
Abstract
In order to fabricate the abrasive wheels with good grain self-sharpening capacity, two types of multicrystalline CBN grains, that is, polycrystalline CBN (PCBN) and binderless CBN (BCBN), were brazed using Cu-Sn-Ti alloy, respectively. Comparative investigation on the brazing interface, compressive strength, and wear properties of the different grains was carried out. Results obtained show that the PCBN grains have more intricate reaction, more complicated resultants, and thicker reaction layer than the BCBN counterparts under the identical brazing conditions. Though the average compressive strength of the PCBN grains is similar to that of BCBN ones, stronger self-sharpening action by virtue of the microfracture behavior takes place with BCBN grains during grinding. As a consequence, compared to the brazed PCBN wheels and the conventional monocrystalline CBN (MCBN) ones, longer service life is obtained for the brazed BCBN wheels.
1. Introduction
It is a well-known fact that cubic boron nitride (CBN) abrasive grains have significant advantages compared to alumina abrasive grains in terms of wear resistance, thermal stability, chemical inertness, and thermal conductivity. As a consequence, CBN abrasive wheels have great potential in aerospace industry for grinding a wide range of titanium and nickel alloy parts [1]. However, in the present days, the most widely used CBN grains for the abrasive wheels are monocrystalline materials. These CBN grains easily become dull by means of attritious wear and cutting edges fracture due to its anisotropic property, which has set a limitation in the broad application of CBN abrasive grinding [2]. In order to solve the problem, two types of multicrystalline CBN grains have been fabricated. One is polycrystalline CBN (PCBN for short) grain synthesized by sintering the microcrystalline CBN powders with AlN ceramic binder material at high temperature and high pressure (HPHT) [3, 4]. The other is binderless CBN (BCBN for short) grain produced by direct sintering of microcrystalline CBN powders without binder at HPHT [5]. In theory, both the multicrystalline CBN grains are capable of sequentially generating microfracture behavior to recover the edge sharpness under the action of the particular grinding force once the abrasive grains are dull. The so-called self-sharpening capacity of the multicrystalline CBN grains could significantly enhance the grinding performance of the abrasive wheels [2].
Additionally, Ghosh and Chattopadhyay have investigated the brazed CBN abrasive wheels fabricated by the chemical reaction between abrasive grains, filler alloy, and tool matrix at elevated temperature [6]. In contrast to the conventional vitrified and electroplated CBN wheels, the brazed CBN counterparts provide several remarkable advantages, that is, larger grain protrusion, more abundant chip-storage space, and higher bonding strength. The brazed CBN wheels have been utilized to grind titanium alloy [7], nickel based superalloy [8], and bearing steel as well [9]. It is noted that the disadvantage phenomenon, for example, easy bluntness of monocrystalline CBN grains, is still followed with the brazed wheels, which has long remained a key issue. It is therefore important to develop the brazed abrasive wheels with multicrystalline CBN grains, which are suggested to possess good retention and recycled capacity of edge sharpness during grinding.
In order to fabricate the high-performance brazed abrasive wheels, a thorough analysis of joining interface and wear properties of the multicrystalline CBN grains is required. Though the preliminary research has been done for the polycrystalline CBN grains in our previous work [10, 11], there is still a lack of the comparative investigation on the brazing behavior, compressive strength, and wear properties of polycrystalline CBN grains and binderless CBN ones.
In the present investigation, two types of multicrystalline CBN grains, namely, PCBN and BCBN, were brazed using Cu-Sn-Ti alloy. The abrasive wheels were accordingly fabricated. Grinding experiments were carried out on nickel based superalloy. The brazing interface, compressing strength, and wear properties of the multicrystalline CBN grains were comparatively investigated, which could provide a scientific basis for the development and application of the brazed abrasive wheels with multicrystalline CBN grain in the further work.
2. Materials and Experimental Details
2.1. Materials
The schematic diagram of the representative test specimen applied for the present investigation is displayed in Figure 1, which consists of three parts: the abrasive grains, the filler alloy, and the tool matrix. All the brazing and grinding experiments were conducted using BCBN (GE Co. Ltd., USA) and PCBN (Zhengzhou Zhongnan Jete Co. Ltd., China) abrasive grains with the mesh size of number 40/50 (nearly 300–350 μm). Figures 2 and 3 show the typical microstructure of the BCBN grains and PCBN ones, respectively. The BCBN grain only contains microcrystalline CBN powders, while the PCBN grain contains microcrystalline CBN powders and AlN binder materials.

