
Abstract
Double channel torch, which allows concentric flow of two different shielding gases, was designed and manufactured in order to pursue double channel torch gas metal arc welding of unalloyed structural steel S235JR (EN 10025-2) with fourteen passes. Tensile and Charpy V-notch tests were realized and the results were compared with those of conventional gas metal arc welding. In order to evaluate mechanical testing results, microstructural analyses were conducted. It was found that the increase with double channel gas metal arc welding process in yield and tensile strengths as well as in toughness tests, especially in subzero temperatures, compared with conventional gas metal arc welding was due to longer columnar grains and finer tempered zone grain structure between passes and due to solidification and less dendritic structure formation in all-weld metal in double channel gas metal arc welding.
1. Introduction
Gas metal arc welding (GMAW), which is one of the processes that was developed to shorten manufacturing cycles and reduce costs, is used in industry widely. Some researchers investigated the effects of shielding gas mixtures on welding process in GMAW, whereas other researchers have studied alternative methods like supply of shielding gases alternately and supply in double channel torch. Kang et al. [1, 2] and Kim et al. [3] have studied supply of shielding gases alternately in aluminum and austenitic stainless steel welding. Schultz [4] and Sato et al. [5] have researched double shielded gas tungsten arc welding (GTAW). Schultz [4] has reported that circumferential flow of a secondary gas had an effect on restriction of the arc and, compared with traditional GTAW, thicker parts without preparation may be welded with double channel GTAW. Sato et al. [5] have carried out welding on 304 type stainless steel with double channel GTAW process and they have reported that when conventional torch was used, even small amount of oxygen in shielding gas caused deterioration, unlike double channel GTAW. Kutsuna et al. [6] have investigated spatter amounts that formed inside nozzles of double channel GMAW of carbon and stainless steel welding with solid and cored welding wires and have acquired nozzle spatter rate of 200 mg min−1 when differences in Reynolds numbers were between −200 and 400. Masumoto et al. [7] have researched metal transfer, spatter loss, porosity formation, and seam geometry in a wide range of welding current and voltage in double channel metal active gas (DMAG) welding of carbon steel with the supply of argon from inner and CO2 from outer channel. In the second part of the study, Kutsuna and Abraham [8] have conducted DMAG welding of carbon steel using same shielding gases and cored welding wires and they have observed that spatter accumulated on nozzle is very low with cored welding wire DMAG welding. In addition, they have noted reduction in porosity compared with solid welding wire. Dennis et al. [9] have studied controllability of exposure to hexavalent chromium and ozone in stainless steel welding by use of secondary shielding gas. Killing [10] has pursued experiments with the use of double channel torch system in GMAW of aluminum and reported it is possible to acquire deeper and wider penetration for the same welding speed with relatively less use of He in inner channel. Böhme and Heuser [11] have observed that in welding of carbon steel with the use of double channel torch and in the case of gas flow both in inner and outer channels, flow is less turbulent compared with single channel flow and also noted that flow was almost laminar, when inner and outer channel flows were volumetrically equal. Lu et al. [12, 13] and Li et al. [14–16] have studied double shielded GTAW of martensitic and austenitic steels using inert gas flow through inner channel and inert gas with oxidizing agent through outer channel. They have concluded that weld metal oxygen content, which is controllable via outer channel flow of oxidizing shielding gas, allows controlling of Marangoni convection and penetration shape. They have also reported double shielding gas flow solved tungsten electrode oxidation problem, which is widely experienced in conventional GTAW, substantially.
In this study, conventional mix gas and DMAG welding of low carbon steel for three different mix gas ratios and corresponding flows in inner and outer channels of double channel torch with the use of solid and metal cored welding wires were realized. After welding, mechanical tests and microstructural evaluations were carried out.
2. Materials and Methods
In experimental study, first, double channel GMAW torch was designed and manufactured. Schematic representation and experimental design of DMAG torch are shown in Figure 1.

DMAG torch. (a) Schematic representation and (b) experimental design.
In experiments, S235JR material [18], which is widely utilized in machine and shipbuilding industries, was used. Chemical analysis for this material that was obtained with Hilger Analytical Optical Emission Spectrometry device (U.K.) is given in Table 1. According to EN 1597-1 standard [19], 24 pieces of S235JR material with dimensions of 20 mm × 125 mm × 600 mm and 12 pieces of backing plate with dimensions of 8 mm × 32 mm × 600 mm were procured to form a 60° V-groove. Witt KM 60-3 gas mixer (Germany) capable of mixing three gases (Ar-CO2-N2) was also used.
Chemical analysis results for S235JR material and welding wires (wt.%).

