
Abstract
The purpose of this study is to improve the mechanical properties and formability of friction stir welded tailor-welded blanks (TWBs) of Al6061 alloy with a new forming method called hot forming quenching (HFQ) in which solid-solution heat-treated aluminum sheets are formed at elevated temperature. Forming and quenching during HFQ are simultaneously performed with the forming die for the solid-solution heat-treated sheet. In this study, specimens of aluminum TWBs were prepared by friction stir welding (FSW) with a butt joint. The effectiveness of FSW joining was evaluated by observation of the macrostructure for different sheet thicknesses. In order to evaluate the formability of TWBs by HFQ, a hemisphere dome stretching test of the limit dome height achieved without specimen failure was performed with various tool temperatures. A Vickers test was also performed to measure weldment hardness as a function of position. The formability and mechanical properties of products formed by HFQ are compared with those formed by conventional forming methods, demonstrating the suitability of HFQ for sheet metal forming of friction stir welded TWBs.
1. Introduction
Vehicle weight reduction has been recognized as a key priority for improving fuel economy and reducing CO2 emission [1, 2]. One method of weight reduction is to replace steel with lighter materials such as aluminum or magnesium alloys [3]. Recently, in order to save material and maximize weight reduction, tailor-welded blanks (TWBs) of aluminum alloys have been tested for producing vehicle body panels with stamping processes [4–6]. However, there have been several difficulties in the development of aluminum TWBs with conventional fusion welding methods such as laser welding owing to the occurrence of hot cracking and the inherent oxide layer [6]. Therefore, friction stir welding (FSW), a solid-state metal joining technology, has been used to produce aluminum TWBs in recent years because it offers various advantages in comparison to conventional fusion welding techniques. FSW produces high quality, dimensionally stable weldments with minimal residual stress or distortion by solid-state metal joining without melting [7, 8].
Several investigations have found severe defects in FSW of sheets of age-hardenable aluminum such as the 2XXX, 6XXX, and 7XXX series alloys [9]. Precipitate strengthened alloys show worsening mechanical properties in the weldment because of the dissolution and growth of strengthening precipitates during the thermal cycle of FSW. Many studies on FSW weldments have indicated that the mechanical properties of weldments are only 20%–40% of their base material values because of their heterogeneous microstructure [10]. Hence, aluminum sheets produced by FSW have been of limited use for applications in vehicle body panel stamping.
One method to restore the mechanical properties of a weldment after FSW, postweld heat treatment (PWHT), is to reheat and quench the friction stir welded sheet [8–11]. Strength loss in weldments due to FSW is significantly reduced by PWHT, which mainly consists of solid-solution and natural/artificial ageing. However, increasing weldment strength by PWHT also leads to poor ductility in relation to formability. Therefore, new forming and heat treatment methods for aluminum sheets in stamping are necessary to improve mechanical properties and formability simultaneously.
The purpose of this study is to apply a new forming method for aluminum sheets called hot forming quenching (HFQ) to improve the mechanical properties and formability of friction stir welded TWBs of Al6061 alloy. HFQ was first developed by Poster and coworkers in 2010 to improve the formability in sheet metal forming of aluminum alloys [12]. Forming and heat treatment in HFQ are simultaneously performed through the forming die during quenching of the solid solution. Specimen TWBs with a thickness combination of 1.6 mm and 1.0 mm were used. First, an FSW butt weld was made to produce a specimen TWB for which the tool shape was designed based on the geometrical characteristics of the TWB. Weldment of the TWB was preferentially estimated through the measurement of hardness and observation of macrostructure. In order to evaluate the formability of the TWB during HFQ, a hemispherical dome stretching test was performed with various tool temperatures of the die, holder, and punch. The results were compared with those for specimens produced by conventional forming. Finally, the mechanical properties of the specimens formed by HFQ were measured to evaluate the improvement of weldment properties compared to those produced by the conventional forming method.
2. Hot Forming Quenching
2.1. Introduction of the HFQ Process
In the conventional forming method, heat treatable (age-hardenable) aluminum sheets are normally formed in either the T4 or T6 conditions, which are achieved by solid-solution heat treatment, quenching, and natural or artificial ageing. It is generally accepted that the ductility of heat treatable aluminum alloys is obtained after solid-solution heat treatment, but strength is obtained from ageing. Therefore, the conventional forming method has intrinsic problems such as a large springback and a low formability due to a high strength increase from ageing. A novel forming process in aluminum stamping is necessary to overcome the above problems.
