
Abstract
High speed cutting process is a very complicated process; cutting parameters have a significant effect on cutting process and play a key role in the process of product manufacturing. The overall scheme of high speed cutting parameter optimization and its fault diagnosis have been introduced. The mathematical model of the selected cutting parameters was established and the optimized parameters were obtained by combining the experimental design with the technology of data processing. The statistical description of high speed cutting process control was introduced and the fault diagnosis model of cutting parameter optimization by using the neural network was proposed. Finally, the mathematical model in the present study is validated with a numerical example. The results show that the present method solved the problem of poor universality of high speed cutting data effectively and avoided the inaccuracy of physical and chemical mechanism research. Meanwhile, the present study prevents the passive checks of the cutting and gets better diagnosis of the complicated cutting fault type.
1. Introduction
The low cost and high efficiency are the goal of the metal cutting technology for a long time.
There are three main methods to improve the cutting efficiency and reduce the cost, just as increasing the cutting speed, the feed rate, and the cutting depth. Among these methods, the development of large cutting margin for improving the cutting depth is limited, since the large allowance leads to lower material utilization and economic benefit. With the continuous development of the precision casting, precision forging, and so forth, the situation of large cutting will be further reduced. Therefore, more attention should be focused on high speed cutting and high feed because of the efficient processing in high speed cutting.
High speed cutting as the main method of actual cutting has been receiving increasing attention [1–3]. It has been shown in considerable literatures in this area; these studies include two aspects: first is the relationship between the individual cutting elements of particular material and the specific processing conditions; second is the relatively independent process of production, testing, and decision-making control.
Due to the complex physical mechanism of the high speed machining [4, 5] in the above two aspects, the undesirable results such as poor accuracy, poor versatility, and long cycle of the throughout optimization are shown in the conclusions of these literatures. In recent years, the quality control theory has been introduced in the research field of high speed cutting [6–10], such that manufacturing quality zero waste control technology and on-line quality control testing technology are developed by using this technology.
High speed cutting is a complex physical and chemical process, and the existing research on its physical and chemical mechanism has approached the bottleneck. Most previous studies are wasted in repeated checking of the errors, and the work efficiency is low. For the above problems of the high speed machining, this paper attempts to study the optimized cutting parameters of cutting force and temperature in the high speed cutting through the mathematical model and experiment technique. Meanwhile, the statistical description of high speed cutting process control is introduced and the fault diagnosis model of cutting parameter optimization by using the neural network is established.
In the present study, the overall scheme of high speed cutting parameter optimization and its fault diagnosis have been introduced. The mathematical model of the selected cutting parameters was established and the optimized parameters were obtained by combining the experimental design with the technology of data processing. The statistical description of high speed cutting process control was introduced and the fault diagnosis model of cutting parameter optimization by using the neural network was proposed. Meanwhile, the mathematical model in the present study is validated with a numerical example.
2. The Overall Scheme of High Speed Cutting Parameters Optimization and Design of Fault Diagnosis
The optimized process of high speed cutting is very complicated and comprehensive; in order to control and optimize the entire process, the appropriate parameters are selected to build a reasonable mathematical model and the quantitative analysis is conducted by using the model [10, 11].
The system includes three functional modules, and its overall scheme is shown in Figure 1.

