
Abstract
Although CNC marble saw machines can automatically cut marble slabs to desired dimensions, saw speed and feed rate are selected by operator according to stone parameters, features of the saw, and its immersion depth. If the feed rate is selected lower than the optimal value, there will be time-loss and capacity deficiencies or if it is selected faster, cutting quality will decrease, spindle motor will draw more current, and saw blade will corrode faster. While cutting especially thick materials, saw may be stacked in the stone, cutting quality may be impaired, saw blade may be abraded earlier, precision quality may go down because of increase in measurement errors, and machine may be damaged with the increase in vibrations when improper feed rates are selected. Because of nonhomogeneity of the slabs and deterioration of the saw blade, operator cannot determine a persistent feed rate. This study is targeted to find saw speeds according to saw diameter and optimum feed rate by means of limiting vibrations and current drawn from saw motor and torque accordingly in order to increase working performance of CNC marble saw machines. Thanks to adaptive adjustment of feed rate, one can save on material as well as time, labour, and cost by making use of optimum energy.
1. Introduction
While sizing of marble and granite plates is carried out automatically within desired dimensions on CNC Marble Saw machines, axial feed rate of cutting head to which the saw is connected can be selected by the operator from control panel based on the experience of operator. Based on cutting feature of the saw, thickness and hardness of the stone, diameter and rotation of the saw and penetration depth of saw into the stone, and cutting forces, accordingly the current drawn from the spindle motor of the saw changes. This is why it is required to select optimum feed rate in order to perform cutting with a fixed torque optimal for machine mechanic parameters. If the selected cutting speed is chosen lower than required optimum cutting speed, there occurs time-loss and lack of capacity or cutting value goes down, saw motor is forced and it draws more current, the saw easily overheats and its life shortens, further vibration increases due to overload that comes to machine axial bearings, and it also leads to shortening of machine life due to breaking down of machine precision if it is selected faster than optimum speed. In addition to this, energy expenses also increase. It is not possible to grant a standard cutting speed for the operator due to the fact that thickness of the plate laid on machine table changes constantly, nearly hardness of all natural stones is different from each other, and the saw gets some more blind after each use, as it is required to cut even the same kind of stones having same thicknesses with different saws in different speeds. The aim is that the current drawn from the main spindle motor of the saw and accordingly the torque is limited and that the machine decides feed rate adaptively on its own. In this way, operator shall not intervene in feed rate at all and the machine shall decide optimally on its own.
2. Circular Sawing Forces
Comparing the data by the computer on the machine, which are obtained with vibration sensors located in several areas on the machine, that are specified in advance by testing the machine, optimal feed rate would have been automatically selected by means of limiting the current drawn from the spindle motor of the saw. The more the current drawn by the saw motor and thus the torque increases, the more the vibrations increase linearly. Main parameters affecting the current drawn by saw motor are theoretically saw diameter (D), penetration distance of saw into the stone (h), power of saw motor (N), rotation of saw motor (n), cutting capacity of the saw, hardness of the stone, and feed rate (V x ), where maximum cutting force is F = M/(D/2), and feed rate could be increased up to the maximum current value of the motor to be specified based on penetration distance into the stone, hardness of the stone, and roughness of the saw. Another parameter that will affect the current to be drawn by the motor is the rotation of the motor, where

The feed rate may be a linear or lineal speed, depending on the orbit being cut. In lineal rates, the intersection of the movement of the bridge and cutting head with speeds along the X- and Y-axis are accepted as feed rate (Figure 1). Considering the parameters mentioned above, if the values other than the feed rate are accepted as default parameters, it can be seen that when the feed rate is changed, then the torque, the current drawn by the spindle motor, and the mechanical vibrations will change. This study aims to ensure an optimal feed rate (such that the spindle motor will draw current at nominal load) and to measure the vibrations desired at this level. Depending on the saw's diameter, the spindle motor revolution will be selected by adaptive control algorithm for the stone to be cut.