Lincoln Electric Powerwave 405 M (U.S.A.) synergic, pulsed, and water cooled welding machine and LF45 wire feeder along with Gullco Moggy electric torch manipulator (Canada) were utilized. Experimental setup is shown in Figure 2 [17]. Welding wires were Askaynak SG2 (Turkey) (equivalent to AWS A 5.18:ER70S-6) solid welding wire [20] and Starweld MCW-7100 (Turkey) (equivalent to AWS A 5.18:E70C-6 H8) metal cored welding wire [21] with 1.2 mm diameters (Table 1). A coding system was used for coupons for convenience; for example, DMAG-7.5Ar-7.5CO2 coding shows that coupon was welded with DMAG welding using solid welding wire and Ar flow rate of 7.5 L min−1 through inner channel and CO2 flow rate of 7.5 L min−1 through outer channel. 50%Ar-50%CO2 shows that coupon was welded with conventional GMAW using solid welding wire and 50% Ar and 50% CO2 mixture. MCW suffix to a coding depicts metal cored welding wire; for example, DMAG-9Ar-6CO2-MCW coding shows that coupon was welded with DMAG welding using metal cored welding wire and Ar flow rate of 9 L min−1 through inner channel and CO2 flow rate of 6 L min−1 through outer channel. Flir A320 thermal camera (U.S.A.) with ±2°C sensitivity and measurement capacity up to 1300°C was used to measure and record temperature data during welding and Time TI213EL infrared laser temperature measurement device (China) with ±1°C sensitivity and −25°C∼+1200°C measurement range was used in order to keep interpass temperature fixed and around 150°C.

General view of experimental setup [17].
Coupons which were prepared according to EN 1597-1 [19] from S235JR material with V-groove were placed freely without restraints on working table according to defined reference points. Parameter settings were based on preliminary tests and EN ISO 14341 [20] standard and thus wire feed rate, welding speed, and contact tip to work distance (CTWD) were decided to be 11.4 m min−1, 36 cm min−1, and 22 mm, respectively. Total shielding gas flow rate of 15 L min−1 was constant for both conventional GMAW and DMAG methods and a total of 6 different shielding gas combinations (3 for mixed gases and 3 for DMAG) were used and each coupon was welded with 14 passes with sequences of passes given in Figure 3. Shielding gas combinations are shown in Table 2.
Shielding gases used in welding of V-groove coupons with solid and metal cored wires.


Sequences of passes (schematic).
Interpass temperature was defined as +150°C according to EN ISO 14341 [20]. When first fillet passes were being deposited for all coupons in V-groove, thermal camera temperature measurements were acquired. After all passes were deposited, samples were left for cooling. Having completed welding for all 12 coupons, cylindrical tensile test bars and Charpy V-notch impact test specimens were extracted from all-weld metal. Two tensile test bars were machined according to EN 876 [22] while specimen dimensions were consistent with EN 10002-1 [23]. Nine Charpy V-notch impact specimens for +20°C, −20°C, and −30°C temperatures and one microstructural analysis specimen were machined between tensile test specimens in midlength and midthickness in VWT 0/5 orientation according to EN 875 [24] and specimen dimensions were consistent with EN 10045-1 [25]. Specimen sizes and extraction positions in welded coupons are given in Figure 4.

Weld coupon and specimen dimensions (a) and extraction positions in welded coupon (b) (schematic).
V-notch impact specimens, which were to be tested at subzero temperatures, were kept in WiseCryo freezer (Germany) 30 mins before the testing according to EN 10045-1 [25] standard. Tensile tests were carried out on calibrated Mohr & Federhaff tensile testing machine (Germany) with 100 kN capacity and Charpy V-notch impact tests were realized on calibrated Mohr & Federhaff Charpy impact testing machine (Germany) with 300 J capacity. Before taking micrographs, samples from the coupons were ground and polished. Nital2 [26] was used for etching and Leica DFC 280 Image Analyser optical microscope (U.K.) was utilized for taking micrographs. Micrographs of weld metal were taken at 50× and 500× magnifications.
3. Results and Discussion
3.1. Current and Voltage
Conventional GMAW welding with solid welding wire showed higher currents and lower voltages compared with the use of metal cored welding wire. Generally, higher mean currents and lower mean voltages were achieved with DMAG compared with conventional GMAW, using both solid and metal cored welding wires for equal amount of shielding gas rates. Table 3 shows mean currents and voltages for 14 passes using both solid and metal cored wires [17].
Mean current and voltages for 14 passes using solid and metal cored wires [17].

