
Abstract
This paper studied an effective method based on Taguchi's method with the grey relational analysis, focusing on the optimization of milling parameters on surface integrity in milling TB6 alloy. The grey relational grade that is derived from the grey relational analysis is mainly used to determine the optimum cutting process operations with multiple performance characteristics. Specifically, surface roughness (Ra), hardness, and residual stress were important characteristics in surface integrity of milling TB6 alloy. Based on the combination of these multiple performance characteristics, the feed per tooth, cutting speed, and depth of cut were optimized in this study. Additionally, the analysis of variance (ANOVA) was also applied to determine the most significant factor for the surface integrity of milling TB6 alloy according to the contribution of the ANOVA, and the most significant factor is the cutting speed in this paper. Based on the analysis, the experimental test results have been improved prominently through the grey relational analysis. Hence this method can be an effective approach to enhance the surface integrity of milling TB6 alloy.
1. Introduction
The titanium alloys are materials that are badly difficult to machine because of their low thermal conductivity and high chemical reactivity. However, titanium alloys are generally used for the critical part in aerospace, aviation, and other industries for manufacturing the main structure and bearing components of aircraft, due to their low density, high strength, high corrosion resistance, and so on [1]. Therefore, titanium alloy requires the greatest reliability and its surface integrity must be maintained. All in all, in order to produce any part with desired quality, cutting parameters should be selected appropriately.
Many studies have focused on the surface integrity of machining titanium alloy in recent years. The research of Zoya showed that a good surface roughness was achieved by a cutting speed of 185 m/min and a cutting speed range of 185∼220 m/min was suggested for machining of titanium alloy [2]. Ge et al. [3] found that the surface roughness below 0.44 μm demands a cutting speed range of 60∼240 m/min. Sun and Guo [4] studied the cutting parameters of end-milling Ti-6Al-4V influencing the surface roughness and compressive residual normal stresses in cutting and feed direction. Meanwhile, the microhardness at machined surface was larger than the bulk material. Ginting and Nouari [5] concluded that the surface roughness was machined better by the uncoated carbide tools than the CVD-coated carbide tools, and dry machining could be carried out by uncoated carbide tools which are limited to semifinish or finish operations. The study of Rao et al. [6] demonstrated that using higher cutting speeds with carbide tool and increasing feed could increase the compressive residual stresses on the machined surface. However, the factors impacting the surface integrity that these studies focused on are very dispersed, lacking integrated conclusions. Thus how to improve the surface integrity based on a certain combination of different factors has become a hot issue.
Nowadays, optimization of process parameters has been the critical criterion in machining process to obtain desired quality. Among numerous models, Taguchi's method [7] with grey relation analysis [8] has become a relatively mature and effective method to design and analyze the experiments for optimizing machining performance and product quality [9, 10]. Tosun [11] introduced the grey relational analysis for optimizing the drilling parameters for surface roughness and burr height. The surface roughness and the burr height of the drilling process can be improved in experimental results. Meanwhile, he [12] studied the grey relational analysis to optimize the milling parameters for surface roughness and material removal rate in face milling of 7075 aluminum alloy under conventional cooling and MQL. Chang and Lu [13] used grey relational analysis with two-stage parameter design to optimize the process parameters in side milling process. Then they [14] studied applying grey relational grade to determine the optimum cutting parameters for rough cutting processes in high-speed end milling of SKD61 tool steel. By using the optimal cutting parameters, the tool life, metal removal rate, and total removal volumes were increased. Kopac and Krajnik [15] optimized flank milling parameters for the cutting loads, surface roughness, and material removal rate of Al-alloy based on grey-Taguchi method. Lin [16] solved the turning process with tool life, cutting force, and surface roughness based on the grey relational grade. The cutting parameters were optimized for the performance characteristics. Yang et al. [17] applied the grey relation analysis to design an experiment for the influence of end-milling parameters on the groove width and the surface roughness under dry machining conditions. Tzeng et al. [18] used the Taguchi method with the grey analysis to optimize the turning processes with roughness and roundness. Tsao [19] has studied the optimizing the milling parameters of aluminum alloy with multiple performance characteristics by grey-Taguchi method. The experimental results showed that the optimum milling parameters can be effectively determined and the flank wear was declined by 0.11 mm and the surface roughness was declined by 0.2 μm. Gopalsamy et al. [20] investigated the machining process parameters influencing the surface finish, tool wear, and tool life. The author obtained the optimum combination parameters by grey relation analysis and ANOVA. And the experimental texts have been improved through this approach. To sum up, the applications of Taguchi-grey relational analysis have been accumulated a lot, but more empirical studies should be carried out to test the impact and optimization processes of different combination of parameters.
The goals of this study are to investigate the intensity and process of the machining parameters affecting the surface integrity of milling TB6 by Taguchi's method with grey relational analysis. The paper will demonstrate how the machining parameters influence the surface roughness, hardness and residual stress, and present optimum combination parameters for milling TB6.
2. Experimental Setup
2.1. Work Material
The milling experiments were conducted on a three-coordinate vertical CNC machining center-VMC 850 of which the spindle is capable of running up to 8000 rev/min. The workpiece material used in all experiments was TB6 alloy, a kind of β-phase titanium alloy with high strength and high toughness, which is widely used for aircraft industry. The size of the workpiece material is 55 mm × 50 mm × 30 mm as shown in Figure 1. The chemical compositions of TB6 are shown in Table 1. The mechanical properties in normal and high temperatures are shown in Table 2. The 10 mm diameter four-flute uncoated cemented carbide cutting tools were used in the experiments. For each test, new cutting tools were used.
Chemical composition of TB6 (mass fraction, %).