An effective forming method is called the hot forming quenching (HFQ) which has been widely used and investigated to improve the formability and mechanical property in the aluminum stamping [13–16]. This study applies the HFQ to the friction stir welded TWBs of Al6061 alloy to improve the mechanical properties and formability in comparison with conventional forming. Figure 1 shows a comparison of the conventional forming and HFQ procedures for aluminum sheets. In the HFQ process, the aluminum sheet is heated up to the solid-solution temperature, followed by holding the sheet at this temperature for a sufficient period of time to freeze the fully saturated material. The heated sheet is rapidly transferred to a forming die and then is directly cooled to room temperature to develop the supersaturated material. Thus, the heated aluminum sheet is simultaneously formed and quenched in the closed die, combining forming and heat-treating into one process. Finally, the formed sheet is naturally or artificially aged to improve strength by formation of fine precipitates. Control of the quenching temperature with the forming die in particular is very important for improvement of both formability and strength.

Comparison of the conventional forming and HFQ procedures for aluminum sheet.
2.2. Application of HFQ to TWB
A TWB of aluminum alloy generally has a low formability and strength owing to inhomogeneous properties of the weldment. Since the weldment has lower ductility than the base material, TWB failure during forming occurs in the weldment [7]. In order to recover formability and strength, the welded sheet is reheated and treated to the T4 or T6 condition by PWHT. TWB forming operations are thus very difficult and require additional processing, that is, PWHT.
Application of HFQ to aluminum TWBs can be much more effective than applying it to general aluminum sheets. In forming of aluminum TWB, the additional processing for heat treatment can be reduced by HFQ because of its main advantage of simultaneously forming and heat-treating the sheet.
3. Manufacturing TWB by Friction Stir Welding
3.1. Tool Shape Design for TWB
TWBs considered in this study were prepared by FSW. In order to weld TWBs, a specialized welding method is necessary to obtain an effective weldment as compared with general sheets. Figure 2 shows the welding method and tool shape for FSW of a TWB with a thickness combination of 1.6 mm and 1.0 mm.
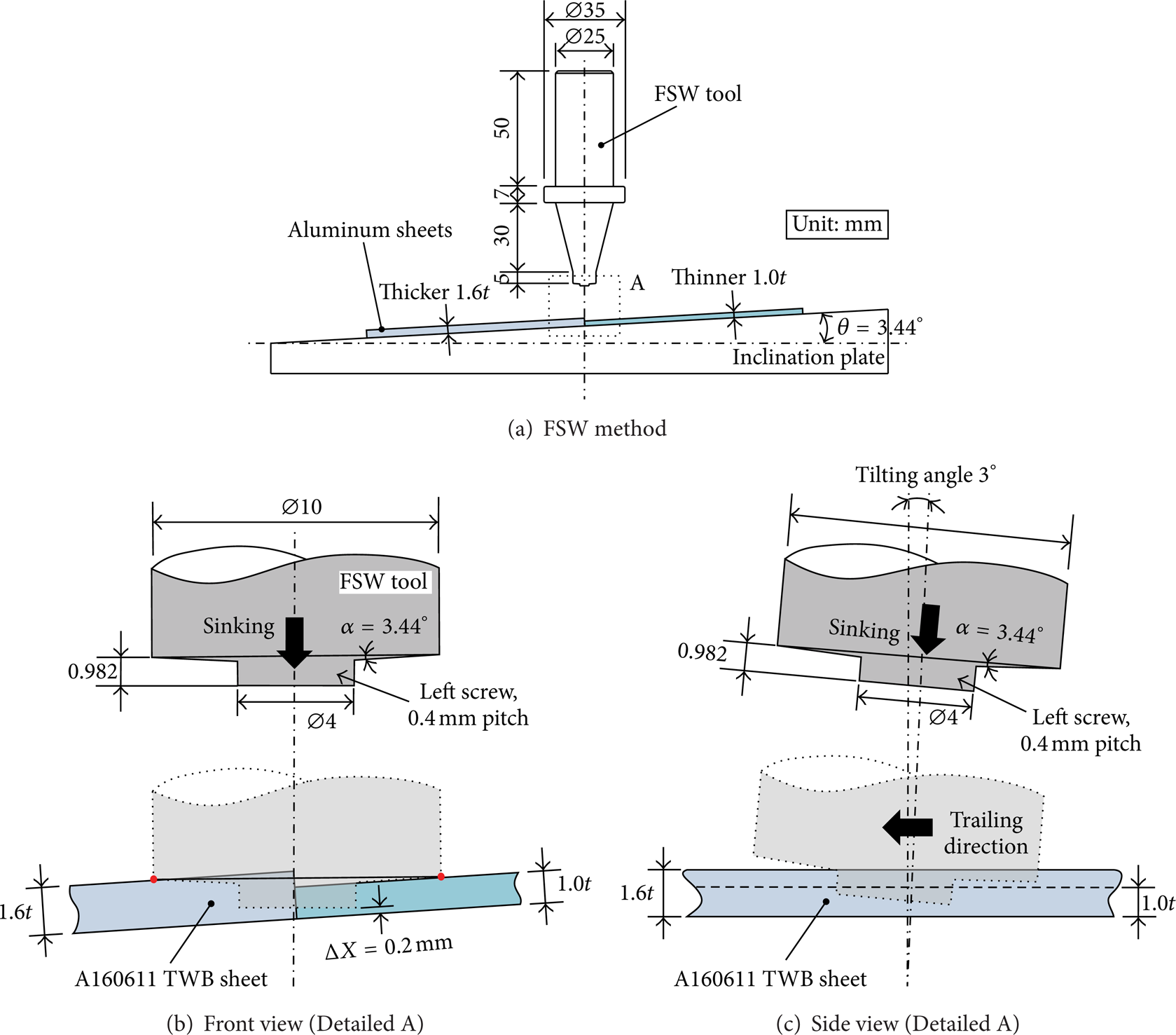
Welding method and tool shape for FSW of TWB (1.6 mm/1.0 mm).
Welding of a TWB on a flat plate precludes FSW because there is no contact between the shoulder and thinner sheet. Therefore, an inclination plate with an angle of 3.44° was used in this study to allow full contact between the shoulder and TWB. The angle of the inclination plate (θ) was equal to the shoulder angle (α), which can be determined from the shoulder diameter, pin diameter, distance ΔX between the end of the pin and the bottom of sheet, and the thickness combination of the TWB. The distance ΔX and the diameters of the shoulder and pin were 0.2 mm, ⌀10 mm, and ⌀4 mm, respectively, based on the literature with respect to FSW of Al6111-T4 [17]. The tool material was H13 steel with a hardness of 55 HRC. A cylindrical pin of 0.982 mm height was used with the left screw of 0.4 mm pitch.
