
Abstract
Multisensor improves the accuracy of machine tool condition monitoring system, which provides the critical feedback information to the manufacture process controller. Multisensor monitoring system needs to collect abundant data to employ attribute extraction, election, reduction, and classification to form the decision knowledge. A machine tool condition monitoring system has been built and the method of tool condition decision knowledge discovery is also presented. Multiple sensors include vibration, force, acoustic emission, and main spindle current. The novel approach engages rough theory as a knowledge extraction tool to work on the data that are obtained from both multisensor and machining parameters and then extracts a set of minimal state identification rules encoding the preference pattern of decision making by domain experts. By means of the knowledge acquired, the tool conditions are identified. A case study is presented to illustrate that the approach produces effective and minimal rules and provides satisfactory accuracy.
1. Introduction
The deterioration and failure of machine tool increase the downtime and the maintenance costs of the production line, decrease the product quality, and deny the due date. The majority of failures of machine tool are generated from the tool system [1]. Therefore, the tool condition monitoring (TCM) is needed to reflect the process states of the machine tool. TCM also provides the basic information for predictive maintenance. So, there is a research focus on the process data acquisition and the potential fail estimation based on TCM. The states of the tools are generally divided into three categories: (1) normal, (2) wear, and (3) broken state. The wear of tools can be predicted according to the states of tools system, while broken category has the randomness besides prediction based monitor.
One of the biggest challenges in manufacturing is the failure of machine tools due to the loss of surface material in cutting operations like milling, drilling, and turning.
(i) TCM for Drilling. Drilling is one of the popular machining operations, accounting for over 30% of all cutting processes in industry [2]. AE, force, and torque measurements are able to build a multisensor tool condition monitoring of a drill. Monitoring opened the way to improve drilling conditions and allowed the application of the deep twist drilling technique [3]. An online identification of drilling tool wear is based on the measurement of forces and power signal; moreover, the hidden Markov models are used to recognize the tool condition [4].
(ii) TCM for Milling. To estimate the tool deflection and micromilling process, Uriarte et al. present a mechanistic model to predict milling cutting forces [5]. A Rivero presents a sensorless monitoring method for dry milling and the analysis confirms the relevance of cutting force for tool wear monitoring [6]. Cuš and Župerl develop a tool monitoring system which can detect the tool condition in real time using neural decision system and ANFIS tool [7]. Nikranjbar and Abolfath consider the force as the most significant process parameter to develop the condition monitoring system [8]. Prakash and Kanthababu present the relationship between tool wear and acoustic emission in end milling [9]. Prasad et al. [10] analyse the machining precision based on the vibration sensor; then the real-time TCM system is built based on FFT process.
(iii) TCM for Turning. Acoustic emission sensors have increased attention to TCM in turning [11]. The algorithms such as ANN and HMM are implemented for feature extraction and classification [12]. Fernández-Abia et al. detect the tool wear in very high cutting speed condition based on force sensor [13].
It is generally acknowledged that effective and reliable tool condition monitoring based on a single feature is not feasible [14]. So, multisensor monitoring is developed to build a robust system. It collects different signal features which describe the tool state comprehensively. The measuring techniques for the monitoring of machine tools are divided into two approaches: direct and indirect. Many direct methods can only be used as laboratory techniques due to the prices and the practical limitations, such as cameras for visual inspection, laser beams, and electrical resistance [15, 16]. On the other hand, the indirect measurement methods, such as the cutting force measurement, are more popular in the industrial area. In contrast to direct approaches, the indirect methods are less accurate and complex, and so they are more widely used in practical applications.
Multisensor data fusion can combine the information from several sources to form the accurate and unified picture of process, because of its redundancy and complementary. The commonly used sensors are current, power, speed, position, force, vibration, temperature, acoustic emission, and torque [17]. Apart from the popular sensors, there is a high accuracy sensor that could be applied to TCM to reflect the state of tools. Because of their high price, however, they have fewer applications.
