
Abstract
In recent years, several studies with focus on developing state-of-the-art manufacturing technologies have been conducted to produce light vehicles by employing parts made of light materials such as aluminum and magnesium. Of such materials, magnesium has been found to pose numerous issues, because it cannot be deformed (plastic deformation) easily at low temperatures. Furthermore, oxidation on the surface of manganese occurs at high temperatures. This study analyzes the extrusion process for manufacturing magnesium bumper back beams used in vehicles, using finite element (FE) analysis. The properties of magnesium were determined through a compression test performed at high temperatures. And the temperature at which oxidation occurs at its surface was evaluated via an extrusion test. FE analysis was used to evaluate the extrusion load and temperature during the extrusion process, according to changes in initial material temperature and ram speed. Extrusion limit diagram of the extrusion process was derived based on the results of the FE analysis. Process conditions required to be established during the extrusion process were determined by using the derived extrusion limit diagram. The conditions were further validated by the extrusion test.
1. Introduction
Recently, with the increase in air pollution levels and depletion of fossil fuels, global warming has reached unprecedented levels. As a result, it has become essential to develop light, high-mileage transport machineries, which is a big challenge in itself. Several studies, with focus on developing state-of-the-art manufacturing technologies, have been carried out to produce light transport machineries by employing vehicle parts made of light materials such as aluminum and magnesium [1, 2].
The weight of a vehicle directly affects its mileage, and, therefore, reducing the weight of all parts of the vehicle, including body, frame, and chassis, is essential. A bumper with a dual-frame structure, installed in the front and rear of a vehicle, ensures the driver's safety during collision by absorbing and distributing collision energy [3, 4]. Earlier, bumpers were made of iron beams, which increased the weight of the vehicle. However, nowadays, with the development of composite materials, lightweight bumpers having sufficient impact strength are produced. Nevertheless, producing bumpers that can ensure safety and are lightweight remains a challenge. Several studies have recently been conducted on bumpers employing lightweight materials [5, 6], and it has been found that such bumpers have complex cross-sectional shapes and are longer. Thus, during the deformation of such lightweight bumpers, various problems are encountered. In particular, oxidation on the surface occurs in case of a magnesium alloy at high temperatures, when hard-to-deform materials are used during the deformation process. Furthermore, deformation of plastic occurs, and it becomes hard to determine the appropriate process conditions required to be established when high temperatures are achieved during the process [7]. Ultimately, it becomes difficult to maintain the quality and appearance of the product.
This study determines the process conditions required to be established during porthole extrusion for manufacturing vehicle bumper back beams employing a typical lightweight magnesium alloy. For this purpose, firstly, the material property at high temperature was obtained through the hot compression test. Then, using these properties, the critical temperature at which oxidation occurs on the surface of magnesium alloy was evaluated through finite element analysis and round-bar extrusion test. Further, the extrusion limit diagram for setting extrusion process conditions for magnesium alloy was derived using FE analysis, taking into account the oxidation temperature, the initial temperature of the billet, and the ram speed. Next, the extrusion limit diagram was used to determine the process conditions required to be established during porthole extrusion for manufacturing bumper back beams with complex cross-sections. Lastly, the determined process conditions were validated using an extrusion test.
2. Flow Stress Curves of Magnesium Alloy
The applied magnesium alloy is TAZ711. The chemical composition of TAZ711 is shown in Table 1. The analysis of the hot extrusion process should be performed considering the relationships between material deformation and heat transfer. The properties of material employed in the hot extrusion process greatly affect the results of the analysis. Therefore, these properties should be determined accurately. Generally, the analysis of a hot extrusion process requires the flow stress of the material employed, in accordance with the changes in its temperature and the strain rate [8, 9]. Therefore, in this study, the flow stress of magnesium alloy TAZ711 was obtained. Flow stress was obtained via a high-temperature compression test through a dynamic material property-testing machine, Gleeble3500. The temperature for the test was set at 300, 400, and 500°C to take into account changes in the temperature of magnesium alloy during extrusion process, and the strain rate was set at 0.0, 0.1, 1.0, and 5.0 s−1. Figure 1 shows the flow stress curve of magnesium alloy according to changes in temperature and strain rate. It can be observed from the figure that, keeping the strain rate constant, the flow stress decreases with increase in the temperature. Further, when the temperature is kept constant, the flow stress increases with increase in the strain rate.
Chemical composition of TAZ711.


