
Abstract
Hard turning and fatigue tests are conducted to study the influence of cutting process on the fatigue properties of hard machined components in this work. The specimens are machined under various cutting speeds and tool wear condition. Tension-compression fatigue tests of the specimens are performed. The typical fatigue fracture patterns are observed and discussed. The fatigue life of the specimens is recorded and compared. The mechanism of the influence of white layer on fatigue properties is proposed, and the effects of white layer on the fatigue life are obtained. The changing process of tensile and compressive residual stresses is discussed. The effects of surface residual stress and maximum residual stress on the fatigue life are clarified.
1. Introduction
Hard machining is broadly used in many applications such as tools, dies, gears, cams, shafts, axles, and bearings [1]. It can provide components with long service life and good surface roughness. With the rapid development of manufacturing technology, there is an increasing demand on the fatigue properties of hard machined components. Improving the service life and surface properties of the components has attracted a lot of attention in nowadays manufacturing industries [2].
The fatigue life of a hard machined component is affected by the residual stresses and white layer [3]. It has been believed that surface integrity ultimately determines the service life of structural components [4]. The residual stresses produced by hard machining are highly compressive, accompanied with a thin surface layer with a microstructural change [5]. So there is an urgent need to understand how the white layer and residual stress affect the fatigue life to promote the fatigue properties of the hard machined component [6]. Hard machining generally involves coupled-field behaviors, combining severe surface deformations, high local temperatures, and rapid quenching rates, which results in both physical and metallurgical changes such as residual stresses and white layers [7]. Machining induced residual stresses and white layers have significant effect on fatigue. The effect of the hard machining process on the fatigue life has not been studied as much as the effect of the grinding process presently [8, 9]. The rolling contact fatigue of hard machined components has been studied by Choi and Liu [9–11], Shi and Liu [12], Li et al. [13], Guo and Barkey [14], and Bouzakis et al. [15]. However, the tension-compression fatigue of hard machined components is rarely seen, and the effect of hard machined process on fatigue properties of the component has not been clarified.
In this work, hardened steel fatigue specimens are machined and their tension-compression fatigue properties are examined. The fatigue fracture pattern and fatigue life of the specimens under various cutting speeds and flank wear are analyzed and compared. The influence of white layer and residual stress on the fatigue life is obtained.
2. Experimental Procedure
To obtain the fatigue properties of hard machined components under various cutting speeds and tool wear condition, an experimental study on hard machining and fatigue tests of hardened steel is conducted. The hard machined specimen has an hourglass shape, as shown in Figure 1.

The specimen.
The specimen is obtained by rough machining of 25 mm diameter GCr15 rolling rods. To ensure the consistency and accuracy of the experiments, all of the experimental materials are from the same batch and the same cutting parameters are used in the rough machining of the workpiece. After processing, little residual stress and work hardening is generated, and the surface qualities of the specimens are uniform. Heat treatment is done as follows after rough machining:
perform quenching under temperature 1100 ± 5 K;
after 2 h insulation, the specimen is cooled to 435 K by 20# engine oil;
perform tempering after 2 h insulation.
To reduce bending, the specimens are suspended vertically in heat treating.
Experiments on cylindrical turning are conducted on the CNC machining center PUMA 230MSB, as shown in Figure 2. PCBN tools are used in the experiments. No cutting fluids or coolants are used.

Experimental setup.
To obtain influence of cutting speed and tool wear on the fatigue properties of the specimen, 4 groups of hard turning tests are conducted. Experimental conditions are shown in Table 1.
Experimental conditions.

Fatigue tests are performed after the hard finish turning. The high-frequency tension-compression fatigue testing machine PLG-100C is employed to test the fatigue properties of the hard machined specimen, as shown in Figure 3. The fatigue tests are performed with stress ratio R = 0.1, maximum stress 1000 MPa, frequency 110 Hz, and a sinusoidal load.

Tension-compression fatigue test of the hard machined specimen.
3. Fatigue Properties of the Hard Machined Specimens
3.1. Fatigue Fracture Pattern
The fatigue fracture patterns are observed by an ultra-depth microscope after the fatigue tests. Typical fatigue fracture patterns are shown in Figure 4.