Mechanical properties of TB6.


TB6 workpiece material.
2.2. Design of Experiments
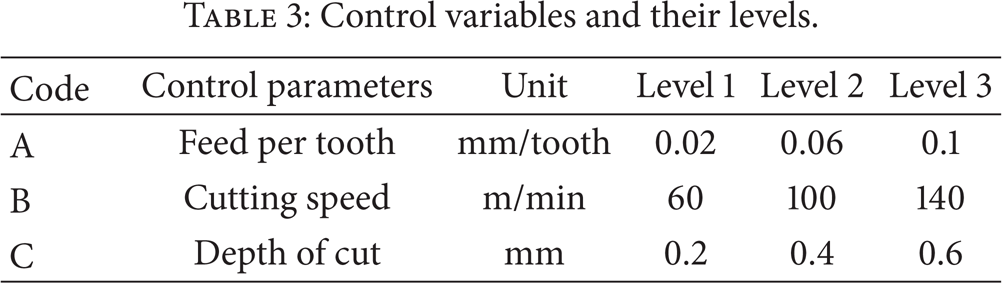
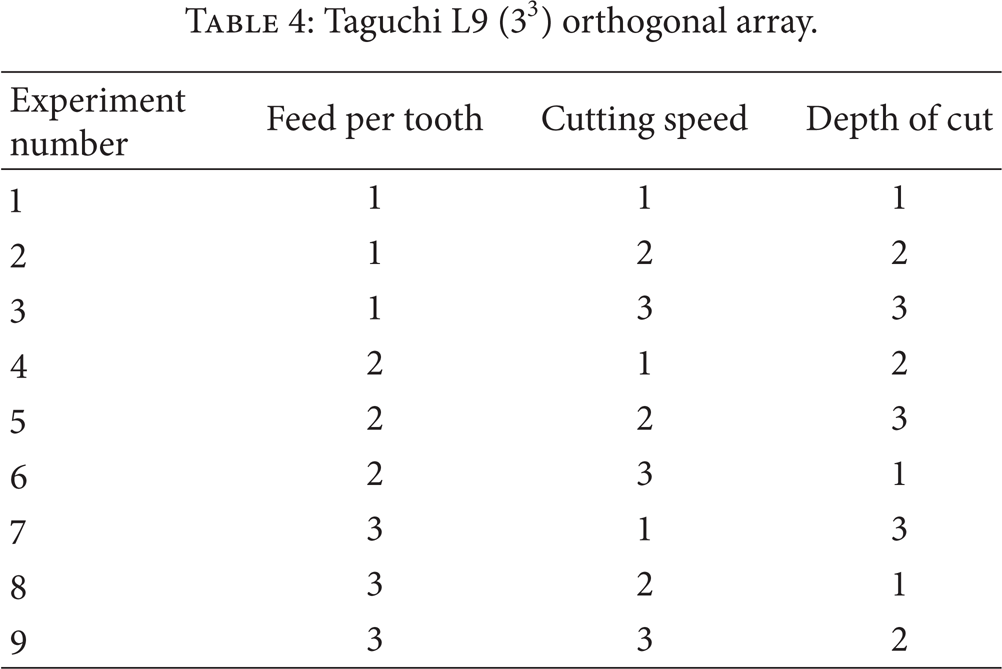
The core of the Taguchi method is using an orthogonal array to study the entire parametric space with a limited number of experiments. This experiment is conducted with three controllable 3-level factors and three response variables, so nine experimental runs based on the orthogonal array L9 (33) are required. The control variables and their levels are shown in Table 3. Specifically, there are three milling parameters (controlling factors) considered for the experiments: feed per tooth, cutting speed, and depth of cutting. The experimental plan for three parameters with three levels is formed by Taguchi's method based L9 (33) orthogonal array in Table 4.
Control variables and their levels.
Taguchi L9 (33) orthogonal array.
2.3. Measurements
In this study, surface roughness, hardness, and residual stress were measured after milling TB6. After machining, the surface roughness of machined surfaces was measured in feed direction by three-dimensional optical surface topography tester Veeco NT1100. Surface roughness is one of the most important factors that affect the quality of a machined product. Each measuring point was tested three times and averaged for the sake of statistical significance of the measurements (average surface roughness was selected as a roughness parameter). Residual stresses were measured in XStress 3000 with Cu-Kα radiation using X-ray method. The axial residual stress is expected to greatly affect fatigue strength of the specimens. The residual stresses were residual compressive stresses totally. Hardness measurement was done by a semiautomatic digital microhardness tester FEM 8000. The hardness measurement was performed three times and the average values were plotted. The experimental results are shown in Table 5.
Experiment and S/N results.