Cho et al. [18] design an effective multisensor TCM by using a multilayer-coated multiflute carbide end mill cutter. Kanthababu et al. [19] present a tool condition monitoring strategy which considers all the three sensors that help in the timely replacement of honing tools. Wang et al. [20] combine vision and force sensor to create an intelligent integrated tool condition monitoring system for online monitoring of wear and breakage in milling. Kaya et al. [21] analyze the different sensors’ signals used for the development of an online tool condition monitoring and the genetic algorithm is employed for reducing the dimensionality of the feature set by selecting the features that correlate best with the tool condition. Yu [22] constructs an effective model that can exemplify the degradation propagation of tool performance based on a continuous acquisition of multiple sensor signals.
The most common types of sensors include acoustic emission (AE), vibration sensor, force sensor, position sensor, and current sensor, and the percentage of applications of these sensors in various objects monitoring is shown in Table 1.
Percentage of application of sensors in machine tool processes monitoring system.

There are many methods that can be used to extract the critical information based on the data from TCM [23]. The common methods include neural network, Gaussian mixture model, fuzzy set, support vector machines, intelligent algorithms, and rough set [24–29]. The advantages of rough set approach are as follows:
it does not need any preliminary or additional information about data;
it provides efficient way, algorithms, and tools to find hidden patterns in data;
it allows reducing original data to find the minimal sets of data without losing the knowledge.
Compared to other methods, the rough set is more suitable to process the uncertainty data.
In this paper, the multisensor TCM and knowledge discovery system ARE presented based on rough set. The decision layer and attribute layers are reduced based on the data obtained from both multisensor and machining parameters. A set of minimal state identification rules are extracted to form the detection knowledge.
2. Rough Set-Based TCM System Design
Rough set-based TCM using multiple sensors is a critical part of machine tool monitoring and diagnosis. The rough set-based TCM extracts the classification information from the continuous data collected from sensors, which solves the following issues effectively.
It is difficult to construct accurate mathematical diagnosis model of tool system.
The noncontact and direct sensor monitoring system has the practical limits.
Some sensors are hard to install into the machine tool because of the spindle rotation, cutting fluid, and so on.
Rough set-based TCM includes data acquisition, rough set knowledge discovery, decision making, reasoning machine, and identification, which are shown in Figure 1. There are subsystems, such as data acquisition subsystem, signal processing subsystem, knowledge reduction and extraction subsystem, reasoning subsystem, and HMI and database subsystem.
Data acquisition: utilizing multisensor data acquisition systems, the real-time machining data of tools system are obtained and then processed using A/D, FFT, and others approaches.
Knowledge discovering: discovering knowledge using rough set as a extraction tool which works on the data obtained from both data acquisition system and historical state detection knowledge.
Reasoning machine: based on detection knowledge, the collected data are analyzed and reasoned; then the results provide feedback to the processing.

The framework of rough set-based TCM.
2.1. Data Acquisition of Multisensor System
There are several sensors applied in the system such as force sensor, vibration sensor, acoustic emission sensor, and current sensor. The data from the individual sensors are collected and fused in the knowledge reduction and extraction subsystem. The limits of single sensor monitoring are reduced because of the redundancy of multisensor monitoring system. The data from different sensors have the Complementary advantage, which improves the simplicity of single sensor and completes the whole processing.
2.2. Signal Process System
The methods used in this system include filters, amplifiers, and transmission gain in order to improve the quality of data processing. The processing is shown in Figure 2.

Single processing of multisensor TCM.
(i) Force Sensor. The force increases with the tool wear while the force sharpness decreases when tool is broken.
The signals from force sensors of F
p
, F
c
, and F
f
are input to the divider and the ratios of
(ii) AE. AE signal is mainly generated from the cutting plastic deformation of the workpiece material and the value under the 100 kHz is large according to the power spectra. The AE signal is much larger than that got in the normal process. The location of AE and the distance between sensor and source are also taken into account.
(iii) Current Sensor. The motor current is collected by current sensor and the alert is given when the value exceeds the setting.
(iv) Vibration Sensor. The vibration sensor is installed in the tool guider and the vibration signals are enhanced significantly when the tool is near broken. The average acceleration aa increases with the friction F; namely, the vibration of tool increases with the tool wear.