Shielding gas envelope formed by Ar and CO2 mixture interacts with the arc directly in conventional GMAW. Molecular CO2 gas, which is exposed to arc energy in the first order, dissociates. As a result of this, CO and free O2 diffuse to the arc environment. CO and O2 recombine to form CO2, in relatively cool zones of shielding gas envelope. Such temperature rise in the environment as a consequence of an exothermic reaction will decrease the need for energy to melt the welding wire. Thus, current, which melts the welding wire, will drop. On the other hand, in DMAG, the shielding gas that interacts with the arc in the first order is monoatomic noble gas Ar, which is fed through the inner nozzle of the DMAG torch. Since ionization potential of Ar is relatively high (15.7 eV), temperature of the Ar shielding gas envelope is less than that with single channel mixed shielding gas. Further, because thermal conductivity of Ar is low, molecular CO2 that flows off as a secondary gas at the outer periphery of Ar envelope cannot have enough dissociation energy and hence lower amount of CO2 is dissociated compared with the traditional mixed gas method. Inherently, less recombination after this dissociation is expected. This phenomenon causes arc environment to have lower temperature than the one acquired with the conventional method. As a result, current increases in order to melt the welding wire.
3.2. Yield and Ultimate Tensile Strength
It can be seen in Figure 5 that DMAG process, with both solid and metal cored welding wires, benefited from more argon rate in total amount of shielding gas. As a result of this, yield strength stepped-up. However, the increase in yield strength was higher with the use of metal cored welding wire. In conventional GMAW, with the addition of more argon, yield strength first rises and then drops. This effect is greater with the use of solid welding wire. Metal cored welding wire was not sensitive to the change in mix gas rates. There is a similar trend in Figure 6 but there is a limit in DMAG process with the use of both solid and metal cored welding wires, when argon flow rate reaches