Whole scheme design.
2.1. Initial Optimization Module
The data input function in this module is special; the data is from the uniform experimental design; according to the former selection of high speed cutting parameters, the method of uniform experimental design is used to design the experimental data and choose the suitable uniform table. Furthermore, the arithmetic function is to use the classical nonlinear model to build uniform data model table and find the initial optimum assembly.
2.2. The Control Function of Statistical Process
Two objects are contained in the data input function: the first is the optimal combination of initial data in the initial optimization module and the second is the cutting data to be controlled in cutting process.
The data processing function is to use the initial optimal combination as the center line and utilize various control charts to control the process data. The function includes two stages, process control analysis and the state controlling of process controlled. The former uses the parsed control chart; this control chart mainly accomplishes the prepared functions as decision policy, process analysis, process capability studies, and process control. The latter uses the control chart in controlling process; the major purpose is to control the quality of the process; if the ideas are beyond the control limits, the immediate strategy can be ready to take action. Then the data output function exports the data processing results of the above two stages to the adjustment module of statistical process.
2.3. The Control Adjustment Function of Statistical Process
When the control process is shown to be abnormal in the arithmetic function of the second module, the abnormal results data will be sent to the arithmetic module. Data processing function uses the neural network fault diagnosis methods to train the abnormal process data from the control module of statistical process.
3. The Research of Optimized Mathematical Model in High Speed Cutting
Before optimizing the whole process, it needs to transform the studied process into mathematical models firstly, which means to select the appropriate parameters in the process and convert the complicated actual process to mathematical expressions through modeling these parameters in order to describe the optimized problems. Consequently, the model is solved by quantitative optimization according to the specific mathematical model; meanwhile, the optimal parameter combination and manufacturing technology is obtained.
3.1. Mathematical Formulation of the Problem to Be Solved
When the machined surface roughness values (Ra) meet the beforehand value (Ra1), the cutting efficiency (E) is the highest. The system used E to describe the product of feed rate (F), spindle speed (S), and cutting depth (ap), namely,

where F is the product of feed rate, S is the spindle speed, and ap is the cutting depth.
Assume that Ra is the function of F, S, ap:

The mathematical expression is shown as follows.
First given the range of F, S, ap as

then the mathematical expression is obtained as

The maximum of E (E = F × S × ap) is solved according to the result of (4) in the specified range which is Φ, W, Ω. Meanwhile, the corresponding values of F, S, ap are calculated as the optimal combination of target.
3.2. The Mathematical Model Design
The cutting parameters (cutting speed (v), feed (F), and cutting depth (ap)) have significant effects on the roughness in the cutting process. During the most theoretical models of the surface roughness, feed is the major influencing factor. But so far, due to the comprehensive effect of cutting parameters, the influence rules of the surface roughness influenced by v, F, ap are hard to get a quantitative analysis. In order to make the most of the previous experience and endeavor to make the final result of the system stable, the roughness empirical formula is constructed:

where C is the scaling factor and k, l, m is the fitting factor.
Because formula (5) is a nonlinear function, the logarithm is evaluated on both sides of the equal to obtain the following linear function expression:

Assume that

Then the corresponding linear regression equation is

In matrix form,

where

So far the problem is to seek the position parameters of the above equation by using the experimental data. The least squares method is used to estimate the above parameters in the present system.
3.3. Data Processing in the Stage of Experimental Design
The milling plane is taken as an example and the investigated range is given as follows: F is from 200 to 300 (mm/min), S is from 200 to 250 (r/min), ap is 0.3 (mm), and Ra1 < 25 (μm).
Consequently, the MATLAB is used in matrix computation of the whole process.
Step 1. Considering the actual situation, U10 (103) is chosen for the test. The experiment is taking 10 levels of F, S, ap, respectively, according to the combination of U10 (103). The measured value of Ra is shown in Table 1.
Average test arrange schedule.

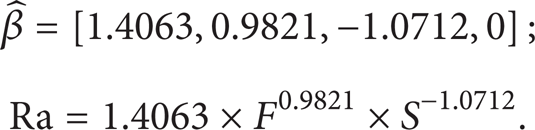
Step 2. Compared to (9), the least squares method is used to estimate as