2.3. Knowledge Discovering Subsystem
Knowledge reduction and extraction subsystem is used to process the variety of information from monitoring system and to identify the state of machine tools system. It then provides the basis knowledge for fault diagnosis. The condition attributes and the decision attributes are two parts of knowledge reduction and extraction subsystem. Rough set, as proposed by Pawlak [30–32], presents a formal tool for data analysis and knowledge discovery from imprecise and incomplete information. Due to the ability of knowledge representation and reasoning, rough set has been applied to knowledge discovery from on-operation data and effectively solves the issues such as incomplete data, data redundancy, and human intervention. The prediction and reasoning processes to tool system by experts can be simulated by knowledge reduction and extraction subsystem.
The rough set is an information system (U,A,D,f), where U = {x1,x2,…, x m } is a finite set of objects, A is a finite set of attributes, and D is a finite set of decisions. f is an information function that assigns values from the attributes to objects.
According to the definition of rough set, the knowledge discovery module of multisensor TCM is presented as S = (U,A,D,f), which reduces and extracts the knowledge from the monitoring system. The set of condition attributes A represent the data of sensors and the cutting parameters. The set of decision attributes D is the set of states of tools system, which are divided into 3 values, slight wear, severe wear, and broken. Because of the continuity of the sensors data, the values should be discretized before other treatments in rough set. Using the reduction of condition attribute and rule generation, the relationship f among U, A, and D is obtained, the decision tables are formed, and, eventually, the diagnosis knowledge is acquired [33–35].
The state object set is partitioned according to attribute A; namely, U/R
A
= {[x]
A
:x∈R
A
} or U/R
D
= {[x]
D
:x∈R
D
}, where
The decision table is the set of decision knowledge, which is the diagnosis knowledge represented by rules that are obtained by reduction. Moreover, it is a process that identifies decision knowledge class and completes knowledge acquisition of fault diagnosis database. The process of automatic knowledge acquisition is shown in Figure 3.

The process of automatic knowledge acquisition.
3. Case Study
The experiment was conducted by using a VMC0656MU CNC vertical machining center for machining 7075 aviation aluminum.
The sensors in the tool monitoring system are as follows.
Acoustic emission (AE) sensor (type PXR15) with preliminary amplifier PXRAIV (40 dB) was applied to collect the AE signal generated during the machining operation.
The piezoelectricity type acceleration instrument (IEPE Channel, X20CM4810 process module) is applied to be the vibration sensor measuring the signal in three mutual-perpendicular axes (x, y, and z) simultaneously.
A three-component force sensor by Kistler (type 9257B) was mounted on the machining tool table under the workpiece to collect the three orthogonal forces.
Hall sensor was used to measure real-time current of spindle motor.
All sensors were connected to a National Instrument data acquisition module (Model USB 6009), which is able to convert the signals from analog to digital with high sampling rate of 42.2 kHz/Channel.
The digital signals are processed by LabVIEW software. The software calculates the signal features, which are the input of TCM knowledge discovering subsystem, in the both time and frequency domains.
3.1. Design of Experiment
TCM system reflects the tool variations under different cutting parameters and operation. The inputs include the milling process parameters and the signal features from sensors. The three independent variables are depth of cut, spindle speed, and feed per tooth. Each variable has two levels, that is, high and low, and totally there are eight cutting conditions. Under the different conditions, the sensor signals are collected and the states of tool are observed to form the record. The tool conditions are categorized into three criteria: (1) slight wear, (2) severe wear, and (3) broken.
Figure 4 shows the experimental framework of this paper. Sensors are amounted to the designed position and the signals are analyzed by LabVIEW through data acquisition device. After extraction, the signal features are input into the knowledge discovering module; then knowledge is formed using rough set and the decision making is built to monitor the machining process.

Tool monitoring system experimental schematic diagram.
3.2. Formation and Discretion of Samples of Knowledge Acquisition
After samples of knowledge acquisition are obtained, the characteristics need extraction and discretization. The condition attributes are a1∼a10, namely, force sensor
Discretization of input features.