Flow stress curve of magnesium alloy: (a) strain rate: 0.01 s−1; (b) strain rate: 0.1 s−1; (c) strain rate: 1.0 s−1; (d) strain rate: 5.0 s−1.
3. Evaluation of Surface Tearing Temperature of Magnesium Alloy
In case of magnesium alloy, defects occur on the surface of the product that is subjected to the extrusion process when the temperature exceeds the critical temperature [10]. These defects are caused by oxidation on the surface of magnesium when the alloy comes in contact with air at high temperatures of 400°C∼500°C. Therefore, to prevent such defects, it is important to evaluate the critical temperature at which oxidation occurs on the surface of the magnesium alloy and determine appropriate process conditions that need to be established to ensure that the temperature during the extrusion process does not exceed the critical temperature. This study firstly determines the critical temperature at which oxidation occurs on the surface of the employed magnesium alloy, TAZ711, and then the extrusion process for bumper back beams is set.
In this study round-bar extrusion experiment and FE element analysis were conducted to evaluate the temperature at which oxidation occurs on the surface of the material during extrusion. For this purpose, a material with initial diameter of 154.2 mm was chosen for a product of diameter 50.0 mm, and the container temperature and die temperature were set at 340°C and 395°C, respectively. The temperature at which oxidation occurs on the surface of the material was evaluated by changing the initial billet temperature and ram speed during the extrusion experiment, as listed in Table 2.
Extrusion conditions.

