
Abstract
The mismatch of lengthwise elongation due to the difference of deformation resistances between constituent materials of bimetallic slab can cause warping. As the warping of bimetallic slab can lead to poor product shape with reduced productivity, this study focuses on the effect of differential speed rolling on the reduction of warping. The effects of differential speed rolling on the reduction of curvature are mainly performed by FEM based on fundamental processing parameters. Differential speed rolling experiments by using low-weight Al1050/Al6061 bimetallic slab produced by continuous clad casting have also been performed for the validation purpose. As rolling experiments for numerous processing conditions are hard to achieve, limited number of experiments has been performed in this study. Simulation results based on parametric study provide a broad overview on the warping behavior in Al1050/Al6061 bimetallic slab rolling.
1. Introduction
Bimetallic slabs consisting of two different material layers have strong potential in various industries due to their excellent chemical, physical, and mechanical properties that cannot be obtained from a single material [1–4]. However, compared with single material rolling, there exist more difficulties in rolling bimetallic slab consisting of two different material layers [5]. Because of the different flow stresses, asymmetric deformation may occur and result in warping during flat rolling [6–11]. During the rolling of bimetallic slab, the soft layer undergoes a larger reduction and hence results in downward (hard layer side) curvature when the rolled product goes out. Analyses have been conducted with particular emphasis on differing roll speed and different frictional contacts between the rolls and the deforming metal on the upper and lower surfaces [12, 13]. Bending effect due to the related mismatch of circumferential speed between the work rolls can reduce warping amount [14, 15].
Differential speed rolling (DSR) causes an asymmetric tensile state in the rolling gap. Because of the asymmetric stress states, experiments in asymmetric rolling are more difficult than in conventional rolling [16, 17]. For the precise control of warping during flat rolling of bimetallic slab, the prediction of warping amount at given rolling condition is essentially required. Analyses have been conducted with particular emphasis on FEM [18–20]. The results generated by finite element analysis should be more readily accessible, less costly, or more complete than can be obtained by laboratory experiments or tests during actual manufacturing. Furthermore, it can reduce much of the trial and error time for the process design.
Therefore in this study, the effects of DSR on the reduction of curvature in bimetallic slab are mainly investigated by FEM. In parallel with finite element analyses, DSR experiments by using low-weight Al1050/Al6061 bimetallic slab produced by continuous clad casting have also been performed [21–23]. Due to the limited number of specimens that contain interface of bimetallic slab, experiments have been performed only for the validation purpose. From the finite element simulation results at given process parameters, such as bimetallic slab thickness, thickness ratio, friction coefficient, and reduction ratio, the effect of DSR on the reduction of warping has been analyzed and discussed.
2. Methods and Materials
2.1. Finite Element Analysis of DSR
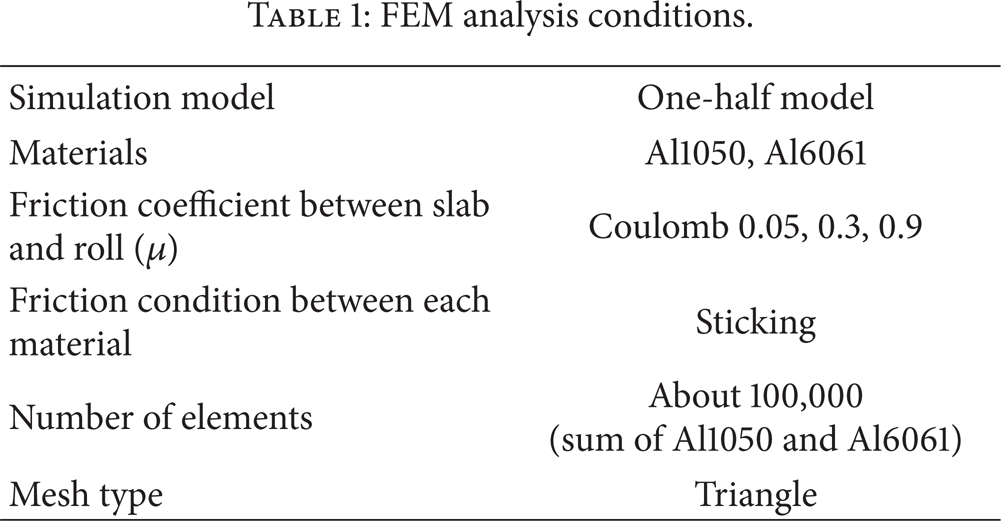
The warping characteristics of bimetallic slab during rolling process were investigated by finite element analysis using a commercial finite element code, FORGE. Work roll was regarded as rigid and 3D model was used. Due to symmetry of the rolling process, the one-half model was used. The dimensions and process parameters were the same as those used in the rolling experiment. Figure 1 shows initial mesh for rolling simulation and analysis conditions are shown in Table 1.