3. Experimental Results and Discussion
3.1. Analysis of S/N Ration
In the Taguchi method, signal-to-noise (S/N) ratio is used to represent a performance characteristic and the largest value of S/N ratio means the optical level of the milling parameters. There are three types of S/N ratio: the larger-the better, the nominal-the better, and the smaller-the better [21]. In this study, smaller surface roughness, larger hardness, and compressive residual stress are appropriate. Consequently, for getting optimum milling property, the smaller-the better ratio is selected for surface roughness and the larger-the better ratio is selected for hardness and compressive residual stress.
The equation for calculating the S/N ration with the larger-the better characteristic can be expressed as

The equation for calculating the S/N ration with the smaller-the better characteristic can be expressed as

where y i is the response value of the ith experiment, i is the number of the experiment, and n is the total number of experiments. In this study, the S/N ratios of the experiment were calculated by (1) and (2) and shown in Table 5.
The mean S/N ratio was measured by averaging the S/N ratio of each milling parameter, and the maximum mean S/N ratio of each parameter shows the optimal level of parameter.
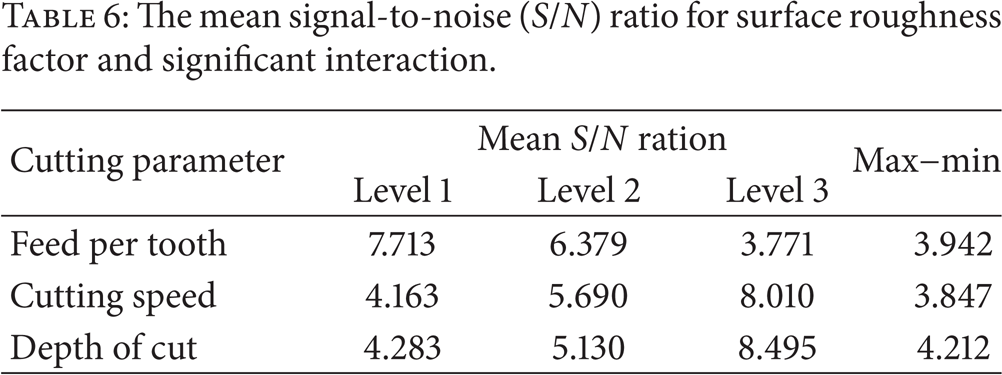
For the surface roughness, the optimal milling parameters for low Ra are as follows: feed per tooth of 0.02 mm/tooth (Level 1), cutting speed of 140 m/min (Level 3), and depth of cut of 0.6 mm (Level 3) based on the data shown in Table 6. Figure 2 shows three graphs, each of them indicating the mean S/N ratio for feed per tooth, cutting speed, and depth of cut at three levels for the surface roughness.
The mean signal-to-noise (S/N) ratio for surface roughness factor and significant interaction.