Brazed multicrystalline CBN grains specimen: (a) schematic diagram of BCBN grains, (b) schematic diagram of BCBN grains, (c) and morphology of brazed BCBN abrasive wheels.

Microstructure of BCBN grain.

Microstructure of PCBN grain.
Cu-Sn-Ti alloy powders with the chemical contents Cu 72 wt%, Sn 18 wt%, and Ti 10 wt% were chosen as the filler alloy, which has favorable wetting ability on graphite and alumina ceramic material during brazing [12, 13]. The solidus and liquidus temperature of Cu-Sn-Ti alloy was 790°C and 810°C, respectively. AISI 1045 steel was employed as the tool matrix.
2.2. Brazing Experiments and Characterization Method
The tool matrix surface to be brazed was firstly polished carefully. The matrix blocks were then ultrasonically cleaned with acetone for 20 min to remove the impurities. Subsequently, Cu-Sn-Ti alloy powder was sprayed uniformly on the matrix surface according to the weight/area ratio of 0.1 g/cm2. The abrasive grains were directly placed on the top surface of the filler alloy. Finally, the brazing process was carried out in the high vacuum furnace modeled VAF-20. The brazing temperature of 900°C with the dwelling time of 8 min was chosen. The heating and cooling rates were 10°C/min during the brazing cycle. The brazing parameters were determined based on the preliminary results in our previous research [10]. Figure 1(c) shows the typical morphology of the brazed BCBN abrasive wheels, which is also called grinding heads in the industrial fields.
For the sake of gaining an insight into properties of the grain-filler-matrix joints, the comparative analysis of the brazing behavior of PCBN grains and BCBN ones was carried out. Strong acid was utilized to etch the specimens to separate the brazed grains in order to identify the brazing resultants. The joining interface and brazing resultants were detected using XD-3A X-ray diffraction (XRD) and Hitachi S-3400 high resolution scanning electron microscope (SEM) equipped with energy dispersive X-ray spectroscopy (EDS). The grain compressive strength, which has an important influence on the wear resistance of the brazed grains [14], was measured using ZMC-II static strength measuring equipment (Zhengzhou Research Institute for Abrasive & Grinding, China).
2.3. Grinding Experiments and Wear Properties Detection
Grinding experiments were conducted with the surface plunge grinding method on a horizontal spindle surface grinding machine HZ-Y150 (Hangzhou Machine Tools Co. Ltd., China). The peripheral wheel speed, the workpiece infeed speed, and the depth of cut were kept at 10 m/s, 2 m/min, and 10 μm, respectively. The ground material was nickel based superalloy GH4169 (similar to Inconel 718). One feed had the accumulated ground length of 150 mm. The grain morphology of the abrasive wheels was observed using SEM in order to detect the wear behavior of three types of abrasive grains, that is, binderless CBN, polycrystalline CBN, and conventional monocrystalline CBN. The service life of the different brazed abrasive wheels was compared.