half of the total flow, increase in argon flow does not cause a rise in ultimate tensile strength. In conventional GMAW, there is a step-up in ultimate tensile strength when argon content in mix gas reaches 50%, but when argon content is more, there is a slight decrease in strength. This is true for both welding wires. As mentioned before for the yield strength, the same observation can be conducted regarding the tensile strength (Figure 6); that is, DMAG prevails in conventional GMAW for all shielding gas rates. Yield and ultimate tensile strength values acquired with DMAG welding rose up to 9% and 6% for solid wires and up to 12% and 6% for metal cored welding wires, respectively, with the use of all shielding gas rates. As anticipated and parallel to the strength results, elongation results were generally lower in DMAG process, which presented higher strength values, compared with conventional GMAW with the use of both welding wires. It is obvious that DMAG welding predominates conventional GMAW for all shielding gas rates with the use of both solid and metal cored welding wires.
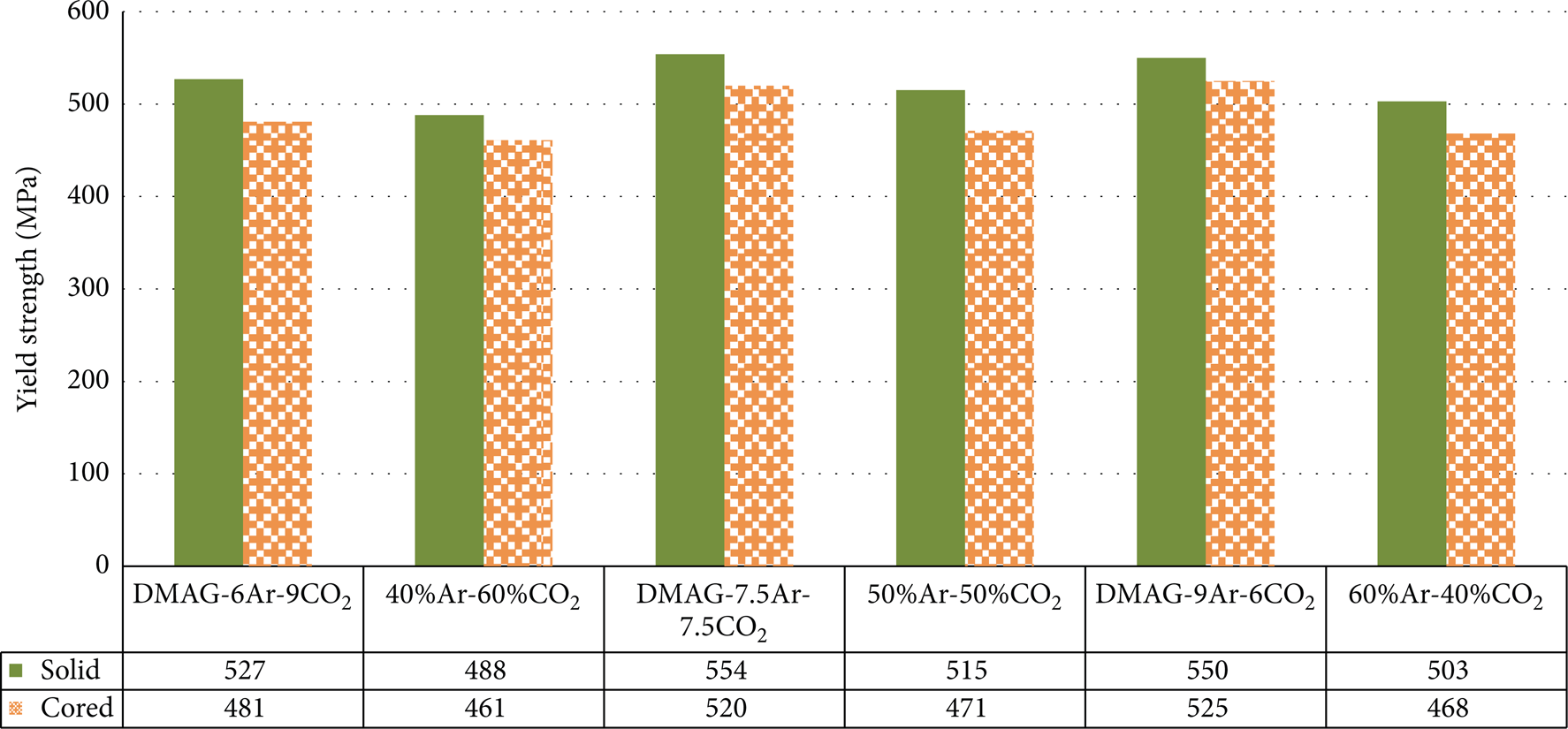
Yield strength values obtained with DMAG and conventional GMAW for all shielding gas rates using solid and metal cored wires.

Ultimate tensile strength values obtained with DMAG and conventional GMAW for all shielding gas rates using solid and metal cored wires.
3.3. Charpy Impact Energies
In Figure 7, mean results for Charpy V-notch impact energies obtained at +20°C are shown. In DMAG process, metal cored welding wire benefits from the rise in argon flow rate and impact energy steps-up almost linearly, whereas impact energy with solid welding wire reaches its maximum when argon flow rate is half of the total flow. In conventional GMAW with solid welding wire, the addition of more argon shows a rise in impact energy. Unlike solid welding wire, metal cored welding wire shows a maximum for 50% argon.
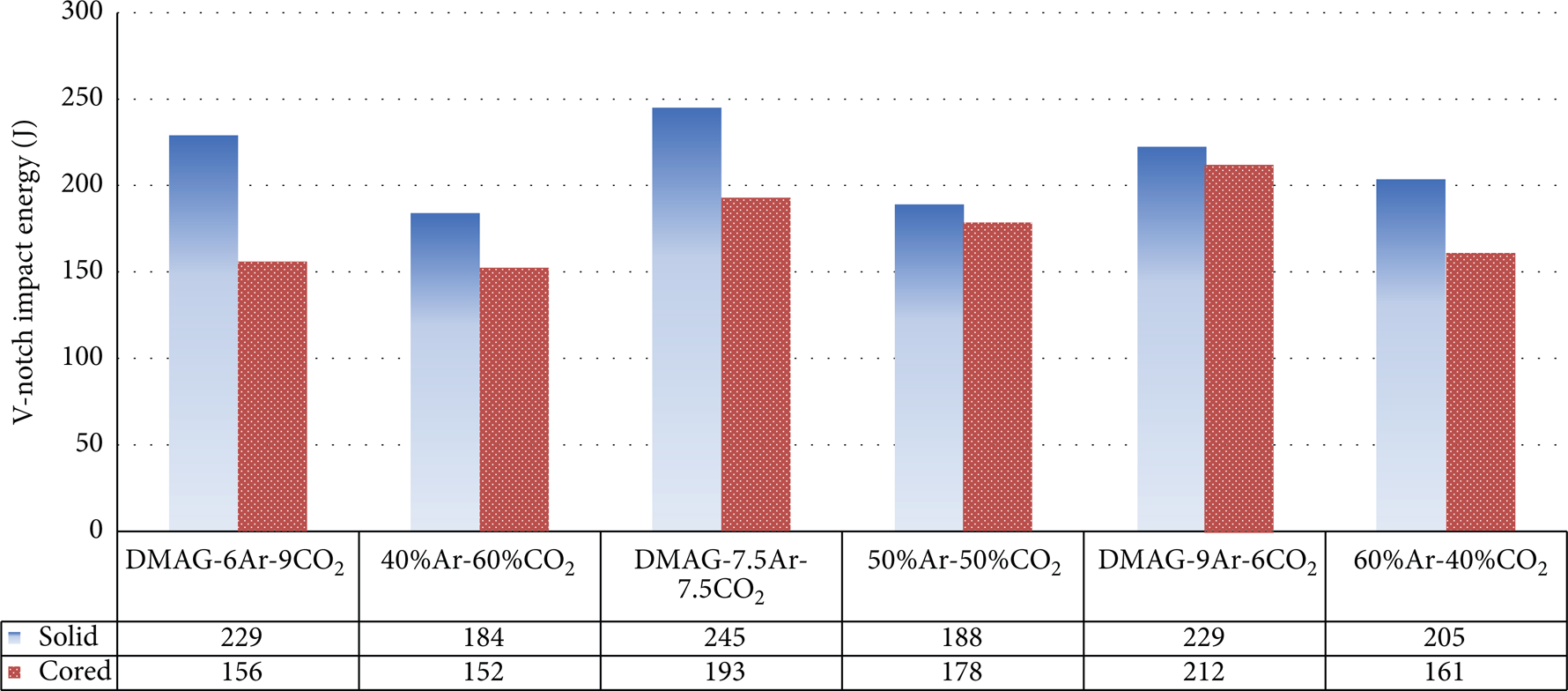
Charpy V-notch impact energies obtained at +20°C with DMAG and conventional GMAW for all shielding gas rates using solid and metal cored wires.
