
Abstract
Through analyzing the flexible material processing (FMP) deformation factors, it is pointed out that without a choice of deformation influence quantity would increase the compensation control predict model system input. In order to reduce the count of spatial dimensions of knowledge, we proposed the method by taking the use of FMP deformation compensation control knowledge extraction, which is based on decision table (DT) attribute reduction, deriving the algorithm that is based on information entropy attribute importance, to find the dependencies between attributes through attribute significance (AS) and to extract the intrinsic attributes which is the most close to deformation compensation control decision making. Finally, through an example presented in this paper to verify the efficiency of RS control knowledge extraction method. Compared with the Pawlak method and genetic extraction algorithm, the prediction accuracy of after reduction data is 0.55% less than Pawlak method and 3.64% higher than the genetic extraction algorithm; however, the time consumption of forecast calculation is 30.3% and 11.53% less than Pawlak method and genetic extraction algorithm, respectively. Knowledge extraction entropy methods presented in this paper have the advantages of fast calculating speed and high accuracy and are suitable for FMP deformation compensation of online control.
1. Introduction
FMP is the process of the engraving, quilting, and quilting embroidery processing milling complex figure on the flexible thin parts or workpiece which consist of multilayer soft material and emerging uneven solid figure on the surface [1, 2] (see Figure 1).
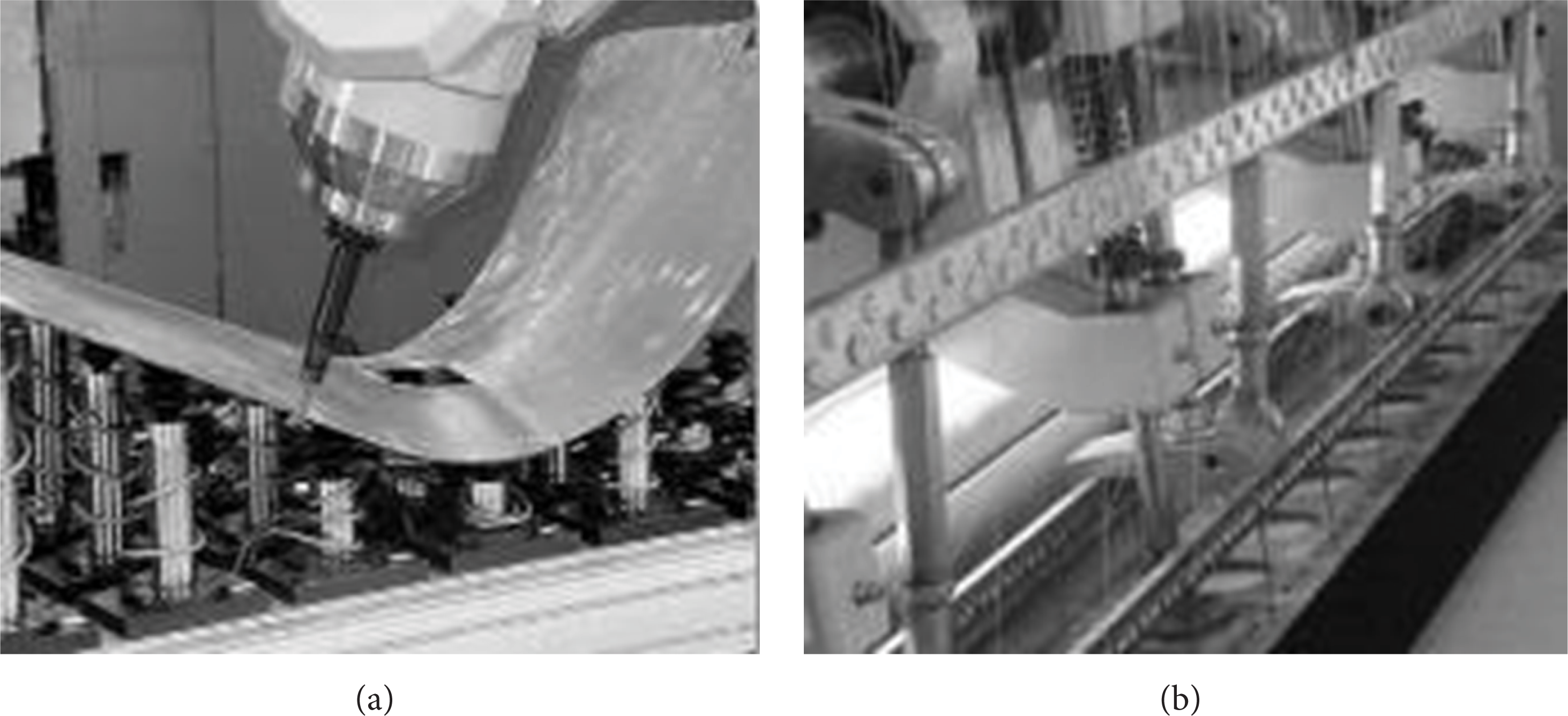
FMP example: (a) flexible thin parts processing and (b) quilting processing.
The base material of processing workpiece includes elastic sheets, textile fabrics, and polyurethane sponge (see Figure 2). Usually, the characteristics of such material constitutive model are divided into physic nonlinearity or geometric nonlinearity; the macroscopic properties is manifested as low rigid strength, small elastic modulus, and soft mechanical performance.

