
Abstract
To monitor the dynamic changes of process quality and reduce the quality fluctuation in machining process, a process quality control method based on coupling machining sensor network (CMSN) is proposed to improve product quality. The advantage of CMSN is to combine the complex network with sensor technology. The purpose of this paper is to explore influence of coupling relationships between machining errors on the product quality by analyzing the stability of CMSN. Firstly, the mapping rules between machining process and network elements are provided to construct the topological model of CMSN. Next some performance indices of sensor nodes are defined and calculated to explore the self-organization stability of CMSN so that the appropriate sensor configuration can be selected to ensure the local stability of machining process. On this basis, the whole stability of CMSN is investigated by analyzing the nodes coupling so that the error accumulations are analyzed to improve product quality. Finally, a case study is provided to verify the feasibility of proposed method, in which Monte Carlo simulation is used to produce required quality data. The whole stability of CMSN for blade machining is discussed. It is expected that the proposed method can provide some guidance for machining process.
1. Introduction
The difficulty of quality control is that the quality factors (QFs) are coupled with each other in machining process, so it is very hard to trace and monitor the dynamic changes of process variables accurately. Generally, because of the diversity of product structure and complexity of machining process [1], many QFs as product form features (PFFs) and machining factors (MFs) are involved. Considering error accumulations in machining process, the coupling between QFs should be analyzed quantitatively to improve the product quality. Complex network theory [2, 3] is deeply explored to solve practical problems in many fields, which provides theory support for discussing the coupling relationships among QFs. Especially the multistage machining network model [4] is established to analyze the coupling in multistage machining process. As a useful tool to analyze the coupling problems, complex network theory is introduced to illustrate the coupling among QFs in this paper.
The status of QFs is usually described by many control indices (CIs). For example, when a hole (belonging to PFFs) is processed, its CIs contain quality indices (diameter, coaxiality, etc.) and machining indices (tool wear, feed rate, vibration, etc.). The status of these QFs should remain stable and controllable so that the quality problems can be avoided. It is necessary that corresponding sensors are placed for all CIs to trace and monitor their dynamic changes. As sensor system has the advantages to identify the process faults systematically and quickly, the machining downtime can be reduced and process quality can be improved [5]. However, to some degree, it displays the deficiency of coupling control for multiple variables. This is because the coupling relationships may impact the efficiency of monitoring process variables. Therefore, how to quantitatively analyze the coupling and monitor the dynamic changes of QFs is the precondition to assure product quality. With this issue, it is very significant to combine the advantages of complex network and sensor system to realize the quality control in machining process.
Aiming at the dynamics of QFs in machining process, a novel quality control method based on coupling machining sensor network (CMSN) is proposed by combining the sensor technique and complex network theory. The purpose of this paper is to explore the influence of coupling relationships between machining errors on the product quality by analyzing the stability of CMSN. Firstly, the QFs and their CIs are extracted as the machining nodes, and the sensors are treated as sensor nodes to trace and monitor the changes of all CIs. The coupling and coupling strength are mapped as the network edges and weights, respectively. Thus, the topological model of CMSN is generated. On this basis, four indices are defined based on the statistical properties of complex network to evaluate the performance of CMSN. And the stability degree is calculated to discuss the influence of sensor node failure on network stability. Then the whole stability changes of CMSN are explored by considering the coupling relationships between nodes. With the method, we hope that some guidance can be provided to improve the product quality in machining process.
The rest of the paper is organized as follows. Section 2 presents a brief review about modeling of product machining process, complex network theory and its application, and quality monitoring in sensor systems. The logical architecture of this paper is provided in Section 3. The methodologies of process quality control method based on CMSN are detailed in Section 4. In Section 5, a case study is provided to demonstrate the feasibility of proposed approach. Finally, the conclusions and future work are drawn in Section 6.
2. Literature Review
In this section, a literature review is summarized in the field of the modeling of product machining process, complex network theory and its application, and the quality monitoring in sensor systems.
2.1. The Modeling of Product Machining Process