FEM analysis conditions.
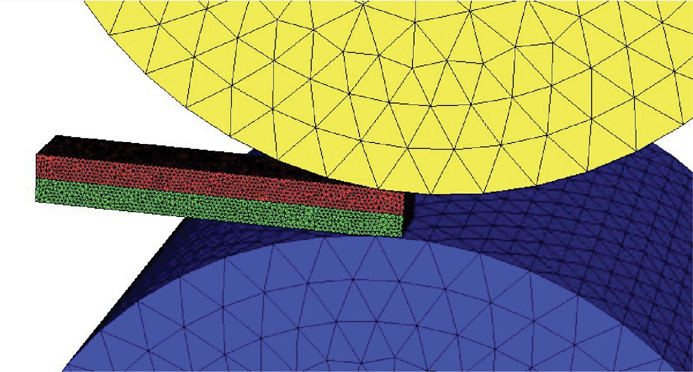
Initial mesh for rolling simulation.
2.2. Materials
DSR has been conducted on the two-high rolling mill. The aim of these trial experiments was to investigate the effectiveness of roll speed mismatch as means of reducing the curvature in bimetallic slab.
2.2.1. Continuous Casting of Bimetallic Slab
The apparatus for continuous casting of bimetallic slab is schematically shown in Figure 2. It mainly contains two separate molds, pouring system, and cooling water system. The water-cooled dividing plate was placed into the mold and the water flow was controllable. The lower part of the left side of the dividing plate acted as a mold wall. Al1050 and Al6061 alloys were melted in their respective furnaces. When the temperature of Al1050 reached target temperature (720°C), the melt was poured into the left section of the mold. When the strength of the self-supporting surface was enough, the starting head was drawn. Once the starting head was drawn, the stream of Al6061 melt at the temperature of (730–740°C) was fed to the right section of the mold to contact the solidifying surface of the Al1050 alloy below the dividing plate and process was maintained during the steady state period of the continuous casting.

Schematic of apparatus for continuous clad casting.
2.2.2. Rolling Specimen
Figure 3 shows Al1050/Al6061 bimetallic slab produced by continuous clad casting with macrostructure. In order to estimate warping behavior of the bimetallic slab, the samples for the rolling experiments were taken at the interfacial regions of the bimetallic slab. The dimensions of samples for rolling experiments were 85 mm length, 35 mm width, and 12 mm thickness, and initial thicknesses of Al1050 and Al6061 are machined to be the same as shown in Figure 4. For the measurement of tensile properties, tensile specimens were also taken at Al1050 and Al6061 alloys, respectively. Figure 5 shows stress-strain curves measured at 25°C and 300°C.
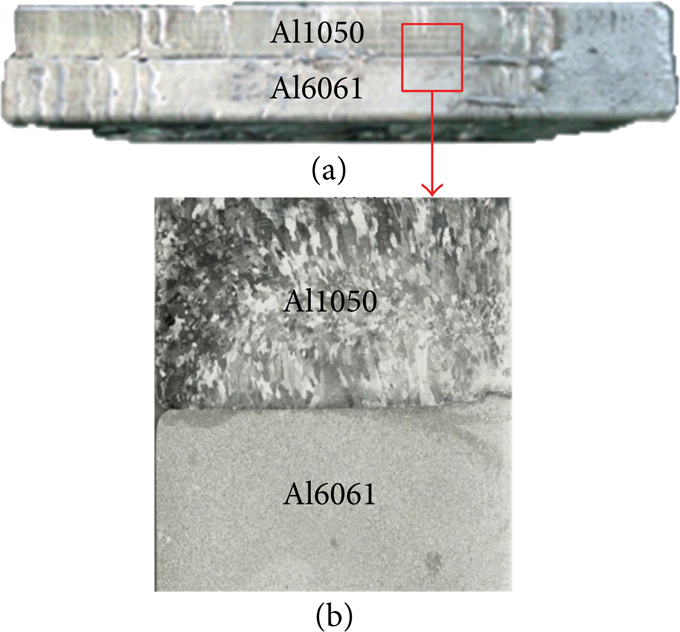
Al1050/Al6061 bimetallic slab produced by continuous clad casting: (a) bimetallic slab, (b) macrostructure.
