
Abstract
The liquid segregation phenomenon and its effect on deformation mechanism of Ti14 alloy in semisolid metal processing were investigated by thermal simulation test. Microstructure of depth profile was determined by cross-section quantitative metallography, and liquid segregation phenomenon was described by Darcy's law. The results show that segregation phenomenon was affected by solid fraction, strain rate, and deformation rate. More liquid segregated from center to edge portion with high strain rate and/or deformation ratio as well as low solid fraction, which caused different distribution of dominating deformation mechanism. The relationship between liquid segregation and main deformation mechanism was also discussed by phenomenological model.
1. Introduction
Flemings at MIT pioneered the study of the behaviors of metals and alloys in the semisolid state in 1974 [1]. Since this early work, semisolid forming (SSF), as an effective net-shape forming process, in which metals are deformed in the solid and liquid state, has been a widely studied and accepted process. Liquid segregation during semisolid forming is considered to be a major practical problem, because it could lead to heterogeneous mechanical properties in a final product [2–7].
The research of liquid segregation phenomenon of Al and Mg alloys has been carried out all over the world. Khosravani et al. [8] studied liquid segregation behavior of AZ91 alloy during semisolid back extrusion test and indicated that deformation ratio has significant effects on the segregation behavior. Vieira and Ferrante [9] demonstrated that segregation behavior was strongly related to microstructure, obtained from different processes. Kang and Jung [10] showed that liquid segregation of Al alloys could be improved by adequate strain rate and solid fraction during compression. Chen and Tsao [11] implied the relationship between liquid segregation and deformation mechanism by phenomenological model. These results showed that liquid segregation of alloy was a result of different flow behaviors of the solid with liquid phase and could affect the deformation mechanism. Liquid segregation can be eliminated by choosing appropriate solid fractions and forming parameters during thixoforming. However, the related research of titanium alloy has rarely been reported. The objectives of the present work are to comprehensively study the liquid segregation phenomenological behaviors of Ti14 alloy [12, 13] (Ti-Al-Cu-Si, the content of Cu is more than 10%) and to explain the relationship between liquid segregation and deformation mechanism, which could improve theoretical basis for semisolid deformation of Ti alloys.
2. Materials and Methods
2.1. Materials
The Ti14 alloy (Ti-Cu-Al-Si, Cu > 10 Wt%) used in this paper is a new α + Ti2Cu type burn-resistant Ti alloy (as shown in Figure 1). The melting point of Ti2Cu is 990°C, which means Ti14 alloy will change to a semisolid state when the deformation or testing temperature rises to 990°C.
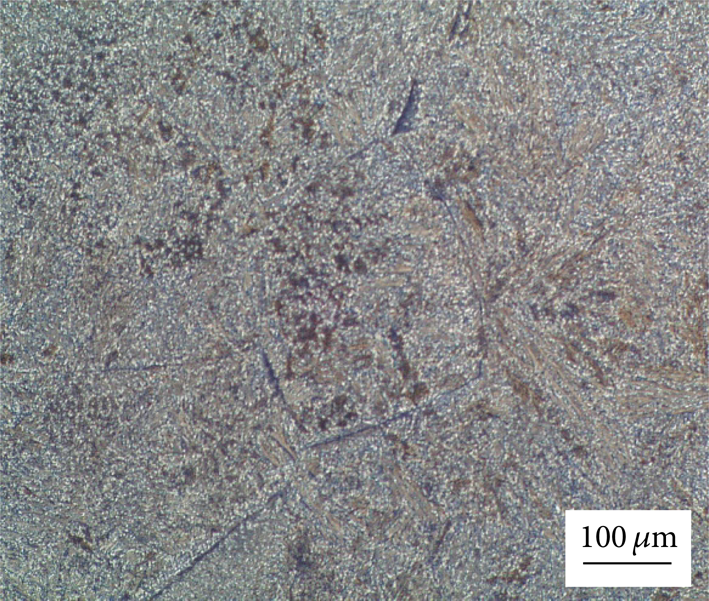
Microstructures of the as-cast sample.