Aiming at the complexity of multistage machining, product assembly, or reconfigurable manufacturing process, the theory of error propagation was firstly proposed as a new solution in quality control. Hu and Koren [6] presented the concept about stream of variation to resolve the quality control problem in assembly process for autobody. Then, the state space model [7] was applied to model and analyze the error evolution in assembly process for thin-wall part, and the error propagation model [8, 9] between machining stages was established. Jin et al. [10] adopted the linear state space method to establish the multistage machining error propagation model by considering the relationships between stages. After that, they proposed a new chart allocation strategy for serial-parallel multistage manufacturing processes. The virtual prototype was introduced to recognize mass defect in machining process [11]. Loose et al. [12] put forward surrogate modeling of dimensional variation propagation in multistage assembly processes. Xi et al. [13] proposed a product error propagation model by integrating the multivariate statistics, control theory, design, and manufacture knowledge. To realize the goal of automatic control for product quality, the sensitive analysis and optimization of design parameters were conducted in design phase, and the machining error was diagnosed in manufacturing process.
2.2. Complex Network Theory and Its Application
The classical random network model [14] was proposed by Erdös and Rényi. Based on the theory, complex network was investigated deeply. The small world network model [15] and scale-free network model [16] were proposed in succession. In addition, Newman [17] summarized the complex network in its structure and function, and he discussed the small world effect, degree and degree distribution, clustering, network correlation, and so forth. With complexity analysis and application, the complex network theory was used to solve production problem in manufacturing process. Liu et al. [18] proposed the universality analysis method of parts for product family based on complex network to predict the relation between universality of parts and dosage size. ElMaraghy and Urbanic [19, 20] discussed the complexity in manufacturing process and established a complexity measurement model by integrating information quantity, diversity, and content to identify the complex link which needed improvement. Jiang et al. [21] analyzed the network topological property and structure brittleness in industrial systems and proposed a method for evaluating safety of systems. The distributed semantic network model for a collaborative intelligent system was established based on topological theory [22].
2.3. Quality Monitoring in Sensor Systems
In machining process, the dynamic changes of QFs are usually traced and monitored by some detective devices. For example, the sensor system is established to analyze the stability of product quality [23]. Considering the roles of sensors, the reasonable sensor configuration was helpful to monitor the changes of QFs and improve the product quality. Ding et al. [24] presented a distributed sensor configuration method according to product quality improvement, and they discussed the key technology about the optimization, design, and information processing in sensor systems. Yao and Han [25] established the node placement model in large-scale or superlarge-scale sensor network and provided the solution. Zhang and Rong [26] demonstrated the sensor network design in linear process and investigated the sensor placement by using genetic algorithm to optimize the problem. Sun et al. [27] investigated the effect of sensor allocation optimization on the diagnosability of a multistation manufacturing system and defined three indices, namely, detectability, locatability, and isolability, to measure the system diagnosability. In addition, for the application of wireless sensor network (WSN), Römer and Mattern [28] investigated the spatial distribution of WSN. For the multidimensional optimization problem of sensor location in WSN, Remesh et al. [29] proposed swarm intelligence based distributed location technique for WSN. By considering two point-to-point and one point-to-multipoint distributed averaging algorithms, Baldi et al. [30] proposed a performance evaluation method of some distributed averaging algorithms for sensor networks.
Although some outcomes have been achieved in the above fields, they are relatively independent. Considering difficulty of quality control, the sensor technique and complex network are combined to explore a novel quality control method in machining process. For established CMSN, the sensor nodes are treated as key nodes, and its roles are discussed in this paper. The stability of CMSN will be discussed and we hope the method can provide some guidance for process quality improvement.
3. Logical Flow of CMSN-Based Process Quality Control Method
In this paper, the CMSN is established to describe the coupling relationships in machining process. Its performances are evaluated to explore the influence from sensor configuration on process stability. Finally, the appropriate configuration strategies are provided to ensure the process local stability. In this way, the whole stability of CMSN is investigated to explore the machining error coupling for improving product quality. The logical flow of proposed method is shown in Figure 1.