FE analysis was performed under the same conditions, using commercial FE analysis software DEFORM 2D. The respective surface temperatures of the material in FE analysis were compared with the temperatures of the extrusion experiment. Figure 2 shows the results of FE analysis when the extrusion conditions were set as per Case 1 listed in Table 1. From the results, it can be inferred that the temperature on the surface of the material is highest near the die exit.
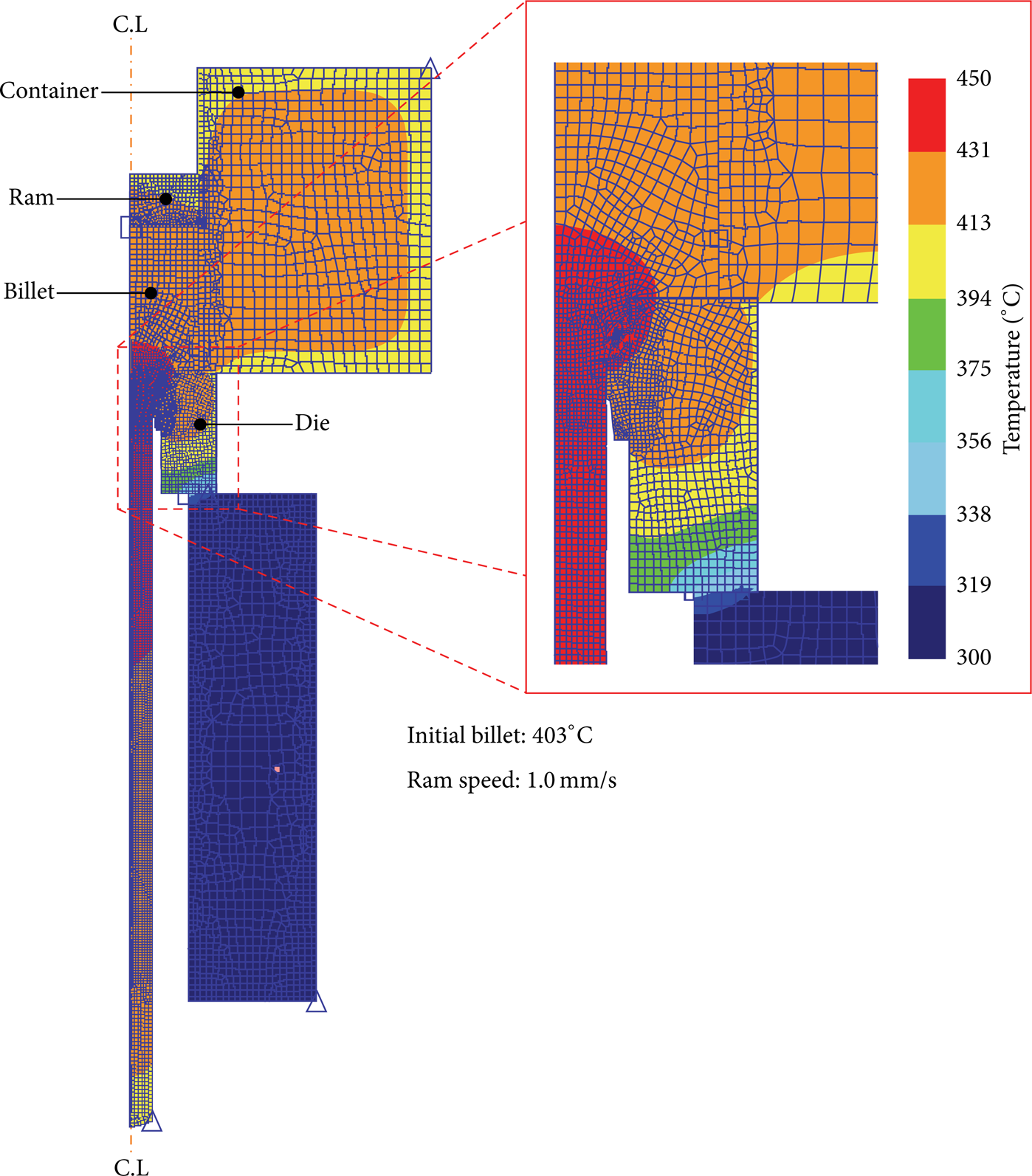
Temperature (°C) distribution of Case 1.
Table 3 lists maximum temperatures achieved on the surface of the material during the extrusion experiment and FE analysis. It is observed that, in all cases, the maximum temperature achieved during FE analysis is about 10°C∼20°C lower than that achieved during the extrusion experiment. This is because of the finely separated material and die and the transfer of excessive heat in the exit of the extrusion die during FE analysis, unlike in the case of the extrusion experiment.
Surface temperature (°C) during experiment and FE analysis.

During extrusion experiments 2 and 6, oxidation occurred on the surface of the extruded product. Therefore, the temperature of 400°C was determined as the critical temperature at which oxidation at the surface of the magnesium alloy was observed. Figure 3 shows the extrusion experiment and the magnesium-extruded product on whose surface oxidation occurred.

Extrusion experiment and oxidized surface of magnesium alloy: (a) extrusion experiment; (b) extruded product with surface oxidation.
4. Extrusion Process Conditions for Bumper Back Beam
4.1. FE Analysis
