
Abstract
The process combining laser beam welding, superplastic forming, anddiffusion bonding (LBW/SPF/DB) was performed to fabricate the TA15 titanium alloy sandwich structure with square grid. The microstructure of different regions before and after superplastic forming was also analyzed. The results showed that the laser welded joints of core structure own good superplastic formability under the condition that the laser welding parameters were optimized. The microstructure near the fusion line is columnar crystal and inside the columnar crystal the acicular martensite appeared. The heat-affected zone is relatively narrow and with no obvious grain growth. At 925°C, under the condition thatthe loading-time curve was optimized, the external outline of the LBW/SPF/DB formed hollow four-layer sandwich structure is clear and the strengthened ribs areupright. It shows good diffusion bonding quality between the ribs and panels. And the bonded ratio between the upright ribs which rely on each other is above 90%. After superplastic forming, the grain size of the TA15 workpieceincreases but remains equiaxed grain. The grain size of laser welded joints also significantly grew up, and the heat-affected zone almost disappeared in this zone. The typical cast microstructure of rapid cooling turned to be the deformed microstructure, creating a better overall performance of the two-state organizations.
1. Introduction
The multilayer sandwich structure was widely used in the aerospace in order to meet the requirements of both lightweight and high strength [1, 2]. Currently, SPF/DB technology is the main process to form the multilayer structure and it has been widely used. Furthermore, the titanium alloy sandwich is the most widely used multilayer structure in the field of aerospace [3]. However, conventional SPF/DB process has some disadvantages: (1) long DB time at high temperature makes the connection cycle time longer; (2) loading at high ambient temperature (about 900°C) makes the material performance lower and the forming die service life shorter; (3) long forming time (nearly 18-hour thermal cycle time) including heating and cooling time leads to the high cost and low productivity [4]. Therefore, it is an urgent need to look for a high efficient forming method.
When SPF/DB is combined with LBW, diffusion bonding of core sheet is replaced by laser welding. Thus, the diffusion bonding time for core sheets is eliminated and the cycle time will be shortened. It makes the process cost reduced and forming die service life longer. Compared with SPF/DB, the LBW/SPF process has many advantages such as increasing the yield of parts production and improving the parts performance and shortening the manufacturing time [5–9]. It is of much importance for fabricating the multilayer sandwich structure. TA15 is the near-α-type high temperature titanium alloy; it owns good overall performance and its long-term usage temperature is up to 500°C. This outstanding performance makes it a promising material used in the aerospace industry. In this paper, the LBW/SPF/DB combined process was developed to fabricate the TA15 titanium alloy sandwich structure with square grid and the microstructure of different regions was also studied.
2. LBW/SPF/DB Process of TA15 Titanium Alloy Four-Layer Structure
The TA15 titanium alloy four-layer structure is composed of two face layers and two core layers; the thickness of face layer is 1.5 mm and that of core layer is 1.3 mm. The original organization of TA15 titanium alloy is shown in Figure 1; it can be seen that the grains are very small and most of them were equiaxed; the average grain size is less than 5 μm. LBW/SPF/DB combined process consists of four main steps: (1) laser connection of core layers; (2) seal welding of core and face layers; (3) superplastic forming of core and face layers; (4) diffusion bonding between core and face layers. The laser connection of core layers can take advantage of the high speed and good quality of laser welding to shorten the connecting time and improve the production efficiency and bonding quality. Seal welding is used to ensure that the superplastic forming gas is sealed in an enclosed environment. The superplastic forming of face layers can make the shape of face layers to be same as the shape of dies. When the face layers completely contact the die, they begin to become the superplastic forming the core layers. The core layers gradually contact the face layers and get the structure shape of the design. The diffusion bonding of core and face layers is to connect the core and face structure to be unity to improve the overall mechanical properties of the four-layer structure.