Flexible materials commonly used in FMP: (a) elastic sheets, (b) polyurethane foam, and (c) textile fabrics.
If processing along the corresponding reference trajectory use a high speed, the surface of workpiece has suffered the contacted force by the tool, so the processing workpiece is easy to make deformation, such as bending and stretching.
And the change of reference trajectory will make the processing trajectory deviate from the setting trajectory. Figure 3 is a diagram showing the processing trajectory deformation of pattern processing in the X-Y plane; the solid line is the ideal graphics processing trajectory and the dotted line is the forecast trajectory as a result of the workpiece deformation which led to deviation from the processing path (a point is a starting point, processing with clockwise). In the case of noncompensation, the processing path occurs to various degrees of deviation; it will aggravate deviation on the area of changed processing direction [3, 4].
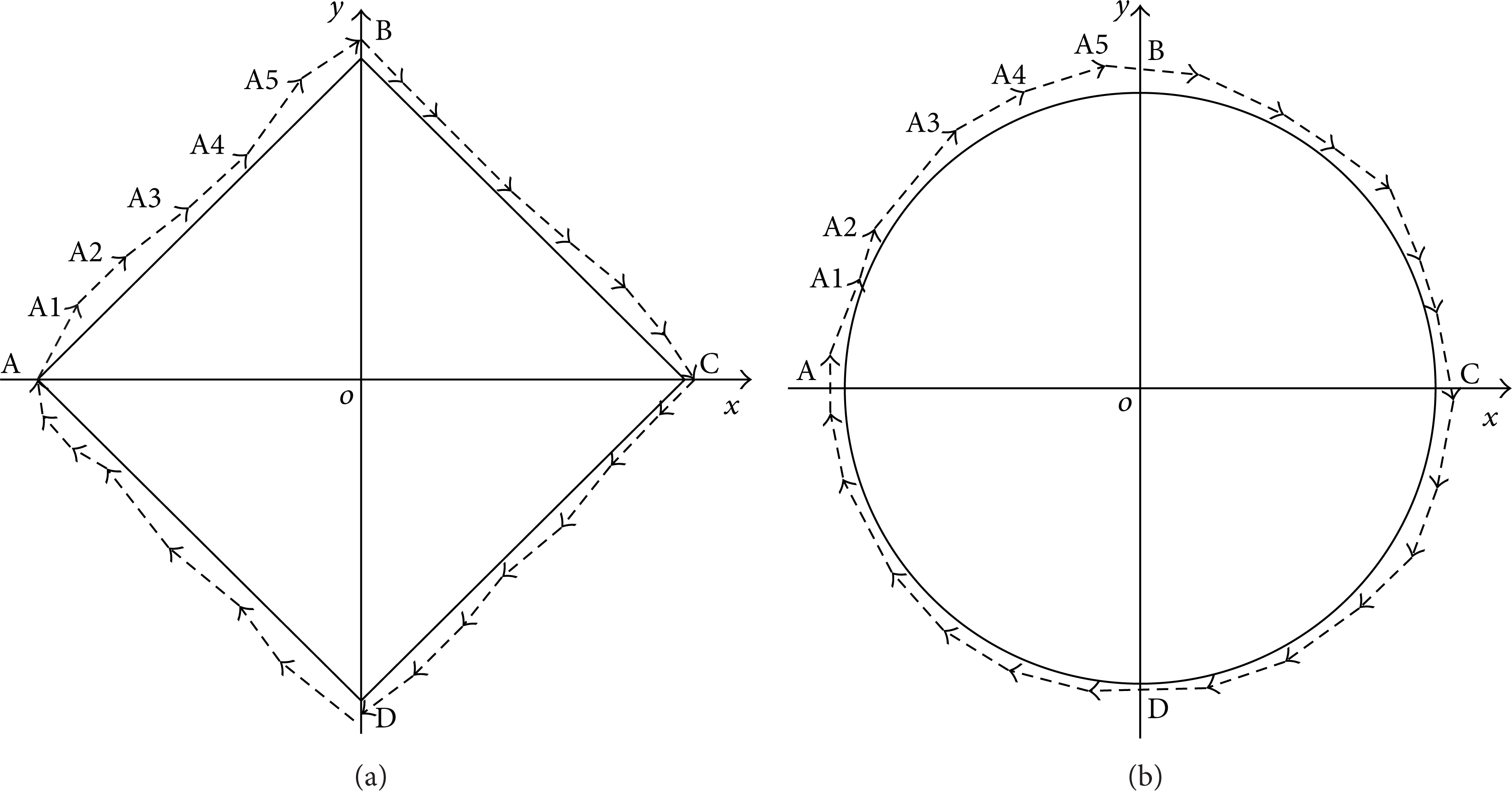
Processing trajectory deformation diagram: (a) linear primitive and (b) circle arc primitive.
In general, the FMP deformation is mainly caused by the deformation of workpiece by the force, which results the processing path be deviated in the process of FMP, except the workpiece deformation of the force itself, but is affected by processing conditions, tool case, machine status and the impact of random factors of workpiece process. FMP deformation compensation must take into account the influencing factors of deformation path first and then make judgments and calculations about the location of primitive precompensation size and establish the deformation influencing factors coupled with the relationship between the compensation output data [5, 6].
Obviously, there are so many influencing factors for FMP deformation, if the influence quantity input to the prediction model without any filter will greatly increase the input dimension of the model, forming an extremely complex system structure. Moreover, each attribute exists in the interrelated relationship, further increasing the predicted difficulty of deformation compensation control and the calculation complexity of system [7–9]. Reference [10] pointed out that extraction of useful knowledge from the processing of information through the rough set would help to reduce processing model input space dimension; in the following, it will discuss the knowledge extraction problem by rough set.
2. Extraction of FMP Compensation Control Knowledge Based on Rough Set
As the ideas of FMP control decision-making knowledge extraction show in Figure 4, we can see the following: the extraction of FMP deformation control decision-making knowledge is a process which is based on the rough set (RS) control decision table, using relative methods to reduce the attribute of decision table, finally, to get the higher important degree of deformation influence quantity for compensation decision-making [11].