Three-dimensional (3D) FE analysis was performed using DEFORM3D software to determine the process conditions required to be established during the extrusion process for manufacturing bumper back beams. Figure 4 shows the final extruded shape and the dimension of the bumper back beam. It can be observed from the figure that the porthole extrusion process was applied to produce a hollow cross-section with three holes in the cross-section [11, 12].

Final extruded shape and dimension of bumper back beam.
Figure 5 shows the porthole extrusion die, which is constituted by four portholes. The material is extruded to a final product after combining in the welding chamber.
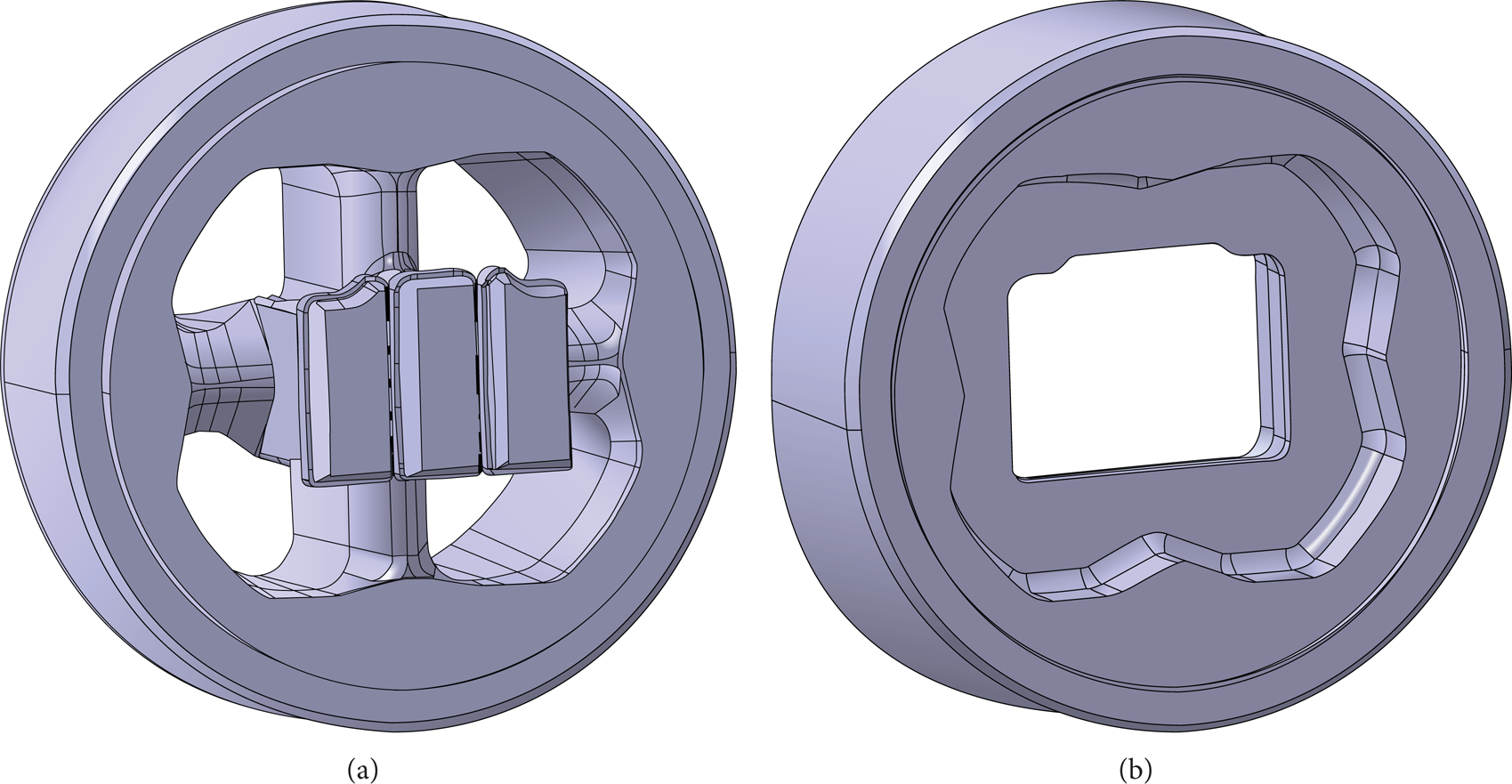
Porthole extrusion die: (a) porthole bridge; (b) welding chamber.
Figure 6 shows the initial FE analysis model. A half section model was used considering the symmetry of the product's cross-section.

3D FE analysis model (1/2 section).
4.2. Extrusion Limit Diagram
Generally, an extrusion limit diagram is utilized to determine the process conditions required to be established during the extrusion process. The extrudable and nonextrudable areas can be identified in the diagram by evaluating their extrudability in accordance with changes in the temperature and the extrusion velocity [13].
This study derives the extrusion limit diagram based on the extrusion and the critical temperature at which oxidation occurs on surface. For this purpose, the temperatures on the surface of the material and the extrusion load were evaluated through FE analysis. Table 4 lists the process conditions for FE analysis.
Extrusion conditions for FE analysis.
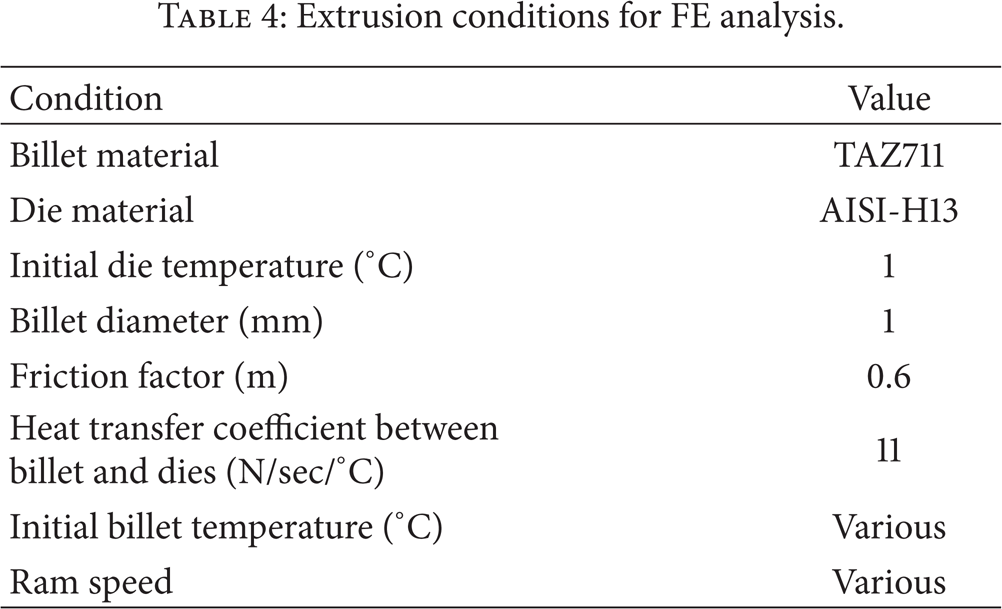
The initial die temperature was set at about 380°C, and the billet diameter was taken as 152.4 mm. The extrusion ratio was about 15.5. Table 5 lists the billet temperature and ram speed conditions employed to derive the extrusion limit diagram.