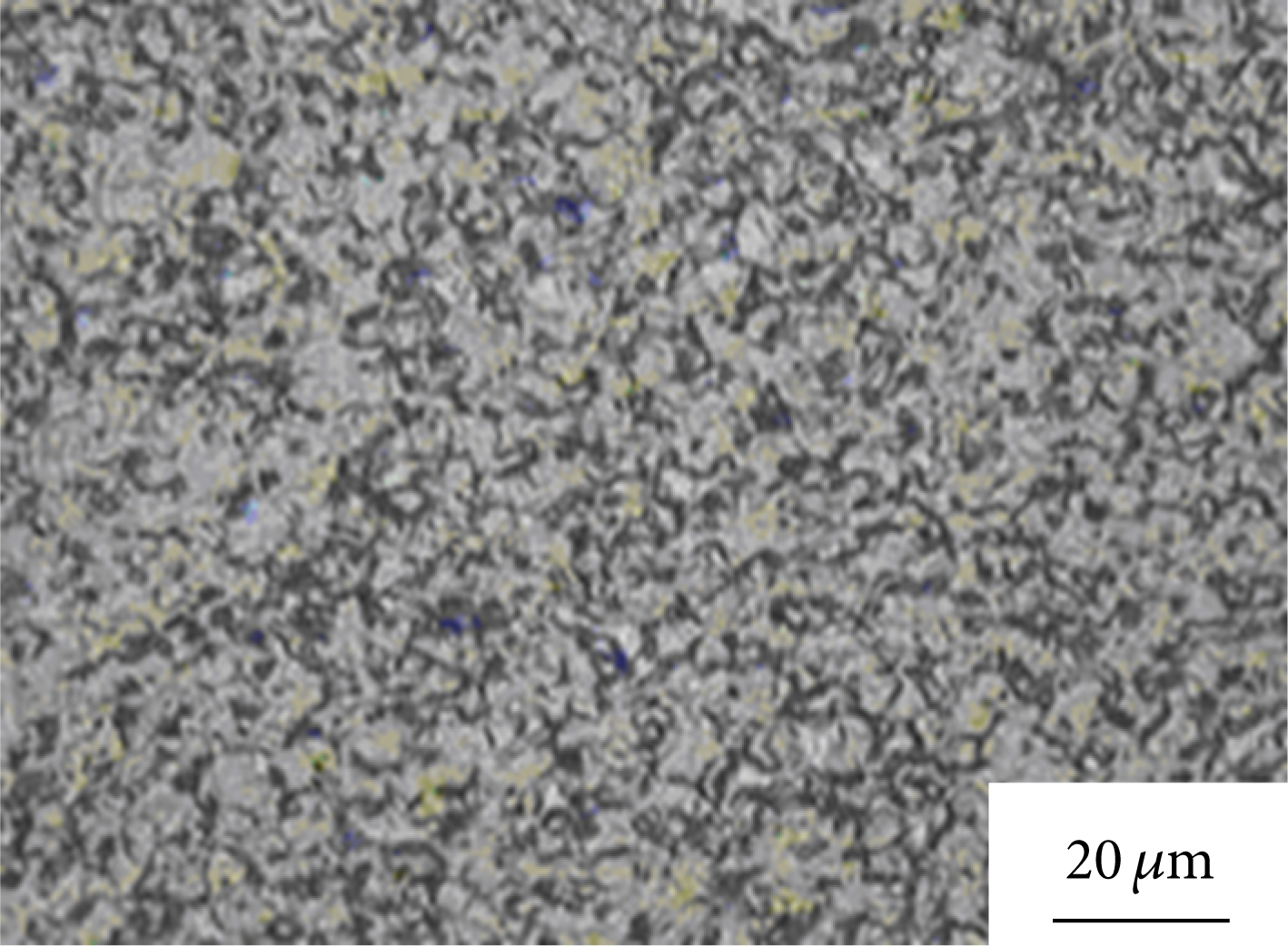
Original microstructure TA15 titanium alloy.
