
Abstract
The techniques of Rapid Prototyping, also known as Additive Manufacturing, have prompted research into methods of manufacturing polymeric materials with controlled porosity. This paper presents the characterization of the structure and mechanical properties of porous polycaprolactone (PCL) fabricated by Selective Laser Sintering (SLS) using two different particle sizes and laser processing conditions. The results of this study indicated that it is possible to control the microstructure, that is, pore size and degree of porosity, of the polycaprolactone matrix using the SLS technique, by varying the particle size and laser energy density, obtaining materials suitable for different applications, scaffolds and drug delivery and fluid mechanical devices. The specimens manufactured with smaller particles and higher laser energy density showed a higher degree of sintering, flexural modulus, and fatigue resistance when compared with the other specimens.
1. Introduction
A porous material is a material containing voids, which is often considered a solid with defects and empty spaces (organized or nonorganized). The matrix is treated as the solid part of a porous material and the pores are typically filled with a fluid (liquid or gas). In the past, a material with pores was usually considered to be defective. However, nowadays, with improved knowledge, several technological applications have been identified for porous materials [1]. A porous medium is generally characterized by its morphology and porosity. Other properties, such as tensile strength and thermal/electrical conductivity, are derived from the structural characteristics and properties of the constituents [2].
The concept of porous media is used in many areas of applied science and engineering: physicochemical processes [3], filtration [4], liquid and gas absorption [5, 6], acoustics [7], geomechanics [8], hydrogeology [9], fluid thermomechanics [10], gas sensors [11], pharmaceutics [12], cosmetics [13], bioremediation [14], bone and cartilage tissue engineering [15], scaffolds [16], and other drug delivery devices [17]. Porous polymer devices are suitable for a wide range of applications but they can exhibit high variability according to the preparation technique. The main manufacturing procedures used are polymerization with an expanding agent, polymerization with cross-linking and an expanding agent, solvent-based techniques, solvent aggregation of particles, and particle sintering [18]. A typical porous polymer is prepared by particle aggregation and sintering resulting in the formation of a structure with open pores, pore size distributions from 10 to 500 μm, and porosity from 30 to 70% [19].
The techniques of Rapid Prototyping (RP), also known as Additive Manufacturing, have prompted research into methods used to manufacture polymeric materials with controlled porosity, particularly for tissue engineering applications [20]. The strategy in this area of research is to integrate Computer Aided Design (CAD) and RP techniques such as Selective Laser Sintering (SLS) to fabricate porous polymeric devices [21]. The control of the matrix porosity is achieved by manipulating the SLS process parameters of laser beam power and scan speed [22–25].
SLS has been successfully applied to different polymeric materials: polyamide [26], polyethylene (PE) [22], cellulose [27], PE/hydroxyapatite [24], and blends of PA/PA [28, 29] and PA/PE [30, 31]. Nevertheless, fabrication of polycaprolactone (PCL) based materials by SLS is still incipient [23]. In this context, this paper presents the characterization of the structure and mechanical properties of PCL manufactured by SLS using two different particle size ranges and laser power irradiation values.
2. Experimental
2.1. Material
The polymeric powder used in this study was commercial polycaprolactone (Sigma-Aldrich), with an average molecular weight of 70,000 to 90,000 g/mol, melt flow index of 1.0 g/10 min, and density of 1.145 g/cm−3 at 25°C. The PCL was ground cryogenically in a mechanical grinder and sieved. Particle size ranges of 125–150 and 150–212 μm were obtained.
2.2. Specimens Preparation by Selective Laser Sintering
The specimens (dimensions of 35 × 5.0 × 1.4 mm) were sintered in SLS equipment using a CO2 laser (9 Watts) with a 250 μm diameter laser beam. For the manufacture of the specimens, the laser scanning speed was maintained at 50 mm/s, the hatch spacing was 100 μm, and the laser energy densities were 0.040 and 0.072 J/mm2. The powder bed temperature was 45°C.
Table 1 shows the processing conditions (laser energy density) and particle size for the fabricated specimens.
The laser energy density and particle size range used in the fabrication of the specimens.

