
Abstract
In die-casting molds, heat-checking is the typical failure mechanism. Optimizing the parameters that decrease this failure venture should be considered when designing and heat treating steels. The quality of die steels and their treatment continue to improve. This research investigated properties of the traditional materials 1.2343 and 1.2344 and the new steels (Dievar and TOOLOX 44) when applied to the die-casting mold specimens, after different experimental cycles. Also microstructures of the mentioned materials were analyzed by scanning electron microscopy (SEM) test. Chrome-molybdenum-silicon-vanadium steels have good hardening ability in oil and in air. Therefore, the hot-work steels have considerable toughness and plastic attributes through both regular and higher temperatures. So, it is a good traditional die-casting material. However, another special die steel, such as Dievar, is a particularly developed steel grade; its exclusivity profile is exceptional due to its chemical composition and the use of the latest production techniques. Dievar has good heat-checking and gross-cracking resistance as a result of both high toughness and good hot strength. An additional material, a new prehardened tool steel known as TOOLOX 44, exhibits control of the failure described above by optimizing the parameters of impact toughness that could reduce the heat-checking failures. A variety of heat treatment parameters exist for various reasons because the heat treatment operation is performed by a variety of companies. This issue of the diversity in heat treatments is resolved by TOOLOX 44; this steel is quenched and tempered in delivered state.
1. Introduction
High-pressure die-casting is a technique in which liquid metal is pressed into multipiece reusable molds over short cycle times.
Unlike other casting methods, the action of the filing will not affect the weight; hence, the casting processes occur due to high-speed fluid flows, and, at the end of this process, this kinetic energy is converted into heat and pressure energy.
Accordingly, high-precision and thin-walled castings of high quality and with sharp corners and edges are produced under special conditions using this die-casting method [1].
The majority of the nonferrous alloys processed by die-casting consist of aluminum, magnesium, and zinc [2].
During injection of aluminum into a mold, the die-casting is under high thermal and mechanical stresses [1].
Principally, the lifetime of a casting mold depends on the choice of the mold material characteristics, as well as its chemical composition, method of manufacture, and thermal operations.
Thermal stresses are created by temperature changes, which may cause damage over time in the structure of the mold material [3]. This type of damage, which appears as tiny cracks in the outer surface, is due to temperature changes. Deep cracks gradually grow and create cracks as gaps. The damage due to cracks plays a critical role in the lifetime of the die-casting mold. Therefore, the material that is selected for use in the mold should have high temperature stability without impulsive failure [4]. Mold materials of aluminum die-casting require resistance to heat-checking and high resistance to soldering and to erosion (washout) in a molten aluminum flow of high velocity [1].
In fact, 1.2343 (X38CrMoV5-1) H11 and 1.2344 (X40CrMoV5-1) H13 steels are the typical materials used for aluminum die-casting dies [5].
In addition to steel, another class of materials that can be used for die-casting molds are super alloys, which are complex materials that can retain some of their mechanical and physical properties at room temperature and at high temperatures. The major issue with super alloys is thermal fatigue in aluminum die-casting dies, which is a primary reason for failure [6].
One of the super alloys is Dievar hot-work tool steel (chromium-molybdenum-vanadium alloyed) with the following specifications:
elevated level of resistance to thermal shock and thermal fatigue in all cycles;
elevated-temperature strength in all cycles;
good toughness and ductility in all directions in all cycles;
good through-hardening properties in all cycles;
dimensional stability during hardening cycles.
This steel achieves high pureness and good structure. Dievar exhibits improvements in impact toughness when compared to the H13 (1.2344) type [7].
Finally, a new preheated material is called TOOLOX 44. In die-casting dies, the most common failure mechanism is heat-checking. Optimization of the die parameters may cause a decrease in the failure venture, which should be considered in the design and heat treatment of steels. For TOOLOX 44, the control of the properties is defined before it is formed into new prehardened tool steel. The main properties of TOOLOX 44 are the omission of heat treatment with high machine ability that is offered to tool makers and the reduction of the manufacturing time. Optimization of the impact toughness may cause a reduction in the heat-checking failures. There are a variety of values of the heat treatment parameters because the heat treatment operation is performed by different companies; this issue is resolved by TOOLOX 44, which is quenched and tempered before being delivered. TOOLOX 44 has 45HRC (common hardness in die-casting dies) [8].
Interestingly, in this study, factors were determined to describe the difference in the thermal fatigue cracking pattern between the properties of the steels and cracks developed in the traditional materials [1.2343 (X38CrMoV5-1) H11 and 1.2344 (X40CrMoV5-1) H13] and the new steels (Dievar and TOOLOX 44).