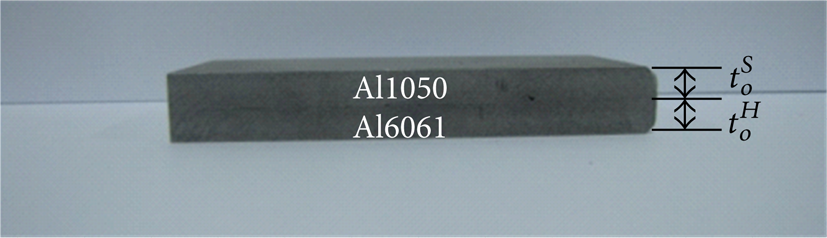
The rolling specimen having initial thickness ratio (= t o S /t o H ) of 1.0.
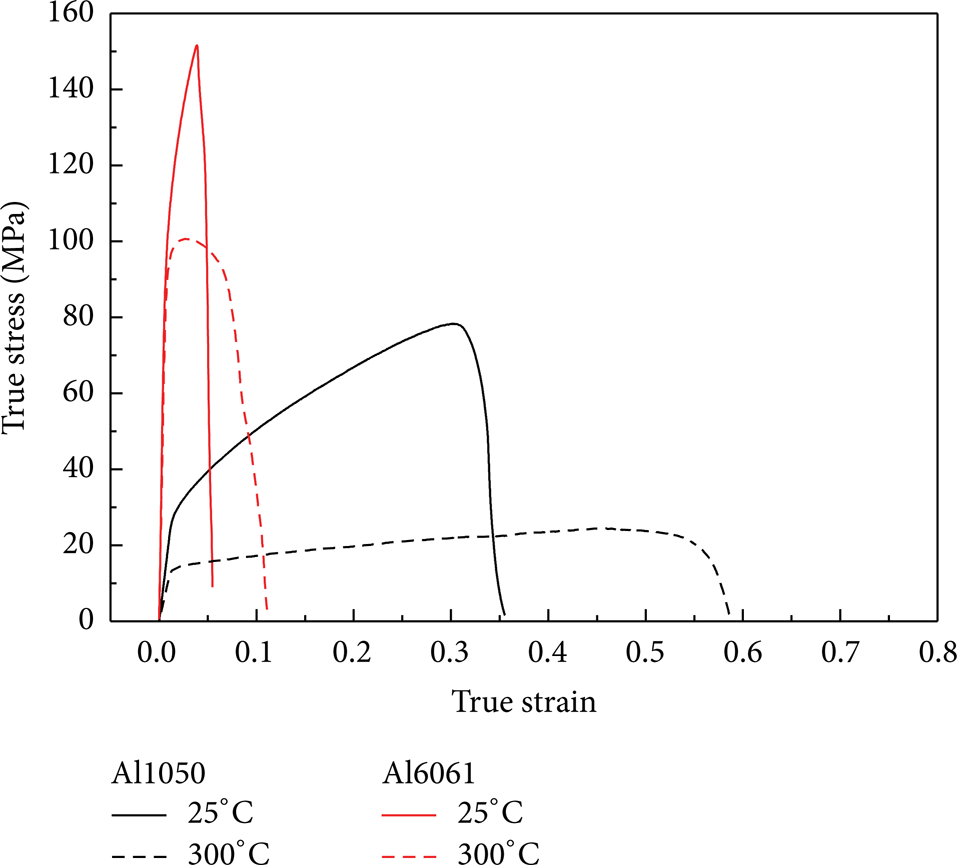
Tensile stress-strain curves (strain rate: 10−3'sec−1).
Flat rolling experiments by using Al1050/Al6061 bimetallic slab have been performed to measure the warping amounts at room temperature (25°C) and 300°C. Rolling test has been performed by laboratory scale two-high rolling mill having 200 mm roll diameter. The amount of curvature (ρ) shown in Figure 6 was calculated by the following equation:


Definition for radius of curvature [13].