Then the result is obtained as
Step 3. Throughout the region of F (range 200∼300 mm/min), S (range 200∼250 r/min), and ap (as 0.3 mm), the measured distribution of Ra is according to the above factors with 10 levels of step length.
Step 4. Considering the actual situation such as knives by force, durability, and other problems, the value of F, S, ap is taken smaller than the upper limit range as the next stage of the test points. Orthogonal experiment is shown in Table 2; finally the data processing of orthogonal experiment is obtained as follows.
Orthogonal experiment schedule.
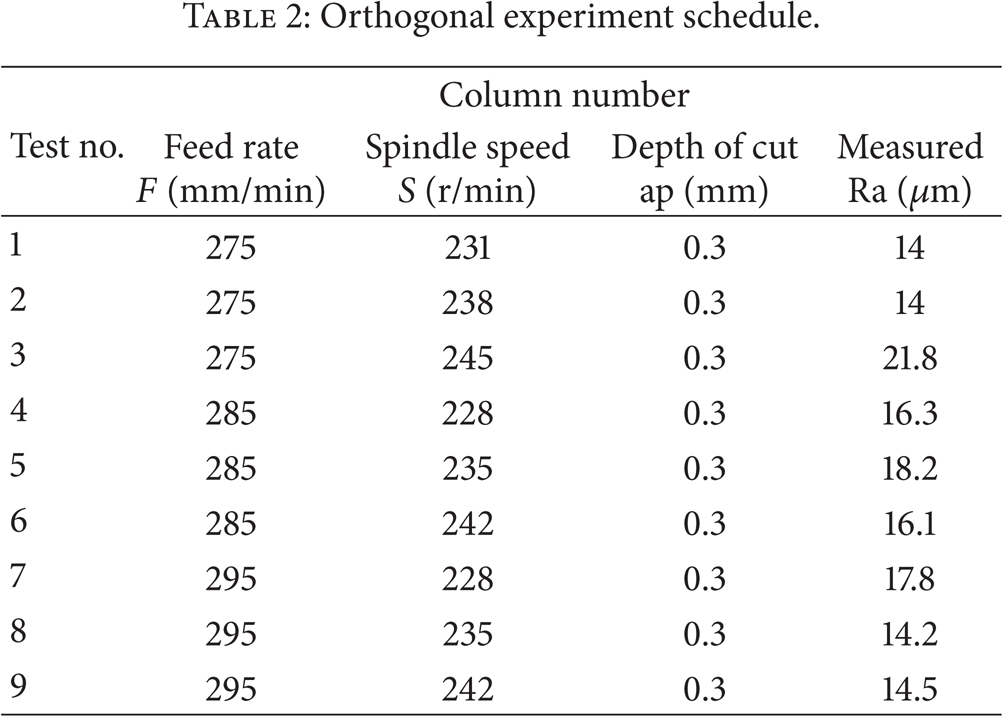
Emax = 21682.5 (r × mm2/min2); the values of F, S, ap, and Ra are 295, 245, 0.3, and 16.5073, respectively. The above is the combination of objective optimization.
4. The Statistical Description of Process Control in High Speed Cutting
High speed cutting process applied to actual production needs a process to be stable, so it requires some methods to determine whether the process goes into the stable stage. Furthermore, if the process has entered a stable phase, whether the manufactured product in this stage can meet the statistical qualified rate or not and the product efficiency is high or not. It also needs to analyze the machining process further.
This section is intended to monitor the cutting process, and the surface roughness is continued to select as a monitored object. The actual production process is served as the environment of sampling data. The surface roughness data versus the time should obey the normal distribution of the statistical laws, and the normal distribution of the surface roughness data includes the status information in the whole process. By analyzing this information, the rationality and the pros and cons of the experimental processing technology can be determined; consequently, the following technology decision will be arranged.