2. Die Failure Mechanism
The major failure modes identified for aluminum die-casting molds are physical erosion (washout), chemical attack (corrosion), gross-cracking (cleavage cracking), and thermal fatigue cracking (heat-checking). Erosion occurs when there is a fast flow of molten metal relative to the surface of the die. Usually, gross-cracking is harmful and may cause complete cracking of the die. Cracking and fracture of a die occur when the stress on the die material is above the fracture strength (see Figure 14). This type of failure is dependent on the nature of the resistance of the die material to brittle fracture, which is termed “fracture toughness” [4, 5].
2.1. Thermal Fatigue Failure in Die-Casting Dies
The properties of thermal fatigue determine the lifetime of dies operated at high temperatures. Thermal fatigue is the fatigue failure caused by the changing thermal stresses. The thermal stresses from the expansion or constriction of a part due to a temperature change are restrained. From the internal or external constraint, the output forces of external constraints are periodically heated and cooled, and the internal constraints from temperature gradients, due to the flow of heat in response to the external changes, are not rapid enough [5, 9].
The damage from thermal cycling can be described by the following steps:
crack initiation on the surface of dies;
crack connection on the surface of dies;
growth of small cracks in the depth direction from the crack net;
growth of the largest crack to cause complete failure [5].
Thermal stresses in particular will have a special significance for the extreme temperature changes in each injection cycle. Extreme changes in temperature can be repeated in each injection cycle and are represented by high thermal stresses, which have a significant impact on the mold lifetime [1].
2.2. Thermal Shock and Thermal Fatigue Resistance Evaluation Factors: Material Evaluation Criteria
A typical measurement of the thermal shock resistance is the most abrupt increase in the temperature of the surface that a material can withstand without cracking. The thermal fatigue resistance and thermal shock resistance involve the material properties. These properties include the thermal conductivity, the thermal expansion coefficient, the thermal diffusivity, the fracture toughness, the elastic modulus, and the tensile (fracture) strength, with the additional parameters of heat transfer coefficient, the sample size, and the duration of thermal shock [9].
In this regard, the effect of the addition of elements into the chemistry of an alloy should be considered based on their contribution to the following:
thermal properties of the material: coefficient of thermal expansion, specific heat, and thermal conductivity;
material strengthening through carbide configuration, solid solution strengthening with the consequent increase in the capacity for withstanding repeated strains, and modification of the creep efficiency;
2.3. Soldering and Washout Damage
The impinging jet of molten metal flow upon the removal of die material is known as washout.
The washout of aluminum die-casting dies is caused by corrosive wear, erosive wear, and soldering. The damage of the die surface and the failure of the die are due to excessive washout. Resolution of the die material in the molten aluminum and the establishment of intermetallic substrate are known as corrosive wear [9]. The principles of corrosion are as follows:
elements of used alloying are soluble in liquid aluminum;
the die surface oxidation from high die temperatures;
an intermetallic material which may form at the die surface.
The major mechanisms of erosion are as follows:
formation of pits on the eroded sample surfaces due to liquid-impingement erosion;
cavitation, that is, local pressure fluctuations caused by the formation and collapse of bubbles (cavities) in a fluid;
solid erosion during filling due to the impact of solidified particles (initial Si particles, oxide particles, and impurities or intermetallic particles).
Adhesion of the cast metal to the die surface or core is known as soldering. During filling, chemical and mechanical reactions occur, along with the solidification phase, due to the dependence on the aluminum alloy and die layer. The chemical reactions are due to the formation of intermetallic layers at the die substrate. Soldering is the resultant buildup of the aluminum alloy that occurs at the interface. During ejection casting, soldering will cause adhesive problems, and it can also increase to sticking wear, depending on the separation of the casting from the die [6, 9].
3. Traditional Die Materials
Regarding the mold lifetime, the creation and growth of cracks caused by temperature changes are important; in particular, the role of thermal cracks is conclusive [1, 10]. Therefore, mold materials of aluminum die-casting must be resistant to heat-checking and must have high resistance to soldering and to erosion (washout) in a molten aluminum flow at high velocities. To resist thermal fatigue cracking (heat-checking), mold materials for die-casting should have a low thermal expansion coefficient, high hot yield strength, high thermal conductivity, high creep strength, good temper softening resistance, and sufficient ductility (see Figure 1). To resist the occurrence of washout and soldering, die-casting mold materials should have high hot hardness, good temper resistance, low solubility in molten aluminum, and good oxidation resistance. Finding one material that addresses all of the items listed above is difficult [5, 6].