2.1. Laser Welding of Core Layers of TA15 Titanium Alloy
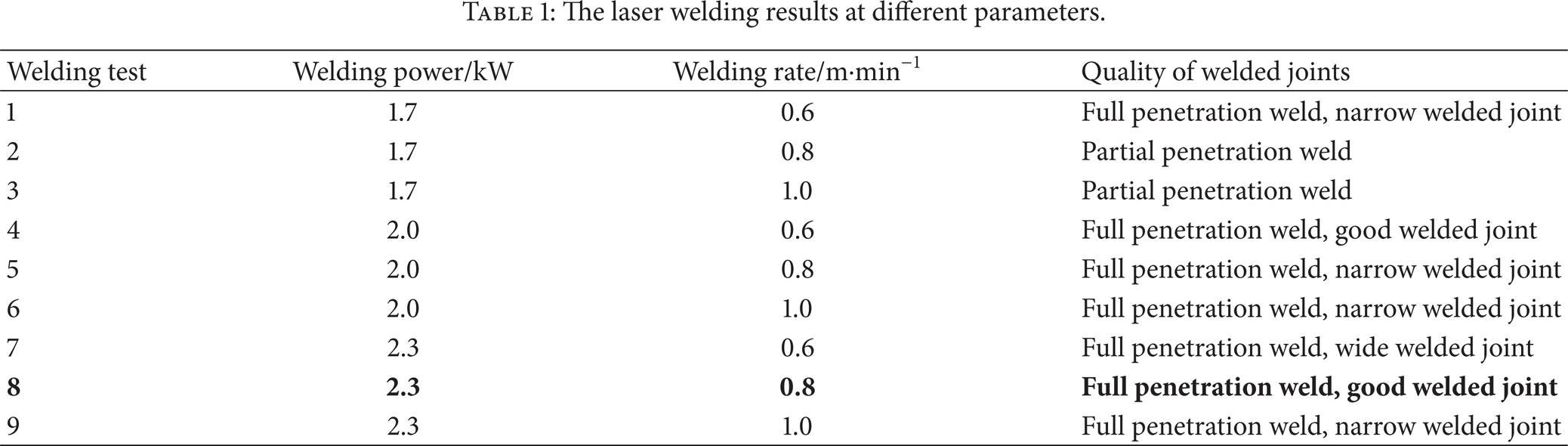
In this paper, the core structure of multilayer is composed of the square grid. The arrangement of laser welding line determines the shape of formed core structure; it is designed as shown in Figure 2. It can be seen that the core structure consists of 9 square grids and each grid has a gap as the gas channel. In this experiment, the protective gas parameters and the defocus amount remain the same, using different power and different welding speed with the welding tests being carried out in 9 groups; the results are shown in Table 1. It can be seen that when the penetration thickness is 2.6 mm (the thickness of two core sheets), it has a wider range of welding parameters. Considering the welding process of titanium alloy, the welding speed should not be too fast; otherwise it is not conducive to exclude pores; considering enhancing the mechanical properties of the welding point, in the premise of ensuring the welding penetration, it should choose the smaller energy input to obtain finer grain; considering the superplastic application of the welded point, it has the certain requirements of the welded width. So the welding parameters of welding test 8 were chosen to be the optimal experimental parameters. The laser penetration welding results were shown in Figure 3; the shape of laser welding line is the same as that of Figure 2.
The laser welding results at different parameters.

The laser welding line of four-layer sandwich structure.

The laser welded core layers.
The microstructure of laser penetration welding joints was shown in Figure 4; it can be seen that, in the fusion zone, the coarse β columnar crystals are most obvious. For overheated weld fusion zone, it is unlikely to generate homogeneous nucleation, and base metal near the fusion line provides good conditions for the formation of nonhomogeneous nucleation and thereby generates the microstructure characteristics of intergrown crystals and epitaxial growth. But for the TA15 titanium alloy allotrope with secondary phase transition, it is difficult to identify common grains in the fusion line. In the heat-affected zone which is located between the fusion zone and the base metal, the columnar crystals are basically along the penetrate joints symmetrically. After the laser welding of core layers, they were sealed and welded using TIG to form a closed cavity inside the core sheets. Then the two face layers were welded together with the core layers, and the two gas pipes were also welded into the four layers.