Initial billet temperatures and ram velocities.

Figure 7 shows the extrusion load and material flow pattern at each stage, for case 14 listed in the previous table. Unlike in the case of a general extrusion process, the extrusion load changes at each stage in accordance with the ram stroke during the porthole extrusion process [9, 14].

Extrusion load curve.
It can be observed from the figure that, in the initial upsetting stage, with the progress of the ram, the extrusion load gradually increases as the container is filled with the material. In the dividing stage, when the four portholes of the container are completely filled with the material, the extrusion load increases sharply. The extrusion load remains almost constant till the material reaches a welding chamber and fills therein. In the welding chamber, the flow of the material is restricted, and this is when the extrusion load increased sharply again. Finally, the material flows out through the die exit making the extrusion load reach its maximum value. This study derived the extrusion limit diagram by setting the maximum allowable load of the actual employed extruder equivalent to the critical load of 1800 tons.
Figure 8 shows the distribution of temperature on the surface of the material, as observed during FE analysis of the bumper back beam. It can be observed that the maximum temperature is achieved when the material filled in the welding chamber flows out through the die exit. Oxidation on the surface occurs when the temperature at the surface of the extruded product flowing out from the die exit exceeds the critical temperature. Therefore, the temperature at the surface of the extruded product while exiting from the die exit must be made less than the critical temperature, by setting appropriate process conditions during the extrusion process. The maximum temperature of material exiting from the die exit was evaluated to derive the extrusion limit diagram of the porthole extrusion process for manufacturing bumper back beams. Furthermore, from the result of the round-bar extrusion experiment, it was determined that oxidation at the surface of the material occurred when the temperature was greater than the critical temperature of 400°C.
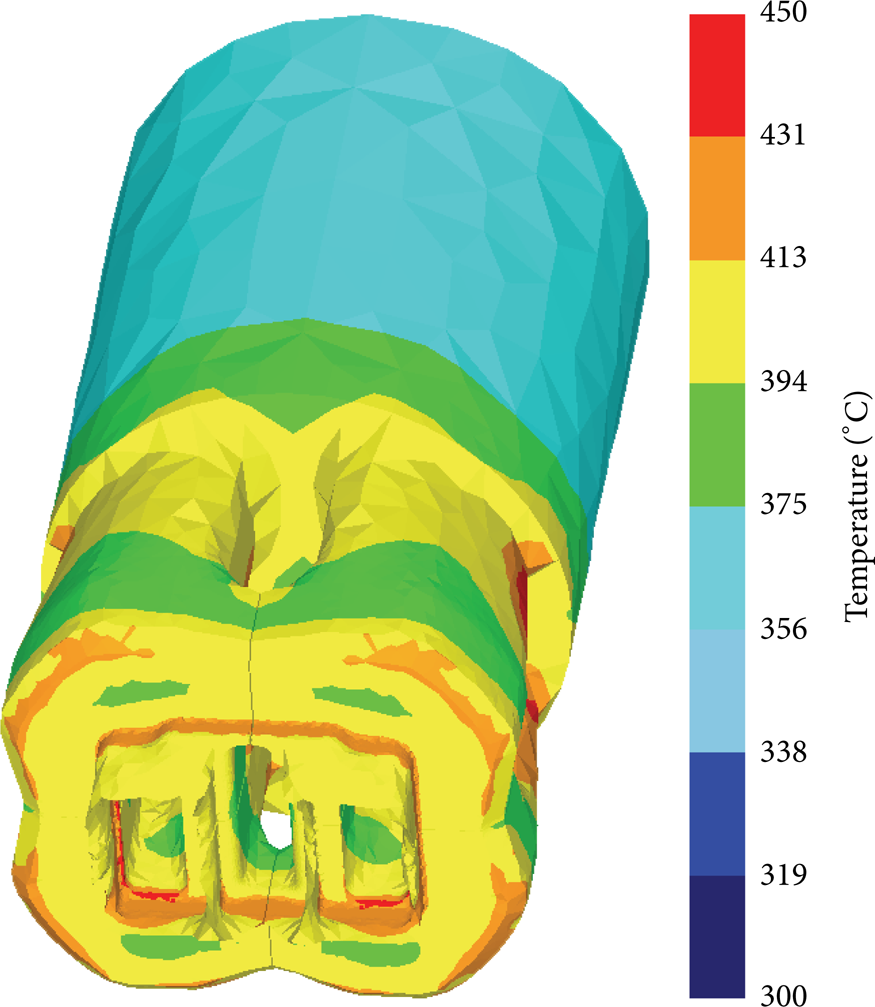
Distribution of billet temperature.