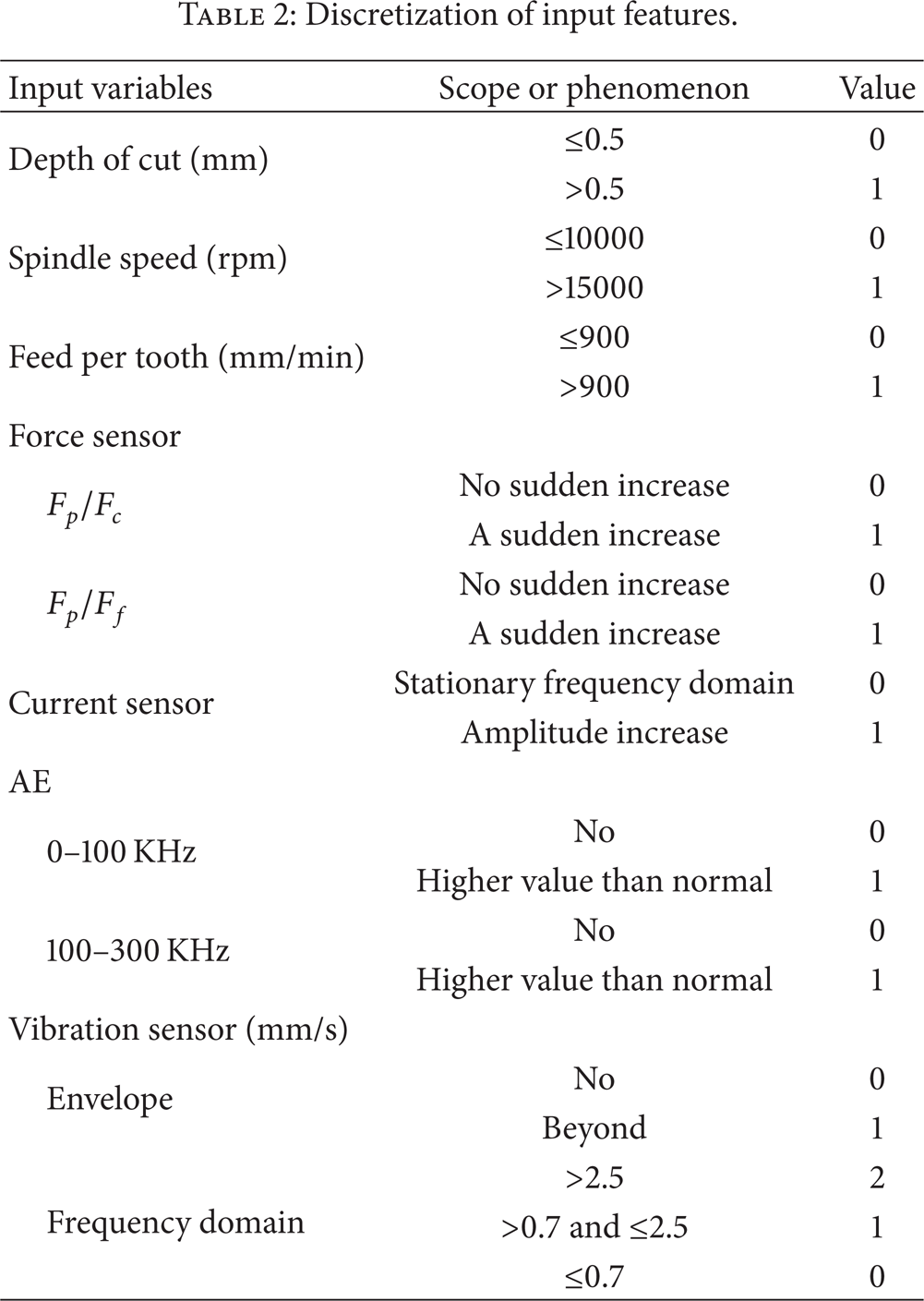
D, as the decision attribute, is used to decide the kind of states of tool. The value of 0 represents the slight wear, 1 represents the severe wear, and 2 represents the broken. The condition attributes and decision attribute compose a 2D table, which is shown in Table 3, in which a row means a practical tool state and each column represents one attribute.
Tool system decision system (part of data).