3.2. Friction Stir Welding Experiment
In this study, an FSW experiment was performed to prepare specimen TWBs with a thickness combination of 1.6 mm and 1.0 mm thickness. The welding specimens were longitudinally butt-welded parallel to the rolling direction. Figure 3 shows the experimental setup and a view of the FSW experiment for TWBs of Al6061 alloy.

Experimental setup and view of FSW for TWB sheet.
The welding experiment was carried out using an FSW machine (Winxen Co., South Korea) with a 22 kW spindle servo motor. Specimens were fixed by four clamps. Urethane pieces between the clamps and the sheets were used to prevent the sheet from slipping on the inclination plate during FSW. In this study, the thinner sheet was chosen as the advancing side (AS) of which choice gives out a more proper material flow as shown in the literatures [11, 18]. On the other hand, the thicker sheet was selected as the retreating side (RS) to overcome a poor material flow. The tool was tilted at an angle of 3° from the normal direction of the sheet toward the trailing direction of the tool. The rotation speed and feed rate of the tool were 1000 RPM and 300 mm/min, respectively, based on the general condition of aluminum alloys [7].
Figure 4 shows the results of the FSW experiment without and with the inclination plate, respectively. In the case without the inclination plate (i.e., a flat plate), welding defects are caused by the low material flow at a thickness of 1.0 mm as shown in Figure 4(a), which may be generated by insufficient contact between the tool and the material of the thinner section (1.0 mm). However, the FSW method developed in this study results in a proper weldment without ineffective bonding of material, as shown in Figure 4(b). Therefore, the FSW method is suitable for welding TWBs with different thicknesses and was used to prepare specimens for evaluation of formability and mechanical properties.

Results of an FSW experiment with flat and inclined plates.
4. HFQ of Friction Stir Welded TWBs
4.1. Evaluation of Formability
A hemispherical dome stretching test was carried out to investigate the formability of Al6061 TWBs during HFQ. TWBs with a thickness combination of 1.6 mm and 1.0 mm were selected for the test. Base material (BM) sheets of 1.6 mm and 1.0 mm thickness were also used as baseline references for formability. The specimen of TWBs was heated from room temperature (20°C) to 950°C for 2 hr in the electric furnace of 1 kW for solid-solution heat treatment condition. And then, solid-solution heat-treated specimens were manually transferred to the tools for 5 sec and rapidly quenched by the tools of room temperature (RT), 100, and 200°C, respectively.