1.2343 and 1.2344. (a) Heat conductivity. (b) Thermal expansion coefficient [11].
3.1. Chromium-Molybdenum-Vanadium Alloys
The high-pressure die-casting process involves a large number of thermal mechanical cycles, which eventually results in a network of cracks on the die surface [1].
Traditional steels for a die material are the hot-work tool steel grades 1.2343 (X38CrMoV5-1) and 1.2344 (X40CrMoV5-1) [13]. An improvement to steel chrome-molybdenum is used for die-casting molds [1].
From the American standard for die-casting mold, 1.2343 is equivalent to H11 and 1.2344 is equivalent to H13. Typical hot-work tool steels have the chemical compositions described in Table 1.
Usual chemical compositions in 1.2343 and 1.2344 (W.Nr. standard) and in TOOLOX 44 and Dievar. All elements are given in wt%.

Chrome-molybdenum-silicon-vanadium steels with good hardening ability are appropriate for hardening in oil and in air. Such steels exhibit enhanced stiffness through heat and resistance to tempering, considerable toughness, and plastic attributes at room temperature and at higher temperatures. In addition, the steel has a good resistance to thermal fatigue and low sensitivity to rapid changes in temperature. These steels are appropriate for the heat treatment and exhibit rigidity of greater than 1800 N/mm2, which is appropriate for tools cooled with water. These steels are well workable during heating and in the soft-annealed state [4, 15].
The main requirements for the hot-work steels properties for die-casting dies are as follows:
heat-checking resistance;
toughness at high temperature;
wear resistance at high temperature [12].
Molybdenum steels have better thermal conductivity than chrome-molybdenum-silicon-vanadium steels. However, due to the changes with temperature, this parameter decreases under operating conditions. For example, the thermal conductivity of ferrite steels is higher than that of austenitic steels, but these values become similar at high temperature (1073 K) [5].
SEM microstructures of thermal fatigue cracks (see Figure 3). Test temperature: 700°C; number of thermal cycles: 500.
4. Advanced Die Steels Failure in Experimental Tests
Often, the hot-work tool steels, such as 1.2343 (AISI H 11) and 1.2344 (AISI H 13), cannot address all of the requirements of die-casting dies. In particular, the demands of the structural components of dies are high toughness, high-temperature strength, and thermal fatigue resistance [16, 17] (see Figure 2).
Comparison of the thermal fatigue resistance of different hot-work tool steels [12].

SEM microstructures of thermal fatigue cracks [1.2344 (H13)] [12].
This examination according to experimental tests indicates that two of the materials (Dievar and TOOLOX 44) behaved somewhat better than 1.2343 (H11) and 1.2344 (H13) (see Table 2).
Heat conductivity [11].

4.1. Dievar
Dievar is a specially developed steel grade. The exclusivity profile is exceptional due to the chemical composition and the latest developments in production techniques. Dievar has good heat-checking and gross-cracking resistance as a result of the combination of high toughness and good hot strength. This steel may be appropriate for use in die-casting molds.
Dievar offers improvements in die lifetime, thereby reducing the tooling costs. This steel is a high-performance chromium-molybdenum-vanadium alloyed hot-work tool steel with the benefits of good resistance to heat-checking, gross-cracking, hot wear, and plastic deformation. Dievar has the following specifications:
high toughness and ductility in all directions;
good temper resistance;
good high-temperature strength;
great hardenability;
good dimensional stability throughout the heating process.
Dievar uses premium hot-work tool treatment and coating operations. Dievar is manufactured with the latest production and refining techniques. Dievar has good resistance to heat-checking, gross-cracking, hot wear, and plastic deformation. These properties could make Dievar a good choice for use in die-casting [7, 18].
During the thermal fatigue evaluation of die steel specimens, two types of cracks are observed (Figure 7):
corner cracks which cut deep through the specimen corner and are visible on both sides of the corner;
surface cracks which are shallow cracks and appear on one side only [5].
The special die steel of Dievar was observed to have developed a different cracking pattern that has very limited corner cracks and primarily exhibits a fine crack pattern that is very shallow in depth and is observed only on one side of the corners, with significant improvement in thermal fatigue resistance [5].
H13 exhibits mostly corner cracks, and Dievar exhibits mostly surface cracks, as shown in Figure 4 [5].