3.3. Reduction Computation of Decision Table
The goal of the reduction computation is to delete the redundant attributes and attribute values which have little influence on the state of tool decision. Deleting redundant column is called condition attributes reduction and deleting redundant attribute value in decision table is called decision value reduction. After reduction, the minimal decision table is constructed.
(1) Conditional Attributes Reduction. The discernibility matrix methods are adopted to reduce attributes.
The reduction steps are as follows.
Calculate the discernibility matrix M(S). The discernibility M(S) is a symmetric n × n matrix with entries (c
ij
), where (c
ij
) =
Calculate the discernability function fM(S). fM(S) is a Boolean function of new generated attributes a1*,…, a m *, which correspond to the attributes a1,…, a m , defined as follows:

Calculate the minimal disjunctive normal form. The attributes {a1,a4,a6,a9,a10} are adopted; then, the reduced decision table is shown in Table 4. Each row can generate one decision rule.
Decision table after reduction (part of data).

(2) Attribute Value Reduction. The attribute value reduction table is calculated based on the attribute reduction table and core value table.
3.4. Formation of Minimal Decision Rule Table
The minimal decision rule table is shown as in Table 5, which includes 16 rules.
Minimal decision rule table (part of 16 rules).

3.5. Formation of Knowledge Representation of Tool Condition Monitoring System
After reduction, detection rules are input into the knowledge base of tool monitoring system. Using generation rule, the knowledge based on rough set theory is represented in the “If Then” form, namely,
If
If
3.6. Analysis of the Experiments
The three cutting parameters used in the experiments are depth of cut, spindle speed, and feed per tooth. Each parameter is divided into two levels, high and low. So, there are eight different combinations of cutting parameters, such as HHH which means high depth of cut, high spindle speed, and high feed per tooth. The experiments have been done under each combination and the records of tools with wear and broken state are collected. The records were classified into three groups of decisions: (a) slight wear, (b) severe wear, and (c) broken. The quantity of classes is shown in Figure 5.
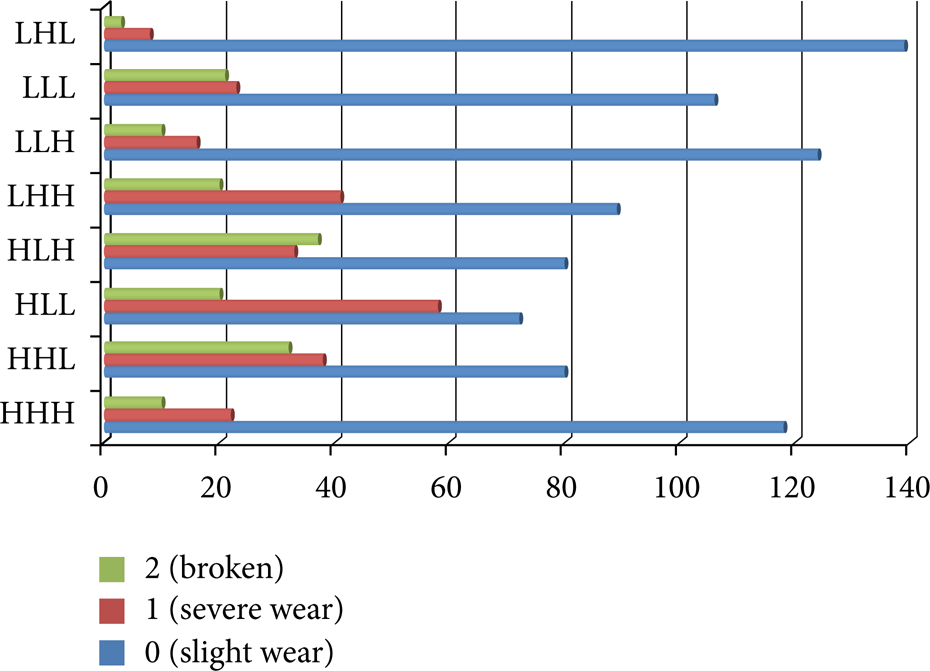
Distribution of classes under various cutting parameters.
Based on the above experiments, the results are analyzed as follows.