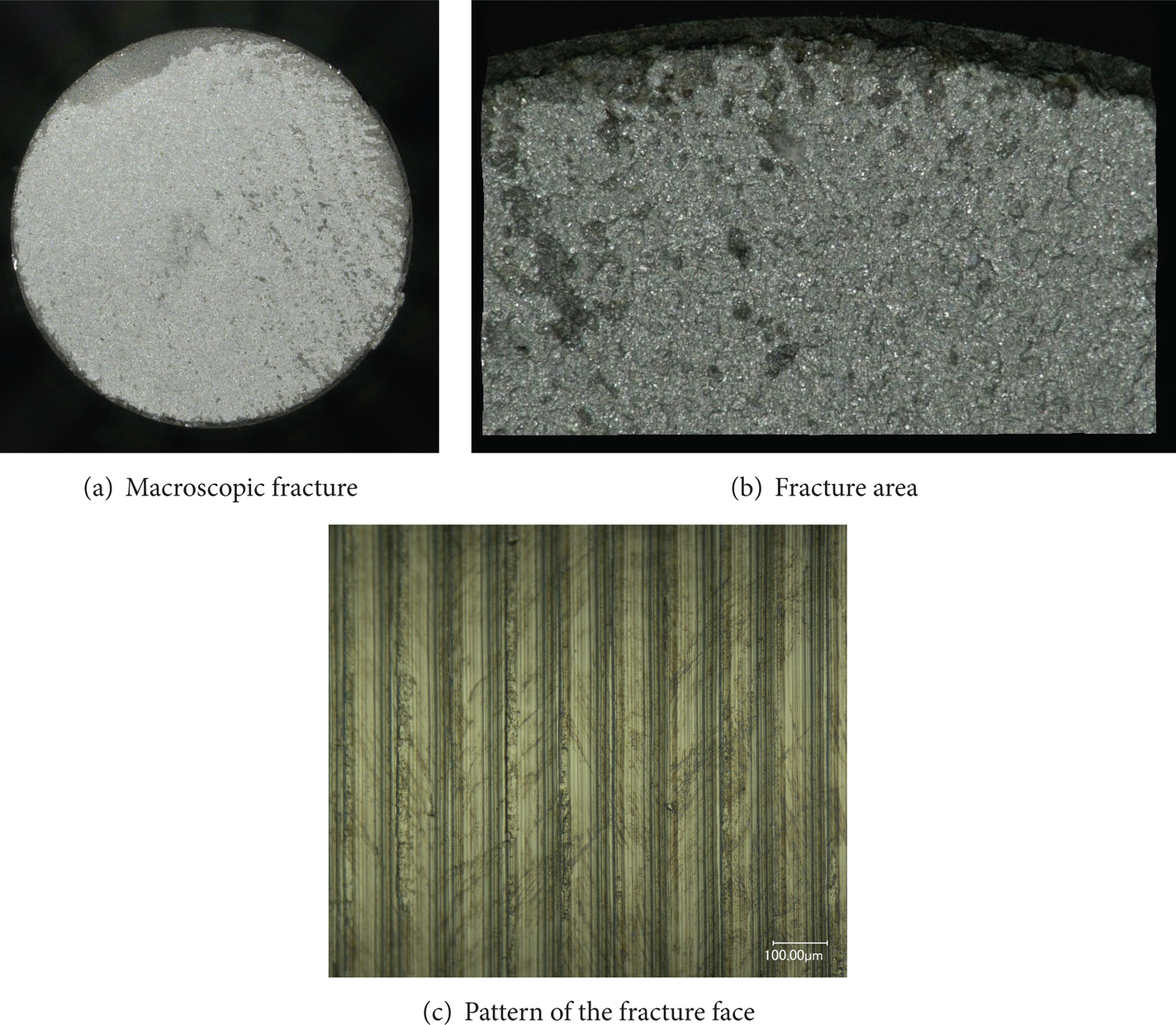
Fatigue fracture pattern.
There are 2 fracture shapes found: one is the surface fracture, and the other is the internal fracture. Most of the crack sources are on the circumferential surface. It is found that the multi-source fatigue causes fracture. The cracks extend from outside to inside and finally the specimen cracks in the core. The fatigue crack mainly initiates from the specimens’ surface. When the specimens are subjected to periodic tensile load, the unconstrained crystal grain on the surface generates more plastic deformation than the internal crystal grain.
