
Abstract
Functionally graded properties are characterized by the variation in composition and structure gradually over volume, resulting in corresponding changes in the properties of the material. Direct laser melting (DLM) process is a kind of prototyping process whereby a 3D part is built layerwise by melting the metal powder with laser scanning. DLM can directly build full-density and high-performance complex metal parts from CAD solid model without using any molds and tools. The aim of the study is to demonstrate the possibility to produce functionally graded properties in gear through the direct laser melting of compositionally selected metallic powders. Properties of manufactured parts depend strongly on each single laser-melted track. Therefore, effects of the processing parameters such as scanning speed and laser power on single tracks formation are explored. For the fabrication of gear, building direction and hatch angle have been precisely controlled. Hardness test and EDX analysis were carried out on cross-section of fabricated gear to characterize functionally graded properties. From the analysis, functionally graded properties can be successfully obtained by DLM of selected metallic powders having different compositions.
1. Introduction
Direct laser melting (DLM) process is known as a unique technology to build 3D object layer-wise by melting the metal powder with laser scanning [1–3]. There exists a need to rapidly fabricate fully functional high-density metal parts without the requirement for hard tooling to comply with the trend for shortened product development cycles. Especially, laser melting process with high-density beam such as laser hardening [4, 5], laser alloying [6, 7], and laser cladding [8, 9] uses the characteristics of self-quenching that cools rapidly into materials without cooling water unlike general surface heat treatment [10–13]. This processing can be applied to repairing, remodeling, and restoration of damaged mold [14, 15]. DLM is suitable for applications that require a high distribution of hardness with a relatively shallow case depth on substrate of target surface areas. In this method, the laser beam scans the powder according to the slice data of the structure. Melted powder is locally melted to form a solid area on the base plate.
This process has many advantages such as the use of various materials, local fabrication, reduction of postprocessing, and improvement of alloyed surface properties (hardness, abrasion resistance, and corrosion resistance). Hence, DLM is a promising method for fabrication of functionally graded multimaterial parts. Functionally graded properties are characterized by the variation in composition and structure gradually over volume, resulting in corresponding changes in the properties of the material [16–19]. The manufacturing of 3D functionally graded products by DLM is one of the most promising techniques capable of meeting various challenges in several industries including aeronautical, automotive, marine, and chemical fields [20]. This approach permits a new freedom in design and manufacturing, thus allowing, for example, creating an object with the desired shape, internal structure, and engineering composition including the appropriate physic-mechanical properties within a single-stage fabrication process. The objective of the present study is to demonstrate the possibility to produce functionally graded properties in gear parts through the direct laser melting of compositionally selected metallic powders. Properties of manufactured parts depend strongly on each single laser-melted line and deposited layer [21–23]. Therefore, effects of the processing parameters such as scanning speed and laser power on single line formation are explored. Also, quadrangle shape was fabricated by optimized process parameter to estimate the hardness of deposited bead at various powder compositions. For the fabrication of gear, building direction and hatch angle have been mainly focused [24–26]. Hardness test and EDX analysis were carried out on cross-section of fabricated gear to characterize functionally graded properties.
2. Experimentation
2.1. Equipment
Figure 1 schematically shows the direct laser metal tooling system used in this study. DLM system mainly consisted of a continuous wave IPG YLR-200 fiber laser (λ = 1.0 7 μm, maximum output power of 200 W, and laser beam diameter of 0.08 mm in the focal position), a powder delivery system, a building platform, and a process-control computer system. A scanner (SCANLAB hurrySCAN 20) was used to control the laser scanning method. To produce an oxide-free coating, the chamber was shielded by nitrogen gas in all experiments.

Schematic drawing of direct laser melting system.
The processes of DLM are as follows: (i) a thin layer of metal powder is layered by the layering bar; (ii) the metal powder layer is melted by the scanned laser beam to bond with base plate or already solidified areas of the part underneath; (iii) the building platform is lowered by one layer thickness for the next powder layering and laser melting. With the repeated processes, the part having target shape can be obtained.
2.2. Materials
For the direct laser melting of powders, AISI-D2 having chemical compositions of 12% Cr, 1.5% C, 1% Mo, 0.45% Mn, 0.35% V, and 0.25% Si has been used for the base plate. For the DLM experiments, Fe-Ni-Cr powders with a particle size below 30 μm and a mean particle size of about 20 μm were used. To obtain functionally graded properties, two powders having chemical compositions of Fe-16Ni-4Cr and Fe-21Cr-8Ni have been mechanically mixed by mixing machine (KMD-1B) at various mixing ratios as shown in Table 1.
Chemical composition (wt.%) of powders.