Figure 8 shows mean results for Charpy V-notch impact energies obtained at −20°C. In DMAG process with solid welding wire, when argon flow rate increases, impact energy steps up with a degressive rate, whereas metal cored welding wire continuously benefits from the rise in argon. In conventional GMAW, 50% argon content shows minimum and maximum impact energies, with solid and metal cored welding wires, respectively.
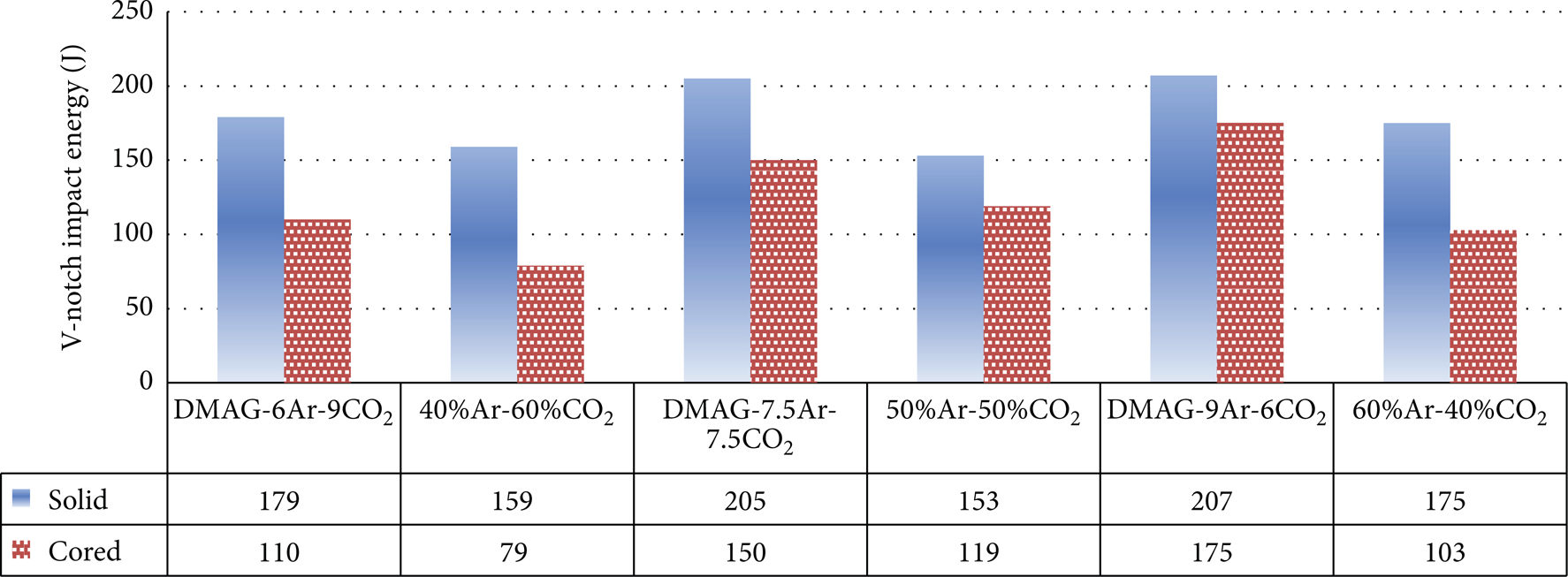
Charpy V-notch impact energies obtained at −20°C with DMAG and conventional GMAW for all shielding gas rates using solid and metal cored wires.