Thermal fatigue cracks in new die steel (15,000 cycles) [5].
Steel molds should be able to contain low primary carbides. The presence of primary carbides reduces the deformation in the steels; therefore, cracks are created, and growth occurs [1, 19]. The results of the tests for new types of die steels indicated that carbides are not typically found in as-quenched Dievar. Steels with lower carbide content resist thermal fatigue cracking better [5].
Figures 5 and 6 shows that the Dievar steel, with a low carbide number, is a high-quality material that is appropriate for use in die-casting dies.
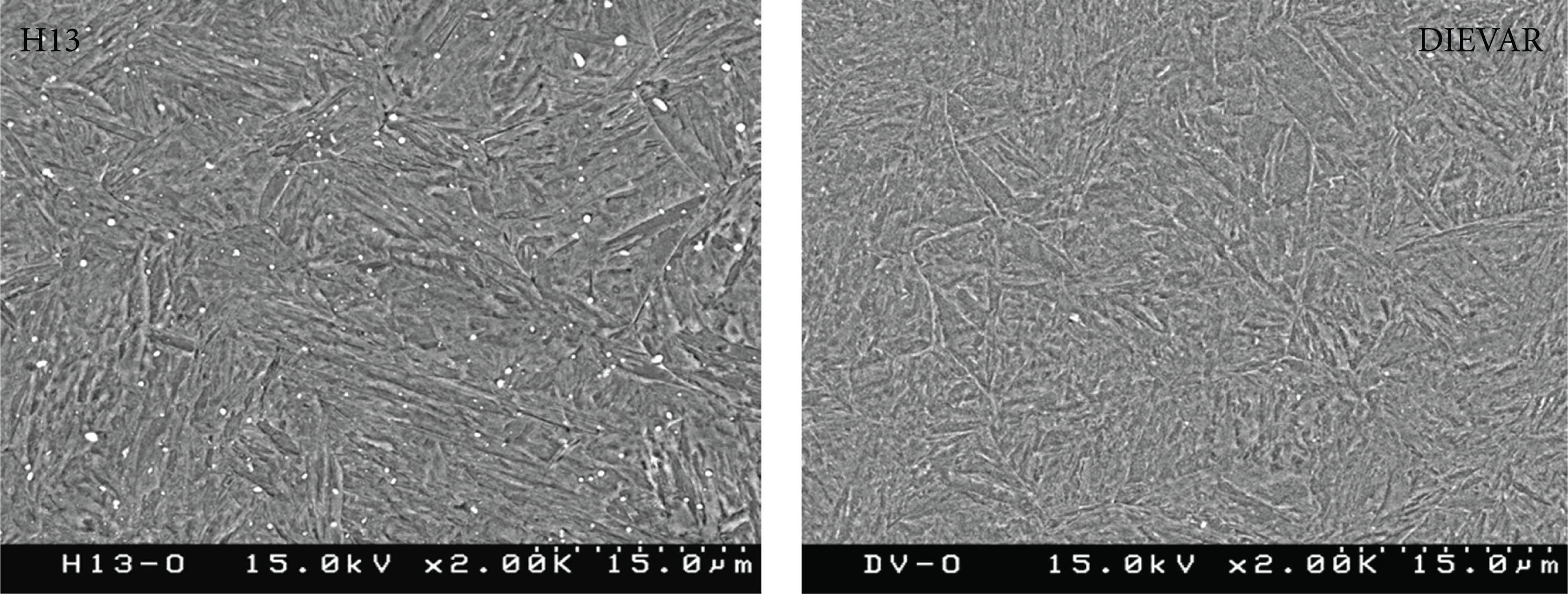
SEM micrograph austenitized at 1875°F for 30 min and oil-quenched [5].
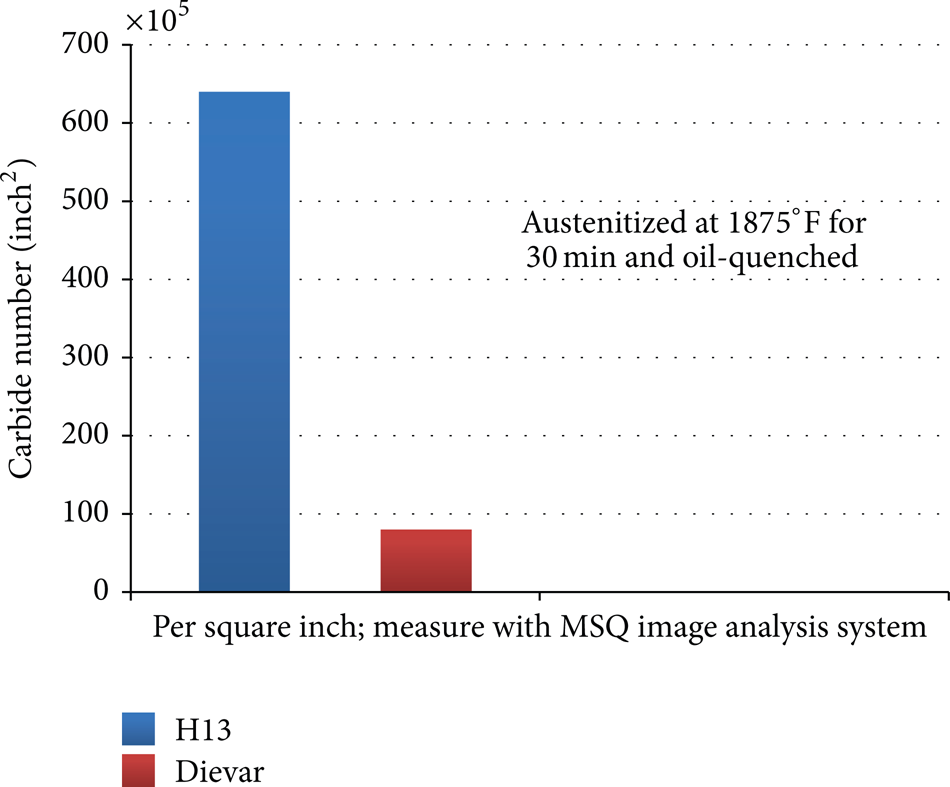
Number of carbides* in oil-quenched die-casting die steels [5].