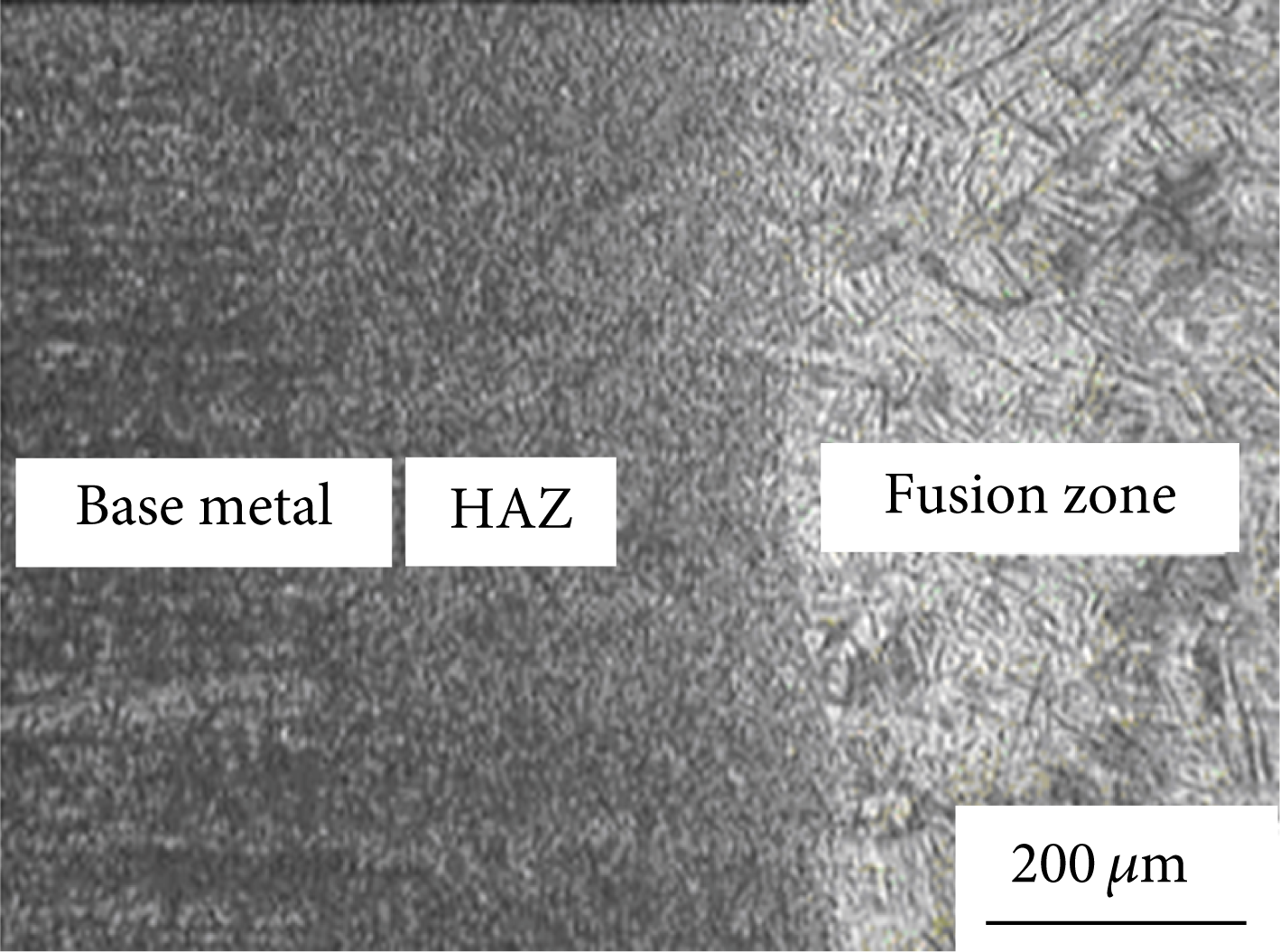
Microstructure of laser penetration welding joint.
2.2. SPF/DB of TA15 Titanium Alloy Four Layers
In this paper, the FEM simulation of superplastic forming process of four-layer sandwich structure was performed using MSC. MARC software to grasp the deformation characteristics and process parameters of TA15 titanium alloy multilayers in superplastic forming process and provide guidance for the actual process.
The core layer model was created in accordance with appropriate symmetry, the model was divided into 9552 elements, and the element type was chosen to be a four-node shell element. The simulation results of core layers were shown in Figure 5. It can be seen from the color distribution that the sheet region farther away from the joint generates more deformation. As the deformation proceeds, stiffeners gradually erect and uprightly stick closely together to form the ribs. Due to the different parts of the core layer deformation is different; the top vertical stiffeners generate the most serious regional deformation; the minimum thickness is about 0.45 mm; in addition, due to the stress concentration of the welded joints, the deformation is also more serious and the thickness of the thinnest area is approximately 0.6 mm.