3. Results and Discussion
3.1. Finite Element Analyses of DSR Effects on Curvature
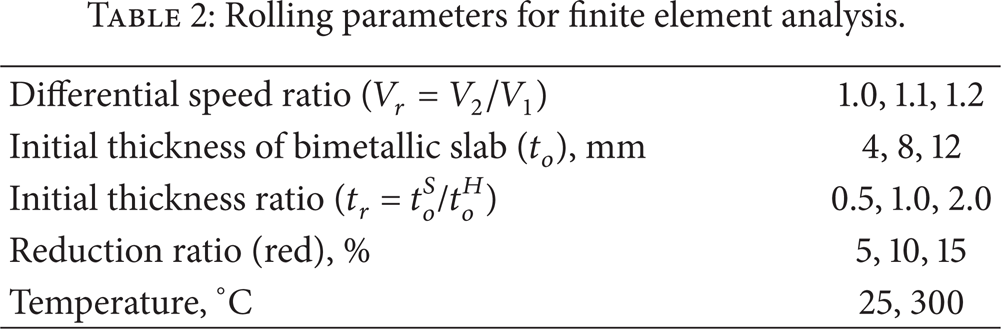
Finite element analyses have been performed to investigate the effect of differential speed ratio on the curvature of the rolled product. Table 2 shows the process parameters used for rolling simulations.
Rolling parameters for finite element analysis.
To estimate the degree of flattening after DSR, flattening ratio in curvature of bimetallic slab is defined as η:
where Ca and Cb are curvatures after and before DSR, respectively.
Figure 7 shows warped specimens obtained by FEM for t o = 12 mm, t r = 1.0, red = 10%, and μ = 0.3. As shown in Figure 7(a), the soft layer undergoes a larger reduction during the rolling of bimetallic slab and hence results in downward (hard layer side) curvature when the rolled product leaves the roll gap. When the differential speed ratios are set to V r = 1.2, flattening ratio in curvature (η) of bimetallic slab is 11.1%. Figure 7(b) shows more flattened curvature after DSR.

Warping in Al1050/Al6061 bimetallic slab obtained from FEM. (a) Non-DSR (V r = 1.0), (b) DSR (V r = 1.2).
Figure 8 shows the influence of the differential speed ratio on curvature for different initial thicknesses. As the initial thickness decreases, the rolled product shows a larger curvature. The influence of the differential speed ratio on curvature flattening significantly increased at initial thickness of 12 mm due to the increased contact area between roll and slab.

Effect of the differential speed ratio on the curvature under various initial thicknesses (t r = 1.0, μ = 0.3, red = 10%, 25°C).
Figure 9 shows the influence of the differential speed ratio on curvature for different thickness ratios. As the thickness ratio increases, the rolled product shows a larger curvature. The influence of the differential speed ratio on curvature flattening for an initial thickness ratio of 0.5 is greater as compared to initial thickness ratios of 1.0 and 2.0. It can be understood that lower thickness ratio (larger t o H ) is plastically more effective because hard layer (Al6065) is driven by increased roll speed during DSR.

Effect of the differential speed ratio on the curvature under various thickness ratios (t o = 12 mm, μ = 0.3, red = 10%, 25°C).
Figure 10 shows the influence of the differential speed ratio on curvature for different rolling reductions. As the rolling reduction increases, the rolled product shows a larger curvature. The influence of the differential speed ratio on curvature flattening increases with rolling reduction. As the contact area between the slab and the rolls increases with the amount of reduction, the effect of differential speed ratio increases with reduction. In case of 15% and 20% reductions, stable rolling could not be achieved due to the severe deformation of Al1050. The end shape of slab shown in Figure 11 implies that the stable interface between Al1050 and Al6065 could not be maintained at reduction of 15% or more. Therefore, rolling reduction of 10% has been applied in all of this study.

Effect of the differential speed ratio on the curvature under various reductions

End shapes of DSR rolled Al1050/Al6061 bimetallic slabs obtained at 15% reduction (t o = 12 mm,t r = 1.0, μ = 0.3, 25°C). (a) V r = 1.1,(b) V r = 1.2.
Figure 12 shows the influence of the differential speed ratio on curvature for different friction coefficients. As the friction coefficient increases, the rolled product shows a similar but smaller curvature. The influence of the differential speed ratio on curvature flattening increases with increasing friction coefficient.