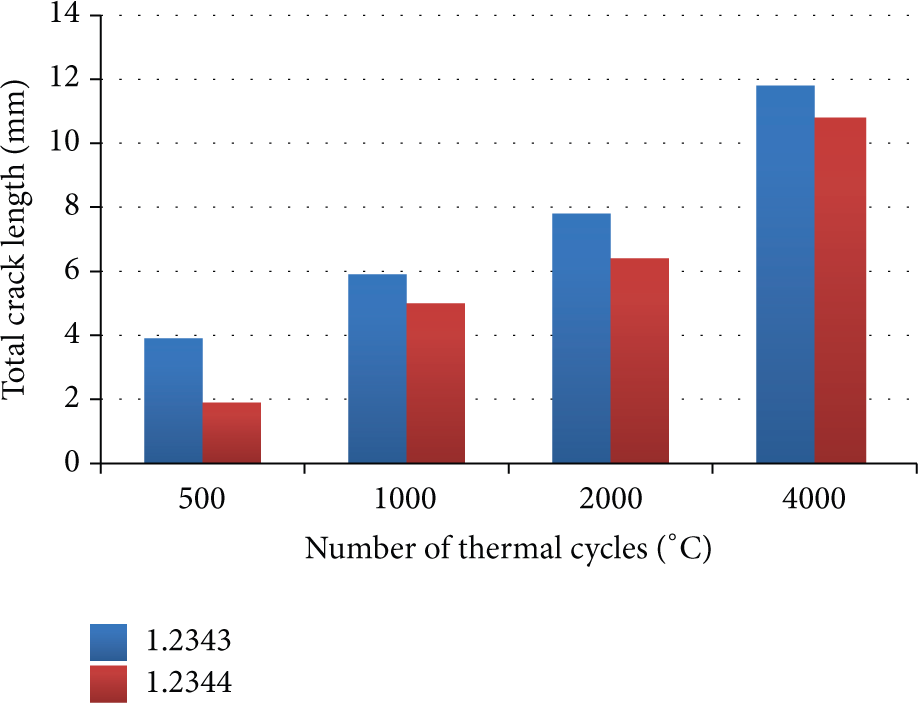
Average maximum crack length [5].
4.2. TOOLOX 44
In die-casting dies, the main common failure mechanism is heat-checking. Optimization of the parameters that decrease this failure mechanism should be considered in the design and heat treatment of steels. TOOLOX 44, with control of the properties defined above in this paper, is new prehardened tool steel. The heat treatment exclusion and high machinability offered to tool makers, along with reduced manufacturing time, are the main properties of this grade [8, 20, 21].
There is diversity in the heat treatment parameters for various reasons because the heat treatment operation is performed by a variety of companies. This issue is resolved by TOOLOX 44, which is quenched and tempered before being delivered. TOOLOX 44 has a hardness of 45 HRC (common hardness in die-casting dies). The impact toughness in typical hot-work tool steels is low. Compared to W.Nr. 1.2344 (45HRC), TOOLOX 44 has enhanced impact toughness at normal temperatures and at high temperatures, as Figure 8 shows [8].