The logical flow of CMSN-based process quality control.
In Figure 1, we can see that the logical flow contains three parts, which are extraction rules of network elements, topological model of CMSN, and performance evaluation of CMSN, respectively. There are many QFs and corresponding CIs in machining process; their dynamic changes should be traced and monitored in real time to assure product machining quality. Therefore, it is necessary to equip with different sensors online or offline for all CIs. The first step of proposed method is to define the extraction rules of network elements. Then the edge weights are discussed to describe the coupling strength quantitatively so that the topological model of CMSN is generated in the second step. In the third step, four statistical indices of sensor nodes, which are detectivity, brittleness, redundancy, and stable coefficient, are defined and calculated to evaluate the performance of CMSN. In addition, as the CMSN reflects the properties of machining process, the stability degree is defined to demonstrate the local stability of CMSN. On this basis, the nodes couplings are discussed to explore the whole stability of CMSN. With the method, it is expected that the method can provide some guidance for quality control in machining process.
4. Critical Methodology
4.1. Extraction Rules of Network Elements
In order to build CMSN, the physical significance of network nodes should be explained firstly. Figure 2 shows the extraction rules of network elements.
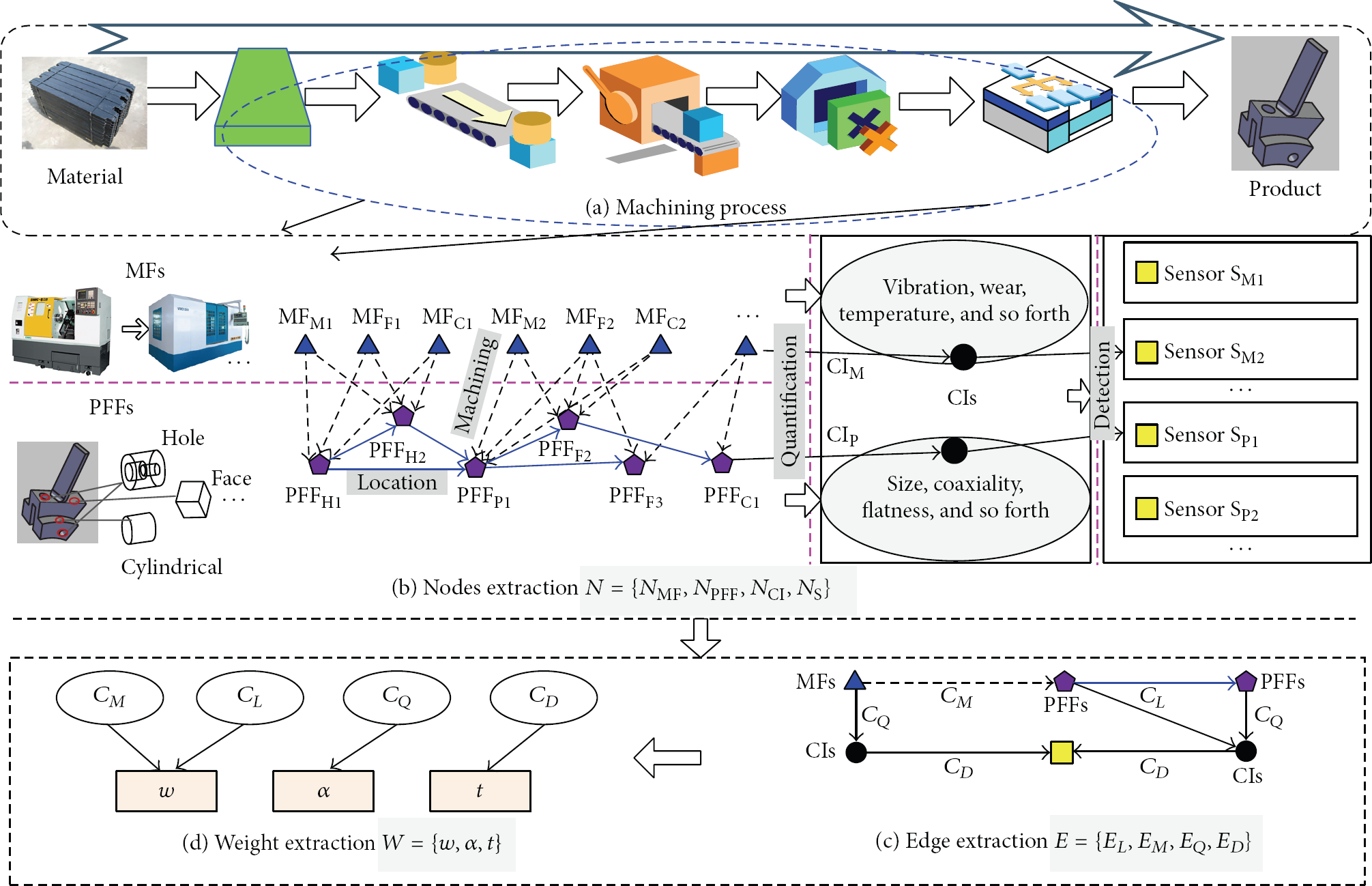
Extraction of network elements.
The layered extraction rules are defined, shown in Figure 2. Changeable factors involved in machining process are divided into four parts, which are PFFs, MFs, Cis, and sensors (S), respectively. Therefore, the mapping rules are defined as follows. Four kinds of factors are extracted and mapped as different network nodes shown in Figure 2(b). The several coupling relationships such as location between PFFs, machining between PFFs and MFs, quantification between PFFs or MFs and CIs, and detection between CIs and S are mapped as the edges between nodes shown in Figure 2(c). Their coupling strengths are mapped as edge weights in Figure 2(d). The calculation of weight will be detailed in the next subsection.
4.2. Topological Model of CMSN
In this subsection, the topological model of CMSN is generated. As the CMSN involves different type nodes, edges, and weights, they should be expressed in the form of mathematical formula.
(
1) Nodes. PFFs are the basic elements of product. Generally, one product has more than one feature, such as surface, hole, cylinder, and groove. They are processed under the action of MFs like machine, tool, and fixture. Besides, the PFFs and MFs have some quantization indices, namely, controlled indices (CIs), such as diameters, coaxiality, roughness and cutter wears, and vibration. Process data of all CIs should be collected by sensors to monitor their dynamic changes. Therefore, the above four kinds of factors are extracted as network nodes. Suppose that n factors are mapped as network nodes; the node set is described as

