etching processes. Figure 4(b) shows that the coating layer has been removed.

Laser ablation of Al-Si coating layer of boron steel sheet surface before welding.
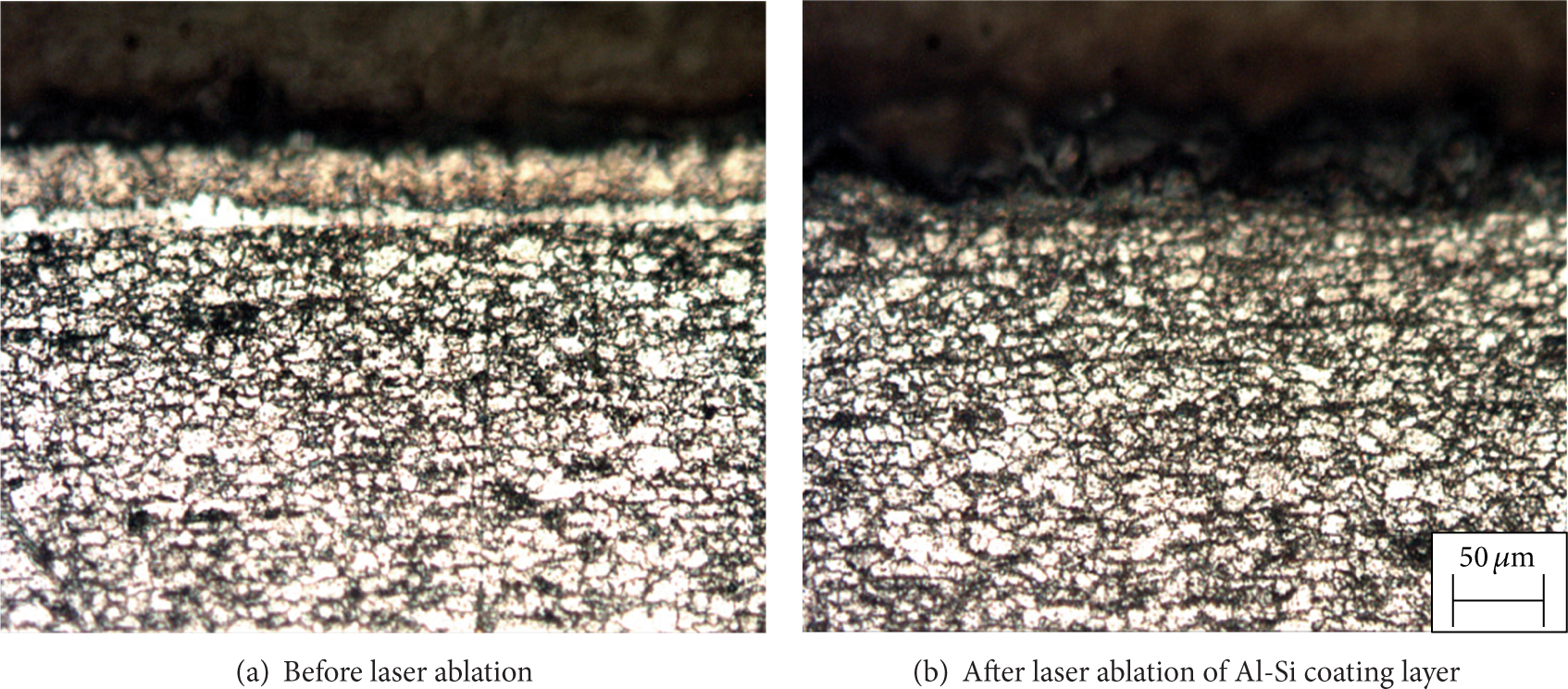
Microstructure in cross section before and after laser ablation of boron steel.