2.2. Compressive Deformation Tests
The Ti14 was processed into samples of 10 mm in diameter and 12 mm in length. Compressions were carried out in a Gleeble-1500 thermal-simulator with deformation temperatures from 1000 to 1100°C, strain rate from 5 × 10−3 to 5 S−1, and deformation ratio from 50% to 70%. The specimens needed to be held in thermal-simulator for 15 s, when the temperature reached the given one. Microstructure of depth profiles after the compression was analyzed by optical metallography (OM, OLYMPUS GX71).
2.3. Microstructure and Fraction Solid Analysis
The evolution of fraction solid in different depth of sample with different forging parameters is very important for studying the liquid segregation. In present work, image analysis was performed to evaluate the fraction solid of Ti14 alloy. Samples were cut from center to edge with a distance of 2.5 mm as shown in Figure 2. In order to obtain representative and reproducible result, the images from each cross-section of different depth of sample were taken at relatively low magnification (×50) for minimizing the errors due to inhomogeneous distribution of phases. Typically, more than five images in same cross-section were examined for each specimen in order to obtain a statistical accuracy. The final fraction solid was evaluated based on quantitative metallography by using SISC IAS V8.0 Image Analyzing System.

Depth profile OM images form sample.
3. Results and Discussion
3.1. Microstructure of Samples with Different Deformation Parameters
The profile micrographs of sample from center to depth of 7.5 mm at various temperatures with deformation ratio of 60% are shown in Figure 3. Almost no liquid was observed in the center of sample after semisolid deformation at 1000°C and the microstructure of sample was similar to that