Figure 5 shows the experimental setup and dimensions of the die set for the hemispherical dome stretching test. The tools, including the die, holder, and punch, were heated by a total of 20 cartridge heaters, and their temperatures were precisely measured with type K thermocouples. A blank holding force of 200 kN was applied by a hydraulic press with a capacity of 50 tons. Punch speed was fixed at 10 mm/s, which was close to the strain rate of commercial stamping processes. A hemispheric punch of 100 mm diameter was used, whereas the inner diameter of die and holder was 105.5 mm. A ring-shaped drawbead was applied to prevent the specimen from flowing into the die cavity.
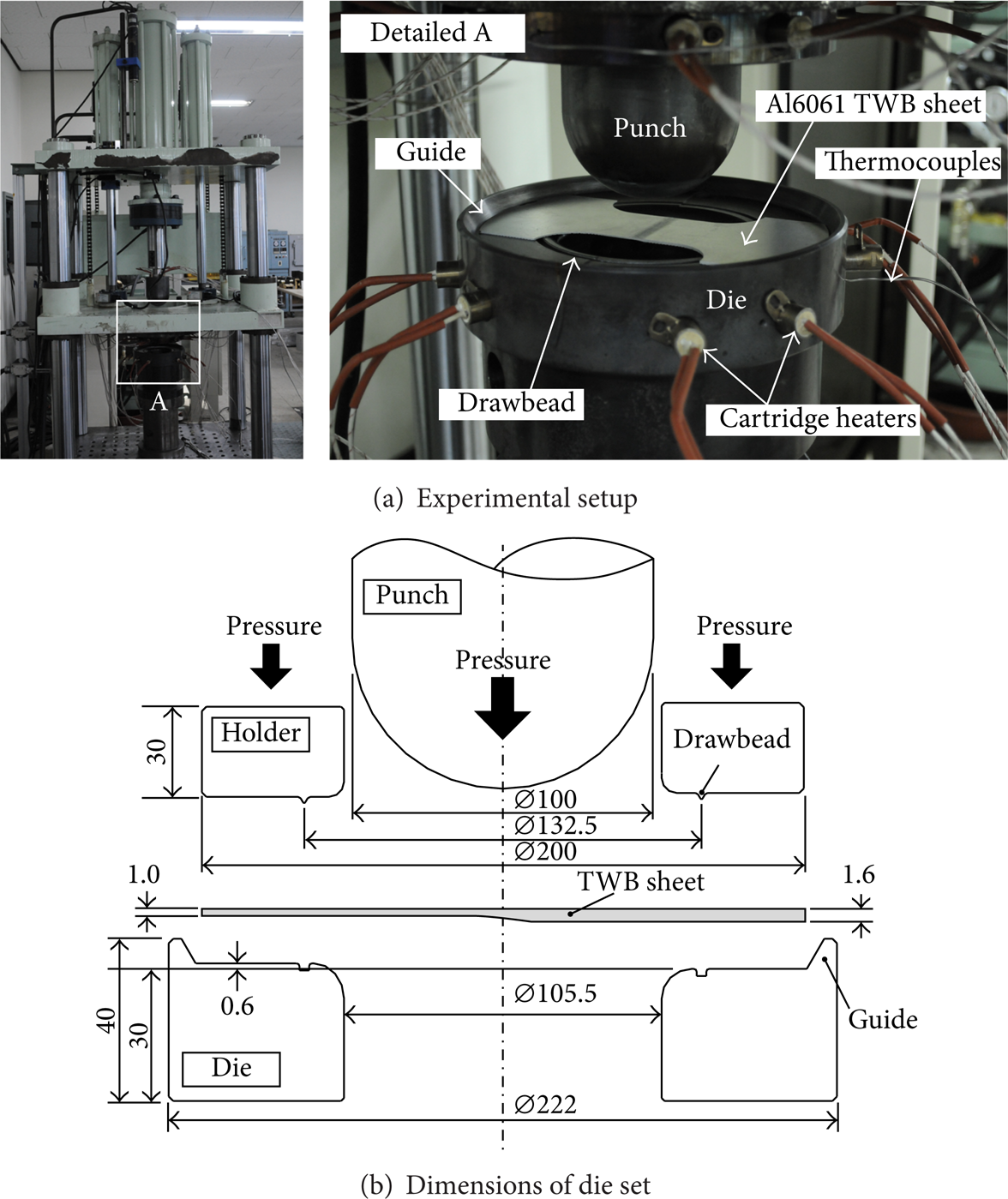
Experimental setup and dimensions of the die set for the hemispherical dome stretching test.