(
2
)
Edges. There are different coupling relationships between the above factors, which are named as location coupling (

(
3
) Weight. The weights are used to quantify the linkage strength between nodes. Their calculation will be detailed in this part. As the status of PFFs and MFs can be demonstrated by some CIs, the weights of

Suppose that the statuses of two nodes have bivariate normal distribution, the distribution equation is expressed as follows:


The edge weight between

The weight of

Finally, the CMSN is established and denoted by
4.3. Performance Evaluation of CMSN
In order to evaluate the performance of CMSN, some statistical indices of complex network are introduced, such as degree and clustering coefficient. Here, several new indices for sensor nodes are defined and then the self-organization stability of CMSN is investigated in this section.
Definition 1.
Detectivity is defined as the local detective capacity of sensor nodes, which is determined by the degree and loading number of sensor node. The larger the detectivity is, the more the influence on the network stability is. The detectivity of sensor node i is written as

Definition 2.
Brittleness represents the resistivity ability for external disturbance. The larger the brittleness is, the poorer the resistivity is. Its calculation is determined by brittle risk function
Definition 3.
Redundancy represents the influence of local sensor nodes on the network performance. For ith sensor node, its redundancy is calculated according to the changes of average clustering coefficient by deleting the sensor node i:

Definition 4.
Stable coefficient is defined as the ability of maintaining network attributes without sensor node i. It is defined by synthesizing the above-mentioned three indices for judging the self-organization stability of CMSN. The stable coefficient of sensor node i is written as

In order to discuss the influence of sensor nodes, here, the Weibull distribution function [31] is used to calculate the limits of performance indices. The judging rules of four indices are defined as follows.
Rule 1.
Suppose that
Rule 2.
Suppose that
Rule 3.
Suppose that
Rule 4.
Suppose that
Based on the above analysis, the self-organization dynamics of complex network theory is introduced to explore the stability of CMSN. Firstly, the stability degree is defined to demonstrate the stability of CMSN.
Definition 5.
Stability degree denotes the influence effect of sensor nodes on the local performance of CMSN. The stability degree of ith sensor node is written as

For complex network, its existence and evolution are kept up by a substance called “stream,” such as the information stream in information system network, capital stream in financial network, and the error stream in manufacturing network. Once the stream is broken off, the network will be crashed or lose its meaning of existing. So it is very important to discuss the influence from sensor node failure on the stability of CMSN.
Time stable factor reflects the stream scale in CMSN at different time. The external factor influencing the stream is written as ϵ. Suppose that the stream distribution is continuous and nonlinear in a certain time; the stream amount of CMSN at time t is described as follows:



By the calculation, the influence of sensor nodes on the stability of CMSN is obvious, and the appropriate sensor configuration strategy can be made to ensure the local stability of machining process. Thus the reliable quality data can be provided to analyze the coupling relationships of machining error.
Generally, the local stability does not mean that the whole process is stable, which is only a precondition. Therefore, the whole stability of CMSN is discussed in the following. Suppose that k (
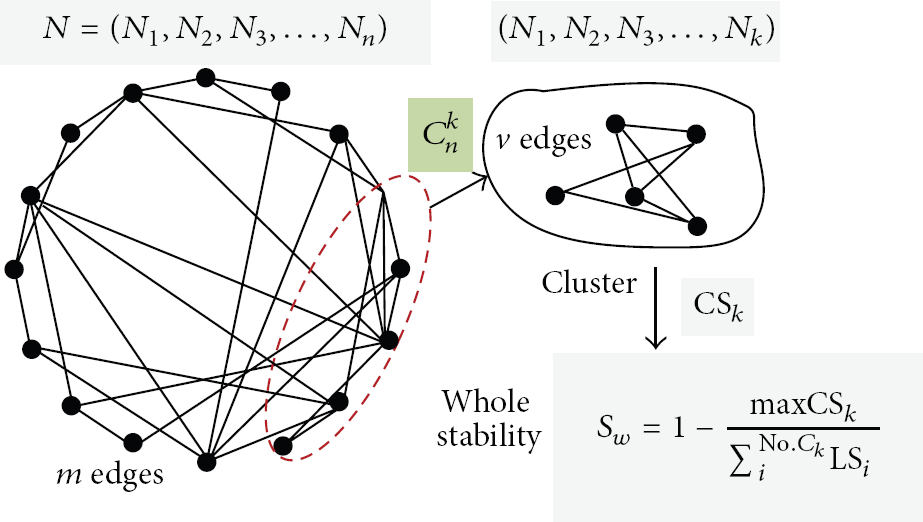
The whole stability analysis of CMSN.
The influence of the cluster on CMSN is defined as whole stable capacity to describe the whole stability, written as


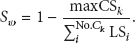
The whole stability of CMSN is calculated according to following equation:
Similarly, Weibull distribution function is also used to calculate the limit of whole stability of CMSN.
In fact, the method is not limited to the manufacturing field. Actually, the sensor technology is also used in many other fields such as environment, construction, agriculture, security, healthcare, and medicine. Depending on different application background, corresponding X coupled sensor network can be proposed to solve the practical problems. It is noted that X can be replaced by environment, construction, agriculture, and so on.
5. Case Study
A case study about blade machining is conducted to verify the feasibility of proposed method. As one of key components, the blades are required for the high machining quality. Otherwise it will impact the operating efficiency and reliability of rotated sets. Figure 4 shows the design parameters and the involved machining information. Its processing information is shown in Table 1.
The processing information for blade machining.