3.2. Fatigue Life of the Specimens
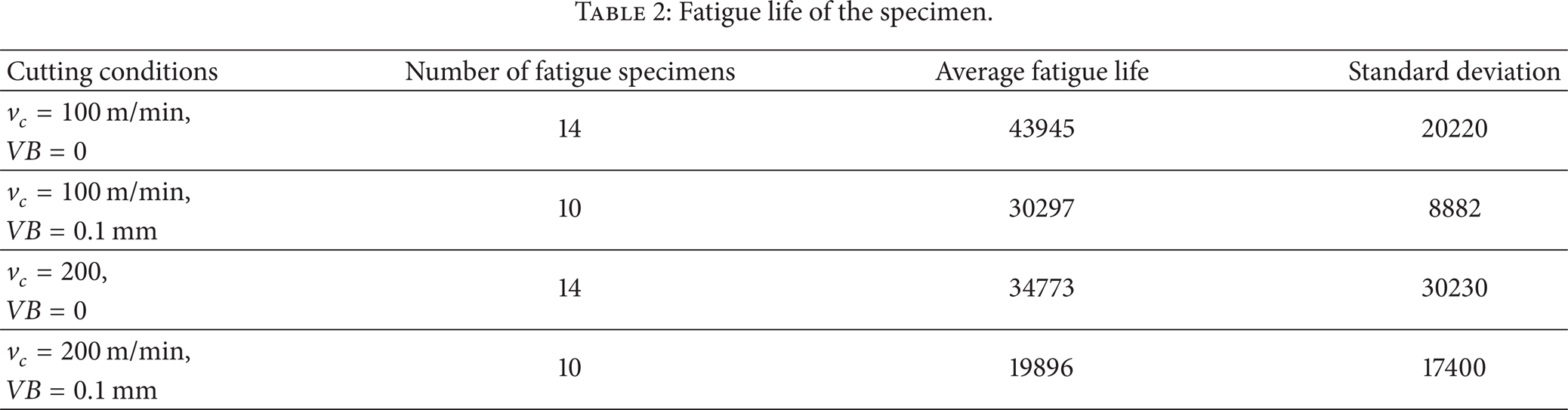
The fatigue life of the specimens is shown in Table 2. It is seen that the specimens have the highest average fatigue life 43945 when cutting speed v c = 100 m/min and flank wear VB = 0; when the flank wear VB = 0.1 mm, the average fatigue life is 30297, with a decrease of 31.1%. The fatigue specimens have average fatigue life 34773 when cutting speed v c = 200 m/min and flank wear VB = 0, and when the flank wear VB = 0.1 mm, the average fatigue life is 19896, with a decrease of 42.8%. Therefore, the specimens have best fatigue properties when cutting speed v c = 100 m/min and flank wear VB = 0. The fatigue life decreases with the increasing of flank wear and cutting speed.
Fatigue life of the specimen.
4. Influence of Surface Integrity on Fatigue Properties of the Specimens
4.1. Influence of White Layer on Fatigue Properties
In hard machining, when white layer is generated on the surface, serious grain refinement could be observed in the white layer by SEM. The uniform fine grain structure is found, as shown in Figure 5.
