
Abstract
In internal combustion engines, mechanical friction occurs between engine components in contact with each other, leading to wear and important loss of efficiency. Mechanical energy absorbed by piston ring-cylinder pair in piston engines accounts for the largest portion of efficiency losses due to mechanical friction. Different engine lubrication regimes significantly affect wear and friction. In addition to selection of compatible materials, improvement of operational conditions and the properties of lubricants and fuels are of great importance to minimize wear. This study investigated the effects of oil, diesel fuel, oil + diesel fuel, and two different biodiesel fuels (SOME: sunflower oil methyl ester and TSOME: tobacco seed oil methyl ester) as engine lubricants and their effects on wear in piston ring-cylinder pair. The tests were carried out at different engine speeds and loads. Minimum wear occurred when using engine oil as lubricant, and maximum wear occurred when using diesel fuel as lubricant. The use of SOME and TSOME lubricant resulted in half the amount of engine wear, on average, compared to diesel.
1. Introduction
Continuing regulation of exhaust emissions has required engine manufacturers to develop new, cleaner engine technologies. While reducing emissions from internal combustion engines, manufacturers must also remain competitive by meeting specific fuel consumption targets and increasing engine performance. One of the most important approaches is to reduce efficiency losses in engines. Mechanical losses between dynamic components constitute the most significant proportion of energy losses in internal combustion engines. Mechanical friction losses are greater in diesel engines, due to significant losses between mechanically operated fuel system components (high-pressure pump), and make up approximately 17% of lost energy [1]. The mechanisms that cause mechanical loss in engines include piston-crank mechanism, piston ring-cylinder-liner fuel pump, and other auxiliary assemblies in diesel engines. Loss of energy to friction between piston ring and cylinder liner constitutes 20–40% of total mechanical losses and is regarded as the greatest mechanical loss [1]. Therefore, friction is important in terms of engine efficiency and fuel economy. A 10% reduction in mechanical losses can reduce fuel consumption by 1.5–2.5% [2–4].
Due to dynamic operating conditions in internal combustion engines, changes can occur in lubrication regime depending on the position of the piston in the cylinder. At dead center, where the piston changes direction, the friction coefficient increases due to zero piston speed, and the hydraulic lubrication regime can change to mixed lubrication or limit lubrication regime. Minimum oil thickness (≈ 1 μm) occurs at top dead center (TDC) during combustion. Increased gas pressure on the piston ring decreases the thickness of oil film. On the other hand, during the expansion phase of the cycle, increased piston speed increases lubrication film thickness and causes a hydrodynamic lubrication regime. When operating at higher loads, the loads on the piston ring increase in parallel to increased gas pressure. Lubrication film can become thinner due to increased load. Furthermore, greater pressure increases the oil temperature and thereby reduces oil viscosity. Cold starting, sudden load, and speed changes are other factors that cause changes to the lubrication regime in vehicle engines [5–7].
There is a large body of research on mechanical losses in internal combustion engines. Most studies use pin-on disc test setups. These systems allow for accurate identification of friction and wear characteristics between rotating engine components. However, work can be obtained by linear movement of piston inside the cylinder. Thus, identification of wear and friction characteristics between piston ring-cylinder pair should use test setups that reflect real operational conditions.
Cho et al. [11] experimentally analyzed the changes in friction coefficient due to transitions in lubrication regimes during linear movement of piston ring within a cylinder. They found that maximum friction coefficient occurred at dead centers, where lubrication was minimal and that piston speed was highest and friction coefficient minimized during the mid-stroke. Using 5W30 lubricant oil, they reported that friction coefficient was 0.14 at dead centers and 0.03 along the middle of the stroke.
Tung and Gao [12] experimentally analyzed the use of 15: 85% ethanol–unleaded fuel blend (E85) and lubricating oil containing molybdenum-sulfur carbon to determine friction and wear characteristics in nitrite and chrome-plated stainless steel piston rings and cast iron casing. They conducted tests at 25 mL/h flow rate for 10 hours for E85 fuel and at 0.5 mL/h flow rate for 20 hours for oil. The results showed that the use of molybdenum-based lubrication oil in nitrite-coated piston rings yielded lower friction coefficient than organic lubricant; however, the use of organic lubricant in chrome-plated piston rings yielded the lowest friction coefficient.
Truhan et al. [13] investigated friction and wear between piston ring-cylinder pair in a wear device with movement similar to the real conditions of a piston. Gray cast iron was used as casing material; 200 μm thick plasma-coated chrome material was used as piston ring. The study used Jet-A aviation fuel, mineral oil, and preused and unused 15W40 engine oil and analyzed the friction behaviors of piston ring material according to load under different lubricating regimes and operating temperatures. Tests were conducted using different lubricants under the same conditions, and maximum friction coefficient occurred using Jet A fuel, while minimum friction coefficient was obtained in 15W40 oil. Similar to the results for friction coefficient, wear test using different lubricants showed that the minimum wear occurred with preused 15W40 oil.
A higher friction coefficient in internal combustion engines also increases loss of material due to wear of component surfaces. Thus, the absorption of used fuel by lubricating oil during combustion might be as important as the properties of the oil used in the engine; therefore, good lubricating properties of fuel play an important role in reducing wear and friction losses. On the other hand, it is evident that improving the lubricating properties of the fuel will reduce mechanical friction losses within the fuel pump [14].
There has recently been much research into the use in internal combustion engines of biodiesels derived from different oils. Previous studies generally analyzed the effects of biodiesel on engine performance and emissions. However, there are no studies in the literature on the effects of biodiesel on engine wear. This study experimentally analyzed wear characteristics between piston ring-cylinder pair for oil, oil + diesel, diesel, and various biodiesel fuels under different loads and at low engine speeds, which produces maximum friction and wear in engines.
2. Material and Method
Low engine-speed intervals (60, 90, 120, and 150 rpm) were selected during testing because such conditions generate the greatest friction in engines, particularly during the first movement and at TDC. Figure 1 compares changes in piston speeds according to crankshaft angle (CA) of an engine operating at 1000 rpm and at different test engine speeds. It can be seen that, in an engine operating at 1000 rpm, piston speed rapidly increases after 20°CA. This increase in speed causes the lubrication regime to transition from boundary friction to hydrodynamic friction. However, momentary piston speeds at the engine speeds selected for the tests are considerably less than those at 1000 rpm. Thus, the selected engine speed intervals are important for more realistic analysis of friction coefficients during starting and at low piston speeds, up to the initial 20 CA in normal operating speeds.