2.3. Infrared Spectroscopy and Differential Scanning Calorimetry
The infrared spectrum of the polymer powder was obtained using a 16 PC Perkin Elmer spectrophotometer with Fourier Transform in order to evaluate the polymer absorbance at the CO2 laser wavelength (10.6 μm). Differential Scanning Calorimetry (DSC) curves were obtained using a Shimadzu DSC50 calorimeter at temperatures ranging from −90 to 300°C, applying a heating rate of 10°C/min. The average sample weight was 6.7 mg and the nitrogen flow rate was 50 cm3/min.
2.4. Scanning Electron Microscopy
Philips XL30 and Jeol JSM-6390LV scanning electronic microscopes were used to investigate the particle characteristics, specimen microstructures, and cryogenic fracture topographies and features. The specimens were coated with gold in a Bal-Tec Sputter Coater SCD005.
2.5. Mechanical Analysis
Mechanical analysis was performed on a TA Instruments analyzer, model Q800. The samples were submitted to a flexural test (stress × strain) in the single cantilever mode using a controlled strength rate of 2 N/min at 30°C. For the determination of the storage modulus (E′) and the loss factor (
3. Results and Discussion
The micrographs in Figure 1 show images of the polycaprolactone (PCL) particles after grinding (125–150 and 150–212 μm).

Micrographs of the PCL particles with size ranges of 125–150 μm and 150–212 μm.
Figure 2 shows the infrared spectrum for the PCL particles permitting the determination of the CO2 laser beam absorption by the material at a wavelength of 10.6 μm. The PCL shows notable absorption at a wavelength of 10.6 μm, corresponding to the stretching of the –C–O– group (970 cm−1).
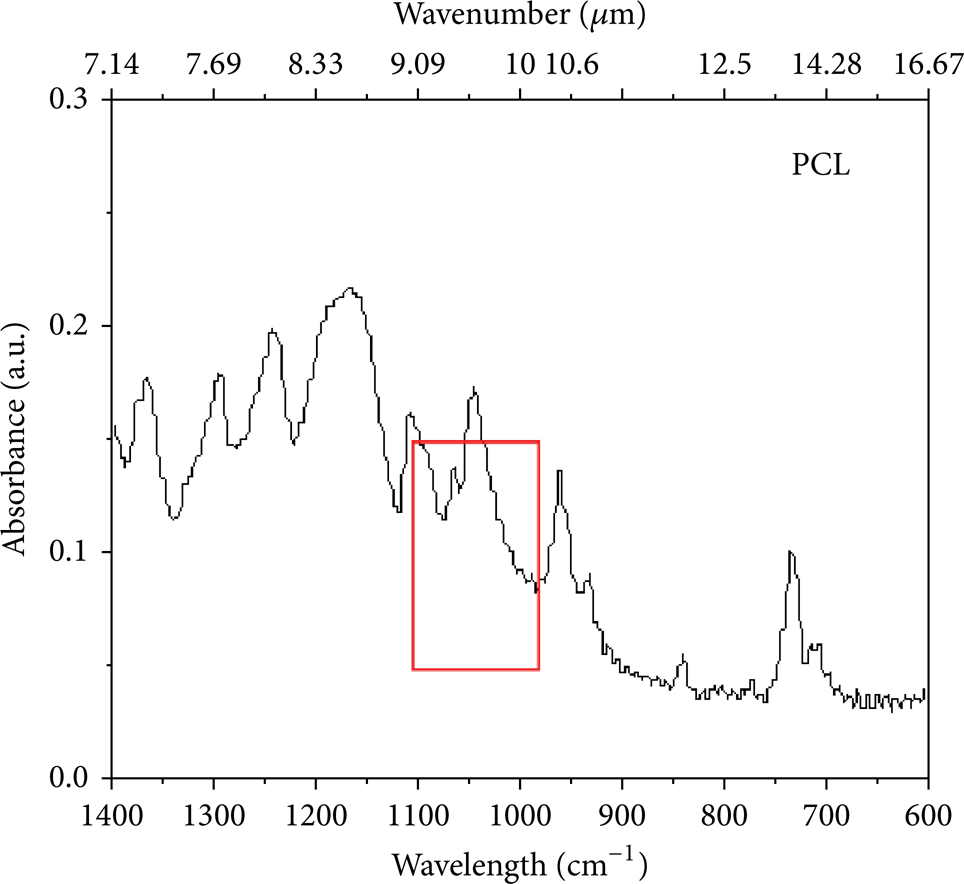
Infrared spectrum for the PCL powders.
Figure 3 shows the Differential Scanning Calorimetry (DSC) curves for the PCL powder, with a melting temperature of 59.60°C and 55% of crystallinity. The determination of the melting temperature (T m ) is of great importance for the polymer sintering process. The processing temperature of a semicrystalline polymer must be above its T m , that is, in the case of PCL, above 60°C.

The DSC thermogram for the PCL powder.
Figures 4 and 5 show the micrographs of the polycaprolactone specimens fabricated with different particle size ranges and laser energy densities, at magnifications of 30 and 100 times, respectively. The images show that the specimens present uniform porous morphology with coalesced particles and interconnected pores distributed in the sintered structure. The specimens fabricated with small particles (A1 and A3 specimens) presented a higher degree of sintering when compared with the specimens fabricated with larger particles at the same laser energy density (A2 and A4, resp.) (Figure 4).