According to the above research strategy, the control module of the statistical process in high speed cutting is established, and the flow chart is shown in Figure 2. The whole process is divided into three stages: the first stage is the phase of data preparation in high speed cutting; firstly the scheme of data sampling is designed, and then the parameters of work-piece are collected in production process; finally the specified format is organized in order to complete the data preparation.
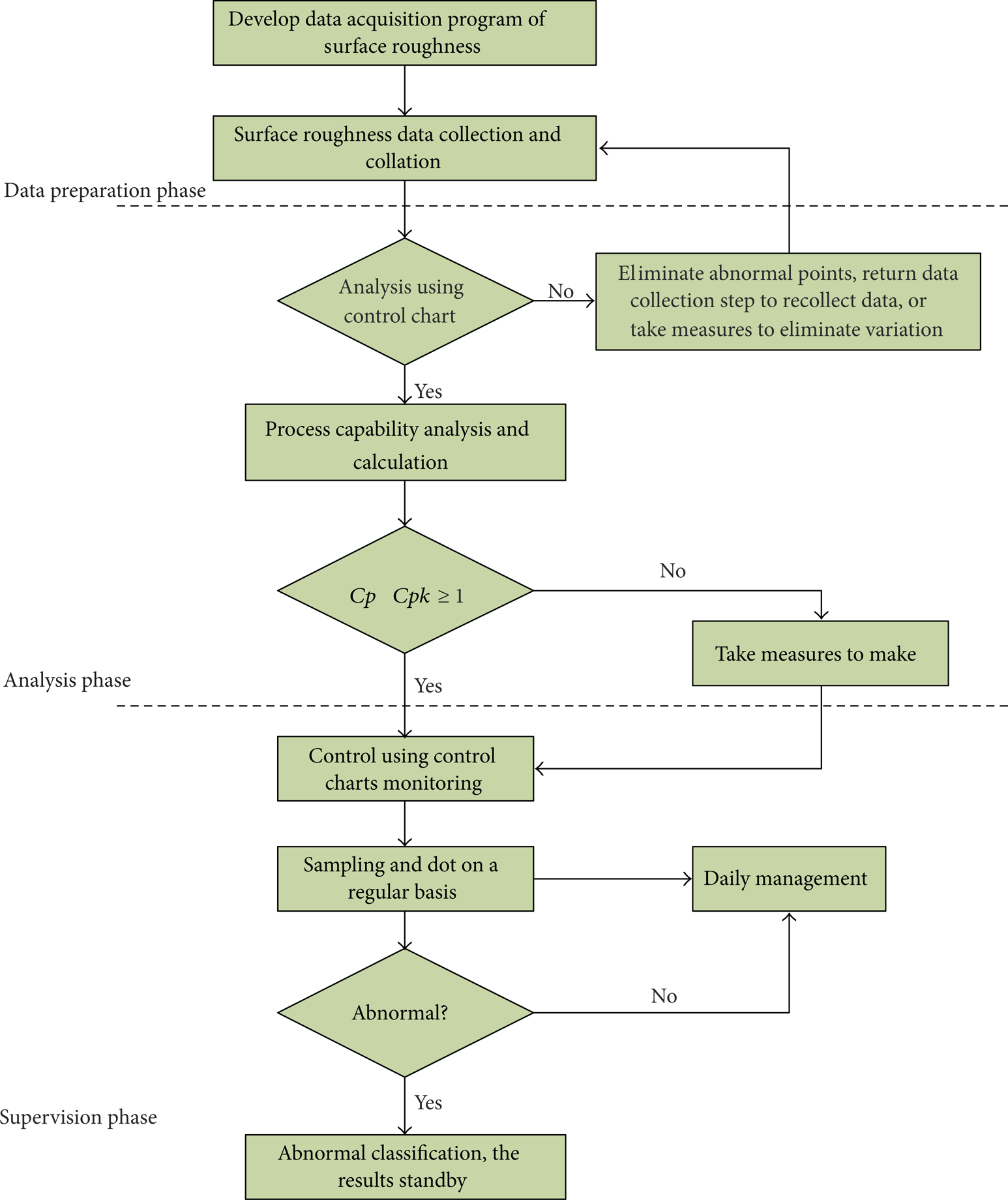
The control chart of the statistical process in high speed cutting.
The next stage is analysis phase. The machining process from the startup to the stable stage always requires a process; therefore, the process should be judged, whether it has entered a stable phase or not; meanwhile, the control chart is used for analysis, and the three stability criteria are adopted; if the process has entered a stable stage, the step of process capability analysis is accessed; otherwise, the abnormal points are eliminated and the step of data collection is returned to resampling data.
By processing the surface roughness data in the previous stages, the process enters into a stable stage; meanwhile, the conclusions of the process capability are determined by calculating the process capability.
The controlling chart is used in the monitoring phase, and through the eight criteria, the process is judged; if the abnormal condition appeared, the operators are alerted immediately and the abnormal information is extracted so that the fault diagnosis of the next module can be used. However, if the condition is under control, the periodic sampling is kept on.
5. The Construction of Neural Network Model in Faults Diagnosis of the High Speed Cutting
5.1. The Structure of Model Process