Axes of saw blade cutting head.
Considering the above mentioned parameters, it will be seen that the torque in the shaft of the saw motor and the current drawn and mechanical vibrations will change accordingly by changing the default value if the remaining values other than feed rate are acknowledged as default parameters. With a feed rate in optimum value, it is targeted to ensure that saw motor draws current in nominal load and that desired vibrations are measured in such value. According to saw diameter, rotation of spindle motor for the stone to be cut is selected through software. Cutting operation is a process taking place by turning around of the saw blade's own axis and making movement. There are a great number of cutting diamond sockets around the saw [1–3]. Therefore, a high yield cutting performance is ensured. The saw is directly connected to a spindle of electrical motor rotation of which it can be adjusted according to the features (thickness, hardness, etc.) of the stone to be cut. Progress may be straight (in X-axis and Y-axis), crosswise (interpolation of X-axis and Y-axis), or circular (interpolation of X-axis, Y-axis, and C-axis). Cutting forces are variable during cutting process; therefore, average cutting forces are considered (Figure 2).

Cutting forces on saw blade.
The number of sockets contacting the piece at the same time during cutting, z e , is as follows:

3. Model Reference Adaptive Control
Model reference adaptive control (MRAC) is a closed loop controller that can change the response of the system with updated parameters thereby comparing with reference model. In this study, entrance of the system is feed rate of the cutting head. Entry values are adjusted and feed rate of cutting head is real-timely adapted through real-time comparison of vibration values measured with reference vibration values made on model experiment and maximum reference current that spindle motor should remain with maximum current parameters during cutting. Thanks to adaptation of cutting speed as increasing or decreasing, it is ensured that the process is performed precisely with optimum energy by using vibration and optimum cutting forces. Furthermore the loads coming to machine drive elements are also kept under control by this means. Since the marble laid as plate may have different rigidities locally, the fact that the spindle motor is stuck due to overcurrent draw and that the axes maintain movement causes very severe problems in the axe, motor, and reducer together with driving shaft [4–7].
In the meantime, vibration values increase and spindle motor draws over current. Therefore, it is targeted to solve such kind of problems experienced especially in cutting of natural stones which are not with homogenous rigidity with feed rate provided by keeping vibration and cutting forces under control [8, 9].
An auxiliary input signal is generated by the adaptation mechanism with varying parameters, so that this makes the plant behave in accordance with the reference model. Such a configuration is used in this study shown in Figure 3.

Model reference adaptive control (MRAC) block diagram.
3.1. Mathematical Description of MRAC
The state equation for the reference model (which is considered stable and completely controllable) is [4]
The adjustable system can have either adjustable parameters or an auxiliary input signal. For parameter adaptation,

where
where

∊ is the generalized state error; A p and B p are time-varying matrices depending on the generalized state error through adaptation law. The design objective is to determine an adaptive law that modifies A p (∊, t) and B p (∊, t) so that ∊ tends to zero as t tends to infinity, for any input r. It is possible to include memory in the adaptation mechanism so that it stores the optimal parameters determined in the previously executed control process. Then the values of the parameters at any time t will depend not only on ∊(t) but also on its past values, (∊, τ), for τ ≤ t.
The adaptation laws will then be as follows:

where A and B denote a functional relationship between A p (∊, t), B p (∊, t), and values of ∊ during the interval 0 ≤ τ ≤ t.
For signal synthesis adaptation,

u a is the auxiliary signal which depends on ∊ through the adaptation law, which is given by

where ϑ denotes the functional relationship between u a (∊, t) and the values of ∊ during the interval 0 ≤ τ ≤ t.
Input/Output Descriptions. An input/output description is necessary whenever all the state vectors are inaccessible. The reference model is described by

where p = d/dt and

where r is the input to the model. y M is the output of the model, and a i , b i are constant coefficients.
For parameter adaptation the adjustable system is described by

where
f i and g i are time-varying coefficients depending on the error e through the adaptation law, which take the following form:

For signal synthesis adaptation, the adjustable system is described by the following:
4. Experimental Method
That the saw rotation speed and feed rate could not be selected properly, working conditions and rigidity of CNC Marble Saw machine, depreciation in drive systems and bearings within time, alignment of axes may cause vibrations based on the amount of penetration into the stone. Saw rotation speed and feed rate are related to the torque obtained from saw motor and the current drawn accordingly. Optimum feed rates are determined in experiments thereby fixing the torque obtained from saw motor and selecting optimal saw rotation. Vibrations are also measured based on feed rate. It is ensured that vibrations do not exceed a certain value by measuring them constantly. Information is conveyed to control system through cutting head by measuring the vibrations. Increase in vibrations may cause some disadvantages such as quicker breakdown of cutting tools, decrease in feed rate accordingly, and more energy release. In this study, there is a system holding vibrations under control as well as determination of feed rate by control system. With this study, it is targeted to limit vibrations and select the optimum value of feed rate by means of limiting the current drawn from saw motor and torque accordingly in order to increase working performance of CNC Marble Saw machines (Figure 4). As cutting forces will change in a CNC Marble Saw machine based on saw diameter, it is ensured that the machine runs in a fixed torque value independently from saw diameter and the quality of cutting edge thereby limiting the current drawn by main cutting motor to which the saw is connected and a system that adjusts feed rate adaptively is further developed thereby comparing initially measured speed and vibration values on the machine and obtained reference model and real-time measured values [10–12].

Current limitation of saw motor.
At a certain level of vibration, it is possible to intervene by the operator and the manufacturer for vibrations at upper levels. Measuring the vibrations of X-axis, Y-axis, and Z- axis, vibration sensors placed on cutting head and the points where the device measuring the current level of saw spindle motor. Cutting marbles in three different thicknesses with different diameter of saw blades and saw motor rotation speeds, feed rates are determined by means of holding the current, drawn from saw spindle motor, and accordingly the cutting forces fixed in maximum values (25 A). Further, vibration measuring tests are also performed during such experiments (Figure 5). Adaptive control system adjusting feed rate ensures adjustment of feed rate for maintaining optimum current draw from saw spindle motor and vibration values in desired levels [13–16].

Saw blade speeds and processing velocity for different thickness of marble with limitation of saw blade force (25?A).
Reasons such as depreciations in mechanical drive elements, not fixing the machine well on the ground, and not fixing the stone well on the work bench may cause vibration increase, and this also influences cutting parameters. Sending the vibration values to the control unit which are measured in 3 axes (X, Y, Z) through a sensor placed on cutting head to which spindle motor is connected and comparing them with ideal values entered in advance, it is ensured that feed rate is decreased based on vibration values; however, it is also targeted to ensure carrying out related maintenances at the same time by giving a warning indicating that vibration values exceeded the ideal values and optimum cutting rate could not be reached. In order to determine ideal vibration values, the machine is ideally fixed on the ground and vibration values are measured after drive elements and precision values of moving axes and repeatability values are measured. During the tests, four saw blades in 350 mm/450 mm/550 mm/650 mm diameters with diamond socket and white marble in thicknesses of 10 mm, 20 mm, and 30 mm are used. The tests are started by selecting spindle motor rotation in accordance with saw diameter supplied by the used saw manufacturer. Feed rate is brought to the values where maximum current could be drawn from spindle motor (25 A) and recorded and the vibration values in X-axis, Y-axis, and Z-axis around this value are measured.
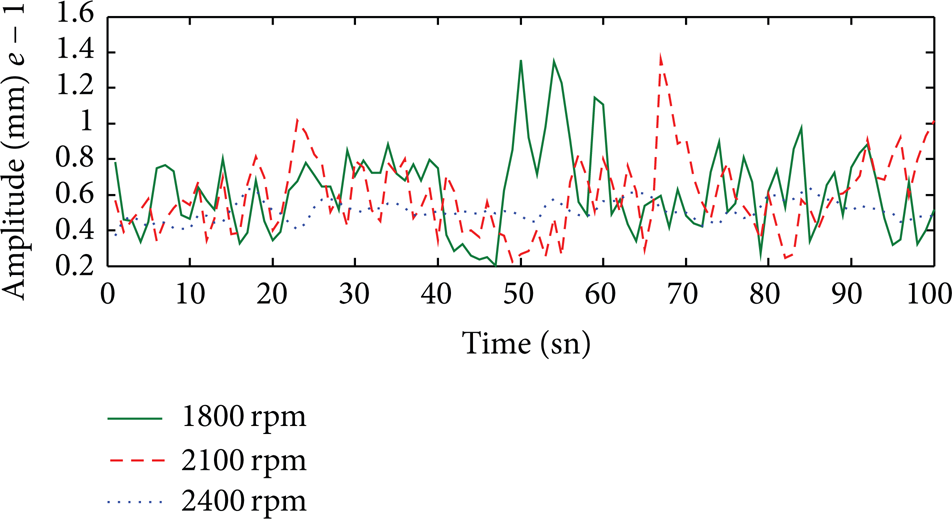
Vibration results have been given below made by diameter of 450 mm saw blade. Marble in 30 mm thickness has been cut with 3 different saw rotations (1800 rpm/2100 rpm/2400 rpm). Increasing manually from operator panel, feed rates are fixed when it is seen that the current drawn from spindle motor is 25 ampere. Vibration values taken in the meantime can be seen in Figures 6, 7, and 8.