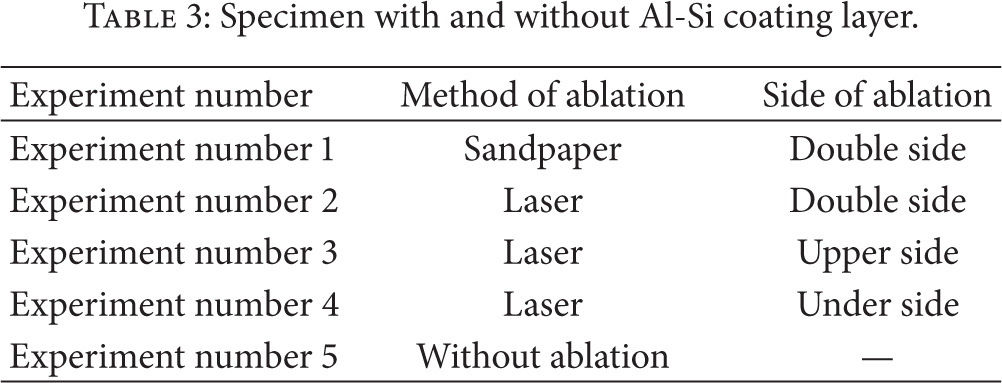
Table 3 divides the laser ablation variables before welding into five factors. In experiment number 1, the coating layers at both sides of the boron steel sheet were removed using sandpaper. In experiment number 2, the coating layers at both sides were removed with a laser, whereas in experiment number 3, only the upper side coating layer was removed. In experiment number 4, only the lower side coating layer was removed. The coating layer was not removed in experiment number 5. If there is no difference in the mechanical characteristics between the condition of removing only one side of the coating layer and both sides, the process with only one side layer removed can be more cost-efficient.
Specimen with and without Al-Si coating layer.
2.3. Laser Welding
Figure 5 shows laser equipment and specimen before and after die quenching. The fiber laser that maximum power of weld was 5 kW was used. When welding 1.6 mm thick boron steel (22MnB5) sheet, butt welding of the same thickness blank was performed by welding head. To reduce the two misalignments of the steel after welding, steel was fixed on the welding jig and laser-welded. Welding position was controlled through camera and camera monitor and the heat input could be controlled with the welding velocity and laser power as shown in Figure 5(b). Table 4 lists the welding conditions. The ideal welding condition is that it produces a perfect back bead with full penetration and a narrow weld line after welding. If the process is slow, the excessive heat would cause a fusion zone and an enlarged back bead area, whereas if the process is fast with higher output, the low heat input would cause inferior mechanical characteristics because there would be no back bead.
Laser welding condition.


Laser welding equipment and specimen before and after die quenching.
A bonded part, whose mechanical characteristics become inferior after welding, was formed at the HAZ (heat affected zone) between the base material and welding part, which is the cause of embrittlement. The HAZ reduces because it is close to the ideal welding condition. Equation (1) is the expression of the welding heat input:
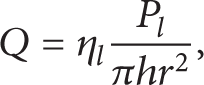
η l : laser coefficient, P l : laser power, r2: laser beam size, and h: steel sheet thickness.
Figure 5 shows laser equipment and specimen before and after die quenching. To reduce the two misalignments of the steel sheet after welding, the burr after shearing was removed, fixed on the tool, and laser-welded.
3. Evaluation on the Mechanical Characteristics
3.1. Tensile Test
For boron steel welded after laser ablation under each condition, 6 specimens were machined according to ASTM E 8M (totally 30 specimens). Three tensile tests were performed on each sample before and after die quenching. The values except the highest and lowest were used for further analysis. Figures 6(a) and 6(b) show the tensile strength before quenching and after quenching, respectively. Experiment number 6 was added to compare the five laser ablation variables with the base metal of boron steel (22MnB5).

Tensile strength of specimen before and after die quenching.
Among the specimens to which the laser ablation had been applied, the experiment number 2 specimen with laser ablation on both sides showed the highest percentage elongation, whose tensile strength and elongation were 585 MPa and 20%, respectively. For experiment number 3 with the laser ablation only on the upper side of the specimen, the values were 603 MPa and 18%. For the experiment number 1 specimens, whose coating layer had been removed using sandpaper, the tensile strength and elongation were 604 MPa and 16%, respectively. For the experiment numbers 4 and 5 specimens, whose lower part only underwent laser ablation and did not undergo laser ablation, respectively, the values were 603 MPa and 599 MPa and 14% and 16%, respectively.