Change in piston speed according to crank angle.
Wear tests involve making linear movements similar to a cylinder-piston ring pair operating under real conditions. A schematic view of the wear test device is presented in Figure 2. The device was designed according to real engine conditions, with a fixed cylinder and moving piston ring. Normal loads were applied to the device by hanging weights on the bearing lever where the piston ring sample was attached, in order to produce the desired loads. The tests were conducted at each engine speed of 60, 90, 120, and 150 rpm with normal loads of 40, 60, 80, and 100 N. Test conditions are presented in Table 1.
Tribotest conditions.

Piston ring reciprocating liner test machine, contact geometry, and test sample.
Linear movement of the wear device was provided by a DC motor. The speed of the motor was controlled by LG band 1–60 Hz drivers. Tests were conducted at the regime temperature of an internal combustion engine (75 ± 5°C). Cartridge heaters were fixed to three different locations of the subbase to heat the casing sample to engine regime temperature. A circuit-breaker thermostat was connected to the system to maintain the desired temperature. A thermostat probe was attached to the engine casing sample.
Test piston ring samples were produced by cutting commercially available chrome-coated piston rings into a ring shape. The test cylinder was produced from cast iron. The properties of the piston ring and casing samples used in the tests are presented in Table 2.
Piston ring and cylinder liner specifications.

The distance travelled by the piston ring during wear tests was set to 5000 m. The tests were carried out separately under different loads, and the test duration varied according to the time required for the cylinder to travel 5000 m at each engine speed. The surface width of the piston ring sample in contact with the casing was adjusted to 20 mm for each test.
Casing and piston ring samples were cleaned with ethanol before each test and then weighed before and after the test using a balance with a sensitivity of 0.1 mg. The amount of wear was determined via weight difference.
Test lubricants consisted of 100% oil (15W40 engine oil), 50% diesel + 50% oil (DY50), 100% diesel, 100% TSOME (tobacco seed oil methyl ester), and 100% SOME (sunflower oil methyl ester). Lubricants were added to the test setup at a flow rate of 0.5 mL/h. The properties of the lubricants used in the tests are presented in Table 3.