(1) Reduction of Sensors and Features. According to the above decision rules, the decision rules can be achieved by using force, vibration, AE senor, and vibration sensor together; namely, the current feature is reduced. Moreover, there are other features from sensors that have few effects on decision, such as the signal within the 0–100 KHz scope of AE sensor, and then are deleted. It greatly aids in reducing the data process load of TCM system.
(2) Decision Fusion Accuracy. The sensor combinations need to be analyzed and then give the best accuracy under rough set method. The rank of single sensor is force (F), acoustic emission (AE), vibration (V), and current (C) according to the order of accuracy. Then, the following sensor combinations are tested: (F + V), (F + AE), (F + C), (V + AE), (AE + C), (V + AE + C), (F + V + AE), (F + V + C), and (F + AE + C). Additionally, the sensor combinations are also tested by neural network method. The decision fusion accuracy of sensor combinations by rough set and neural network is shown in Figure 6, separately. It is shown in the figure that force sensor has the prominent capability of detection. Moreover, there is an interesting fact that the two sensor combinations do not outperform single sensor TCM. However, the detection capability of four sensor combinations shows higher sensitivity than any other one in terms of performance measure. It is also shown that the rough set method is better than neural network at almost all sensor combinations.

Decision fusion accuracy of sensor combinations and methods.
(3) Accuracy of Different Decision Classes. The results of decision classes are given in Figure 7. The percentage of successful classification in class broken is better than class slight wear; in case of the average broken class, it is 97.8%, whereas for the average slight wear class it is 91%. Moreover, the percentage of successful classification in high depth of cut condition outperforms the low condition.
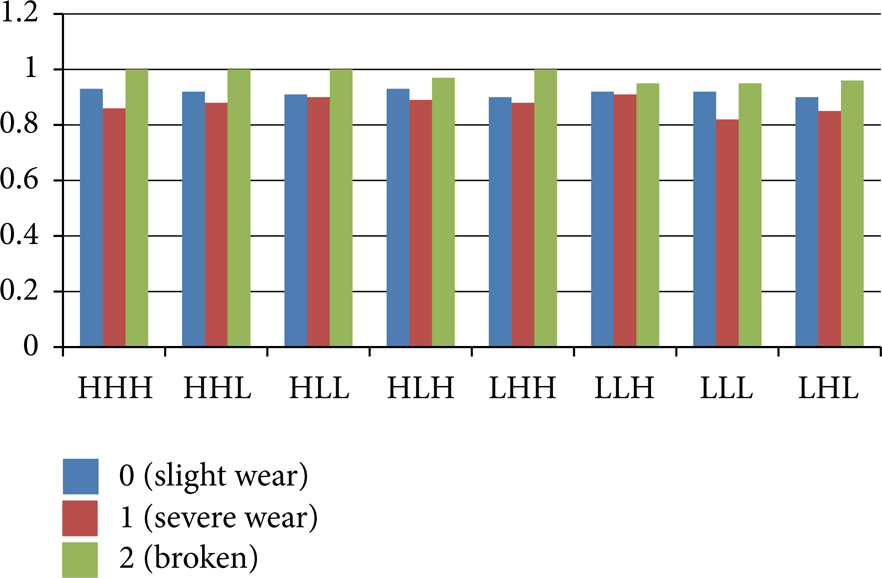
Detection accuracy of different cutting parameters.
4. Conclusions
A multisensor TCM system is designed, which can collect the vibration, force, current, and AE signals and process them using NI system; the signal features are input conditional attributes of knowledge discovering system. In TCM knowledge discovering system, the rough set-based method is adopted to deal with, reduce, and reason the multisensor signals and cutting parameters. Moreover, the novel diagnosis system based on RST is constructed which can discover the knowledge form the accurately diagnosis results and enhance the diagnosability of TCM.
The system has been tested in the milling machining processes, and the test results verified its effectiveness and efficiency.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
This work is supported by International Science and Technology Cooperation Program of China (Grant no. 2012DFG72210), Natural Science Foundation of China (Grant no. 61202368), and Key Scientific and Technological Project of Zhejiang Province (Grant no. 2011C14025). This paper is also supported by China Scholarship Council.