Regarding the condition after quenching, experiment number 2 with ablation on both sides had values of 1451 MPa and 3%, respectively. During welding, chemical compounds, such as FeAl3 or Fe2Al5, form due to the effect of the coating layer. FeAl3 or Fe2Al5 decreases the ductility of the material, making it brittle. Figure 7 shows the EDS (energy dispersive spectroscopy) data of the welding zone of experiment number 1. In experiment number 1, the coating layer was removed by sandpaper. In this case, because Al-Si was not deleted completely, Al and Si were melted and compounds, such as FeAl3 or Fe2Al5, formed in the welding metal zone during welding. Table 5 lists the EDS analysis of the welding zone according to the ablation method (the negative value means that Al and Si could not be found). This can explain why the coating layer affected the tensile stress and elongation in the tension test. Although the elongation value was lower than that of the base metal, the tensile strength meets the minimum requirements for the hot stamping parts in the automobile industry (1450 MPa). The remaining specimens exhibited inferior tensile strength and elongation. Regarding the breaking location, cracks were observed at the HAZ (heat affected zone). Although the WZ (weld zone) and base metal all transformed to a martensitic structure, the hardness and strength in the HAZ at the area between the base metal and fusion zone upon welding were inferior. Experiment number 2 showed the best tensile strength before and after quenching due to the removal of the coating layers at both sides. In contrast, the mechanical properties of the experiment number 5 sample welded without removing the coating layer were inferior.
Al and Si Wt (%) result of EDS analysis according to ablation method.
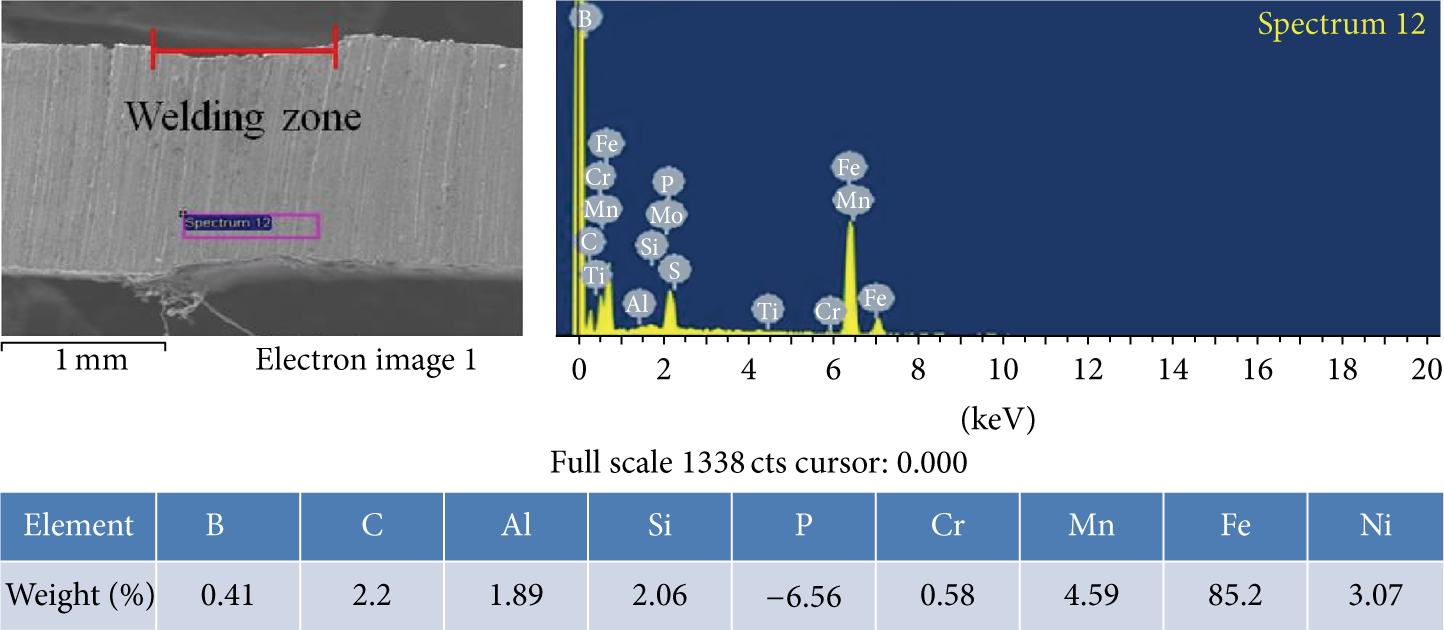
EDS (energy dispersive spectroscopy) analysis of experiment number 1.