The tests were started by lubricating with 15W40 engine oil used in diesel engines as a control. The same tests were repeated using different lubricants and the results were compared. Different casing and piston ring samples were used for each wear test, and thus the amount of wear was determined under the same operating conditions for different lubricants.
3. Results and Discussion
Figure 3 presents the changes in dynamic viscosity due to temperature for the lubricants used in the tests. As shown, diesel fuel had the lowest viscosity, while 15W40 engine oil had the highest viscosity, followed by DY50, SOME, and TSOME, respectively.

Variation in dynamic viscosity of lubricant according to temperature.
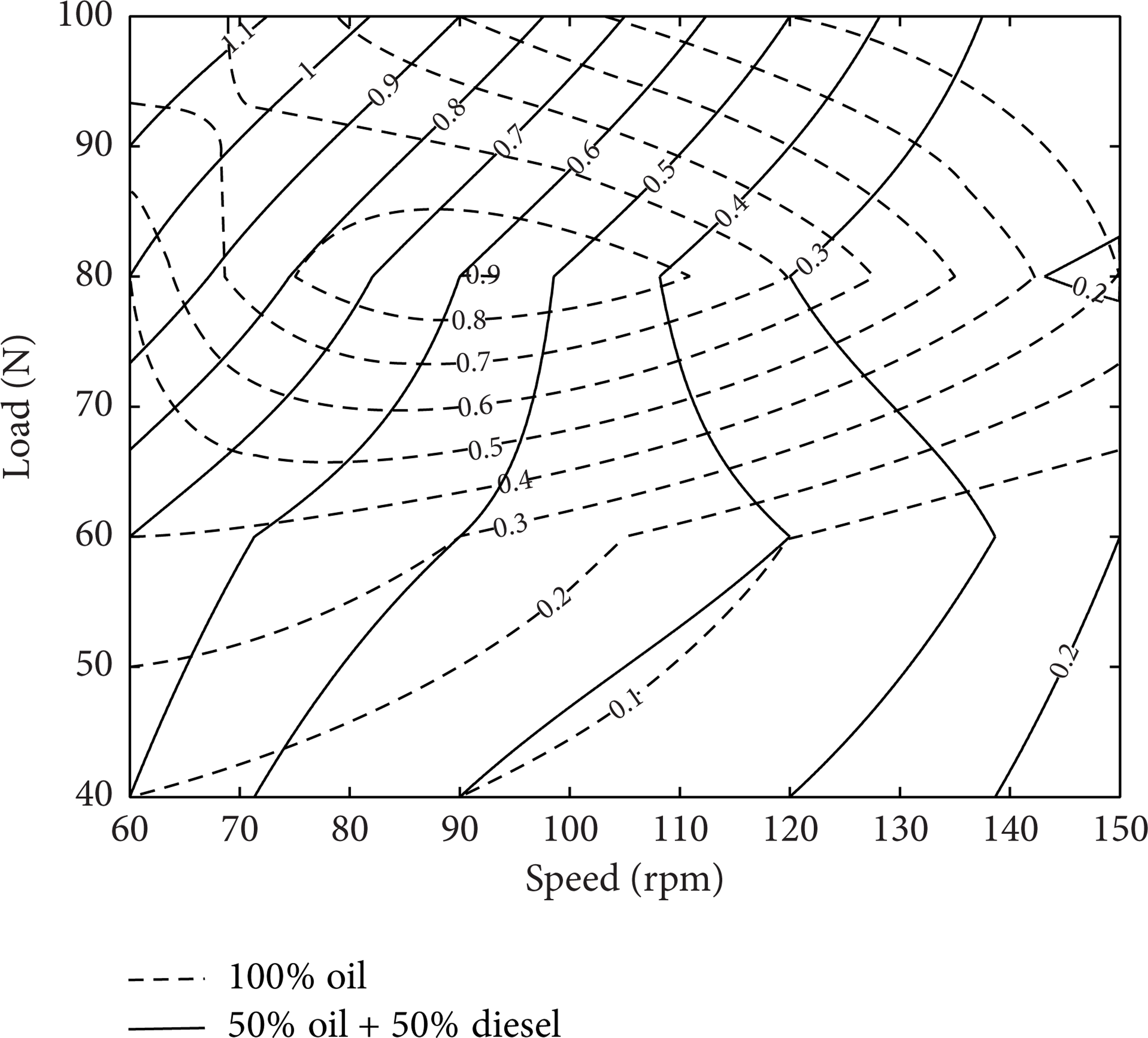
The experimental findings for different load and engine speeds, under constant temperature using different lubricants, are compared in the form of contour lines. Figures 4 and 5 indicate the effects of using engine oil and DY50 as lubricant at different load and engine speed conditions on the amount of wear in the cylinder and piston ring, respectively. As indicated in Figure 4, wear values when using engine oil as lubricant were lower than for DY50 at full load and engine speeds. This result is significant considering that viscosity values are related to temperature. The changes in load applied to piston rings and changes in engine speed affect the amount of wear in different ways. As the engine speed increases, depending on the increasing piston speed, the tangential force affecting the piston ring reduces, as a result of which the amount of wear decreases. However, along with the increasing load, in parallel to the increase of normal force affecting the piston ring, increases can be observed in the amount of wear. When using 15W40 engine oil as cylinder lubricant, the amount of wear was 0.1 mg under operating conditions of 150 rpm and 40 N and 3.9 mg at 60 rpm and 100 N. Under the same conditions, the use of DY50 as lubricant gave 0.3 and 9.3 mg wear, respectively.