Mean effects plot of S/N ratios for Ra.
For the hardness, the optimum milling parameters are as follows: feed per tooth of 0.1 mm/tooth (Level 3), cutting speed of 140 m/min (Level 3), and depth of cut of 0.2 mm (Level 1) based on the data presented in Table 7. The mean S/N ratio plot of hardness with respect to feed per tooth, cutting speed, and depth of cut at three levels is shown in Figure 3.
The mean signal-to-noise (S/N) ratio for hardness factor and significant interaction.


Mean effects plot of S/N ratios for hardness.
For the residual stress, the best combination of milling parameters is as follows: feed per tooth of 0.06 mm/tooth (Level 2), cutting speed of 140 m/min (Level 3), and depth of cut of 0.6 mm (Level 3) based on the data shown in Table 8. Figure 4 shows the mean S/N ratio of residual stress in relation to feed per tooth, cutting speed, and depth of cut at three levels.
The mean signal-to-noise (S/N) ratio for residual stress factor and significant interaction.


Mean effects plot of S/N ratios for residual stress.
3.2. Grey Relational Generation
The grey relational analysis can be used for overcoming the complicated correlations among the multiple responses which was based on grey system theory [22]. The first step is grey relational generation to normalize the experimental results in the range between 0 and 1. There are three data preprocessing methods for the grey relational generation.
In this study, the original sequence for surface roughness, which is the smaller-the better performance characteristic, can be expressed as
The hardness and compressive residual stress, which are the larger-the better performance characteristic, can be expressed as

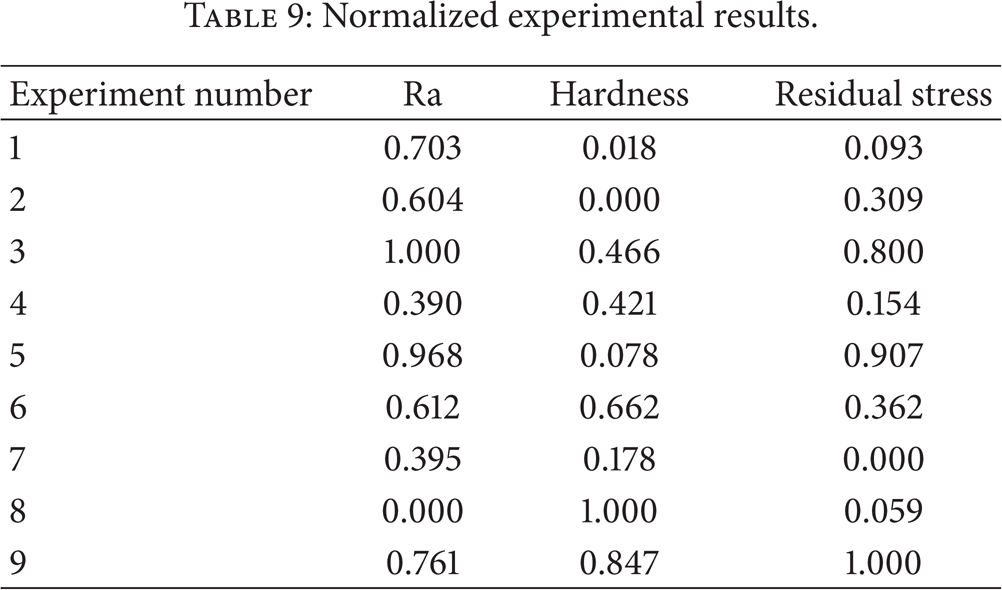
The normalized values of surface roughness, hardness, and compressive residual stress measured by (3) and (4) are shown in Table 9.
Normalized experimental results.
3.3. Grey Relational Coefficient and Grey Relational Grade
After the data preprocessing, the grey relational coefficient is calculated to reveal the relationship between the optimum and the actual experiment results. The grey relational coefficient ξ i (k) can be defined as follows:




where ζ is the distinguishing coefficient between the range of 0 and 1; 0.5 is chosen in this study [23]. Δ min is the smallest value of the difference between x0(k) and x i (k). Δmax is the largest value of the difference between x0(k) and x i (k).
The grey relational grade is utilized to transform the optimization of the multiple process response into optimization of a single response and an optimum cutting parameter was chosen by the level with the highest grey relational grade. The grey relational grade is calculated as follows:
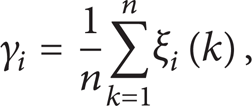
where n is the number of performance characteristics; in this study n is 3. The grey relational coefficients and grey relational grade are presented in Table 10 calculated by (5) and (9), respectively. The highest grey relational grade is the order of 1. Therefore, the experiment number 9 is the best combination of milling parameters for surface roughness, hardness, and residual stress among the nine experiments.
Grey relational coefficients ξ i (k) and grade.
The means of the grey relational grade for each level of milling parameters were calculated from Table 10 and summarized in Table 11. The larger the grey relational grade, the better the multiple performance characteristics. Therefore, the optimal multiple performance characteristics for surface roughness, hardness, and residual stress are as follows: feed per tooth of 0.1 mm/tooth (Level 3), cutting speed of 140 m/min (Level 3), and depth of cut of 0.6 mm (Level 3). Figure 5 shows the milling parameters in relation to the grey relational grade.
Response table for grey relational grade.

Total mean value of the grey relational grade = 0.5607.

Grey relational grade graph.
3.4. ANOVA
In this study, the analysis of variance is used to elucidate which milling parameters significantly affect the performance characteristics. Statistical analysis was carried out on the experimental data obtained through Taguchi's experimental design using statistical software MINITAB 16. By using the grey relational grade value, ANOVA is indicated for identifying the significant factors. The higher the percentage contribution was, the more important the factor was for affecting the performance characteristics.
The results of ANOVA for the grey grade values are represented in Table 12; the results of the ANOVA indicate that the percentage contribution of cutting speed, the depth of cut, and feed per tooth influencing the multiple performance characteristics were 58.28%, 10.27%, and 1.99%, respectively. From the percentage contribution of the ANOVA, the cutting speed and depth of cut were two parameters significantly influencing the grey relational grade. And the cutting speed was the most effective factor on the performance.
ANOVA for grey relational grade.

4. Conformation Tests
Once the optimal levels of the milling parameters are selected, the final step is to predict and verify the improvement of the performance characteristic by using optimum combination of milling parameters. The estimated grey relational grade σ can be calculated as