3.2. Hardness Measuring and Microstructure
Before measuring the hardness, a 20 mm specimen was cut off and mounted using a poly coat and hardener. The surface was then smoothed by polishing, and the hardness was measured using a Vickers hardness test. The load was set to 1000 g, and the hardness was measured at every 0.25 mm (250 μm). The hardness of the experiment number 2 and experiment number 5 samples before and after quenching was compared.
As shown in Figure 8, the specimens before quenching showed similar results. Regarding the weld zone, the Vickers hardness of the martensite structure and base metal was 450–550 Hv and 180–200 Hv, respectively. In contrast, the specimens after quenching showed a different distribution over the weld zone, as shown in Figure 9. Although the experiment number 2 specimen, with laser ablation on both sides, showed an even distribution, the weld zone exhibited a slightly higher hardness than that of the base metal. For experiment number 5, the hardness of the weld zone decreased to 250–300 Hv. Figure 10 shows SEM images of the specimens. Figure 10(a) reveals a complete transformation to martensite, whereas (b) indicated the presence of both ferrite and martensite. A comparison of the SEM images in Figure 10 with the tensile strength showed that the boron steel needs to undergo laser ablation on both sides before welding.

Distribution of Vickers hardness in the specimens before die quenching of experiment numbers 1~5.

Distribution of Vickers hardness after die quenching of experiment numbers 2, 5.
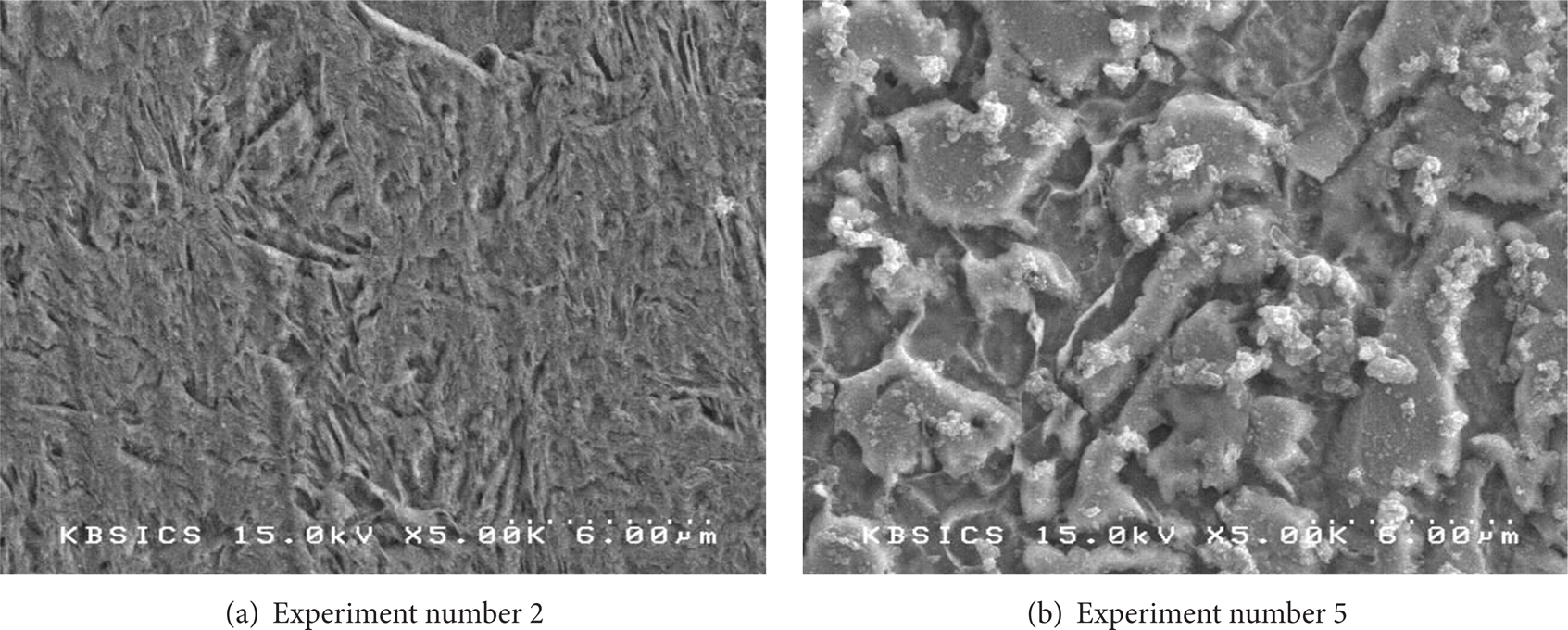
Microstructure of weld zone after die quenching of experiment numbers 2, 5.