Wear of engine cylinder liner: 100% oil lubricant versus 50% oil + 50% fuel.
Wear of engine piston ring: 100% oil lubricant versus 50% oil + 50% fuel.
Figure 5 indicates the changes in piston ring wear when using engine oil and DY50 as lubricant. Maximum piston ring wear was 0.8 mg when lubricated with oil; maximum wear with DY50 lubrication was 1.2 mg.
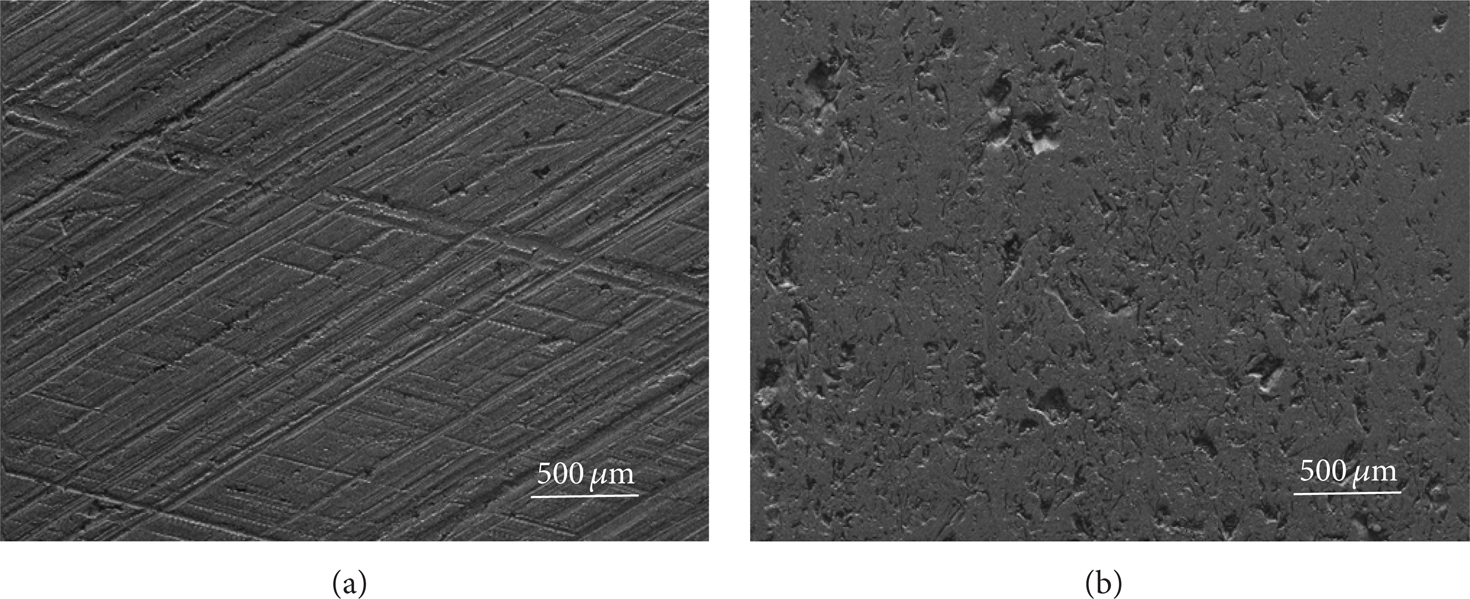
Figure 6 indicates SEM (scanning electronic microscopy) profiles of the casing sample before and after the test (piston travel 5000 m). The Figure shows SEM images of the original casing sample when 15W40 lubrication oil is used as lubricant at 100 N and 60 rpm after 5000 m piston travel. When using 15W40 oil lubricant, honing lines disappeared in some places when compared to the original casing, thereby indicating engine wear. Figure 6 indicates wear marks on the casing after using DY50 lubricant under 100 N load at 60 rpm. The figure shows that honing lines almost completely disappeared when compared to the original casing, leaving a smooth surface. When using oil lubrication mixed with DY50, there was further wear of honing lines.