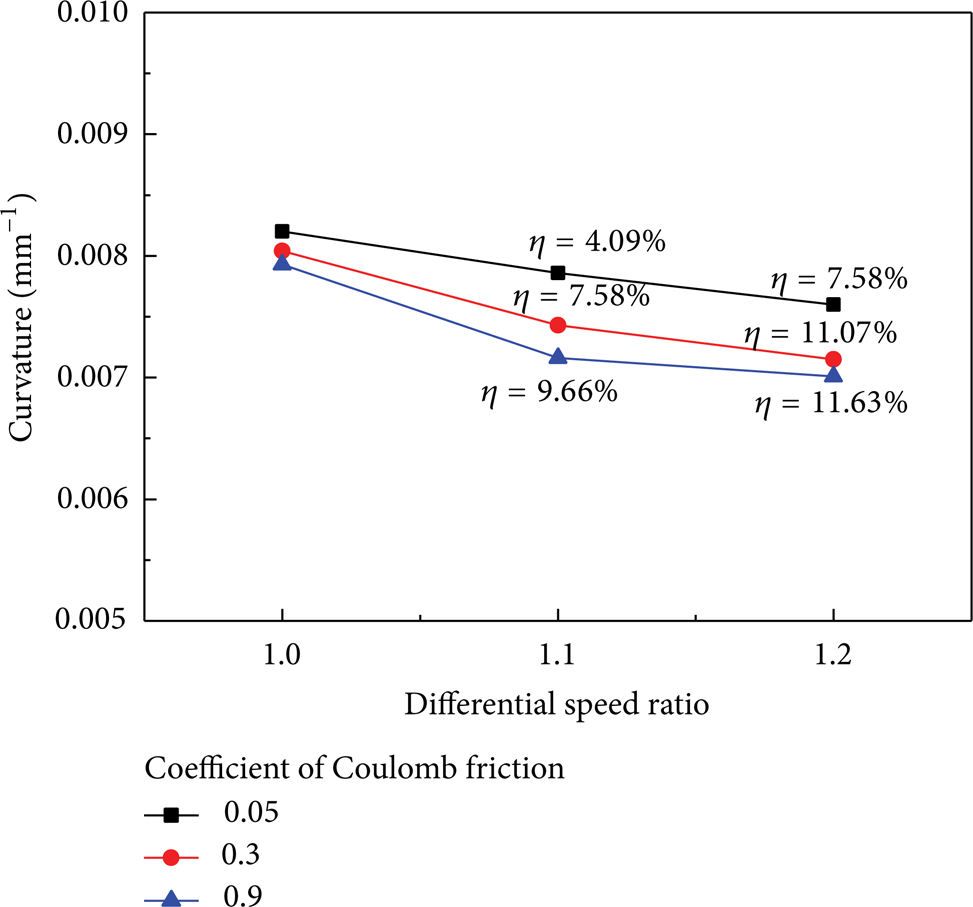
Effect of the differential speed ratio on the curvature under various friction coefficients
Figure 13 shows the influence of the differential speed ratio on curvature for different rolling temperatures. As the rolling temperature increases, the rolled product shows a smaller curvature. This is caused by the decreased difference in deformation resistances of constituent materials of bimetallic slab, Al1050 and Al6061. The influence of the differential speed ratio on curvature flattening at 300°C is smaller as compared to that of 25°C.
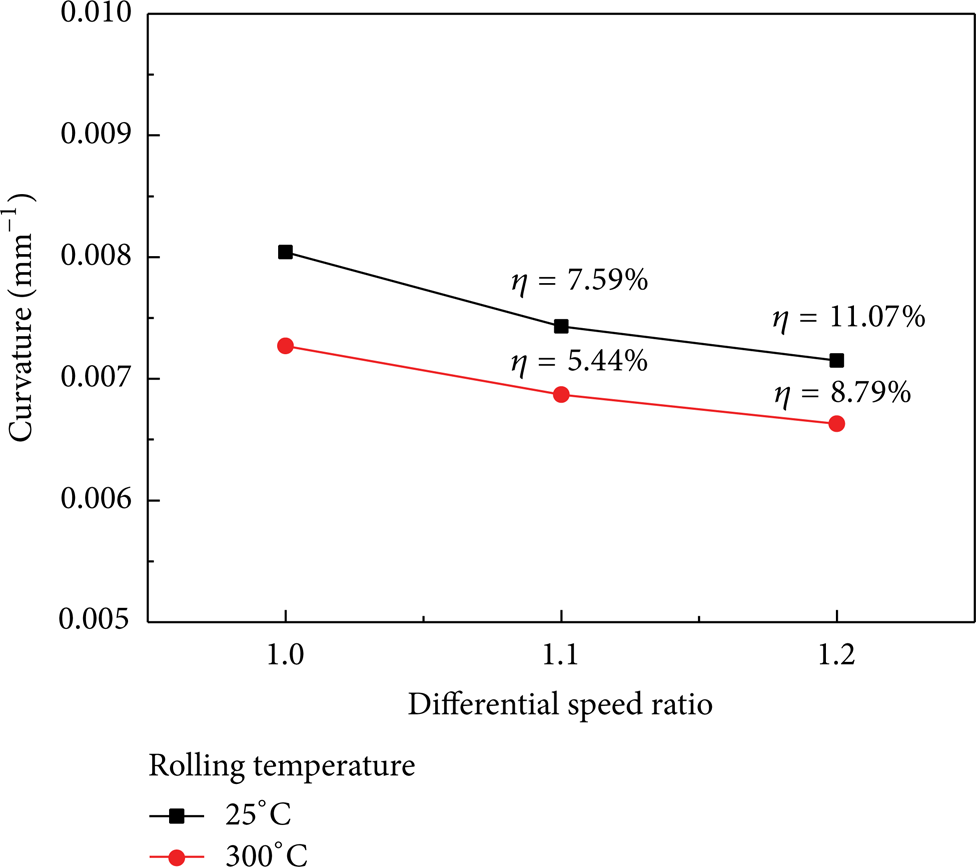
Effect of the differential speed ratio on the curvature under different rolling temperatures (t
o
= 12 mm, t
r
= 1.0, μ = 0.3, red = 10
From the finite element analyses, flattening ratio in curvature of bimetallic slab (η) is determined by not only the shape parameters of slab (initial thickness and thickness ratio), but also the rolling parameters (reduction, friction coefficient, and rolling temperature). The overall range of η lies between 7 and 15% in rolling conditions applied in this study.
3.2. Experimental Validation of Finite Element Analysis
Figure 14 shows warping in rolled Al1050/Al6061 bimetallic slab at the same roll speeds without DSR. The mismatch of lengthwise elongation due to the difference of deformation resistances between Al1050 and Al6061 of bimetallic slab caused warping.

Warping in bimetallic slab without DSR (curvature = 0.0095).
To flatten this curvature, a differential speed between the upper and lower rolls has been used. The speed of the lower roll that contacts Al6061 is set to a higher value than that of the upper roll that contacts Al1050 for a given differential speed ratio. Experimentally obtained curvatures are compared with those of FEM. Figure 13 compares the relationships between warping curvature with differential speed ratio at processing condition of t o = 12 mm, t r = 1.0, μ = 0.3, and red = 10%.