In Figure 9, mean results for Charpy V-notch impact energies obtained at −30°C are shown. In DMAG process with solid welding wire, impact energy is not sensitive to rise in argon content, whereas metal cored welding wire benefits significantly from the rise in argon. In conventional GMAW with solid welding wire, 50% Ar shows minimum impact energy and when metal cored welding wire is used, impact energy does not benefit from the increase in argon.

Charpy V-notch impact energies obtained at −30°C with DMAG and conventional GMAW for all shielding gas rates using solid and metal cored wires.
When argon flow rate rose in inner channel of double channel torch in DMAG process with metal cored welding wire, impact energy values stepped up almost linearly. When temperatures dropped to subzero, it was observed that DMAG with solid welding wire benefited from the rise in argon in inner channel. In conventional GMAW with solid welding wire, when argon rate in mixture was raised from 40% to 50% and then 60%, first, impact energy indicated a decrease then an increase. Unlike solid welding wire, when metal cored welding wire was used with conventional GMAW, first, impact energy values stepped up then decreased with the rise in argon. Compared with the conventional GMAW, impact energy values obtained with DMAG welding using metal cored wire rose up to 32%, 69%, 117%, and with the use of solid wire up to 31%, 34%, and 82%, for +20°C, −20°C, and −30°C, respectively. It is clearly seen from the graphs that DMAG welding is superior to conventional GMAW in terms of Charpy impact energy values at all temperatures for both welding wires.
3.4. Microstructure
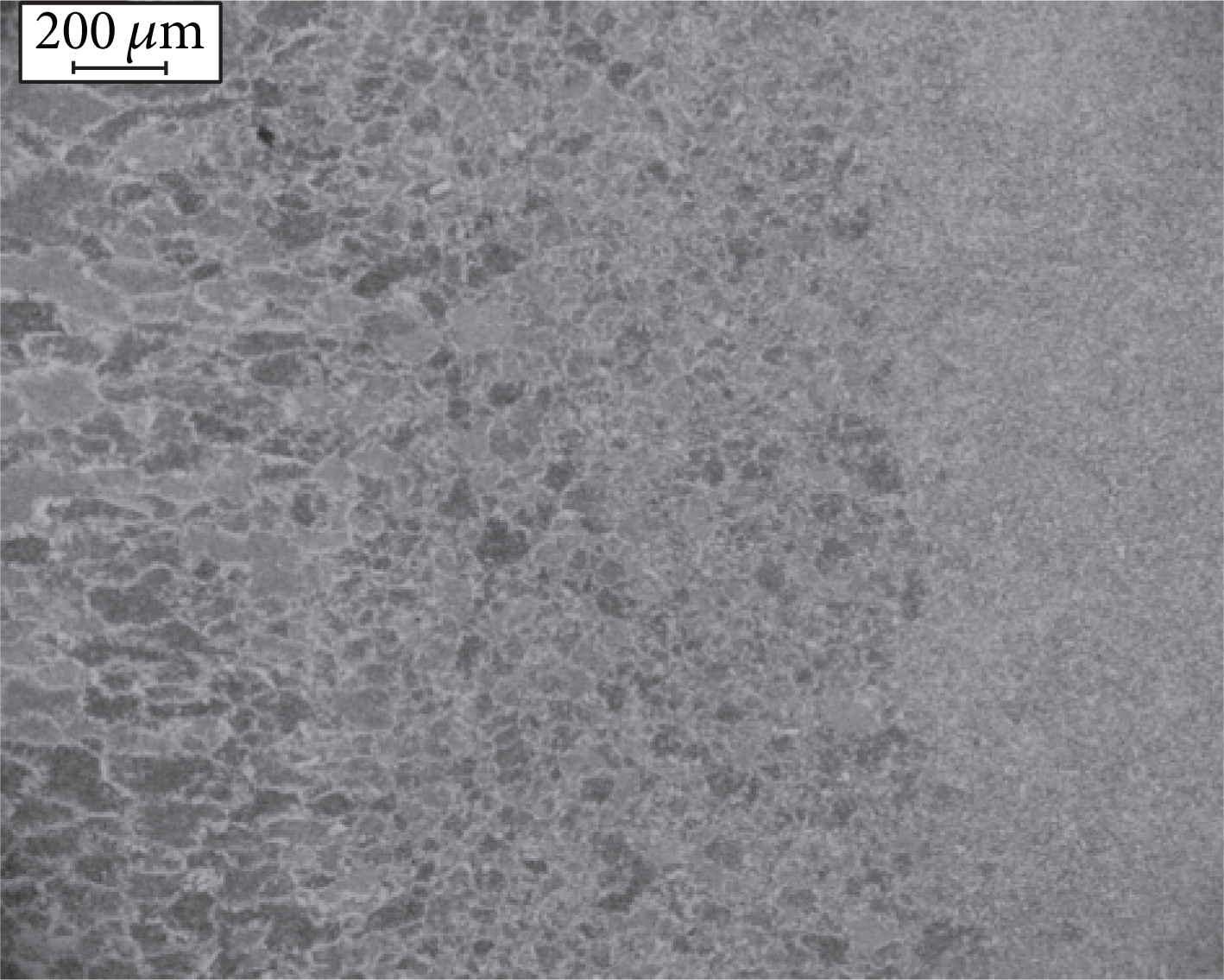
Shielding gas rate (50%Ar-50%CO2 and corresponding DMAG-7.5Ar-7.5CO2) showing the biggest difference in current between DMAG and conventional GMAW was chosen for microstructural analysis. Weld metal texture obtained with conventional GMAW and DMAG is given in Figures 10 and 11. In these 14-pass coupons, columnar grains and tempered fine grains are observed between passes as seen in Figures 10 and 11. When these two methods are compared microstructurally, columnar grains are longer and tempered zone grain structure is finer in DMAG than those of in conventional GMAW. This phenomenon results in higher mechanical strength values in DMAG compared with conventional GMAW. Since orientation of weld metal during solidification is more and cooling rate is higher in DMAG (25.6°C s−1) compared with conventional GMAW (22.6°C s−1), formation of columnar grains and fine tempered adjacent zones occur.
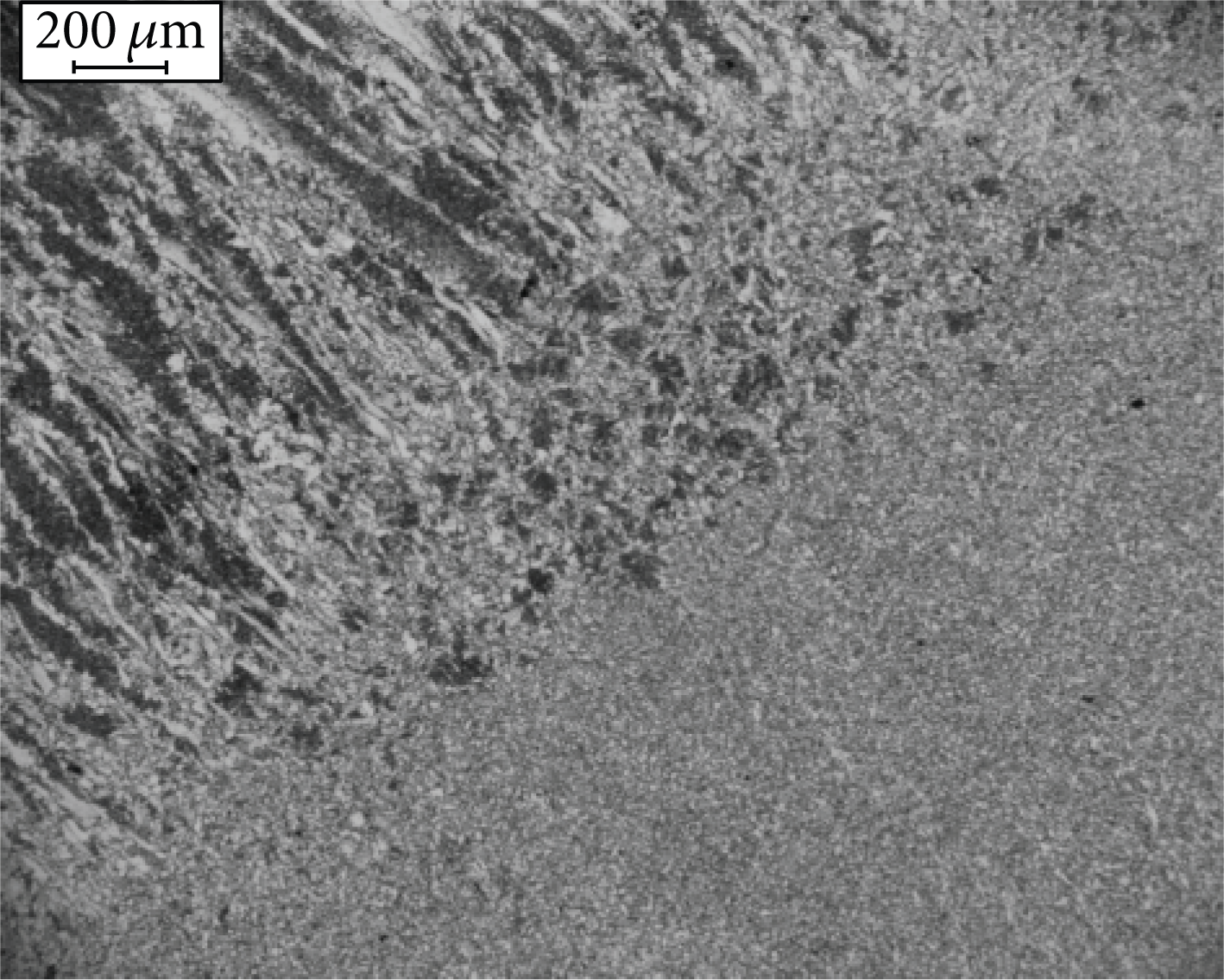
Weld metal micrograph (50x) of DMAG-7.5Ar-7.5CO2 coupon using solid wire.