SEM images at 100 N and 60 rpm: (a) original cylinder; (b) 100% oil lubrication; (c) 50% oil + 50% fuel.
Figure 7 compares the amounts of wear under different loads and engine speeds when using SOME and TSOME as lubricant. SOME showed less wear than TSOME, especially under low engine speed/high load conditions. Maximum wear when using SOME was 13.4 mg under low engine speed/high load conditions, compared with 14.3 mg for TSOME. Minimum wear under test conditions was 0.3 mg for both SOME and TOME. Analysis of wear values in piston ring samples in Figure 8 reveals that wear tests conducted under all engine speeds and load intervals gave similar results. Maximum and minimum wear values in the piston ring were 1.2 and 0.1 mg, respectively.

Wear of engine cylinder liner: 100% TSOME lubricant versus 100% SOME.

Wear of engine piston ring: 100% TSOME lubricant versus 100% SOME.
Figure 9 shows SEM images of the casing samples before and after the test when using SOME and TSOME as lubricant. Honing lines are visible in SEM images of the casing sample before the test; after the tests using biodiesels, honing lines had completely disappeared. Comparison of posttest SEM profiles showed similar wear to honing lines for both SOME and TSOME lubricants.

SEM images at 100 N and 60 rpm: (a) original cylinder; (b) 100% SOME lubricant; (c) 100% TSOME.
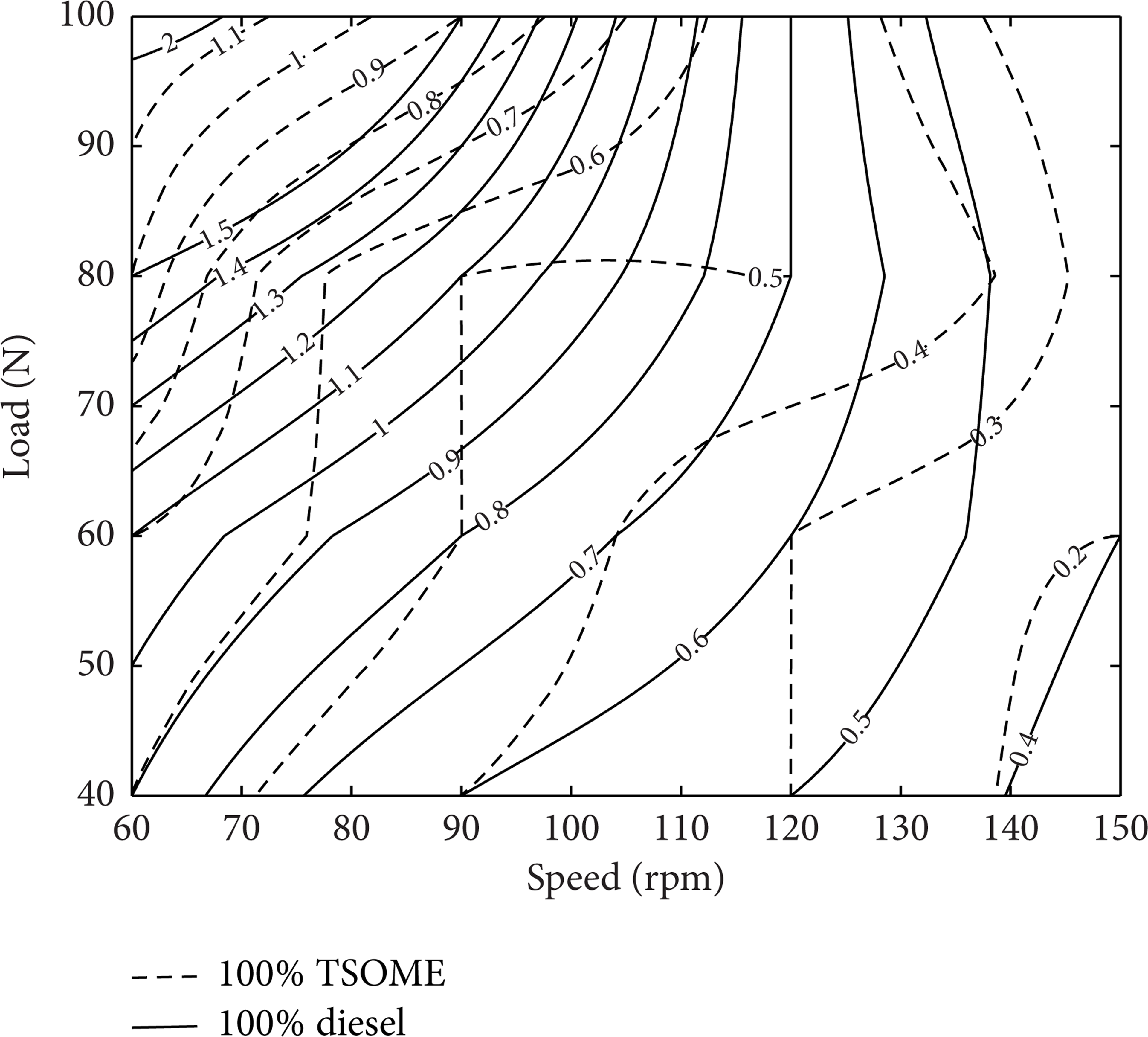
Figures 10 and 11 compare amounts of wear in cylinder and piston ring following tests using Euro diesel and TSOME as lubricant under conditions of different load and engine speed. As indicated in Figure 10, engine wear under all loads and engine speeds were greater when using diesel fuel than TSOME. This result would be expected because viscosity varies according to temperature. Using diesel fuel as lubricant, minimum cylinder wear was 0.9 mg (150 rpm and 40 N), whereas maximum wear was 28.8 mg (60 rpm and 100 N). The use of TSOME as lubricant under the same conditions gave wear of 0.3 and 14.3 mg, respectively. Figure 11 shows similar piston ring wear for all engine speed and load intervals; maximum and minimum piston ring wear using diesel fuel were 0.3 and 3.1 mg, respectively, compared with 0.2 and 1.2 mg, respectively, when using TSOME.