The design parameters and the involved machining information of blade.
Depending on the extraction rules, the numbers of node and edge of CMSN are 114 and 234, respectively. Then the topological model of CMSN for blade machining is generated as shown in Figure 5. In order to analyze the coupling relationships quantitatively, Monte Carlo simulation is used to produce the required data to calculate the edge weights. Figure 6 shows the edge weights which are calculated depending on (3)~(7).
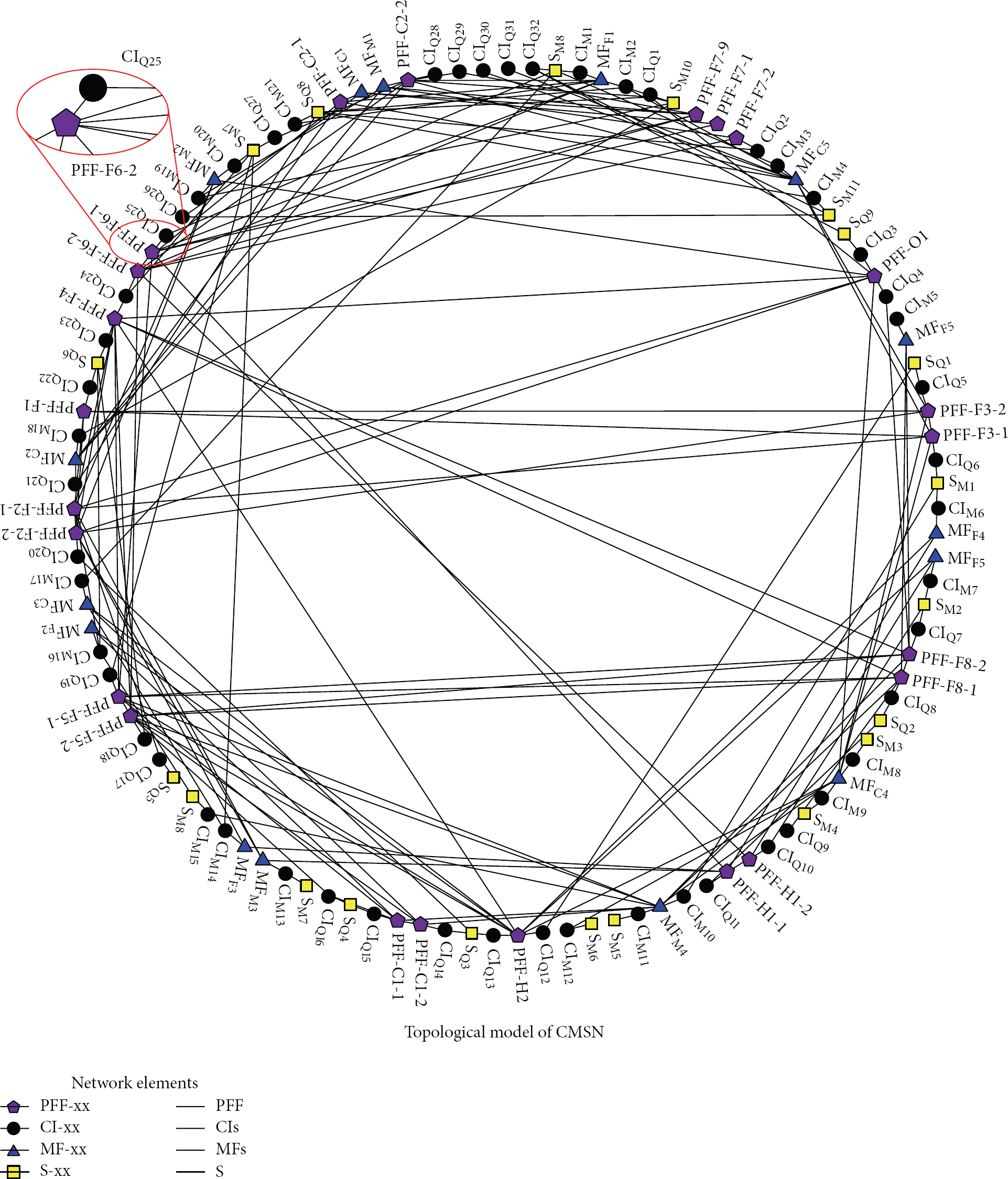
The topological model of CMSN.