where σ t is the total mean of the grey relational grade, σ m is the mean of the grey relational grade at the optimal level, and n is the number of the machining parameters that significantly affect the multiple performance characteristics.
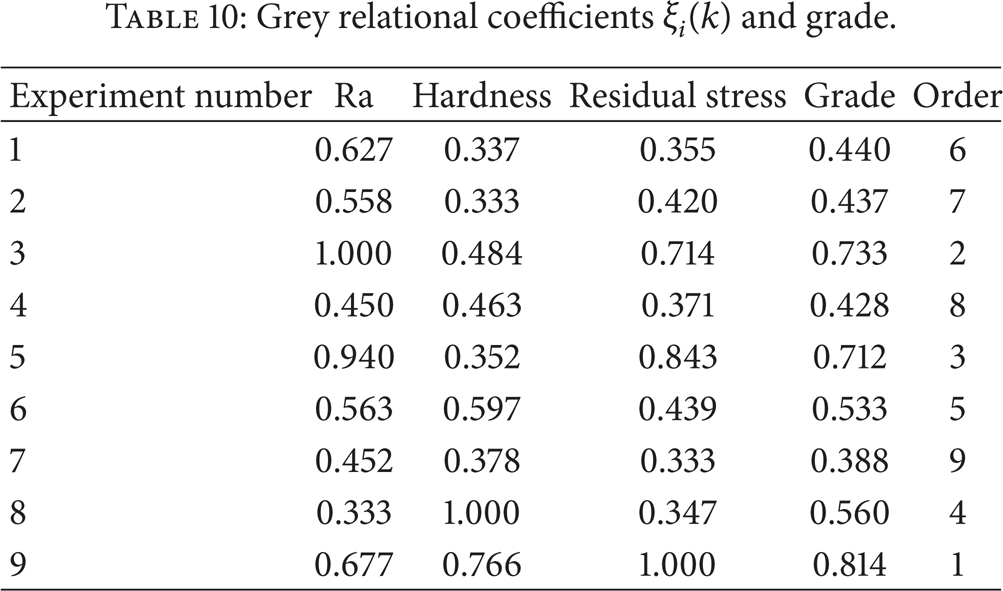
The A3B3C3 was an optimal combination of milling parameters by the grey relational analysis. Therefore, the A3B3C3 optimal combination parameters were regarded as the confirmation test. Based on (10), the estimated grey relational grade can be obtained by using the optimal milling parameters. Table 13 shows the results of the confirmation test by using the optimal milling parameters. Although the surface roughness became poor from 0.264 μm to 0.333 μm, the hardness was improved from 331.3 MPa to 347.5 MPa and the compressive residual stress was increased from 167.1 MPa to 186.5 MPa. In conclusion, it is clearly shown that the multiple performance characteristics in milling were significantly improved by 0.112.
Comparison between initial and optimal milling performances.
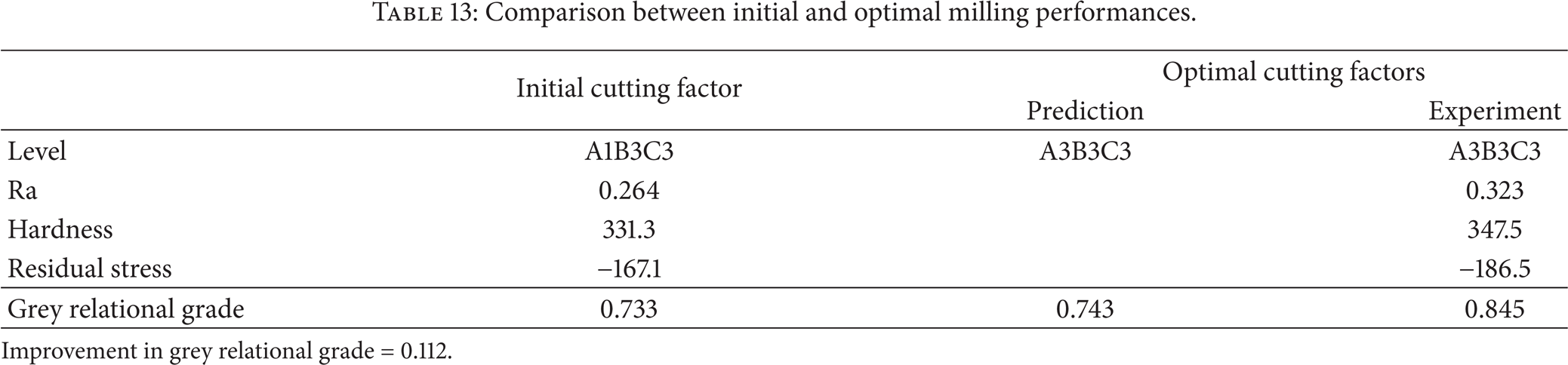
Improvement in grey relational grade = 0.112.
5. Conclusions
In this paper, the machining parameters influencing the surface integrity of milling titanium were studied based on Taguchi's experimental design method. Taguchi's signal-to-noise ratio was used to minimize all responses. The optimum milling parameters were determined for the better surface integrity (surface roughness, hardness, and residual stress) in the milling process by using the grey relational analysis. The grey relational analysis, based on the Taguchi method's response table, was proposed as a way of studying the optimization of milling process factors. The conclusions were summarized as follows.
Taguchi's signal-to-noise ratio was used to minimize all responses. From the results it was concluded that the optimal values for decreasing the Ra were feed per tooth of 0.02 mm/tooth, cutting speed of 140 m/min, and depth of cut of 0.6 mm. For hardness, optimum parameters were found to be feed per tooth of 0.1 mm/tooth, cutting speed of 140 m/min, and depth of cut of 0.2 mm. The optimum combination for residual stress was feed per tooth of 0.06 mm/tooth, cutting speed of 140 m/min, and depth of cut of 0.6 mm.
From the grey relational grade and the response table for the grey relational grade, the larger the grey relational grade, the better the multiple performance characteristics. So, the recommended levels of milling parameters for the desired surface integrity of milling titanium are as follows: feed per tooth of 0.1 mm/tooth, cutting speed of 140 m/min, and depth of cut of 0.6 mm.
From the analysis of variance for the grey relational grade, the cutting speed shows the greatest influence on surface roughness, hardness, and residual stress, followed by the depth of cut.
As a result, the effectiveness of this approach is verified by the test experiment. The grey relational grade of the multiple performance characteristics can be significantly improved by 0.112 through this method.
Hence, this confirms that the proposed method in this study can be a useful approach to improve the cutting performance in milling TB6 alloy.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgments
The authors wish to acknowledge the National Science and Technology Major Project of the Ministry of Science and Technology of China (Grant no. 2013ZX04011031) and the National Natural Science Foundation of China (Grant no. 51005184) for their financial support of the work.