The process of FMP control decision-making knowledge extraction.
FMP deformation compensation control knowledge which is based on RS shows that contingency table (relational data tables) of symbolic form language to express the indiscernibility relation (IR) of FMP deformation compensation control knowledge. The row of contingency tables is researching object (such as one of the controller of decision making in FMP deformation compensation); the line of contingency tables is object properties (such as influencing factors of deformation and variable of precompensation location).
Set universe
FMP deformation influencing factors and primitive precompensation location variables.

Suppose that the information function of decision table is

Therefore, the decision table FCDT, which is defined on FMP deformation compensation control data universe U, can be seen as a family of equivalence relation (ER) equal divided by indiscernibility relations (IR) for FCDT.
In general, there will be some overlap contents of expression between the condition properties in the FMP deformation compensation control decision table (FCDT); reducing such property does not affect the original expressive effect. Set the B⊂C be nonempty subset of FCDT condition attributes; Ind(B) = ⋂B represent indiscernibility relation of FCDT universe; if r∈B, Ind(B) = Ind(B-r), then (B-r) is a reduction of B.
FCDT reduction is a minimal subset of all objects attribute which can distinguish the whole condition attribute set, and the reduction of decision table is nonuniqueness. If Red D (C) is a set consist of all reduction of attribute set C, then all the D reduction intersection of attribute set C, namely, the D core of C, is expressed as