A powder: Fe-16Ni-4Cr; B powder: Fe-21Cr-8Ni.
3. Fabrication by Direct Laser Melting
3.1. DLM Process Optimization by Single Track Fabrication
The essential operation at DLM is the laser beam scanning over the surface of a thin powder layer. Each cross-sectional layer of the part is sequentially filled with elongated tracks of melted powder. The properties of a part produced by DLM technology directly depend on the properties of each single track. As the soundness of track strongly depends on laser power and scanning speed, processing condition has been optimized by single track fabrication. Figure 2 schematically shows single track formed from metal powder on a base substrate.

Schematic drawing of single track fabrication.
The single track fabrication was performed at a laser power of 100–200 W, scan rate of 75–220 mm/s, and layer thickness of 0.1 mm. Using image analysis system (TDI Plus 5.0), the width and depth of bead deposited by various process parameters were measured. The single track shapes can be characterized by the melting width (W) and bead height (H). When laser power was 200 W, the height/width ratio at scan rate of 110 mm/s was regarded as optimal condition with a height/width ratio of approximately 0.5. Figure 3 shows the results of bead shape with the Fe-Ni-Cr powder using the recommended condition, 200 W power and 110 mm/s scan rate.

Bead shape obtained at 200 W power and 110 mm/s scan rate.
3.2. Powder Selection for the Functionally Graded Properties
To select powders for functionally graded properties, quadrangle shape specimens were fabricated by seven powders shown in Table 1. For the DLM process, optimized process parameters obtained from the single track fabrication have been used. The deposition strategy is schematically illustrated in Figure 4. For each layer the deposition consists in moving along the contour followed by a raster scanning pattern in the interior of the layer. The fill spacing was set to be 60 μm. The fill pattern of subsequent layers has been rotated 90° to reduce the uneven, rib-shaped structure that is generated by aligning single tracks next to each other and is observable at laser melted horizontal surfaces without rotations. Figure 4 schematically shows the fabrication sequence of quadrangle shape by cross-hatching technique.

Schematic of fabrication sequence of quadrangle shape by cross-hatching technique.
Quadrangle part having 3 mm thickness has been fabricated by 60 layers. Figure 5 shows fabricated quadrangle part without any processing defects.
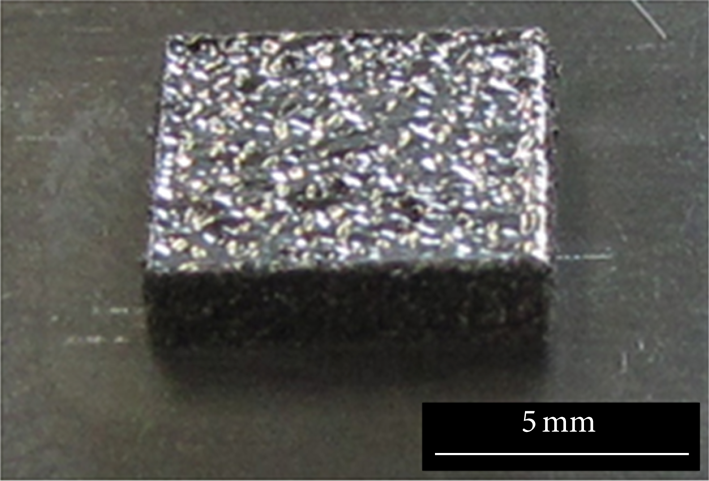
Fabricated quadrangle part.
Hardness of deposited bead was measured at 9 indentation positions with linear interval of 200 μm. Figure 6 shows the average hardness measured from respective powders. For the functionally graded properties, FA (450 HV), 2A1B (300 HV), and FB (230 HV) powders have been selected.

Average hardness of laser melted powders.
3.3. Fabrication of Gear Having Functionally Graded Properties
The aim of the study is to demonstrate the feasibility to produce functionally graded properties in gear parts through the direct laser melting of compositionally selected metallic powders. The dimension of gear is shown in Figure 7 and the method of fabrication used in the present study is schematically shown in Figure 8. The hatching distance was 0.06 mm and the layer height was ∼0.04 mm. The layers were made out of 3 different powders on a substrate by the following strategy: the first (inner) layer was of FB (Fe-16Ni-4Cr), the second (middle) one consisted of 2A1B (Fe-13Ni-10Cr), the third (outer) layer consisted of FA (Fe-8Ni-21Cr), and so on, up to the top layer with the same planar combination. Finally fabricated gear using the recommended processing condition, 200 W power and 110 mm/s scan rate, is shown in Figure 9. The relatively rougher surface has been fine-polished to check the soundness of deposited bead. As shown in the Figure, sound gear without any process defects has been fabricated. Figure 10 shows the Vickers hardness distribution along the cross-section in the gear. As can be expected, functionally graded hardness has been obtained. The Ni and Cr contents shown in Figure 11 also confirm the obtained functionally graded properties.

Dimension of gear (mm).