The tools were preheated to the desired target temperature and then the sheets were placed centrally on an aligned die through the guide as shown in Figure 5(a). The weldment of the specimen TWB was positioned at the center of the punch and was perpendicular to the principal strain direction, as shown in Figure 5(b). A die with dissimilar height was used to balance the uneven holding force caused by the thickness difference of the TWB and to achieve full contact between the die and specimen. Finally, tests were performed with five welded Nakajima specimens of different widths from 50 mm to 200 mm as shown in Figure 6. Circular grids of 1 mm diameter were marked on the surface of each specimen for measurement of strain.

Shapes and dimensions of the Nakajima specimens with different widths.
Figure 7 shows the limit dome height (LDH) results for friction stir welded Al6061 alloy TWBs for various specimen widths according to deformation modes. In the case of conventional forming, the LDH with a width of 125 mm was only 9.47 mm, the lowest value for all conditions. However, the specimen LDH values were significantly improved by HFQ with increased tool temperature. In particular, the LDHs of HFQ formed specimens with a tool temperature of 200°C were almost twice those of conventionally formed specimens in all deformation modes. Figure 7(b) shows experimentally deformed TWBs under the same deformation mode with widths of 50 mm. These results indicate that conventional TWB forming yielded an LDH of 10.85 mm, whereas HFQ of TWBs at RT, 100°C, and 200°C yielded LDHs of 15.77, 17.46, and 20.21 mm, respectively. Therefore, the hemispherical dome stretching test clearly shows that the formability Al6061 alloy TWBs can be significantly improved by HFQ with increasing tool temperature.
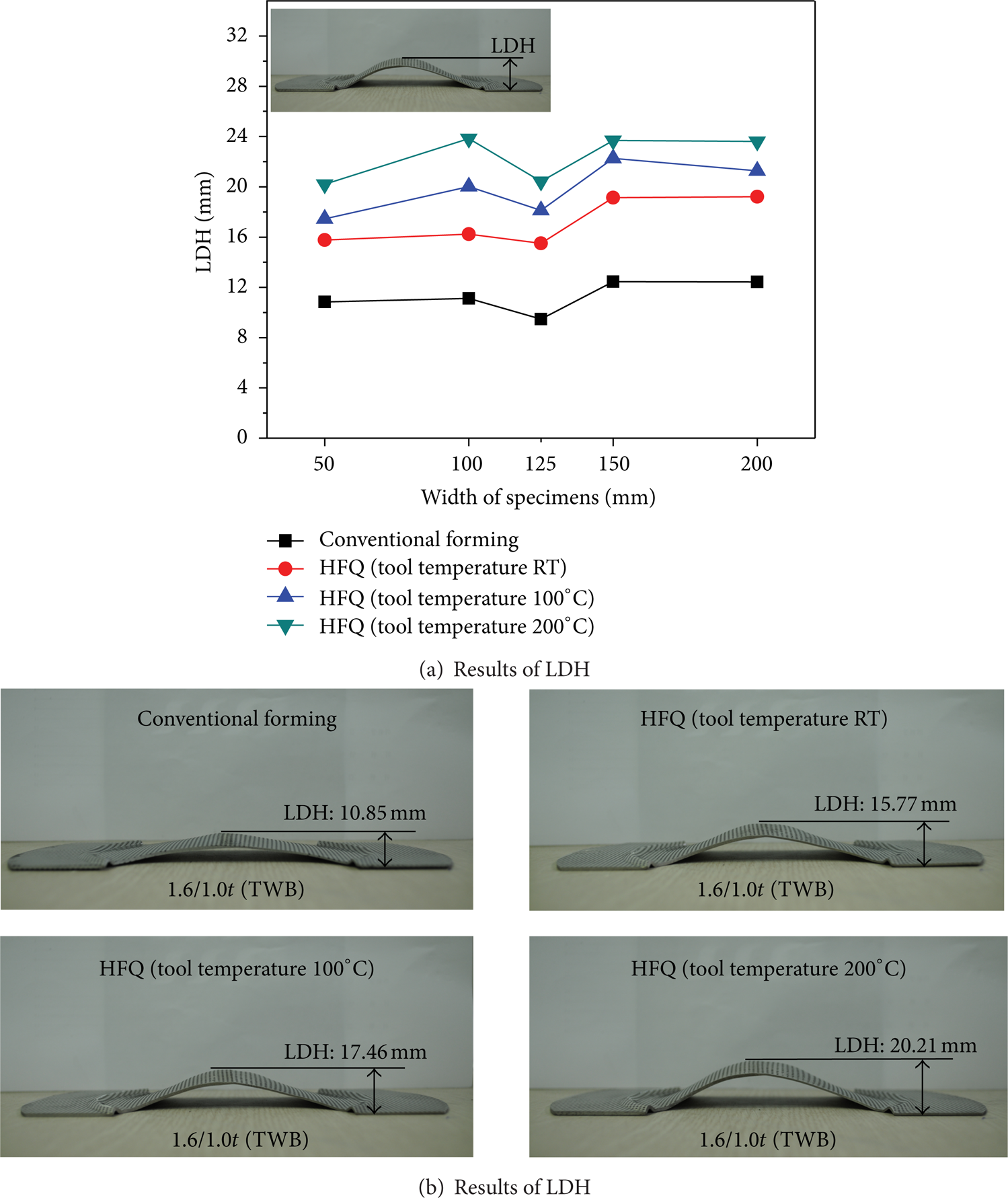
Effect of HFQ on the formability (LDH) of friction stir welded TWBs.
The hemispherical dome stretching test also shows two different types of failure for friction stir welded TWBs, as shown in Figure 8. Type I was parallel to the weld line, whereas type II was perpendicular to the weld line. Failure types for deformed TWBs are summarized in Table 1 according to the forming conditions with different deformation modes. Type II failures occurred with widths of 150 and 200 mm and HFQ at tool temperatures of 100°C and 200°C, whereas other conditions indicated type II failures. Generally, weldments of friction stir welded heat treatable aluminum have lower strength and ductility than the base material [19, 20]. Hence, type I failures may be related to the lower strength of the weldment with strain localization [17], while type II associated with ductility of material because the effect of the weldment was more compensated by the increase in forming temperature during the HFQ.