As shown in Figure 15, the results show similar trends, and warping curvatures obtained experimentally showed some discrepancy with FEM analyses. When assuming that the roll speeds during rolling experiments were accurately controlled, the possible explanations for the discrepancy between experiments and FEM could be (a) frictional nonuniformity in roll bite, (b) microirregularity in continuous casted interface of bimetallic slab, and (c) unintentional bending moment caused by rolled plate emerging from the roll causing shear force at the plane of exit.

Comparison of curvatures obtained from FEM and experiments.
When taking into consideration the possible causes of experimental discrepancy, simulation results based on finite element analyses deserve to be worthwhile to provide effect of DSR on the warping behavior in Al1050/Al6061 bimetallic slab rolling.
4. Conclusions
The effects of DSR on the reduction of warping curvature in Al1050/Al6061 bimetallic slab have been investigated and the following conclusions are obtained.
The curvature of the bimetallic slab when a differential roll speed is applied depends on not only the shape parameters of slab (initial thicknesses, thickness ratios), but also the rolling parameters (reductions, friction coefficients, and rolling temperatures).
Simulation results show that the curvature gradually decreases when the differential speed ratio increases, and the degree of flattening ratio in curvature (η) of bimetallic slab lies between 7 and 15% in rolling conditions applied in this study.
DSR experiments by using low-weight Al1050/Al6061 bimetallic slab produced by continuous clad casting showed similar trends with simulation results and experimentally obtained warping curvatures showing some discrepancy with FEM analyses due to suggested possible causes.
Simulation results based on parametric study provide a broad overview on the warping behavior in Al1050/Al6061 bimetallic slab rolling. The results generated by finite element analysis are more readily accessible and can reduce much of the trial and error time for the process design.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgment
This work was supported by the Technology Innovation Program (10037273, Melting and Deformation Controlled Hybrid Sheet Materials Technology) funded by the Ministry of Knowledge Economy (MKE, Korea).