Schematic of gear fabrication technique. (a) Layer fabrication; (b) layer-by-layer fabrication.
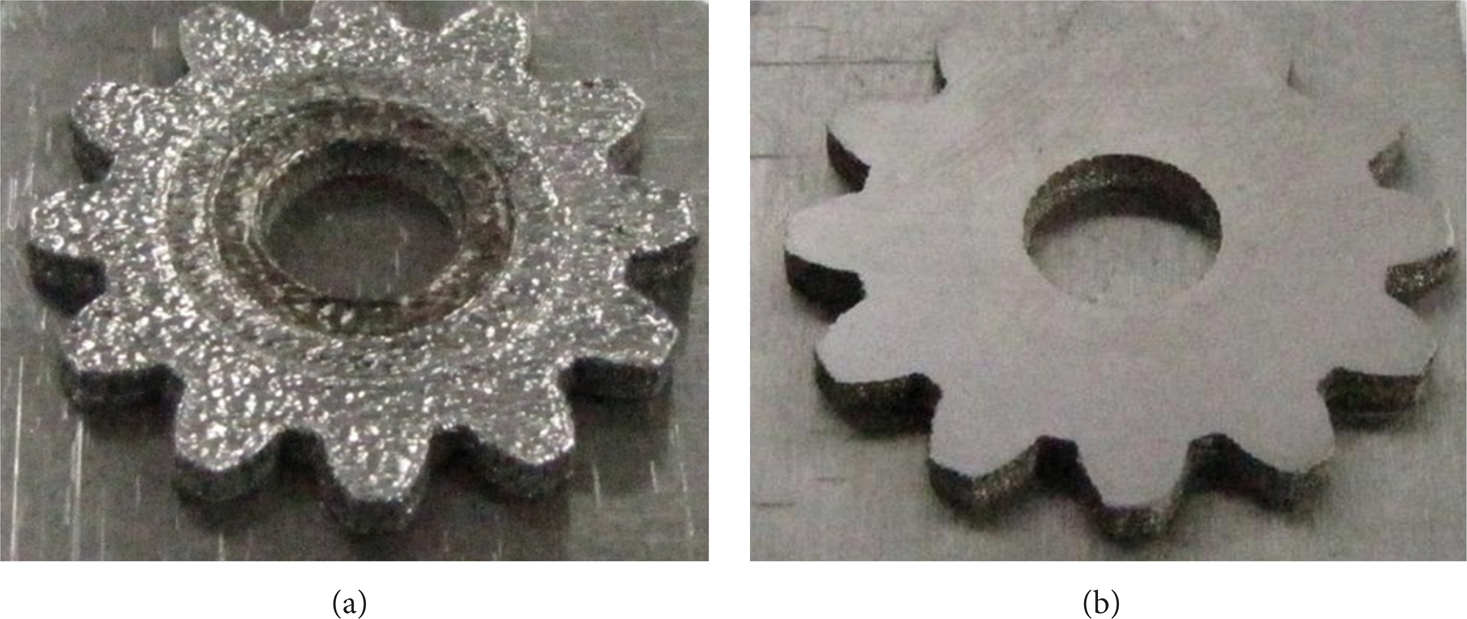
Gear shape fabricated by using DLM processing: (a) before polishing; (b) after polishing.
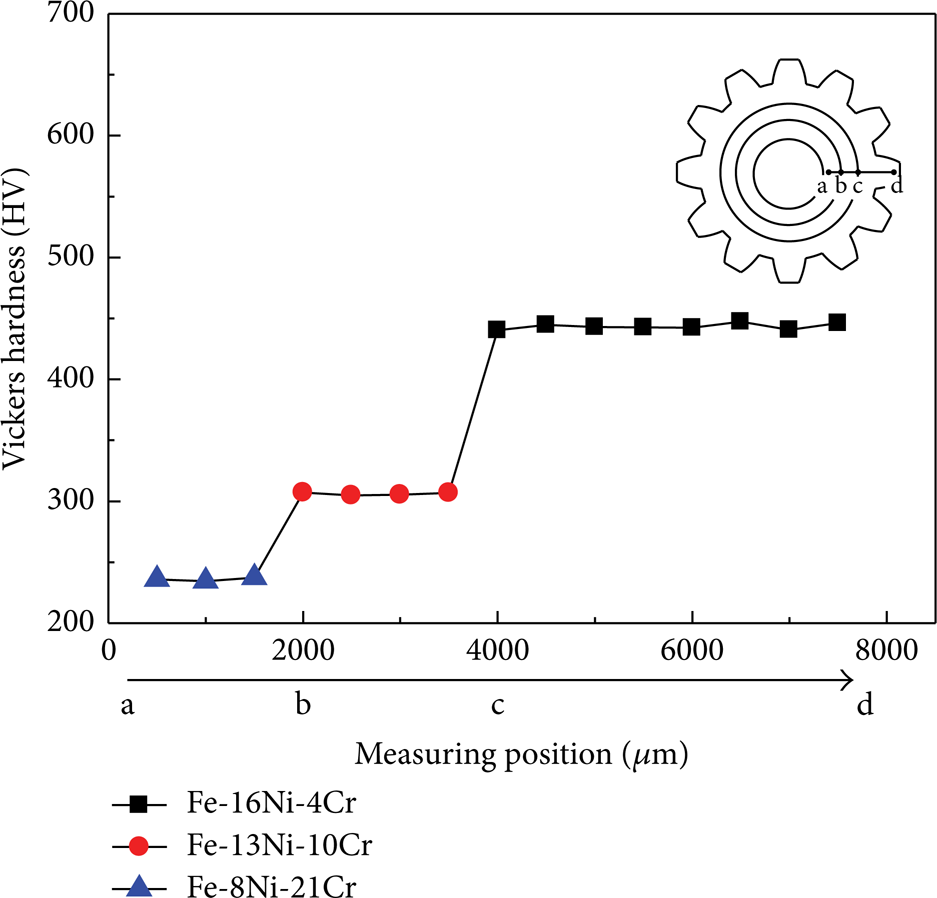
Vickers hardness distribution of the cross-section in gear.
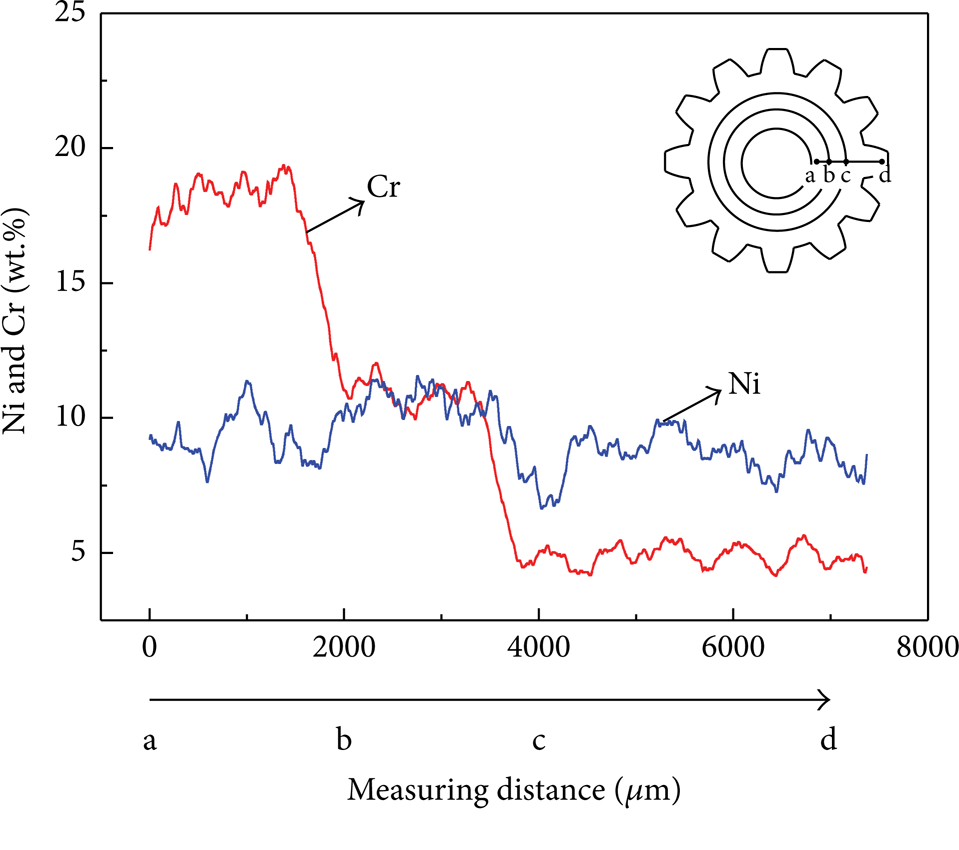
Variation of Ni and Cr contents along the cross-section in gear (JEOL-6010).
4. Conclusions
In this study, the possibility to produce functionally graded properties in gear parts through the direct laser melting of compositionally selected metallic powders was investigated. Among seven different powders, three powders having large intervals in hardness have been selected to show functionally graded properties. By using laser processing conditions obtained from single track experiments, gear has been fabricated at predetermined building direction and hatch angle. Functionally graded properties have been well characterized by hardness test and EDX analysis on cross-section of fabricated gear. From this study, functionally graded properties can be successfully and easily obtained by DLM of selected metallic powders having different compositions.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgment
This work was supported by the National Research Foundation of Korea (NRF) Grant funded by the Korean Government (MSIP) (no. 2012R1A5A1048294).