Impact toughness in TOOLOX 44 and in ordinary grades (H13 and QRO90) [8].
TOOLOX 44 has improved thermal conductivity compared to W.Nr. 1.2344 (45HRC), as shown in Figure 9. Table 1 presents a comparison of TOOLOX 44 to other die-casting tool steels. These attributes indicate that TOOLOX 44 is appropriate for use in die-casting dies [8].
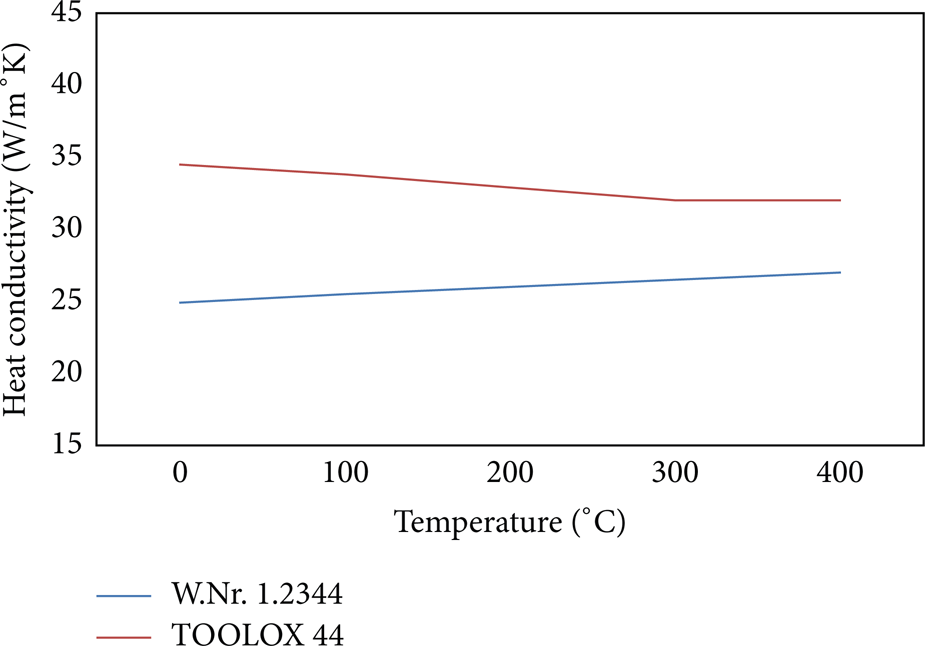
Comparison of the thermal conductivities [8].
The die manufacturing time decreased when using prehardened steel without heat treatment during mold manufacturing. In addition, when TOOLOX 44 is produced via the rolling method, the maximum thickness of the plates is 130 mm [22, 23].
For large dimensions of casting parts, greater thicknesses are required. TOOLOX 44 in this size is produced with the forging method. The maximum thickness of the forged bars of TOOLOX 44 is 320 mm [23, 24].
The clutch housing mold specimen was manufactured by TOOLOX 44 with the elimination of the heat treatment, as shown in Figure 10, and the manufactured H11 (1.2343) clutch housing mold specimen with heat treatment is shown in Figure 11.