Based on the above, given the calculated formula of attribute significance (AS) in FCDT compare condition attributes with decision making. For all a∈C-P, if γInd(P) is the dependence of attribute D on attribute P, posInd(P) is the positive region of the decision attribute D with respect to P:

The condition is attribute relative to the decision attribute significance SRG:

When γInd(P) = 1, all the attribute of D is uniquely determined by the attribute value of P; when γInd(P)<1, only some of the of D is determined by the attribute value of P, with D being partly dependent on P. Delete the attribute a has greater impact on P relative to decision attribute D; it is indicated that a is more important to P relative to the decision attribute D.
Above, (1), (2), and (4) are fundamental algorithms which are based on the RS of the extraction of FMP control decision-making knowledge.
3. Entropy Method for Extraction of Deformation Compensation Control Knowledge
As discussed above, FMP deformation compensation control knowledge extraction is based on the decision table FCDT, through the reduction algorithm to remove the redundant of decision table or the low degree significance attribute of attribute judgment and make the condition attribute of the highest dependent on decision-making attribute as compensation control model input. As FMP deformation compensation control is complex, various condition attributes in FCDT are interrelated, and the definition of attribute significance function is reasonable or unreasonable and will affect the accuracy and implement efficiency of FCDT attribute reduction algorithm directly.
Taking information entropy (IE) and conditional entropy (CE) to express the decision table attribute significance (AS) can enhance intelligibility of knowledge in FCDT. FCDT knowledge extraction was based on the entropy methods with the characteristics of high efficiency and high-speed calculation; it is very suitable for FMP deformation compensation online control [12].
FCDT attribute reduction of entropy method analyzed the FCDT reduction from the perspective of information theory; use of information entropy (IE) and conditional entropy (CE) expressed the relative importance of attributes in order to inspire the information for FCDT reduction [13].
If
Then, the algebra probability distribution of σ consisting of C and D in the subsets of U is
The joint probability of C and D is

There is

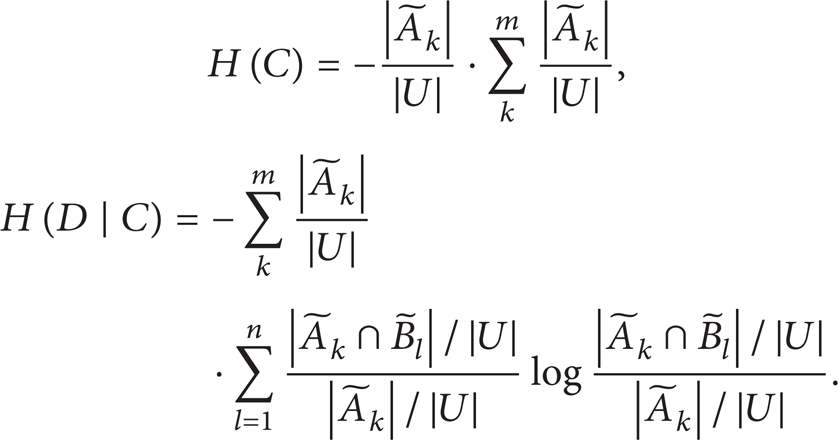
The conditional entropy (CE) of D relative to C is

Taking (5) and (6) into (7) and (8), respectively, we get the following:
Moreover, based on IE, CE to improve the calculated formula of attribute significance of (4), namely, according to the changes of the condition attributes information gain which are causes by removing condition attribute to measure attribute significance, we get the following:

for all a∈C-P; if
With (10) as heuristic information to establish attribute reduction “greedy” algorithm, the reduction is defined as the empty set; each time we select the relative highest significance attribute in the condition attributes which out of reduction set add to the reduction, until the relative entropy of reduction set is no longer reduced; the result of reduction is the minimum reduction of C relative to D. For this purpose, to design the following FCDT attribute reduction algorithm which is based on entropy calculated attribute significance, the specific implementation process is shown in Figure 5.