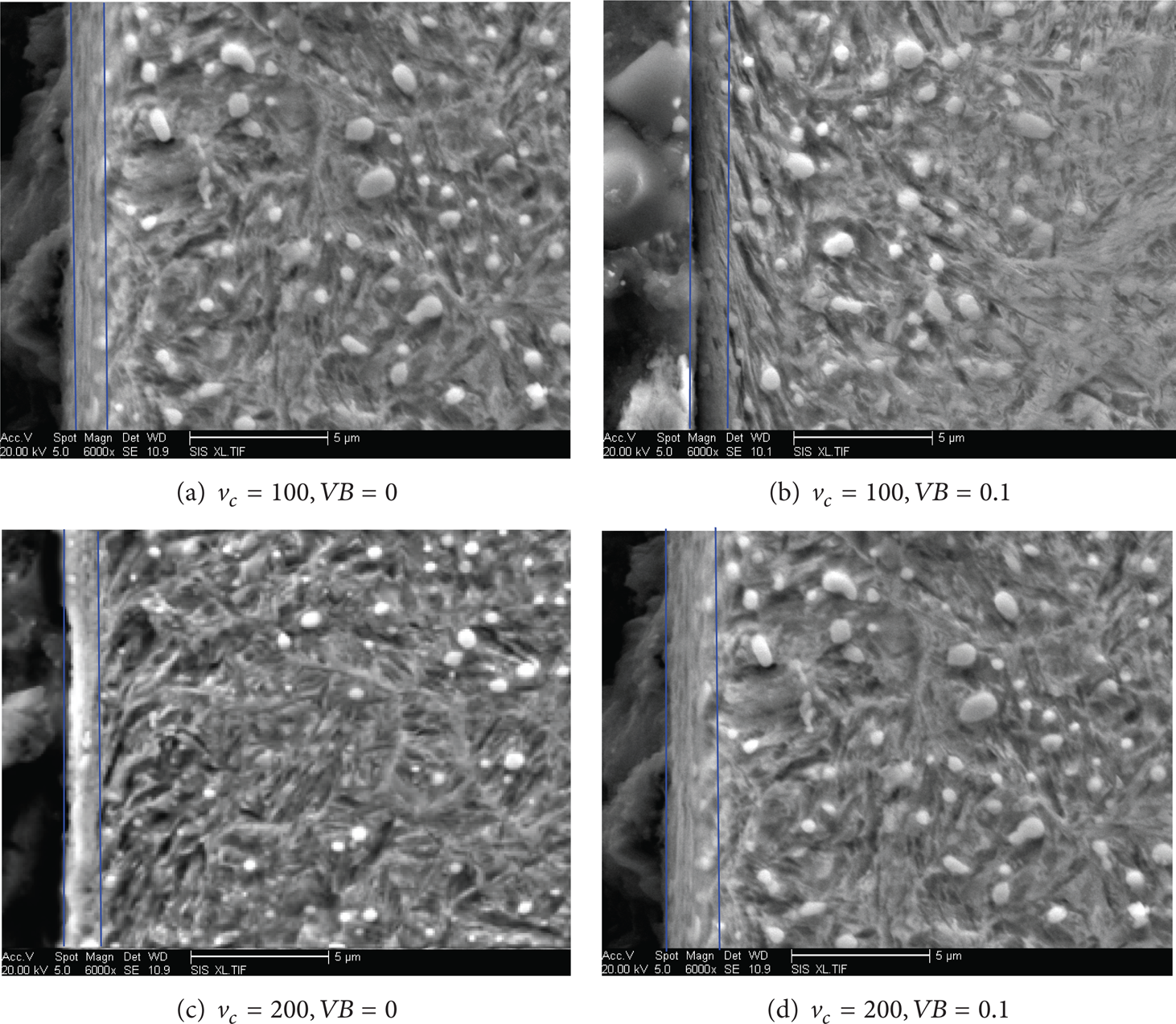
SEM of the microstructure of the white layer (the white layer is marked between the blue lines).
The total surface energy of fine-grained polycrystalline metal is [16]
where γ is the total surface energy, b1 is the average thickness of the grain boundary, d is the average grain diameter, and γ g is the average interfacial energy of the grain boundary.
From (1), smaller grain size generates the greater total surface energy that the crack propagation in the material needs to overcome. Then, the grain boundary has a more hindering impact. The crack propagation rate is reduced and the fatigue life of the material is increased.
The relationship between the fatigue life and grain size is [17]

where m is the hardenability value.
The analysis above shows that the white layer can improve the fatigue life. The thickness of the white layer increases with increasing flank wear. The white layer is uniform and continuous, as shown in Figure 5(a), when cutting speed v c = 100 m/min and flank wear VB = 0, so the white layer is helpful in improving the fatigue life. However, when the flank wear or cutting speed increases, the thickness of the white layer increases and becomes nonuniform and noncontinuous, as shown in Figures 5(b), 5(c), and 5(d). The surface condition of the specimen becomes worse, and the fatigue life of the specimen decreases with increasing thickness of the white layer, as shown in Figure 6.

Thickness of white layer versus fatigue life.