after conventional deformation (Figure 3(a)). However, more liquid was found in the edge than in the center at all test temperatures (Figures 3(a)–3(f)), especially for sample after deformation at 1100°C (Figures 3(e) and 3(f)). This implies that solid grains are more difficult to flow than liquid phase; therefore they are retained at the center of compressive sample and liquid phase is expelled out.
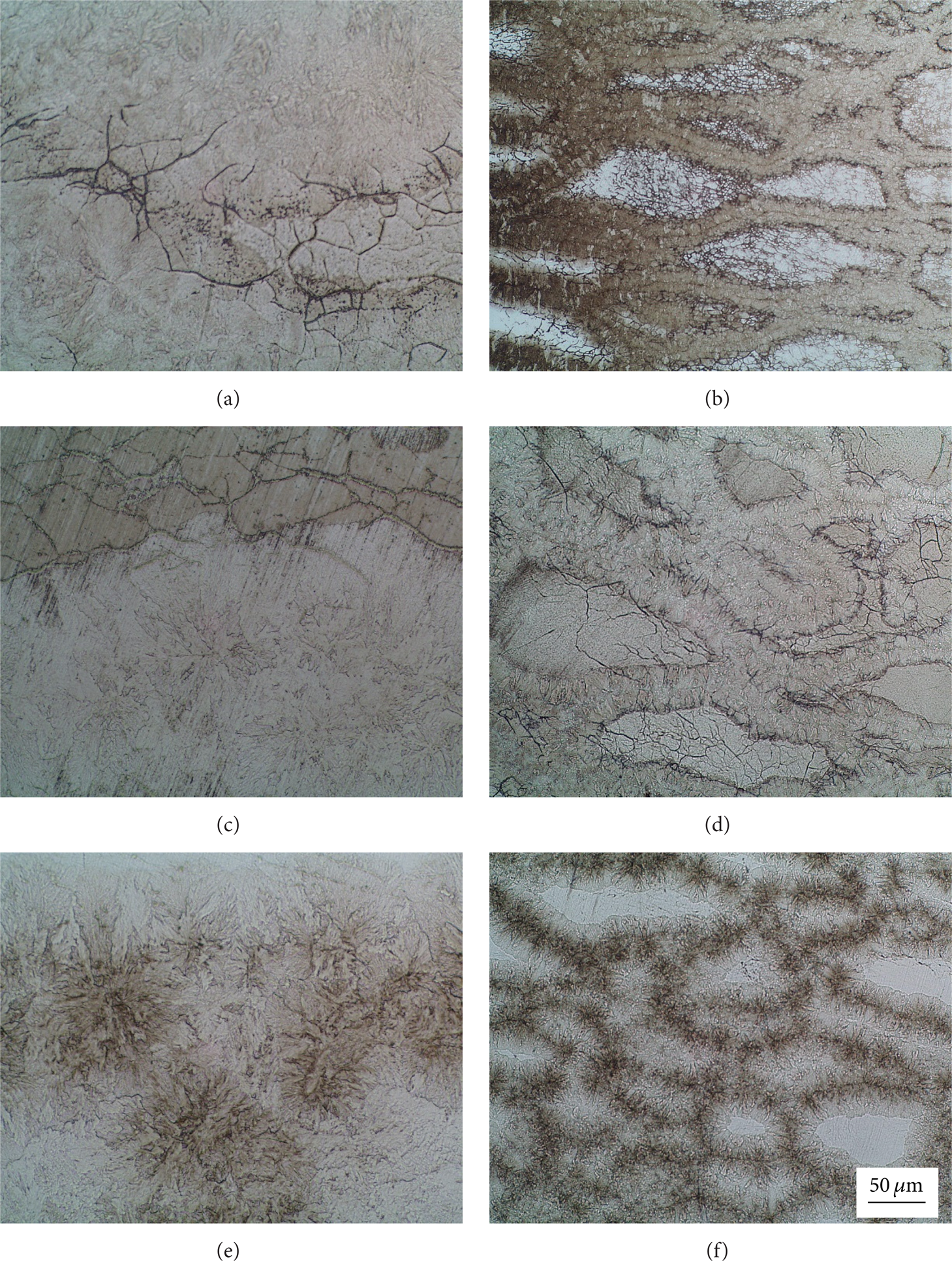
Cross-sectional micrograph of Ti14 alloy with different deformation temperatures: (a) 1000°C, 0 mm, (b) 1000°C, 7.5 mm, (c) 1050°C, 0 mm, (d) 1050°C, 7.5 mm, (e) 1100°C, 0 mm, and (f) 1100°C, 7.5 mm.
Figures 4 and 5 demonstrate the distribution of liquid with different strain rates and deformation ratios, respectively. The effect of strain rate mainly reflects on deformation response time. More time will be provided for the liquid segregation from center to edge of sample at a low strain rate, resulting in “widen” grain boundaries as shown in Figures 4(a)–4(f). The effects of deformation ratio on the liquid segregation are shown in Figures 5(a)–5(f). It is obvious that the fraction of liquid phase in the center of samples decreases with the increase of deformation ratio. This can be explained as follows: with the increase of deformation ratio, plastic deformation among particles occurs in the large deformation region where liquid phase will be extruded from the center to the free surface.

Cross-sectional micrograph of Ti14 alloy with different strain rate: (a) 5 s−1, 0 mm, (b) 5 s−1, 7.5 mm, (c) 0.5 s−1, 0 mm, (d) 0.5 s−1, 7.5 mm, (e) 0.005 s−1, 0 mm, and (f) 0.005 s−1, 7.5 mm.

Cross-sectional micrograph of Ti14 alloy with different strain rate: (a) 50%, 0 mm, (b) 50%, 7.5 mm, (c) 60%, 0 mm, (d) 60%, 7.5 mm, (e) 70%, 0 mm, and (f) 70%, 7.5 mm.