The process of entropy method of FCDT attributes reduction.
Relative to (4), entropy-based method calculates attribute significance and does not require to calculate the positive region of decision attribute which is relative to condition attributes; it is helpful to reduce the calculating complexity of the reduction algorithm.
4. Extraction Examples of FMP Control Decision-Making Knowledge
It has been discussed to the FMP deformation compensation control decision-making knowledge extraction methods are based on RS in the above section. As Figure 6 shows, the three-axis digital control processing experimental platform is used to do quadrilateral path processing on flexible pieces, to verify the extraction method and effects of FMP angle region processing deformation compensation control. Three-axis digital control processing experimental platform has the following parameters: X travel: 330 mm; Y travel: 400 mm; Z travel: 180 mm; X-axis minimum step: 0.012 mm/pulse; Y-axis minimum step: 0.0062 mm/pulse; the maximum processing feed speed: 0.080 m/s. Choose the fabric (Jacquard) and polyurethane sponge for the base material (thickness: 15 mm, elastic modulus E = 0.2561 MPa, Poisson coefficient μ = 0.25) as processing workpiece. The workpiece is fixed on the processing platform of X-Y digital control object stage; according to the material properties of flexible pieces and processing conditions setting processing parameters to control the spindle up and down movement coordinated with the object stage digital control movement and completed the pregraphics path processing on the workpiece.
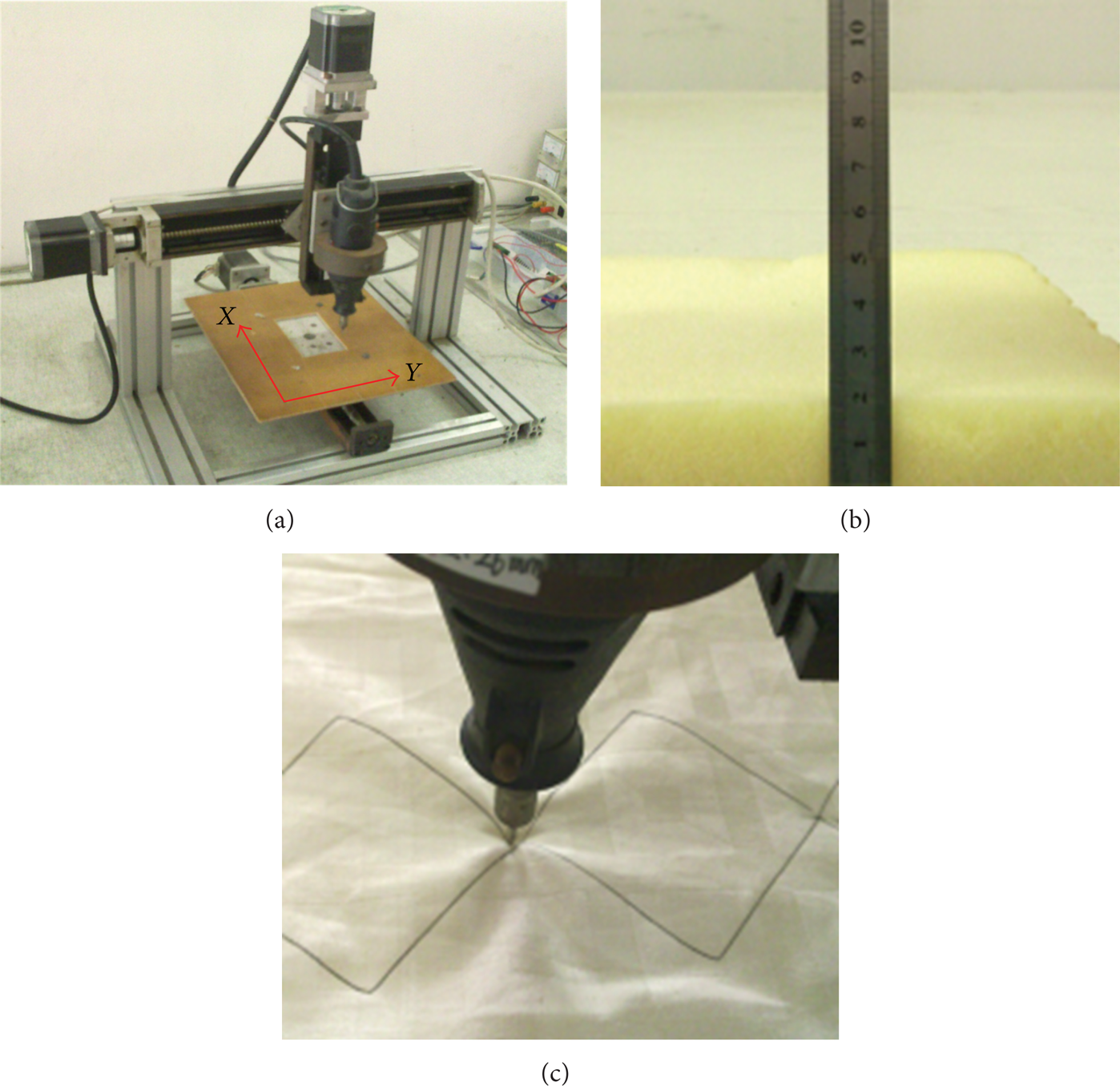
Three-axis digital control processing experimental platform: (a) three-axis digital control platform, (b) flexibility sponge base material, and (c) processing path.
4.1. Built Deformation Compensation Control Decision-Making Table
According to the workpiece processing deformation quantity a1 (mm), processing feed speed a2 (m/s), preprocessing trajectory primitive angle a3 (°), processing step length a4 (mm), and processing direction angle a5 (°) are the deformation effect quantity of processing trajectory. As the deformation compensation control condition attribute C = {a i , i = 1, 2,…, 5} precompensation position is decision attributes D = {d}. Obtain a deformation compensation control decision-making table on the processing path corner (Table 2) by collection, which contains 12 objects.
Data sample of decision-making table on the machining path corner.