When the cutting fault diagnosis is in progress, the relevant parameters are extracted firstly, and then PNN is used for diagnosis; the model is shown in Figure 3. A PNN is designed in Figure 3; the input layer of PNN has a node, which is corresponding to the surface roughness. The input layer of PNN has six characteristic parameters, corresponding to the six dimensionless parameters. The decision-making level has four output nodes, corresponding to the four statuses, respectively, as normal status, abnormal status of feeding, cutting speed, and axial cutting speed.
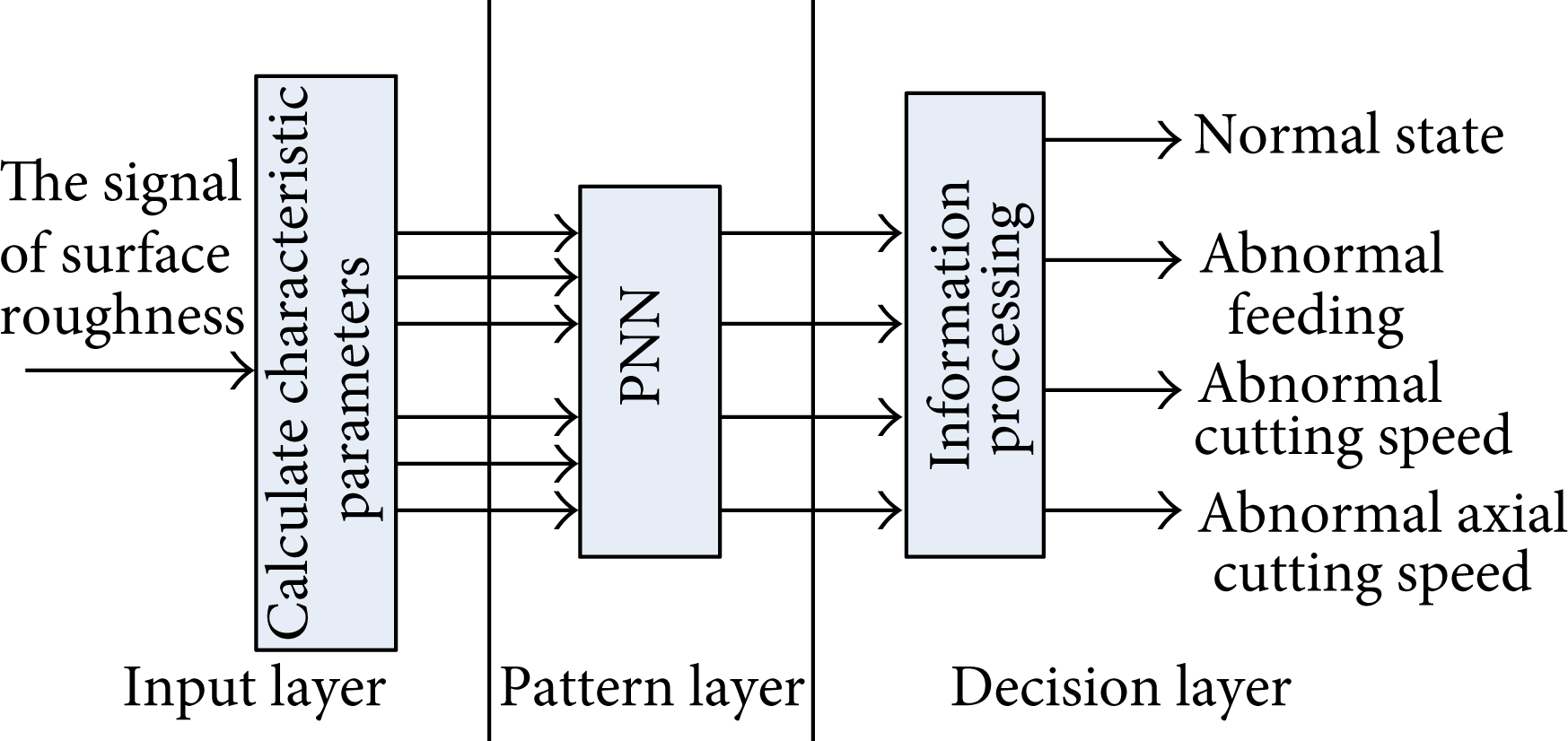
The fault diagnosis model of cutting based on PNN.
There are four statuses of fault and normal; information processed by neural network is implemented in accordance with the storage and memory. The storage refers to storage of the graphic or the information in some storage and the memory refers to recovering the stored information in some way [12]. According to the different storage methods, information storage can be divided into content addressable memory with long-term storage functions and associative memory with short-term storage functions. Meanwhile, the information memory includes feed forward memory and feedback memory in accordance with the network topology.
5.2. The Faults Feature Extracting in High Speed Cutting
There are lots of failures in cutting process, since the process is complicated; it is difficult to distinguish the causes of failures; therefore the neural network by PNN is used in the fault diagnosis of high speed cutting.
The appropriate parameters must be obtained as the input vectors of the network before the neural network is used in fault diagnosis; as a result, the valid feature parameters need to be extracted from the original surface roughness signal in Table 3. The essential requirements of the characteristic parameters are as follows: sensitive enough to faults and defects and insensitive to the amplitude and frequency of the signal, which means there is nothing to do with the running condition of the machine.
PNN training sample.