3. Experimental Results and Discussion
3.1. Brazing Behavior of Multicrystalline CBN Abrasive Grains
In general, the dominant problem in fabricating the brazed abrasive wheels is not the bonding of the filler alloy and the tool matrix but the joining of the abrasive grains and the filler alloy. The latter is the research focus of the brazing behavior in the current investigation. Figure 4(a) presents the morphology of the brazed BCBN abrasive grain. The climbing and wetting behavior of Cu-Sn-Ti filler alloy on the grain surface is desirable and clearly identified macroscopically. Figure 4(b) shows the brazing interfaces among BCBN grain/Cu-Sn-Ti filler alloy/tool matrix. As could be seen, the brazing interface is joined well without imperfections such as voids or cracks.
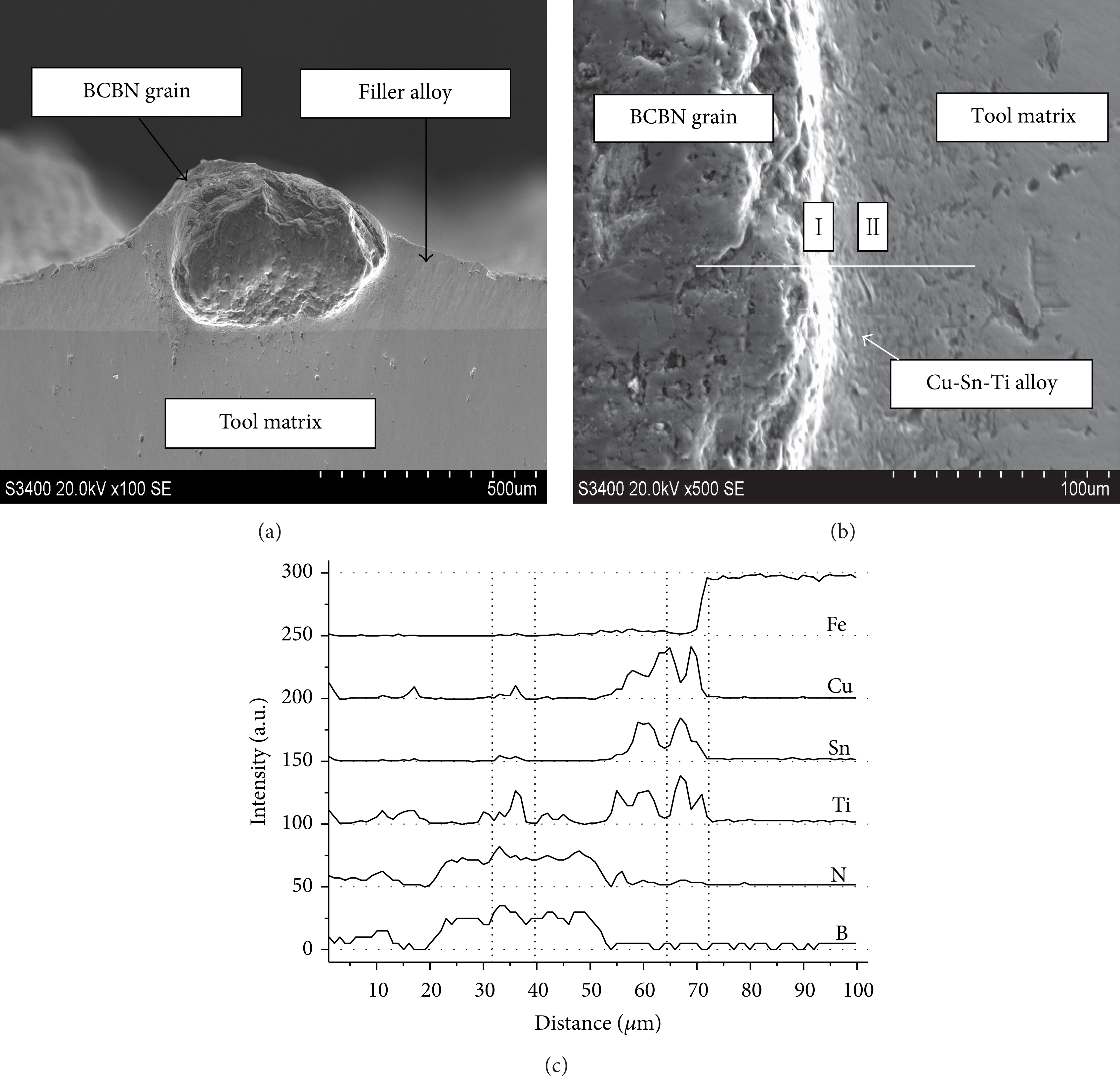
Brazing interface of the BCBN grain-filler-matrix joint: (a) whole morphology, (b) brazing interface, (c) and elemental distribution across the interface.
In order to reveal the distribution characteristics of the elemental compositions across the brazing interface, Figure 4(c) depicts the EDS linear analysis result. In the interface I, the elements of N, B from BCBN grains and Ti from Cu-Sn-Ti alloy are obviously concentrated to some extent. In the interface II, Ti, Sn, and Cu atoms are redistributed in the joint. Hsieh and Lin carried out a study indicating that the addition of Ti enhanced the wetting behavior of the molten filler alloy, but its optimal concentration was affected by the concentration of Sn [13]. The concentration of Sn and Ti promoted the formation of Sn-Ti intermetallic compounds in the filler layer. In the interlayer of this joint, the change of Sn and Ti distribution shows a similar tendency, which is complementary with that of Cu. Some research on brazing has reported the extensive chemical reaction together with the formation of Ti-N [15], Ti-B [16], Cu-Ti [17], and Sn-Ti [18] compounds in the joint. As a result, the elements redistribution through diffusion within the joint may result from the brazing resultants of different intermetallics in the Cu-Sn-Ti filler alloy.
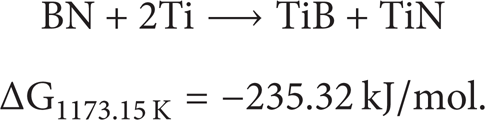
Figures 5(a) and 5(b) display the morphology of the brazed BCBN and PCBN grains after etching, respectively. Obviously, the continuous resultants layer has covered the brazed grains. According to the above analysis, Ti was enriched in the interface I and brazing reactions took place, which demonstrates that the diffusion and reaction between Ti and BCBN grains have been established. As illustrated in Figure 6, the Ti-N and Ti-B compounds are formed as a function of the strong affinity of active Ti atoms and CBN phases during brazing. The formation of Ti-N and Ti-B compounds at 900°C (1173.15 K) can be expressed as the following reaction:


Morphology of brazed multicrystalline grains after etching: (a) BCBN, (b) PCBN.

XRD patterns of brazed BCBN abrasive grains.
Under such condition, formation of TiN, TiB, and TiB2 in the brazing interface is thermodynamically feasible according to the negative Gibbs free energies of the two reactions above at the brazing temperature of 900°C.
It should be noted that as seen in Figure 5(a) neither significant holes nor visible cracks exist on the surface of the brazed BCBN grain. On the contrary, some microholes are formed on the surface of the brazed PCBN grains (Figure 5(b)).
3.2. Brazing Resultants Morphology of Multicrystalline CBN Abrasive Grains
Figure 7 displays the morphology of the resultants formed in the brazing interface between BCBN abrasive grain and Cu-Sn-Ti filler alloy. As seen in Figure 7(b), a resultants layer with the average thickness of 2–3 μm covered the surface of the BCBN grain. The brazing resultants consisting of several kinds of compounds, that is, TiN, TiB, and TiB2, have combined the BCBN grains wonderfully. Figure 8 presents the resultants morphology of brazed PCBN grains. As shown in Figure 8(b), the resultants layer exhibits flat lamellar shape with the average thickness of 3–4 μm. Moreover, there appears a slight microscopic clearance between the resultants layer and the PCBN grain, while comparatively it is highlighted from Figure 7(b) that the resultants layer of brazed BCBN grain has a better uniformity. Huang et al. have discussed the effects of the filler alloy and brazing route on the interfacial microstructure between the diamond abrasive grains and the tool matrix, which in turn affected the bonding strength to the diamond grain. The reason is contributed to the difference in the brazing resultants of the diamond grains under different brazing conditions [19]. Similarly, the difference in morphology and thickness of the brazing resultants layer has an influence on the mechanical strength and wear properties of the multicrystalline CBN abrasive grains in the present investigation.

The resultants layer of brazed BCBN grains: (a) whole, (b) regional.

The resultants layer of brazed PCBN grains: (a) whole, (b) regional.
For the PCBN abrasive grains containing AlN binder materials and microcrystalline CBN powders, the formation of the brazing interface can be explained by taking the previous reports into account [10]. Ti atoms, working as the active element of the Cu-Sn-Ti filler alloy, have strong tendency to form the brazing resultants with AlN binder and CBN powders simultaneously. Therefore, the total types of resultant compounds increase in the brazing process, that is, Ti3Al, TiB2, TiB, and TiN, which leads to an increase of the residual stress and thus does harm to the joint properties [16]. On the contrary, due to the simple composition of BCBN grain, the brazing resultants around the grain are relatively simple. Now, it is stated that the PCBN grain has more intricate reaction, more complicated resultants, and thicker reaction layer than the BCBN grain under the identical brazing conditions, which attributes to the difference in the wear properties of the brazed multicrystalline CBN abrasive wheels.
3.3. Compressive Strength of Multicrystalline CBN Abrasive Grains
The compressive strength of the abrasive grains could be characterized by means of the compressive force. Figure 9 describes the method to calculate the average compressive force value of the abrasive grains by taking the original binderless CBN (BCBN for short) grains as an example. In this investigation, compressive tests were carried out for each group with 40 grains. One grain was firstly placed on the spacer and then crushed gradually by the hard indenter until it broke up. The compressive force of the grain was accordingly collected and recorded. If the size of the broken particle was less than one-third of that of the original grain, the force value was discarded. Afterwards, the average value of the compressive force of all the grains was calculated. Furthermore, if the force value of one grain was more than twice the value of the average force, the grain with the special force value was also rejected, as illustrated in Figure 9(a). The average compressive force value of the remaining grains was calculated again. Accordingly, the compressive strength of the abrasive grains was determined (Figure 9(b)).