Die-casting mold specimen was produced with TOOLOX 44 (dimensions: 670 mm × 570 mm × 315 mm).

Die-casting mold specimen was produced with 1.2343 (dimensions: 670 mm × 570 mm × 315 mm).
TOOLOX 44 exhibits a different cracking pattern compared with H11 (1.2343) after experimental tests done. There are many shallow cracks in H11 (see Figure 12), while TOOLOX 44 has fewer cracks with high depth (see Figures 13 and 14). This different cracking pattern is due to soldering and washout damage and the effect of thermal cycling on the TOOLOX 44 microstructure were analyzed with SEM as it is shown in Figures 15 and 16.
Crack propagation on the surface of dies was produced with 1.2343 (after 40,000 cycles’ test).

Crack initiation on the surface of dies was produced with TOOLOX 44 (after 2,500 cycles’ test).

Fracture on the fix side of the die was produced with TOOLOX 44 (After 20,000 cycles’ test).

Microstructures fracture region (SEM image) of mold was produced by TOOLOX 44 (after 20,000 cycles’ test).

SEM image of carbon (red color) and iron (green color) in fracture region mold was produced by TOOLOX 44 (after 20,000 cycles' test).
The clutch housing aluminum die-casting mold was produced with TOOLOX 44 without heat treatment prepared for experimental test as it is shown in Figure 10.
The clutch housing aluminum die-casting mold was produced with 1.2343 after heat treatment prepared for experimental test as it is shown in Figure 11.
5. Results and Discussion
The experimental results represent the physical and mechanical effective properties related to the chemical composition of traditional and advanced die-cast materials, as it is summarized in the following.
After examination and analysis during thermal fatigue evaluation, the steels behave differently, depending on the material properties. The steel 1.2344 (H13) was demonstrated to exhibit good tempering resistance and high resistance to dynamic loads along with good hardness at increased temperatures, which is common for hot-work tool steels in die-casting dies. Another high-quality traditional material is 1.2343 (H11), which exhibited temperature fatigue resistance and high abrasive wear resistance [19].
Regardless of the principal failure mechanism, for example, heat-checking, gross-cracking, hot wear, or plastic deformation, Dievar was found to be a material to consider for achieving significant modification in the die lifetime. Dievar may be a good choice of material for the high requirements in die-casting dies [7].
The special die steel Dievar was observed to have developed a different cracking pattern, with very limited corner cracks and primarily a fine crack pattern. The cracks are very shallow in depth at only one side of the corners, with significant improvement in the thermal fatigue resistance [5]. H13 was found to exhibit mostly corner cracks, while Dievar exhibited mostly surface cracks [5]. It is confirmed that Dievar may be appropriate for average-quality products of high quantity and that H13 is appropriate for medium-quality and quantity shots.
In addition, a new prehardened tool steel, TOOLOX 44, which was developed to control most of the properties in the die failure mechanism, was studied. TOOLOX 44 has a variety of benefits, such as having no requirement for heat treatment, high machinability that is beneficial to tool makers, and reduced manufacturing time [8].
Experimental tests indicate that TOOLOX 44 has a different cracking pattern compared with that of H11 (1.2343). There are many shallow cracks in H11, while TOOLOX 44 has fewer cracks with high depth. SEM images display the fact that the cracking pattern is due to soldering and washout damage and the effect of thermal cycling on the TOOLOX 44 microstructure. It was confirmed that TOOLOX 44 is appropriate for the production of a medium quantity of high-quality products and that H11 is appropriate for a high quantity of medium-quality shots.
Accordingly, it is important that steels are selected according to their properties, design type, and requirements during production.
Conflict of Interests
All authors of this paper declare that there is no conflict of interests.