Type of failure according to different deformation modes.


Two different types of failure generated in friction stir welded TWBs.
4.2. Measurement of Hardness
The Vickers test was used to evaluate the mechanical properties of weldment along the centerline of the cross section perpendicular to the welding direction. Specimens formed by HFQ were naturally aged at room temperature for 72 h, to reach the T4 heat treatment condition. The micro hardness profiles before and after HFQ can be seen in Figure 9. Hardness of the weldment before HFQ was much lower than the base material owing to thermal effects during FSW. However, the softening hardness of the weldment was slightly increased by HFQ, which shows that the minimum hardness before HFQ can reach a similar value to that of the base material.

Effect of HFQ on the micro hardness profile of the weldment.
The hardness increase from HFQ does not show a significant change with increasing tool temperature. However, the effect of HFQ on the forming and heat treatment processes was validated by the hemispherical dome stretching and Vickers tests, respectively. Therefore, the mechanical properties of weldments can be significantly improved by HFQ, which shows its suitability for forming of friction stir welded aluminum TWBs.
5. Conclusions
In this study, degraded mechanical properties of a weldment caused by FSW were improved through HFQ for Al6061 TWBs. Based on the hemispherical dome stretching and Vickers test experiments, the following conclusions can be drawn.
A specialized FSW method with an inclination plate of 3.44° was used to prepare the specimen TWBs. Based on the FSW experiments, this method results in a proper weldment without ineffective material bonding.
In the hemispherical dome stretching test, the LDH of a conventionally formed specimen with a width of 125 mm was only 9.47 mm, whereas the LDH of specimens formed by HFQ with a tool temperature of 200°C was almost twice that of conventionally formed specimens in all deformation modes.
Vickers test showed that the poor hardness of the weldment was slightly increased by HFQ and that the minimum hardness before HFQ can reach a value similar to that of the base material (80 HV).
HFQ is a very effective method for improving the formability and mechanical properties of weldments, which shows the suitability of this technique for sheet metal forming of friction stir welded aluminum TWBs.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Footnotes
Acknowledgment
This work was supported by the National Research Foundation of Korea (NRF) Grant funded by the Korean Government (MSIP) (no. 2012R1A5A1048294).