Figure 9 shows the distribution of temperature for the 14 cases listed in Table 4, wherein the maximum temperature at the surface of material while exiting from the die exit was less than 400°C.
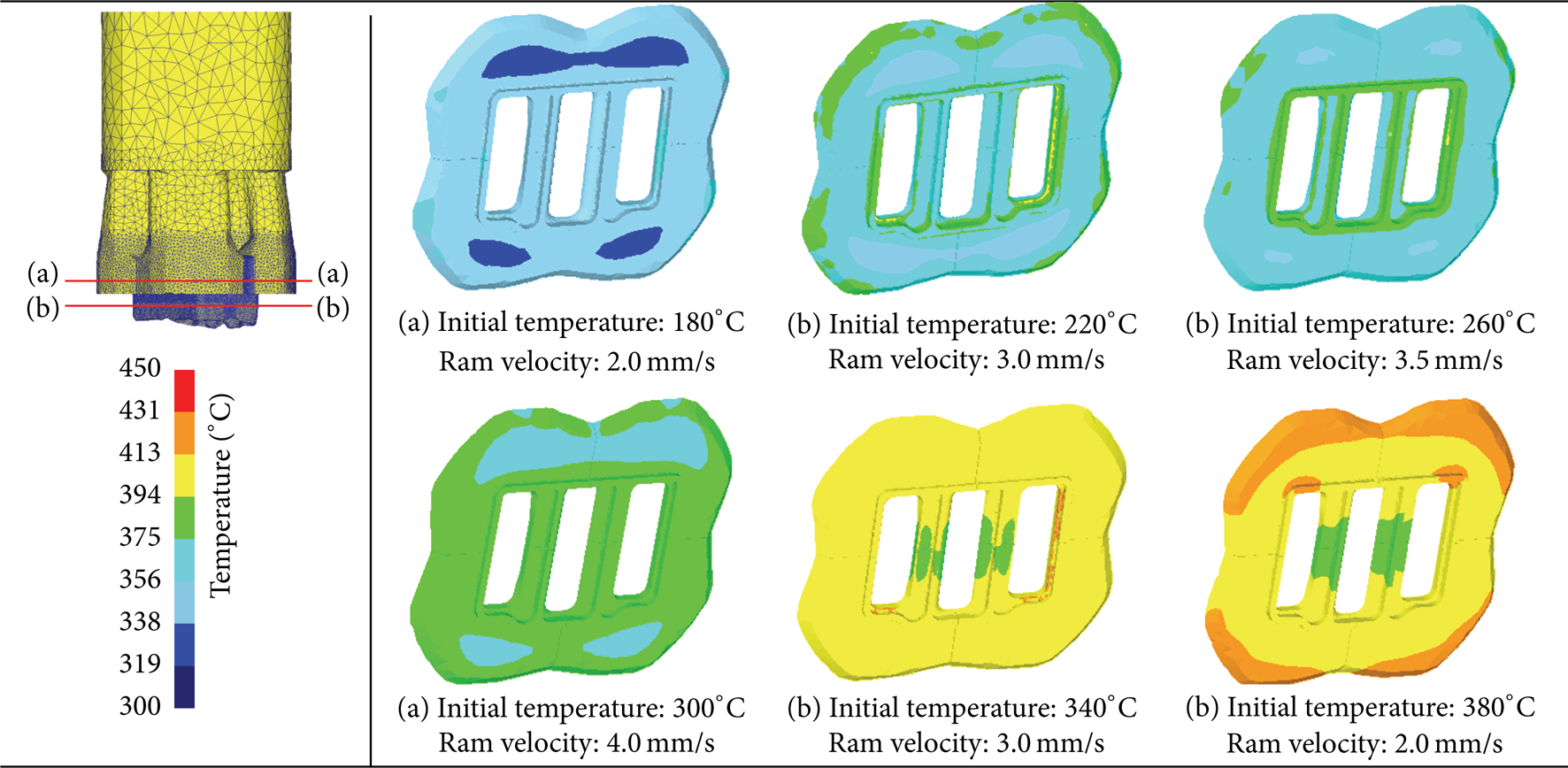
Distribution of material temperature at die exit without surface oxidation.