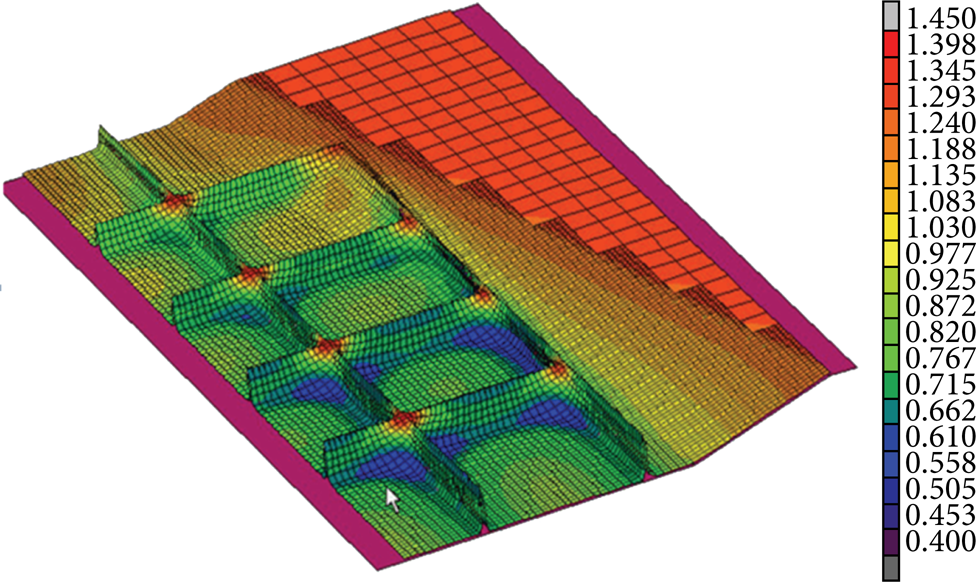
Simulation of core layer.
The face layer model was divided into 12075 elements, by symmetry, the half size of one side panel was set to be 150 mm × 85 mm, and the thickness is 1.3 mm. The simulation results were shown in Figure 6. It can be seen that the final thickness difference is not more than 0.09 mm; the thinnest wall thickness is 1.229 mm. In order to keep the target strain rate of superplastic forming process maintained at about 0.003's−1, using the MARC automatically generates the time-pressure curve.

Simulation of face layer.
Superplastic forming experiment was performed on self-developed 1000 KN superplastic forming machine. The four sealed welded layers were put into the furnace together. During the heating process, the inert atmosphere was retained to ensure that the titanium alloy was not to be oxidized. Superplastic forming temperature was set to be 925°C. When the temperature reaches 925°C, it was held for 30 minutes. After the holding time, start to form the face layers and core layers in turn. The time-pressure curve of face layers was shown in Figure 7 and that of core layers was shown in Figure 8. When the core and face layers touch completely, starting the diffusion bonding process, the pressure was maintained at 2 MPa, holding for 90 minutes. Figure 9 shows the appearance of superplastic formed four-layer sandwich structure. It can be seen that, in the superplastic formed zone, the workpiece owns clear outline, the surface is flat and level, and the corners and edges are clear; the forming workpiece has good quality. Figure 10 shows the internal structure, it can be seen the bonded ratio between the upright ribs which rely on each other is above 90%.

The superplastic forming time-pressure curve of face layers.