The microhardness of the white layer increases with increasing cutting speed and tool flank wear. However, when the flank wear is excessive, the thickness of white layer becomes nonuniform and noncontinuous, which results in the bad uniformity of the microhardness. Therefore, the fatigue life is higher when at lower microhardness, as shown in Figure 7.

Microhardness of white layer versus fatigue life.
4.2. Influence of Residual Stress on Fatigue Properties
The magnitude, property, and distribution of residual stress have a significant influence on the fatigue life. Thermal stress, mechanical stress, and phase transformation stress act together and generate residual stress.
The characteristic values of residual stress can be expressed by surface residual stress, maximum residual stress, depth of maximum residual stress, and effective depth of residual stress, as shown in Figure 8.

Characteristic values of residual stress.
As the cutting speed increases, the surface tensile residual stress gradually increases, and the internal residual stress in the specimen is compressive stress. With the increasing of flank wear, the residual stress of the surface gradually changes from compressive stress to tensile stress. The compressive residual stress can reduce the average stress level, promote the fatigue limit of the specimen, and improve the fatigue life. Therefore, the fatigue life decreases with increasing cutting speed and flank wear; that is, the fatigue life decreases with decreasing compressive residual stress, as shown in Figure 9.
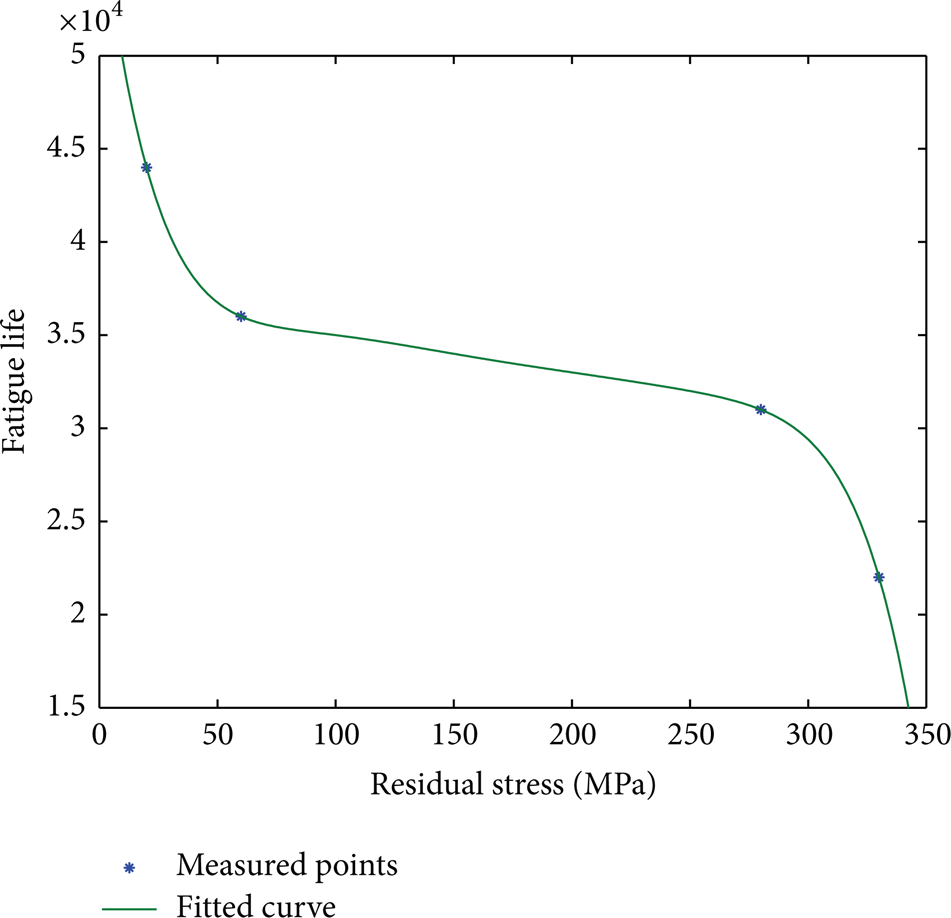
Surface residual stress versus fatigue life.
As the specimens have fatigue fracture with circumferential multi-fracture-source on the surface, the influence of internal compressive stress is not as significant as the compressive surface stress on the fatigue life. The fatigue life increases with increasing compressive residual stress, as shown in Figure 10.