According to the principle of characteristic parameters, six kinds of amplitude domain dimensionless parameter are selected as characteristic parameters as follows: the waveform index, the peak index, the pulse index, the margin index, the kurtosis index, and the slope index. The six parameters are defined and calculated as follows.
The waveform index S f
The peak index C f

The impulsion index I f

The clearance index CL f

The kurtosis index SK f

The slope index K f

where x(n) is the sample sequence of the surface roughness.
5.3. Pattern Recognition of High Speed Cutting Failures
In the training network, training sample vector is stored as pattern sample vector of network without any modification; only the empirical statistical estimation is just needed for smoothing factor of Gaussian function, and the process is extremely simple as follows: when the network is working, the unknown sample X is sent directly from the input layer to the units of each category of the pattern layer; the vectors X and W are performed dot products in mode unit. Consequently, the result is sent into the summation layer after completing nonlinear processing; each unit in summation layer only connects the pattern unit of the appropriate categories, and the probability of various types is summed and estimated according to Parzen method [13]; in the decision-making levels, according to the estimated probability of the input vector, the Bayes classification rules are used to assign the input vector into the category of the posteriori probability with the maximum value.
During the process of fault diagnosis, the outputs of the same pattern in the pattern layer are summed in the summation layer and multiplied by the cost factor; moreover, the failure mode with maximum output of the summation layer is selected as diagnosis in the decision-making level. The neurons of pattern layer will increase as failure samples increase, while if the failure modes are more than two, the neurons of the summation layer will increase. Therefore, with the accumulation of experience knowledge, PNN can be scaled horizontal continuously, and the ability of fault diagnosis is also improved constantly.
PNN is a neural network classification with good performance; since the probabilistic characteristics of the sample space are directly considered, the representative sample in the sample space is used as the nodes of hidden layer and there is no need to train again when it has been determined; then the sample is just added with the practical problems; moreover, PNN has the characteristics of global optimization. Therefore, PNN has been widely used in the field of fault diagnosis.
5.3.1. An Example of Fault Diagnosis Analysis
The neural network is established by using MATLAB; the command is shown as follows:

where the P and T are, respectively, the input vectors and the target vectors in Table 3. SPREAD is the distribution density of radial basis function; the default value is 0.1. Then the fault diagnosis is analyzed after establishing the network [13]. Finally, the classification of the training data is examined by network:
The performance of PNN network is verified by the test data of Table 4, and the code is as follows:

The test result is as follows:

PNN test sample.