3.2. Liquid Segregation Behavior with Different Deformation Parameters
Quantitative measurements of the compressive samples were carried out on five different images of each cross-section. The average amounts of solid fraction were plotted against the distance from center to edge of compressive samples in Figure 6 and a line was fitted to each set of data. The slope of each line is a parameter for liquid segregation. The phenomenon can be explained more clearly by Darcy's law.
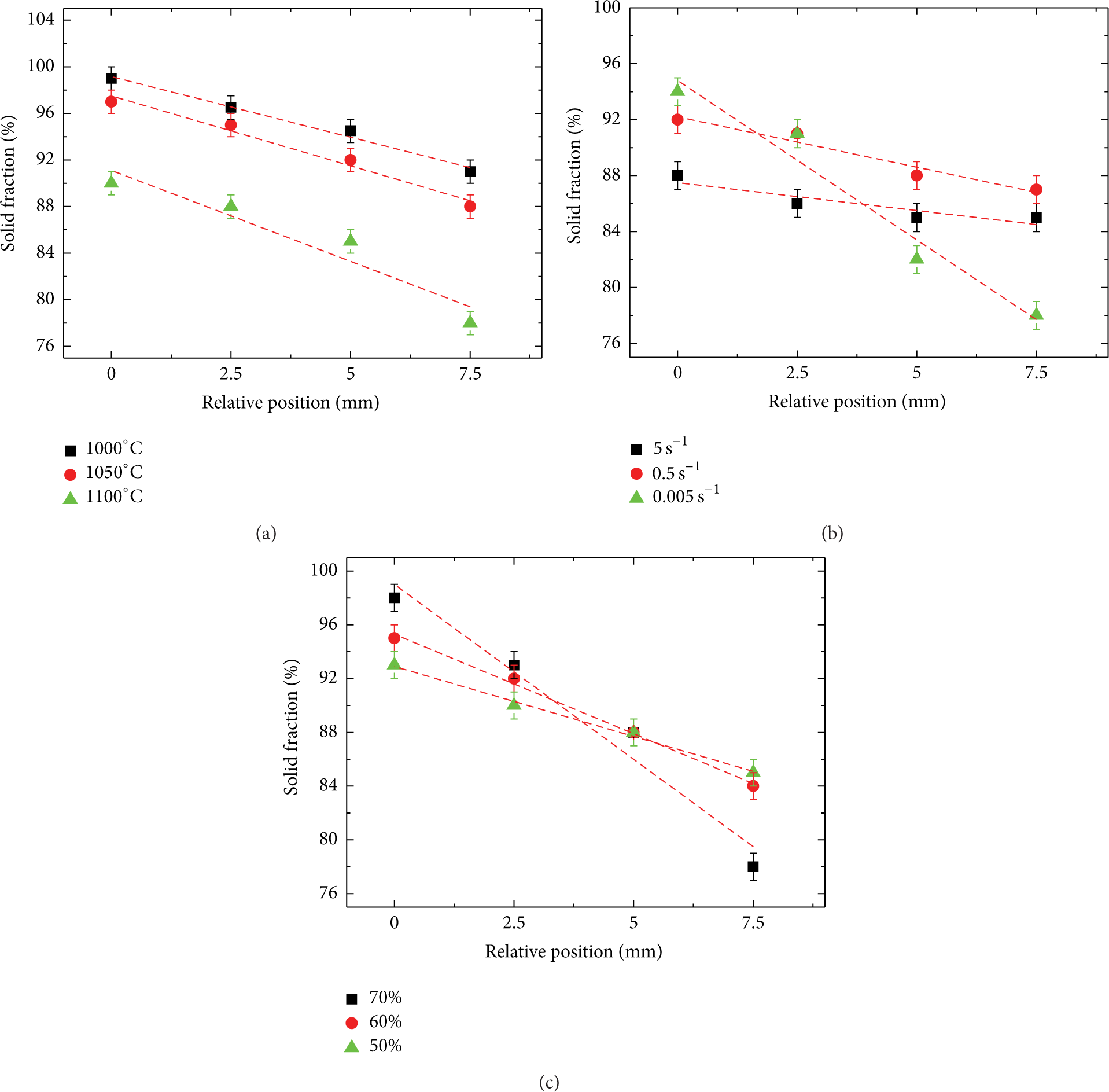
Variation of the solid fraction through the samples with different deformation parameters.