Weld metal micrograph (50x) of 50%Ar-50%CO2 coupon using solid wire.
Cooling rates both in DMAG and in conventional GMAW using metal cored wire are lower compared with using solid wire. Therefore, tempered zones between passes emerged in 14-pass welding are wider with the use of metal cored wire (Figure 12). As a result, mechanical strength values obtained were lower compared with solid wire.

Weld metal micrograph (50x) of 50%Ar-50%CO2 coupon using metal cored wire.
As it is seen in Figure 13 from weld metal micrographs at 500× magnification, less dendritic formation during solidification using DMAG process was observed compared with conventional GMAW. This instance, in addition to longer columnar grain, finer and smaller tempered zone between passes helped increase in yield and ultimate tensile strengths as well as in impact energies observed in DMAG. Parallel to step-up in strength values, decrease in elongation was an expected consequence.

Weld metal micrographs at 500× magnification. (a) DMAG-7.5Ar-7.5CO2 coupon and (b) 50%Ar-50%CO2 coupon.
4. Conclusions
In this study, conventional mix gas and DMAG welding of low carbon steel for three different mix gas ratios and corresponding flows in inner and outer channels of double channel torch with the use of solid and metal cored welding wires were realized and mechanical tests and microstructural evaluations were carried out and main outcomes can be summarized as follows:
Generally, higher mean currents and lower mean voltages were achieved with DMAG welding compared with conventional GMAW, using both solid and metal cored welding wires for equal amount of shielding gas rates.
Conventional GMAW welding with solid welding wire showed higher current and lower voltages than those with the use of metal cored welding wire.
Compared with conventional GMAW, yield and ultimate tensile strength values acquired with DMAG welding rose up to 9% and 6% for solid wires and up to 12% and 6% for metal cored welding wires, respectively, with the use of all shielding gas rates. Parallel to the strength results, elongation results were generally lower in DMAG welding.
Compared with the conventional GMAW, impact energy values obtained with DMAG process using metal cored wire rose up to 32%, 69%, and 117% and with the use of solid wire up to 31%, 34%, and 82%, for +20°C, −20°C, and −30°C, respectively.
In multipass welding (14 passes) columnar grains and tempered fine grains were observed between passes. Columnar grains were longer and tempered zone grain structure was finer in DMAG than those of in conventional GMAW. This phenomenon resulted in higher mechanical strength values in DMAG compared with conventional GMAW. Since orientation of weld metal during solidification was more and cooling rate was higher in DMAG compared with conventional GMAW, formation of columnar grains and fine tempered adjacent zones occurred. Cooling rates both in DMAG and in conventional GMAW using metal cored wire were lower compared with using solid wire. Therefore, tempered zones between passes emerged in 14-pass welding were wider with the use of metal cored wire. As a result, mechanical strength values obtained were lower compared with solid wire.
Micrographs taken at 500× magnification reveal that weld metals deposited led to less dendritic formation during solidification using DMAG process compared with conventional GMAW. This instance, in addition to longer columnar grain, finer and smaller tempered zone between passes helped increase in yield and ultimate tensile strength and especially in impact energy values observed in DMAG.
It is clearly seen that DMAG welding is superior to conventional GMAW not only in terms of yield and ultimate tensile strength but also in terms of Charpy impact energy values at all temperatures for both welding wires. Rise in yield strength especially along with Charpy impact energy values especially in subzero temperatures will broaden steel materials’ scope in manufacturing sector. In addition to these technological advantages, since DMAG process is based on pure shielding gas cylinders and they are cheaper compared with mixed gas cylinders, the cost of this process is cheaper than conventional method.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of the paper.
Footnotes
Acknowledgments
This study has been supported by Yildiz Technical University Scientific Research Projects Coordinatorship (Project no. 29-06-01-04), Kaynak Teknigi Co. (Askaynak), and Sekon Kaynak Elemanlari Co.