Calculation method of average compressive force value of original BCBN grains: (a) rejected grains from 40 ones, (b) average compressive force value.
The comparative results of the compressive strength of the original grains and the brazed ones are displayed in Figure 10. On one hand, both the brazed BCBN grains and PCBN ones have higher compressive force values than those of the original grains. For example, the average force value is increased from 68.31 N to 79.30 N for BCBN grains and from 71.33 N to 80.89 N for PCBN grains, respectively. This is contributed to the reinforcement and reparation effects of the brazing resultants generated around the grain surface during the brazing process [10]. On the other hand, little difference in the average compressive force value was observed between BCBN grains and PCBN ones.

Comparison of the average compressive force of BCBN and PCBN grains.
3.4. Wear Properties of Multicrystalline CBN Abrasive Grains
Grinding experiments on nickel based superalloy were conducted in order to compare the wear properties of three types of brazed abrasive grains, that is, binderless CBN (BCBN for short), polycrystalline CBN (PCBN for short), and conventional monocrystalline CBN (MCBN for short). The measurement and analysis of the grain fracture behavior were carried out every 20-feed times until the abrasive wheels failed. The tool failure was determined by the surface roughness of the ground material (Ra above 1.6 μm) and meanwhile by the appearance of pitting corrosion and burn on the ground surface.
The service life of the different brazed abrasive wheels is displayed in Figure 11(a). In general, the service life of the brazed BCBN wheels was around 1.7 times longer than that of PCBN ones and twice longer than that of MCBN ones. That is to say, under the identical grinding conditions, the BCBN wheels took higher value in material removal volume compared with PCBN and MCBN counterparts, which indicates that the brazed BCBN grains have greater advantages over PCBN and MCBN ones during grinding.

Comparison of wear properties of brazed abrasive grains: (a) service life, (b) microfracture of BCBN grain, (c) microfracture and macrofracture of PCBN grain, (d) and fracture of monocrystalline CBN grain.
Figures 11(b)–11(d) show the typical fracture behavior of BCBN, PCBN, and MCBN abrasive grains, respectively. As above stated, multicrystalline CBN grains are sintered using microcrystalline CBN powders with or without binder materials under high temperature and high pressure, which determines the fracture behavior and accordingly the wear properties of the multicrystalline grains. As displayed in Figure 11(b), the cutting edges of BCBN grains continued to refresh due to proper self-sharpening action in the grinding process. The ground material was removed together with the extremely slight consumption of the BCBN abrasive grains.
For the brazed PCBN grain shown in Figure 11(c), the self-sharpening action was at the cost of both the grain microfracture and macrofracture behavior, which could accelerate the grain wear to a certain extent. On one hand, the fracture behavior of PCBN grain was strongly influenced by the bonding effect of the AlN binder among the adjacent microcrystalline CBN powders (Figure 1(c)). The brittle resultants and residual thermal stresses formed during brazing also made it possible to create the microcrack propagation and microfracture [19, 20]. On the other hand, the thermal-mechanical loads during grinding led to the occurrence of grain macrofracture.
Fracture of the conventional monocrystalline CBN grains ran along the crystallographic planes, as illustrated in Figure 11(d). The typical cleavage fracture shortened substantially the service life of the MCBN grains.
In particular, it is difficult to quantify the fracture behavior of the brazed abrasive grains because it is a complicated phenomenon caused by the comprehensive effects of the thermal and mechanical action between the ground workpiece and the abrasive grains. How to characterize quantitatively the fracture behavior of the abrasive grains will be the main work in the subsequent investigation in order to control the grain wear during grinding.
4. Conclusions
The comparative investigation on brazing interface, compressive strength, and wear properties of the multicrystalline CBN grains was carried out. The main conclusions are listed as follows.
Under the identical brazing condition, the PCBN grains have more intricate reaction, more complicated resultants, and thicker reaction layer than the BCBN counterparts, which is the dominant reason to make a difference in the wear properties of the multicrystalline CBN abrasive wheels.
Two types of multicrystalline CBN grains, that is, BCBN and PCBN, have the similar average compressive strength though some difference of the brazing resultants layer exists.
Compared to PCBN abrasive grains, stronger self-sharpening action has taken place for BCBN grains by virtue of the microfracture behavior during grinding. The service life of the brazed BCBN wheels was much longer than that of the PCBN and MCBN counterparts.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgment
The authors gratefully acknowledge the financial support by the Fundamental Research Funds for the Central Universities (no. NS2014103).