Darcy's law elucidates flow of liquid through porous-like channels [9]. When gravity effects are insignificant, Darcy's law is given by

where V is the velocity of the liquid relative to the solid (percolation velocity), ηliq is the liquid viscosity, (dpliq/dx) is the pressure gradient acting on the liquid, and K is the permeability which can be explained by the following equation:

where f1 is the liquid fraction, τ is the tortuosity factor, and n is the number of channels per unit area. Figure 6(a) shows the distribution of solid fraction with different temperature. The slope of these lines has no significant change, which indicated that temperature has negligible effect on liquid segregation behaviors of Ti14 alloy. It is reasonable to conceive that the increasing temperature can increase liquid fraction, but not the force for percolation velocity, and therefore liquid segregation is almost steady in the test temperature.
The distribution of solid fraction with different strain rates is shown in Figure 6(b). The slope of the fitted line is reduced with the decrease of strain rate. The early investigation into deformation behavior of Ti14 in semisolid state shows that the slope of the linear part of the force-displacement curve (dF/dX) is decreased with decreasing strain rate [14–16]. Consequently the pressure gradient on liquid phase (dpliq/dx) drops since it is proportional to (dF/dX) [9]. On the other hand, the amount of percolation velocity is increased due to the increase of strain rate. As a result, liquid segregation is increased.
It is evident that larger (dF/dX) is critical to achieve the deformation with higher deformation ratio as shown in Figure 6(c), which causes larger pressure gradient on liquid phase (dpliq/dx) and results in more liquid segregation.
3.3. The Flow Rate of Liquid with Different Deformation Ratio and Strain Rate
It is found in Figure 6 that the liquid segregation phenomenological behavior of Ti 14 alloy indicated distinct relationship with strain rate and with deformation ratio, which can be demonstrated as follows [17]:
where v is flow rate, V is strain rate, f l is liquid fraction, R is radius, and H is height of the cylindrical material. The flow rates of liquid with different deformation ratio are calculated by (3) and shown in Figure 7. It is noticeable that the flow rate of liquid increased with the increase of deformation ratio. Only 3.3% increment of flow rate was observed in the test region, which is the main reason for the similar stress-strain relationship of Ti14 alloy with different deformation ratio [15].

The relationship of deformation ratio and flow rate of liquid.
3.4. Effect of Distribution of Liquid on the Deformation Mechanism
The relationship between liquid segregation and deformation mechanism was introduced by Chen and Tsao [11]. The dominance of each mechanism, which strongly depends on deformation rate, temperature, and strain rate, is explained by typical phenomenological model as shown in Figure 8. When higher deformation ratio and/or strain rate is used, the dominant deformation mechanisms leading to liquid segregation change from SS to PDS during the deformation. Eventually, the main deformation mechanism which is available in the center portion is the PDS mechanism, where only the solid phase exists.

Typical phenomenological semisolid deformation behaviors (along the eighth direction of deformation).
4. Conclusions
The liquid segregation was associated with deformation ratio and strain rate, which can be improved by reducing liquid percolation velocity and shear rate with suitable deformation ratio and strain rate.
The liquid segregation occurred with the increase of deformation temperature, deformation ratio, and strain rate, which led to transition of deformation mechanism from plastic deformation of solid to slipping of grain boundaries.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
The authors acknowledge financial supports of the Project of 973 Program (Grant no. 2007CB613807), Natural Science Basic Research Plan of China (Grant no. 0520119), and Special Fund for Advanced Technology Research of Central Colleges (0009-2014G2310019).