30?mm marble X-axis vibrations amplitude.

30?mm marble Y-axis vibrations amplitude.

30?mm marble Z-axis vibrations amplitude.
When we pay attention to resultant vibration value in Figure 9, it is determined experimentally that low vibrations are given in 2400 rpm for diameter of 450 mm saw blade. According to this, it is found out that saw rotation should be 2400 rpm in the event that feed rate of a marble in 30 mm thickness is highest in current conditions (saw diameter, saw quality, and saw socket thickness). It is also proved that optimum saw rotation will be determined by taking vibration feedback as well thanks to adaptive control. As natural frequency and working frequency of the machine change according to the stone cut and saw specifications, it is a substantial parameter in determination of feed rate and the operator could not be granted a fixed rotation table. Therefore, calculating resultant vibration value from real-time measured vibration values of X-axis, Y-axis, and Z-axis, adaptive adjustment of saw rotation is primarily ensured as per current condition by comparing with the reference model obtained in the experiments [17–20].
30?mm marble resultant vibrations amplitude.
5. Conclusion
In experiments, by keeping the torque fixed, the appropriate saw blade rate was selected according to saw blade diameter, and the optimum feed rates were determined. The vibrations depending on feed rate have also been measured. By continuously measuring the vibrations, it can be ensured that they do not exceed a certain level. For this purpose, information obtained by measuring the vibrations at the cutting head is conveyed to the control system, a system that allows the adaptive selection of the optimum feed rate by eliminating problems such as unproductive operation or damage to the machine owing to the operator selecting an inappropriate feed rate for the stone slab sizing machines. Through this system, the computer will compare the current drawn by the spindle motor with data obtained by torque and vibration sensors placed at various points on the motor and by testing the machine before use, and an appropriate feed rate will be selected automatically.
The current drawn from the motor and the vibration amplitude at the cutting head has been experimentally measured, depending on the features of the saws, the structural properties of the marble, and the saw's immersion depth into the marble. It has been experimentally determined that nonhomogeneity in features of the marble slab and the saw blade results in excessive current being drawn from the motor and an increase in the vibration amplitude. The revolution of the spindle motor especially must be determined by maintaining the vibration amplitude at constant level. Thereafter, the feed rate must be increased up to the point where the maximum determined current is drawn by the spindle motor. Through the adaptive control software developed according to the experimentally obtained results, the cutting feed rate was selected in a way that allowed room for adaptation to any changes in the parameters. By controlling vibrations, the adaptive control implementation with optimum cutting force (optimum current drawing and energy use) has been successfully implemented (Figure 10).

Adaptive control and vibrations.
By comparing the reference model obtained from the feed rate and the vibration values observed on a CNC stone cutting machine with the real-time measured values, an adaptively controlled system which adjusts its own speed and vibration values has been developed. By adaptively adjusting the feed rate, not only can labor, time, money, and energy be saved but also less waste of material can be ensured. The marble machine working with this technique is carried out at the same time in an environment-friendly project that deploys resources effectively as it can carry out what it does using optimum energy, within optimum time and desired quality.
Conflict of Interests
The author declares that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgment
The author is thankful to the Scientific and Technological Research Council of Turkey for their support (Project no. 7090988).