Edge weight of CMSN.
The degree and degree distribution of nodes are calculated as shown in Figure 7.
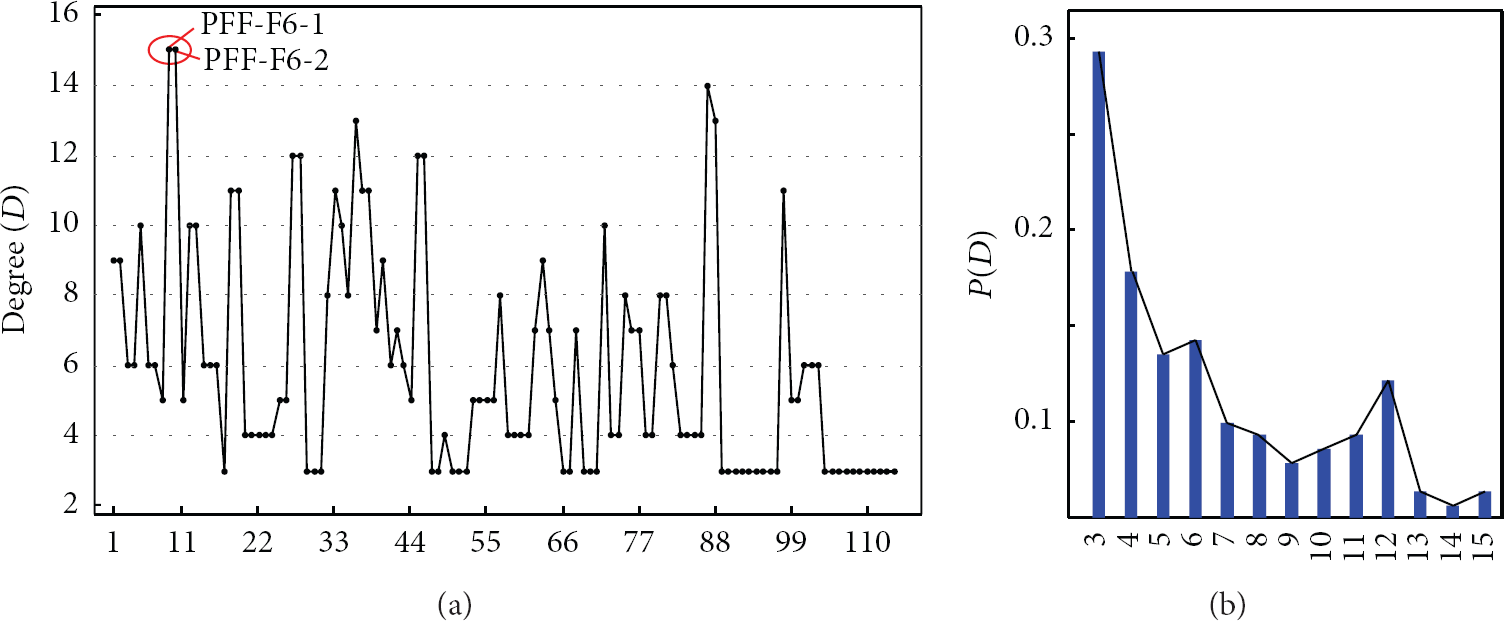
The degree and degree distribution of network nodes.
It can be seen that the degrees of two end faces PFF-F6 are 15. This is because the two PFFs are treated as the datum for other PFFs. However, it does not mean that the nodes with large degree have high influence on the network performance. The influence mechanism should be analyzed by considering all reasons comprehensively. The statistical properties of CMSN are discussed in the following.
Depending on (8)~(11), the measure indices of 20 sensor nodes are calculated to evaluate the performance of CMSN. The calculated results of four indices are shown in Figure 8.