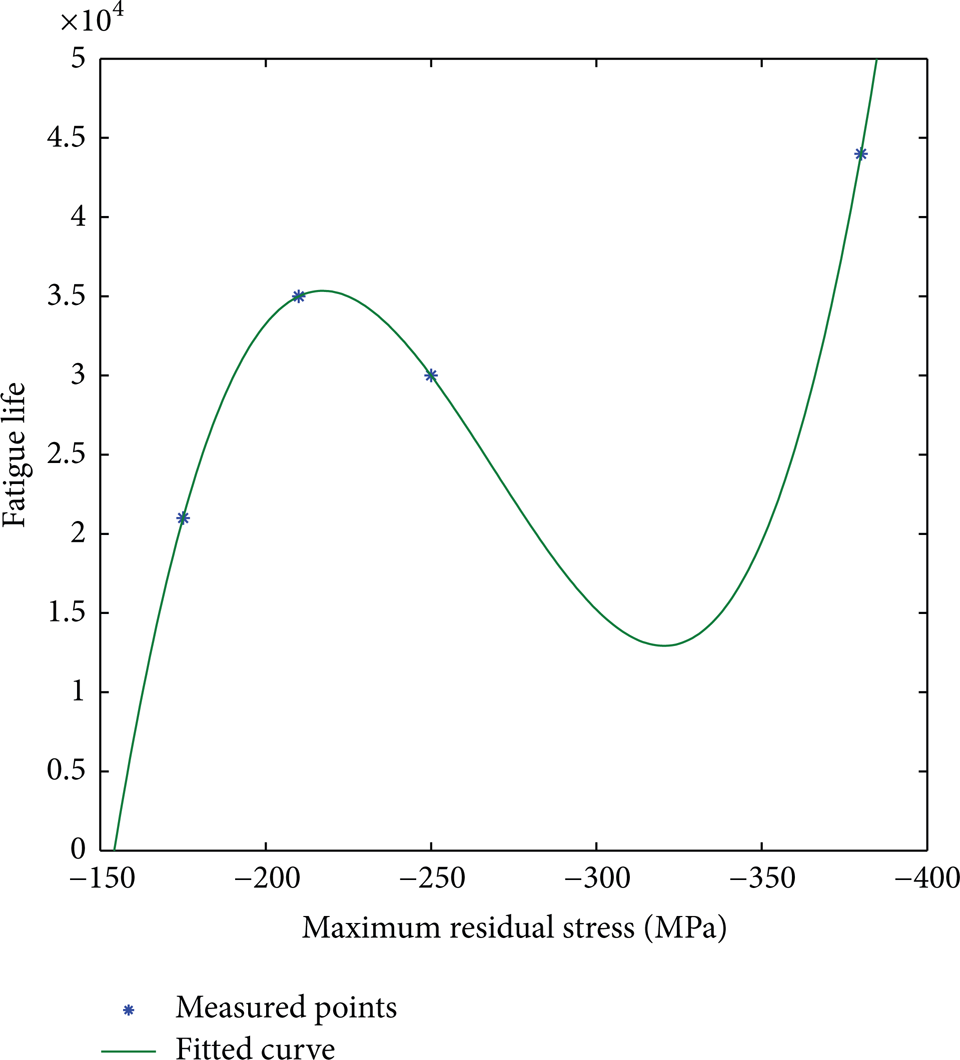
Maximum residual stress versus fatigue life.
5. Conclusions
High speed hard machining and specimen fatigue properties test are conducted. The experimental method on evaluating fatigue properties is presented.
The specimen has the highest fatigue life when cutting speed v c = 100 m/min and flank wear VB = 0. When cutting speed or flank wear increases, the fatigue life of the specimen decreases.
The white layer can improve the fatigue life. However, the increasing thickness of white layer causes bad surface condition of the specimen, which results in the decreasing of the fatigue life.
Compressive residual stress has a positive effect on the fatigue life. With decreasing residual compressive stress, the fatigue life of the specimen decreases.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
The authors would like to acknowledge the support of the National Natural Science Foundation of China under Grants nos. 51235003 and 51475125, the Natural Science Foundation of Heilongjiang Province under Grant no. QC2011C129, and the Youth Leading Scholar Supporting Program in Provincial Universities in Heilongjiang under Grant no. 1253G025.