From the result of diagnosis, it can be seen that the five statuses are all 1000 in the sample, and the corresponding processing status is normal; meanwhile, the diagnostic conclusions can be preliminarily judged. Thus the established PNN network has successfully diagnosed the four kinds of failed state in cutting process. Thus it can be seen that the classification of network is correct.
5.3.2. The Analysis and Validation of Fault Diagnosis
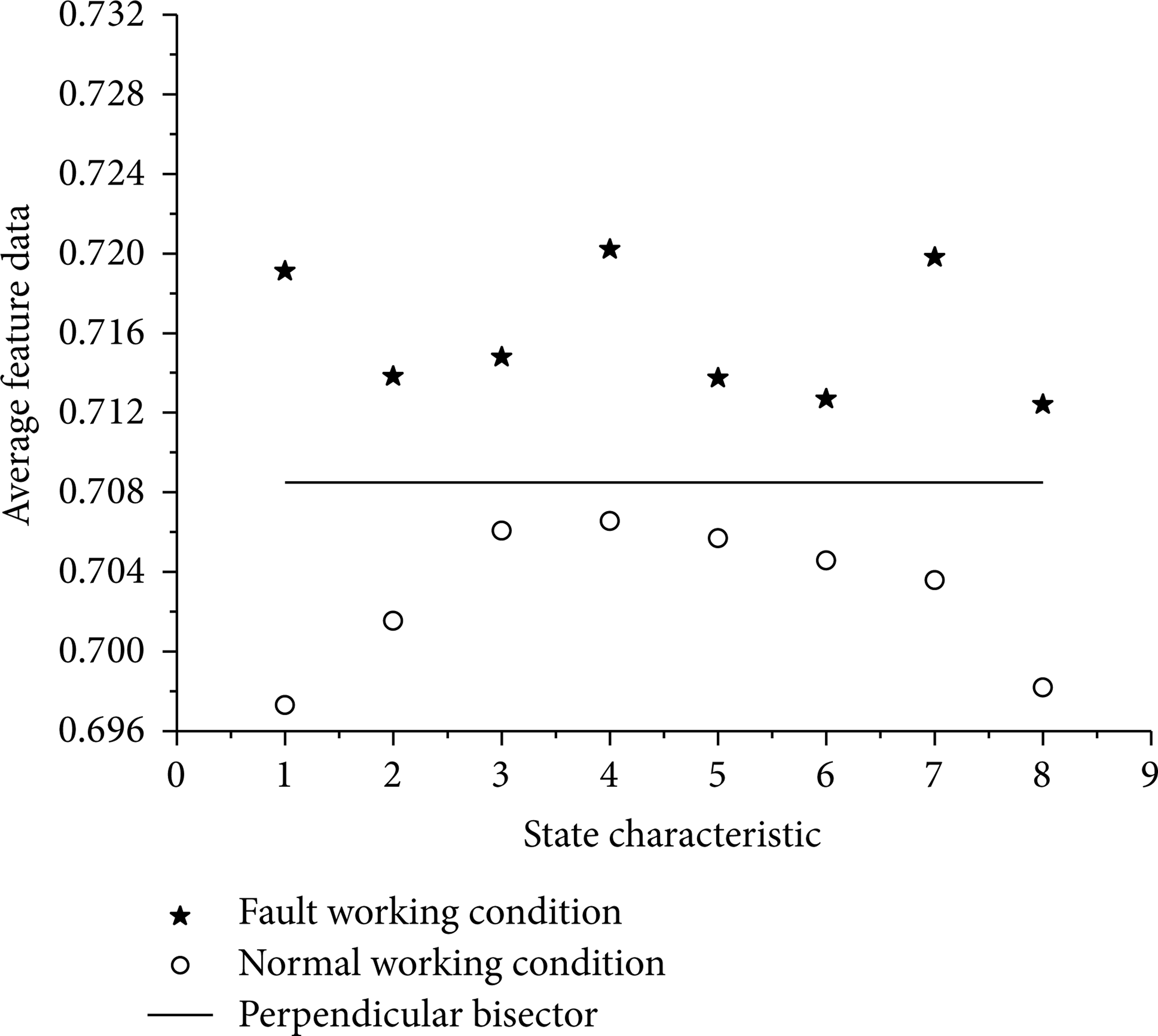
In order to ensure the accuracy of the database and the selected parameters, the data which is used to establish the fault database is analyzed; the state diagram of the average parameters S f , C f , I f and S f , C f , I f , CL f , SK f , K f is, respectively, shown in Figure 4 and Figure 5. Figure 4 shows the state distribution of the average parameters S f , C f , I f . The circle and pentagram represent the average feature data of the surface roughness under normal working condition and fault working condition. The two types of samples are effectively separated by the solid line which is the perpendicular bisector of two average points; however, the normal and abnormal fault states are mixed together with a very fuzzy boundary and must be extracted from the feature in order to be distinguished. The distribution of the two kinds of fault with the average parameters S f , C f , I f , CL f , SK f , K f is shown in Figure 5. It can be observed that the two types of state data are obviously distinguished and identify the current condition easily. Therefore, the characteristic parameters extracted from this system are reasonable and the established fault library is valid.