The calculation results of performance indices. (a) Detectivity. (b) Brittleness. (c) Redundancy. (d) Stable coefficient.
In Figure 8(a), the detectivity of sensor nodes
The dynamics of time stable factors are considered, which are calculated by utilizing self-organization dynamic of complex network. Suppose that the flow density function in network is linear distribution, which is
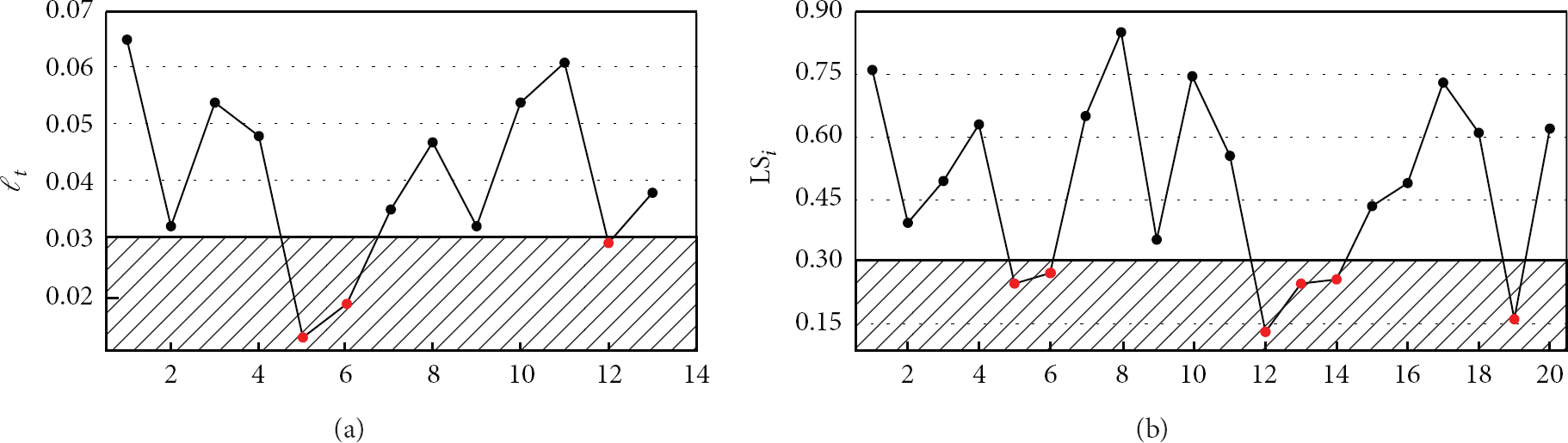
Calculation of stability degree of sensor nodes. (a) Time stable factors. (b) Local stability.
In Figure 9(a), it can be seen that the stable factors are smaller in 5th and 6th stages. This is because two critical PFFs (location holes) are formed in these two stages, which are PFF-H1 and PFF-H2. In the milling process for the two holes, the vibration of machine is strong which results in the instability of sensor signal. So the stable factors are lower in these two stages. With this issue, these two stages are treated as the key stages to pay more attention to them.
In Figure 9(b), all above factors are considered to analyze the influence on network stability. The stability degrees of 20 sensor nodes are shown. It is seen that the stability degrees of 12th and 19th sensor nodes are smaller. In addition, the stability degrees of 5th, 6th, 13th, and 14th sensor nodes are relatively smaller. Apparently, the allocation loads of these sensors are larger in machining process so that the capacity of coordinate control for multivariables is scarce. If some abnormal occurs on these sensor nodes because of large load, they may produce deadly hit on the whole machining process. Therefore, more attention should be paid to these sensor devices so that corresponding load tasks are allocated on all sensor devices to assure the stability of machining process. In this way, the process abnormal can be identified in time and the product quality problems are avoided.
It is known that one or more nodes failures in the network model may produce severe influence on the whole network. In this paper, the whole stability of CMSN is defined as the resistance capacity for sensor node failures. Figure 10 shows the changes of local stability and whole stability of CMSN by simulating node failure.

The change of stability caused by node failure and node coupling.
In Figure 10(a), the blue line indicates that the local stability becomes worse and worse obviously with the increase of the number of failure nodes. When the percentage of node failure reaches 35%, the model is almost crashed. After the sensor configurations are adjusted, the black line shows the linear changes of local stability with the percentage of node failures. In Figure 10(b), it can be seen that the whole stability of CMSN becomes smaller with the increases of nodes coupling failure. According to the simulation for whole stability, the results concluded are that when 31 nodes are coupled, the process stability is damaged. According to the processing technology, the accumulated error problems may appear in the 6th machining stages. Therefore, more attention should be paid to the monitoring of the changes of process quality after 6th stages.
In a word, the study in this paper is aimed at exploring a novel method for evaluating the stability of machining process by establishing the CMSN. The contribution lies in the combination of complex network and sensor technique. Although there are some limitations, such the data are simulated based on Monte Carlo, it can provide some guidance for improving product quality. With the issue, the further experiments will be conducted to perfect the method. Furthermore, considering the wide application of sensors, the proposed method is not limited to the industry field. It can also be applied to other practical fields, such as environment, construction, agriculture, security, and healthcare.
6. Conclusions and Future Work
Aiming at improving the product quality in machining process, the coupling machining sensor network- (CMSN-) based process quality control method is proposed in this paper. The contribution of this paper is to combine complex network and sensor technique to establish the CMSN model for describing the coupling relationships. Some indices are defined and calculated to evaluate the performances of CMSN. The self-organization dynamic of complex network is introduced to explore the stability of CMSN. And the influence effect of sensor nodes is discussed too. Then the whole stability changes of CMSN are investigated by discussing the coupling relationships. With a case study, the results show that the proposed methodology can provide some guidance for quality control in machining process.
In this study, the CMSN is proposed to explore the quality control in product machining process. However, the analysis of CMSN is based on Monte Carlo simulation, so the future works will be concentrated on the practical machining quality data to perfect the proposed CMSN-based quality control method.
Footnotes
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Acknowledgment
The research work presented in this paper is supported by the National Natural Science Foundation of China (Grant no. 51275399). The authors hereby thank it for the financial aid.