Micrographs of the surfaces of sintered polycaprolactone specimens (magnification 30 times).

Micrographs of the surfaces of sintered polycaprolactone specimens (magnification 100 times).
The specimen fabricated with smaller particles and higher laser energy density (specimen A3) presented a higher level of sintering, showing a co-continuous structure and dense morphology, which is probably due to the higher surface energy of the small particles and their tendency to coalescence at temperatures higher than the melting temperature T m . On the other hand, the specimen fabricated with larger particles and lower laser energy density (specimen A2) presented a lower level of sintering showing the formation of small “necks” between the particles, resulting in a granular morphology (Figure 5).
Figure 6 shows the cryogenically fractured surfaces of the polycaprolactone specimens. The micrograph of specimen A3 shows that increasing the laser energy density causes greater coalescence of the particles, resulting in an increased thickness of the necks. Specimen A2 produced with larger particles and lower laser energy density showed a low level of sintering, where almost no fractures between the powder particles are observed.

Micrographs of cryogenically fractured polycaprolactone specimens (magnification 120 times).
Figure 7 shows the stress versus strain curves for the specimens produced under different processing conditions varying the particle size. Table 2 shows the values for the elastic modulus and strain (8.5% deformation) of the specimens.
Average values for mechanical properties of the specimens obtained in stress-strain tests.


Stress versus strain curves for polycaprolactone specimens.
The elastic modulus for the specimen manufactured with smaller particle size and higher energy density (A3) (286 MPa) differed considerably from that for the other specimens. This result suggests that the strength of the samples increases with a decrease in the particle size and increase in the laser energy density. Smaller particles have a larger surface area, allowing greater contact between the particles and the formation of a higher number of necks per unit area. For the A1 sample the same trend was observed (74 MPa) but the difference was less significant due to the lower value for the laser energy density. Specimen A2 presented the lowest value when compared with the other specimens, due to the low degree of sintering. As noted in the SEM images (Figure 6), the specimen fabricated with larger particles and lower laser energy density showed a low degree of sintering, with almost no fractures between the powder particles.
Figure 8 shows the behavior of the storage modulus (E′) for the polycaprolactone sintered specimens.

Storage modulus (E′) of polycaprolactone specimens.
The specimens produced with a higher laser energy density (A3 and A4) tended to have higher E′ values. Specimen A3 showed a higher initial elastic modulus (609 MPa), then a decrease until around −60°C (544 MPa), followed by a sharp drop until 50°C. Specimen A4, manufactured with larger particles (lower degree of sintering), initially presented a lower elastic modulus (E′) than A3 (195 MPa), with a slight decrease until around −60°C (168 MPa) followed by a more pronounced decrease. Specimen A1 had an initial elastic modulus of 143 MPa followed by a gentle decrease until around −70°C and then a faster decrease until 60°C. Specimen A2 had the lowest elastic modulus due to a lower degree of sintering. The initial elastic modulus value was 21.22 MPa and this remained practically constant until the melting temperature.
Analyzing the loss tangent curves (Figure 9) for the sintered parts, it was observed that the T m values for samples A1, A3, and A4 (−4.06, −13.77, and −11.32°C, resp.) were very distant from those provided by the DSC for the powder (−59.60°C), which can be attributed to the processing conditions and cooling of the specimens.