4. Erichsen Test
4.1. Test Tools and Methods
The Erichsen test is a standardized test of the material forming characteristics. A steel sheet was pressurized with a die holder and the height was measured using a punch to test the difference in hardness. Equation (2) shows the Erichsen index (EI%) according to whether the forming characteristics are satisfactory as the limit of the specimen welded reaches 70% of that of the base metal. Figure 11 presents a diagram of the Erichsen test mold and die and includes photographs of the mold and devices used in the experiment:

The experiment can be carried out at normal temperature and in hot forming. For hot forming, the heat cartridge was installed for both the mold and punch, as shown in Figure 11. Table 6 lists the experiment conditions.
Experiment conditions for hot erichsen test.


Schematic and equipment of die and punch for Erichsen test.
The base metals were 1.2t and 1.6t and both sides of the specimen of the LWB (laser welded blank) (1.2t + 1.6t) underwent laser ablation and welding. These samples underwent forming at normal temperatures and hot forming. The die temperature in hot forming was divided into four groups because hot stamping involved forming and quenching on a steel sheet at 950°C simultaneously. A number of processes increased the temperature of the mold, which affected the forming characteristics and mechanical strength of the product as well as the flow of cooling water (energy). Therefore, in this experiment, the forming temperature was divided into four different conditions to comparatively evaluate the mechanical characteristics based on the hardness of the specimens and forming characteristics.
4.2. Hot Forming
Figure 12 shows the result of the hot forming test according to the temperature variables of the die and punch. The dome height under the R.T. (25°C) and 100°C experiment conditions did not show any significant difference in each specimen, but the value increased at temperatures higher than 200°C. In addition, the punch load value decreased with increasing die temperature, but in the case of 1.6t, the punch load value increased with increasing die temperature. When the punch and die temperature was high, the cooling rate of the specimen decreased, and a low punch load was attributed to the decrease in the strain-stress curve of the boron alloy sheet with increasing temperature.

Punch load and dome height of hot Erichsen test according to sheet thickness and die temperature.
The dome height in hot forming was in the order of 1.6t, LWB, and 1.2t. For EI (%), the value of the LWB was 90% that of 1.6t and 105–110% of 1.2t, which suggests that the forming characteristics were satisfactory because the EI (%) of the LWB specimen was more than 70% of the base metal in hot forming.
4.3. Hardness
Although the load decreased and the dome height increased with increasing mold temperature, the steel sheet that underwent cold forming was also affected, which led to a deterioration of the mechanical characteristics. Therefore, after processing, the hardness was measured at a certain distance from the welding spot to obtain more reliable hardness measurements. If hardness did not reach the minimum requirements for hot stamping up to 450 Hv, it was considered unsuitable for parts. Therefore, this study conducted reverse reasoning based on the measured hardness when examining the proper range of die temperatures in the hot stamping process. When the punch and die temperatures were high, the quenching rate of the specimen decreased and the microstructure of specimen was not transformed to full martensite. Figure 13 shows the Vickers hardness of the specimen after the Erichsen test. The hardness was higher than 450 Hv when the test was conducted at R.T. (25°C) and 100°C. On the other hand, by increasing the temperature to 200°C and 300°C, the hardness decreased to below 450 Hv at positions B, C, D, and E. Accordingly, the die and punch temperature need to be kept under 200°C.