The state distribution of S f , C f , I f .
The state distribution of S f , C f , I f , CL f , SK f , K f .
Through the above experimental analysis, the method which uses pattern recognition for the simulated fault to diagnose the abnormal conditions of high speed cutting surface roughness has been preliminarily verified. Meanwhile, the experiment also preliminarily proves the validity of this system in practical application. However, there are more types of fault in the practical work of high speed cutting, just as machine tool vibration, tool wear, and temperature variations; meanwhile, the coexisted failure may occur sometimes. Therefore, it needs more efforts to accumulate experience, improve the fault knowledge base, and select the appropriate parameters with the situation.
6. Conclusion
In the present study, the overall scheme of high speed cutting parameter optimization and its fault diagnosis have been introduced. The mathematical model of the selected cutting parameters was established and the optimized parameters were obtained by combining the experimental design with the technology of data processing. The statistical description of high speed cutting process control was introduced and the fault diagnosis model of cutting parameter optimization by using the neural network was proposed. The following conclusions can be obtained.
The feasible experiment was designed from the actual demand; the uniform and orthogonal design for gradual data acquisition method was put forward. The experimental data was obtained; meanwhile, the test times were reduced as far as possible to control the experimental cost effectively.
According to the optimal process from the previous stage, the theory of statistical process control (SPC) was used in the monitoring of high speed cutting process, and the on-line monitoring of the high speed machining was put forward. Whether the control chart is under controlling or not is judged firstly; then the capability of the process is evaluated. Finally the control charts are used to monitor the cutting process. If there is abnormality, the quick judgment is taken to avoid a passive situation in the actual production; therefore, the failure can be prevented in the whole machining process.
Based on the controlling SPC in the previous stage, the fault diagnosis of the abnormal situation is used by neural network, and the adjustment of the statistical process can be achieved. The conditions of the faults in high speed machining were simplified, the reasonable fault types and the characteristics of system input were chosen, and a probabilistic neural network was established. Meanwhile, the data were trained and classified in order to make the complicated cutting fault better diagnosis.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
The authors gratefully acknowledge the support of the Foundation for Support Technology of Ship Research through Grant no. 12J2.6.1 and National Defense Basic Scientific Research Project through Grant no. JCKY2013414C001.