Loss tangent (
Figure 10 shows the curves obtained in the fatigue tests (stress × cycle number) for specimens fabricated with polycaprolactone. A decrease in stress over time is a consequence of molecular relaxation of the chains due to rotational movement.
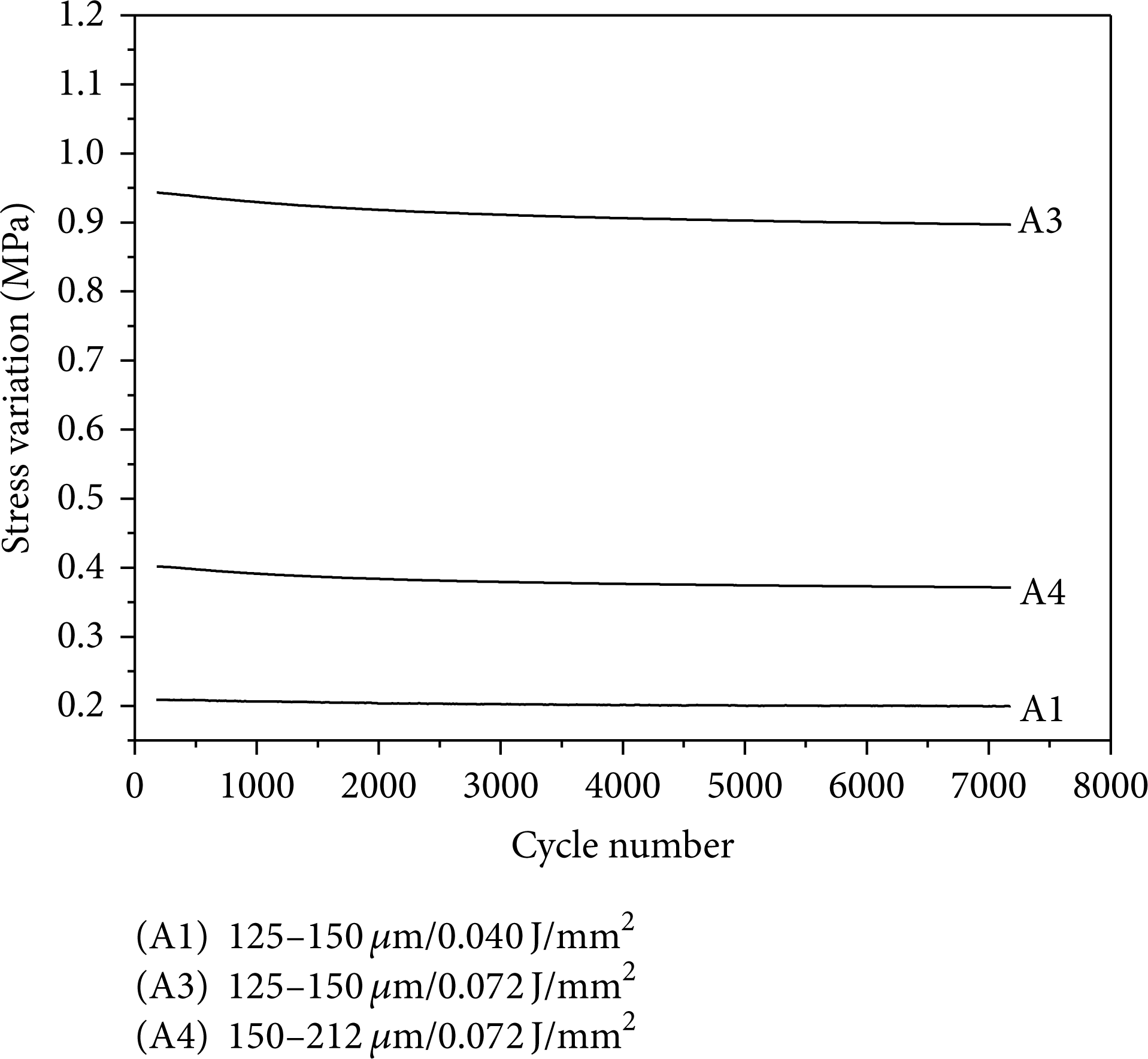
Fatigue curves showing stress versus cycle number for the polycaprolactone specimens.
In relation to the resistance of materials in service to forces and loads, the behavior under fatigue is extremely important. The specimens showed little variation in the stress applied as the cycle number increased, indicating that the fatigue resistance occurs only in the region of elastic deformation (reversible deformation). Due to the higher degree of sintering, A3 showed higher applied stress, indicating that initially the material is more rigid compared with specimen A4.
Specimen A1 had the lowest stress variation value, which was attributed to the low degree of sintering. The specimens were subjected to 7200 cycles with 20% deformation with no fractures occurring; however, for specimen A2, due to low degree of sintering and elastic modulus, the data were not recorded by the equipment.
4. Conclusions
In the manufacturing of parts, varying the particle size range and laser energy density employed, the microstructure obtained was found to be appropriate for application in biomedical fields, that is, uniform morphology, coalescence of particles and interconnected pores distributed in the sintered structure.
Specimen A3, manufactured with smaller particles and a higher laser energy density, had a larger surface area per unit volume, that is, greater contact with the laser beam, and increased packing of particles, providing a higher degree of sintering. This result was confirmed by the stress versus strain curves, storage modulus, and fatigue tests, which indicate higher values when compared with the other specimens. In the case of specimen A2, because of its low degree of sintering, as observed from the SEM images, there was practically no coalescence of the particles, the values being considerably lower when compared with other specimens, as expected.
The results of this study indicated that it is possible to control the microstructure, that is, pore size and degree of porosity, of polycaprolactone samples using the SLS technique, by varying the particle size range and laser energy density employed during processing. Samples appropriate for different purposes, such as scaffolds, drug delivery and fluid mechanical devices, can thus be produced.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
The authors would like to thank the PRONEX program, FAPESC, and CNPq for the financial support.