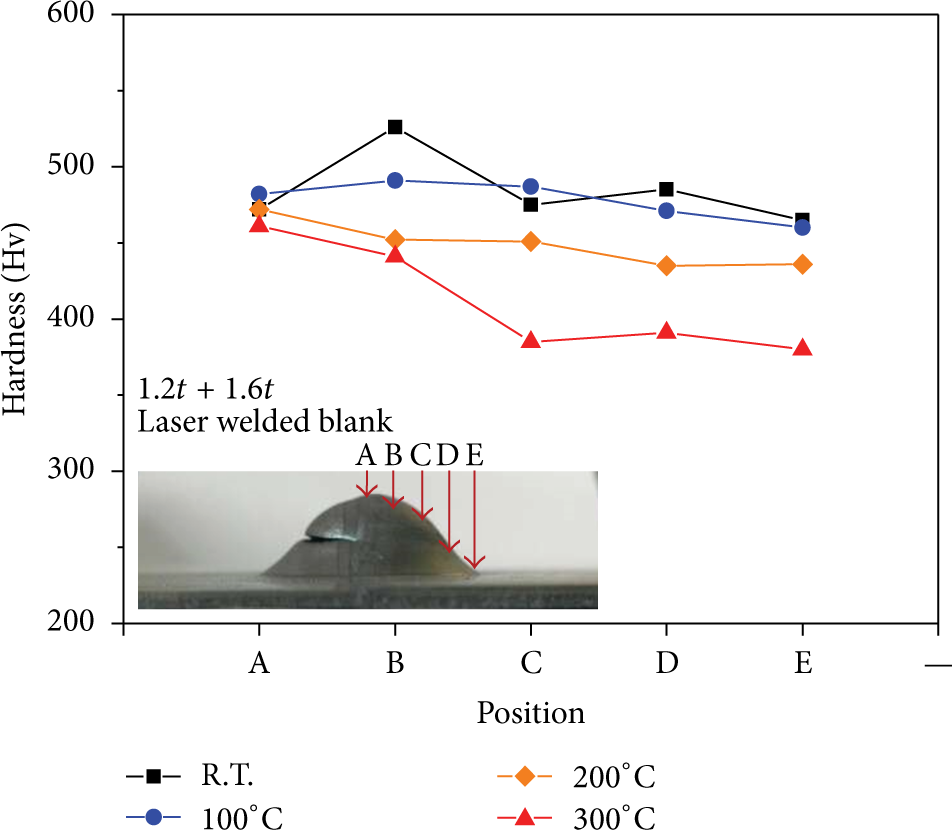
Distribution of Vickers hardness according to position of specimen.
5. Conclusions
This study is a preliminary study aimed at enhancing the shock absorption by welding boron steel with different thicknesses to complement the disadvantages of hot stamping boron steels due to low elongation. The results showed that in welding the Al-Si coating layers caused a decrease in mechanical strength and hardness at the welding part. Therefore, this study examined the effects of laser ablation of the coating layer on the welded specimens under five different conditions and evaluated their mechanical characteristics before and after die quenching. In addition, the forming characteristics and proper die temperature conditions in reflection of the die temperature variables of the hot forming Erichsen test were also examined. The following results were obtained.
Regarding the tensile strength of the specimens before die quenching, the experiment number 2 sample with a tensile strength and elongation of 500–600 MPa and 18–25%, respectively, met the requirements of boron steel (22MnB5), whereas the remaining specimens were unsuitable for hot stamping parts. After quenching, however, experiment number 2 with ablation on both sides had values of 1451 MPa and 3%, respectively.
Although the Vickers hardness before die quenching was similar to those after die quenching, the Vickers hardness at the welding spot that underwent laser ablation at both sides was 450–550 Hv, whereas that of the specimen welded with no ablation was 250–350 Hv. The microstructure of the weld zone ablated on both sides had transformed completely to martensite, whereas microstructure with no ablation indicated the presence of both ferrite and martensite.
The Erichsen index (EI%) of the LWB specimen increased at temperatures higher than 200°C and the dome height in hot forming was in the order of 1.6t, LWB, and 1.2t. For EI (%), the value of the LWB was 90% that of 1.6t and 105–110% of 1.2t, indicating satisfactory forming characteristics.
The hardness was higher than 450 Hv when the test was conducted under 200°C. Based on the hot forming test, according to the die temperature, to maintain the mechanical characteristics for hot stamping parts, the temperature of a mold should not exceed 200°C, and a temperature below 100°C is considered most appropriate.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
This study was supported by the Human Resources Development of the Korea Institute of Energy Technology Evaluation and Planning (KETEP) Grant funded by the Korean Government, Ministry of Knowledge Economy (no. 20104010100540), and National Research Foundation of Korea (NRF) grant funded by the Korean Government (MEST) (Grant no. 2012-0001204).