4.2. Reduction of Decision-Making Attributes
If convergence error ε = 0.001,
Consider P = ϕ, for all a
i
∈C-P,

It can be seen that the attributes which make the conditional entropy greatest are “processing direction angle a5,” set P = {a5} and
Pawlak method and genetic extraction algorithm used to calculate the reduction Red D (C) P and Red D (C) G of the decision-making table [14], Red D (C) P = { workpiece deformation quantity a1, feed speed a2, primitive angle a3, processing direction angle a5}, Red D (C) G = { workpiece deformation quantity a1, feed speed a2, primitive angle a3}. Reduction results of three algorithms are compared in Table 3.
Comparison of reduction results of three algorithms.

4.3. Reduction Algorithm Validation
Using Support Vector Machine (SVM) and Radial Basis Function neural network (RBF) predictor as evaluation function; using the before reduction data and after reduction data to training SVM, RBF, respectively, and use the prediction accuracy to evaluate the reduction quality, the results shows in Table 4.
Experiment results.

To analysis Tables 3 and 4: Three reduction algorithms, can get relative reduction of deformation compensation control decision table, generating the number of rules were 28, 36, 28; the average accuracy value of data predicted after reduction, respectively, were 84.48%, 84.95%, 81.51%, which were decreasing by 1.22%, 0.67%, 4.69% compared with the data before reduction, and the computation time of them, respectively, were 0.023, 0.033, 0.026, which information entropy reduction was also minimum. That is to say, without affecting the accuracy of decision-making, the calculation speed of information entropy reduction algorithm is better than the other two reduction algorithm.
5. Conclusions
FMP deformation compensation is based on comprehensive consideration of processing path deformation influencing factors, then judged and calculated the location and size of primitive precompensation, and establishes the coupling relationship between deformation influencing factors and the compensation output data. Each factor has different significance to compensation decision making, and there have interconnected relationships between each other; if one takes the influencing factors as the prediction model input without doing reduction, it will increase the model input dimension greatly, forming an extremely complex system structure.
Taking information entropy and conditional entropy to express the decision-making table Attribute Significance (AS) can enhance intelligibility of FMP deformation compensation control knowledge. Simulation experiments show that the number of decision-making rules of entropy-based FMP deformation compensation control knowledge extraction method is reduced 22.23% compared with typical Pawlak method; the prediction accuracy of after reduction data is 0.55% less than Pawlak method a and 3.64% higher than the genetic extraction algorithm; however, the time-consumption of forecast calculation is 30.3% and 11.53% less than Pawlak method and genetic extraction algorithm, respectively. Knowledge extraction entropy methods presented have the advantages of fast calculating speed and high accuracy and are suitable for FMP deformation compensation online control.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
This work is partially supported by the Natural Science Foundation of Guangdong Province China (no. S2013010013288), National Natural Science Foundation of China (no. 51205069), and Combination Project of Industry-University Research of Foshan Shunde of Guangdong Province China (no. 2013CXY02). The authors are thankful for the help.