Table 6 lists the maximum temperatures on the surface of the extruded product and the extrusion loads for the 14 cases of FE analysis listed in Table 5.
Results of FE analysis.

Figure 10 shows the extrusion limit diagram of the porthole extrusion process for manufacturing the magnesium-alloy bumper back beams. The diagram was derived using data listed in Table 5, setting the critical temperature at 400°C and the applied extruder critical load at 1,800 tons. The diagram can be effectively used to set up working conditions for improving the productivity of the extrusion process for manufacturing bumper back beams.

Extrusion limit diagram.
5. Porthole Extrusion Experiment
The optimum extrusion process conditions can be observed from the extrusion limit diagram. These include the initial material temperature of 300°C and ram speed of 4.0 mm/s. In this study, the extrusion experiment was conducted by setting ram speed at 3.0 mm/s for reducing the possibility of oxidation on surface of the material during the actual extrusion process.
Figures 11 and 12 represent the extrusion experiment and the extruded magnesium-alloy bumper back beam, respectively. The extrusion load limit of the extruder for the initial billet diameter of 154.2 mm is 1850 ton. From the experimental results, it can be inferred that it is possible to manufacture a sound bumper back beam using magnesium alloy, without letting oxidation occur on the surface of product. Temperature on the surface of the extruded product, measured during the extrusion experiment, was about 385°C; it was about 10°C greater than the temperature of 375°C measured during FE analysis, which was carried out under same conditions.

Extrusion experiment for manufacturing bumper back beams.

Extruded bumper back beam.
Based on the above results, it is possible to validate the extrusion limit diagram proposed in this study and the resulting conditions required for the extrusion process to manufacture magnesium-alloy bumper back beams.
6. Conclusions
This study determined the process conditions required for porthole extrusion process to manufacture magnesium-alloy bumper back beams, with the help of extrusion experiment and FE analysis. As a result, the following conclusions were derived.
Flow stress data of the employed magnesium alloy was derived using a high-temperature compression test, considering changes in the temperature of material and the strain rate. This data was further utilized for FE analysis to estimate not only the temperature at which oxidation occurred on the surface of magnesium, but also the extrusion load.
Round-bar extrusion experiment and FE analysis were performed to evaluate the critical temperature at which oxidation on the surface of the magnesium occurred. From the results, it was inferred that oxidation on the surface occurred when the temperature on it exceeded 400°C during the extrusion process. This temperature was determined as the critical temperature at which oxidation on the surface occurs.
Extrusion limit diagram for the extrusion process was derived by considering the maximum temperature, at which oxidation occurred on the surface of the material, and the load capacity of the extruder, as observed in FE analysis. The optimum conditions for extrusion were determined based on the derived extrusion limit diagram. These included the material temperature of 400°C and ram speed of 3.0 mm/s.
The porthole extrusion experiment was performed to validate the feasibility of the determined conditions for the extrusion process. It was found that the maximum temperature on the surface of the extruded product was 385°C, which was less than the critical temperature of 400°C at which oxidation on the surface occurred. It was concluded that the extrusion of a sound magnesium-alloy bumper back beam was possible without surface oxidation.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Authors’ Contribution
Sung-Yun Lee and Dae-Cheol Ko are co-first authors.
Footnotes
Acknowledgments
This work was supported by Korea Institute of Industrial Technology (KITECH) and the National Research Foundation of Korea (NRF) grant funded by the Government of Korea (MSIP) (no. 2012R1A5A1048294).