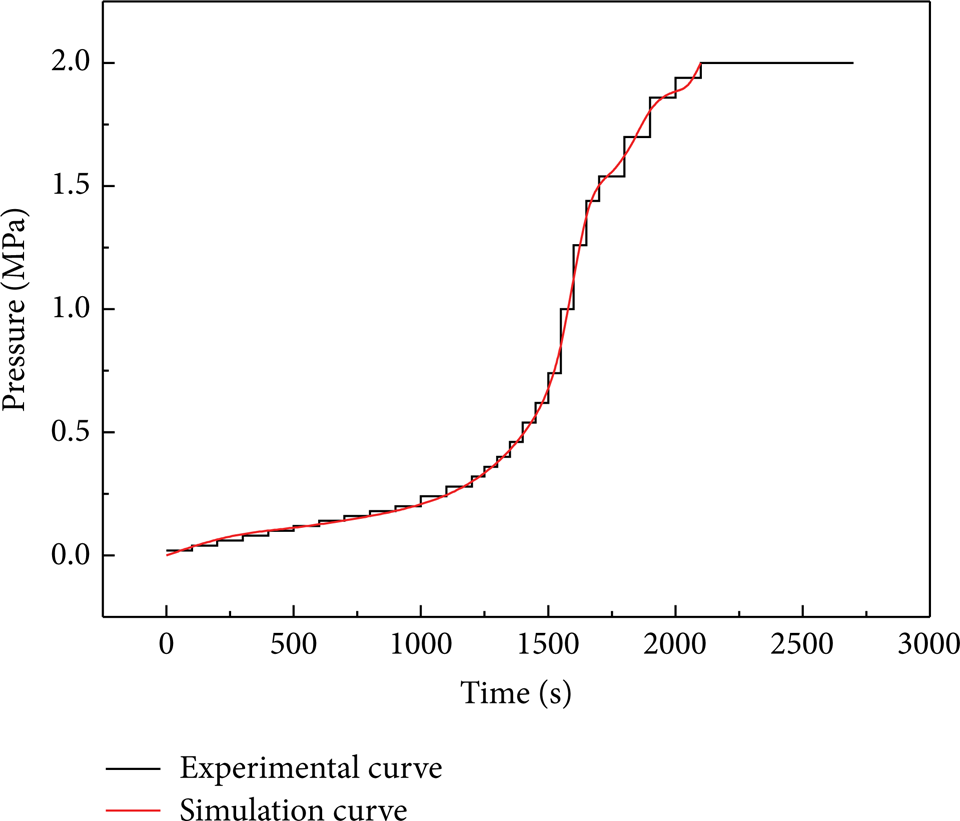
The superplastic forming time-pressure curve of core layers.

Appearance of superplastic formed four-layer structure.

The internal structure of four-layer sandwich structure.
3. Microstructure of Superplastic Formed Four-Layer Structure
After the superplastic forming experiment, the microstructure of superplastic that formed four-layer structure was analyzed. Figure 11 shows the diffusion bonding microstructure between the core and face layers. It can be seen that the area between core and face layers was completely diffusion bonded, the not bonded area is the area where the core and face layers do not contact.

Diffusion bonded microstructure between the core and face layers.
After superplastic forming, the microstructure of titanium alloy sheet has also changed. Figure 12 shows the microstructure of TA15 titanium alloy before and after superplastic forming. It can be seen that, compared with the small grains (5 μm) of the original sheet, the grain size of superplastic formed sheet increases and the average grain size is around 10 μm but still keep equiaxed.

Microstructure of TA15 titanium alloy before and after superplastic forming.
Figure 13 shows the microstructure of TA15 titanium alloy laser welded joint before and after superplastic forming. It can be seen that, compared with the tiny grains before superplastic forming, after superplastic forming the grain size increases obviously, and the heat-affected zone almost disappeared. This shows that during the superplastic forming process, the welded joints has undergone plastic deformation, making the typical cast microstructure turn to typical deformation microstructure, to some extent, improving the joint microstructure. Meanwhile, the laser joints produce the lamellar structure, making the two-state microstructure with better overall performance.

Microstructure of TA15 titanium alloy laser welded joint before and after superplastic forming.
4. Conclusions
When the welding parameters are identified as defocus + 1 mm, welding power is 2300 W and welding speed is 0.8 m/min; the welded joints appearance is smooth, silvery white and owns good quality fittings. The laser penetration welded joint fusion zone is a typical rapidly solidified cast structure; near the fusion line the microstructure is coarse columnar crystals, the interior grain microstructure is needle-like or columnar strip martensite, and the heat-affected zone is narrow, but with no significant grain growth.
The TA15 titanium alloy four-layer structure was successfully fabricated by superplastic forming at 925°C. The external outline of four-layer structure is clear and precise. The ribs were almost completely upright and the area between core and face layers was diffusion bonded.
After superplastic forming, the average grain size of sheet significantly increases from 5 μm to 10 μm but still remained equiaxed. The grains of laser welded joints also have grown significantly and the heat-affected zone almost disappeared. The typical cast microstructure turned to typical deformation microstructure, improving the joint overall performance to some extent.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
This work was supported by the National Natural Science Foundation of China (Grant no. 51305100) and the Program for Changjiang Scholars and Innovative Research Team in University (Grant no. IRTl229).