Wear of engine cylinder liner: TSOME lubricant versus Euro diesel.
Wear of engine piston ring: TSOME lubricant versus Euro diesel.
SEM profiles of the casing after tests using Euro diesel as lubricant show ruptures in the casing sample in some places and that the sample underwent plastic deformation (Figure 12). However, no ruptures or similar degree of case deformation was observed after using TSOME.
SEM images at 100 N and 60 rpm: (a) original cylinder; (b) 100% diesel lubricant.
4. Conclusion
This study experimentally analyzed the effects of different lubricants on the amount of wear in piston ring and piston cylinder under varying engine speed and load conditions. Maximum wear in internal combustion engines occurs during starting and around TDC, at low piston speeds. In our study, the engine speed associated with maximum wear was taken into account. The tests used 15W40 engine oil, DY50 mixture, and diesel fuel; SOME and TSOME were used as engine lubricant. Tests at all engine speeds lasted for 5000 m piston travel, and the results showed that optimum lubricating property and minimum component wear were achieved using engine oil; conversely, the worst results were obtained from the use of diesel fuel as lubricant.
In internal combustion engines, fuel injected into the combustion chamber can be absorbed by oil that adheres to the cylinder wall. Some of misburned hydrocarbons also mix with cylinder oil during combustion. This unwanted mixing process accelerates the degradation of the oil quality and shortens life of engine components. The study showed that when biodiesel or biodiesel mixed fuel is used in the engine, the life of engine oil will be longer than that of engines fuelled with pure diesel fuel.
The results of the experimental study showed that the use of biodiesel fuels improved engine wear compared to fossil fuels. In recent years, it became compulsory to add certain proportions of biodiesel to all commercially available diesel fuels, due to restrictions on engine emissions. To conclude, the findings show that the addition of biodiesel to fossil fuels will improve lubrication in engine fuel systems and will extend the operating life of system components.
Footnotes
Nomenclature
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.